DYNAFORM 5.9.3发布说明 (2016年3月28) 主要功能改进 1. 在板料成形中新增了自动迭代回弹补偿功能。 2. 在板料成形中新增了一个支持变厚板(Tailor Rolled Blank)的功能。 3. 在板料成形的成形工序中新增了一个切缝(Lancing)功能。 4. 新增了裁剪实体单元的功能。 5. 在自动设置(AutoSetup) 中添加了工艺模板,可用于板料成形的特殊实例。 6. 板料/修边线优化(Blank/Trim Line Development)功能中的改进包括: a) 将板料优化(Blank Development)和切边线优化(Trim Line Development) 功能合并为板料/修边线优化(Blank/Trim Line Development)。 b) 新增了同时优化板料轮廓线和修边线的功能。 c) 新增了优化部分板料轮廓线和部分修边线的功能。 d) 新增了使用修边的方式优化板料轮廓线的功能。 7. 新增了分段创建和编辑等效拉延筋的功能。 8. 在热成形中新增了板料冷却和修边功能。 9. 新增了复合材料的仿真功能(热塑性预浸渍过程)。 10. 新增了成形和翻边的隐式分析功能。 11. 在管材弯曲模拟中新增了非圆管功能。 12. 在管材弯曲模拟中新增了一个用于弯管的回弹检查,并添加了一个补偿过程。 13. 一步法求解器“MSTEP”中新改进的功能: a) 改进了实例的结果,其中一些展开的直线是弯曲的而非直的。 b) 改进了深度拉延零件层的轮廓线。 c) 修复了在网格平均法向的冲压方向调整过程中造成轮廓线自相交的问题。 d) 修复了造成展开的轮廓线远远短于比实际轮廓线的问题。 BSE 模块中新实现的性能模块中新实现的性能,,特征特征和功能和功能 1. 将GUI 名称从MSTEP 更改为生成轮廓线(Generate Outline)。 2. 简化了MSTEP 约束定义的图形用户界面。 3. 新增了允许用户通过选择边界节点来添加约束的功能。 4. 在排样报告(Nesting Report )页面添加了板料零件渲染图形。
课程名称:材料成形过程计算机模拟 基于Dynaform的冲压瓶盖的 CAE分析 作者姓名:黄彬兵 作者学号:0801040305 专业名称:材料成型及控制工程 指导教师:苏春建 山东科技大学 二〇一一年十二月
摘要 Dynaform是由美国ETA公司开发的用于板料成形模拟的专用软件包,可以帮助模具设计人员显著减少模具开发设计时间及试模周期,不但具有良好的易用性,而且包括大量的智能化自动工具,可方便地求解各类板成形问题。它可以预测成形过程中板料的破裂、起皱、减薄、划痕、回弹,评估板料的成形性能,从而为板料成形工艺及模具设计提供帮助;可以用于工艺及模具设计涉及的复杂板成形问题;还包括板成形分析所需的与CAD软件的接口、前后处理、分析求解等所有功能。 本文简述了CAE技术在瓶盖冲压成形中的应用,通过对拉延工序进行冲压成形模拟分析,提前预知成形缺陷,并采取有效措施,进行工艺参数的调整与优化。实践证明,分析计算缩短了模具制造周期,减少了模具调试次数,节约了生产成本。 关键词:CAE技术,Dynaform,冲压成形,模具调试
1 绪论 冲压成形是塑性加工的基本方法之一,它主要用于加工板料零件,可以加工金属板料,也可以加工非金属板料。冲压加工时,板料在模具的作用下,于其内部产生使之变形的内力。当内力的作用达到一定程度时,板料毛坯或毛坯的某个部位便会产生与内力的作用性质相对应的变形,从而获得一定形状、尺寸和性能的零件。 许多金属冲压件具有外形尺寸较大,材料比较薄,型面起伏复杂,尺寸精度与表面质量要求较高,在拉伸成形过程中容易出现拉裂、起皱现象。模具调试过程中需要浪费大量的人力、物力和财力。近年来随着计算机技术的不断发展,CAE(计算机辅助工程)技术目前已经在各大模具厂广泛用于产品模拟分析、冲压板材成形过程分析。通过提前对产品可能出现的成形缺陷进行研究,预示冲压件冲压成形的可行性。根据理论上的模拟分析结果,提高产品工艺补充设计的合理性,减少模具实际调试次数,近而达到缩短模具制造周期、降低生产调试成本,提高企业生产效能,保证新产品及时投放市场。本文利用Dynaform分析软件,以瓶盖冲压成型分析为例,介绍CAE技术在金属件冲压成形的应用。 2 瓶盖的冲压工艺分析 本文采用瓶盖形状如图1所示,材料为SS304,厚度1.0mm,整体来看,具有材料较薄,外形尺寸不大,拉延深度较大,成型较困难,有可能出现破裂或起皱等缺陷,因此可先进行CAE分析,观察成型情况。 图1
板料冲压件螺纹底孔冲压成形技术 摘要:在板料冲压件上,按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法,成形螺纹底孔。本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。 主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术 螺纹联接结构,尤其紧螺纹联接结构,是各种机电与家电产品中零部件最主要的联接结构型式。薄板冲压件进行紧螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。 在仪器仪表、电子电器、各类家电、家用器具、玩具等产品的板料冲压件上,经常采用M2-M10的小螺纹紧联接结构。为提高效率并满足大量生产的需求,采用精冲小孔、变薄翻边、冷冲挤等工艺方法,冲压成形这些小螺纹底孔,不仅能以冲压制孔取代钻孔而大幅度提高生产效率,同时能获得尺寸精确、一致性好的底孔,并可使螺纹联接有足够的长度,从而确保其联接可靠性及设计要求的承载能力。所以,用冲压成形技术加工小螺纹底孔,具有优质高产的效果,也是一种成熟而值得推广的工艺技术。 1 螺纹底孔的计算 合适螺纹底孔的大小,不仅取决于螺纹直径,而且与其螺距有着密切的关系,通常可按下式计算: 当t L≤1时,取:d Z=d-t L
当t L>1时,取:d Z=d-~t L (2) 式中 t L-螺距,mm d z-螺纹底孔直径,mm d-螺纹直径,mm 表1 螺纹底孔直径的合理值(mm) 螺纹直径d 螺 距 t L 底 孔 直 径d z M1 M2 M3 M4 M5 M6 M8 M10 M12 1 5
M14 M16 M18 M20 M22 M24 M27 M302 2 3 3 2 冲制螺纹底孔的基本工艺方法 用冷冲压冲制板料冲压件上螺纹底孔的主要工艺方法有如下几种: (1)厚料冲小孔与精冲孔 当冲件厚t可以满足螺纹联接所需长度时,可用冲压制孔工艺解决。通常在这种情况下,多为厚料冲小孔,即冲制螺纹底孔的直径dz≤t或稍大于t,见表2。螺纹联接的最小有效长度取决于螺纹直径、螺距并与联接件的材料种类密切相关。
DYNAFORM 5.9 发布说明 (2012年12月) 添加的优化性能 1.实现了一个新的板料成形优化模块,将SHERPA 和INCSolver相结合,称为优化平台模块(OP Module)。 2.将现有的成形性模拟(FS) 模块扩展为包括使用LS-DYNA 和 LS-OPT的板料成形优化。 新实现的许可证服务器管理器 1.在许可证管理器对话框内为DYNAFORM 5.9中所有模块生成许可证申请文件eta.log。 2.新的许可证/安装管理器允许用户导航选项卡,生成DYNAFORM、LS-DYNA和SHERPA 申请许可证(INCSolver许可证包含在DYNAFORM 许可证内)所要求的信息。 第四个选项卡允许用户申请许可证并将所要求的信息一步发送。 3.将DYNAFORM、LS-DYNA和SHERPA的许可证服务器管理器组合成一个图形用户界面。 4.添加了支持客户端模式和服务器端模式的功能。在客户端模式(Client Mode)下,用户可指定网络许可证。 在服务器端模式(Server Mode)下,用户可以安装、卸载、启动和停止许可证服务器。 5.实现了SHERPA的许可,在eta.log文件中产生并包括一个HOSTID 号。 6.添加了导入和合并许可证的功能。 7.添加了在许可证管理器对话框内生成eta.log文件的功能。 主要功能改进 1.优化性能,主要是拉延分析中的拉延比率。 2.基于产品修边线的自动迭代板料开发。 3.流线型的拉延筋(Draw Bead)功能。 4.改进的截面线(Section Cut)功能。
BSE模块中新实现的性能,特征和功能 1.从计算时间和材料利用率方面,改进了对排(Two-Pair Nesting)和混排(Multiple Nesting)的排样算法。 2.支持拼焊板(TWB),包括零件的重量比(Yield Ratio): a)在BSE预处理中为拼焊板的定义设置了新的流程。 b)支持为每个零件输出成形性报告。 c)在DYNAFORM 配置文件中为排样报告添加了“Single Layout Type”或“Separate Layout Type”选项。 3.改进的平板排样(Plate Nesting)功能通过定义的长度和宽度获得最好的排样结果。 4.在快速求解的高级(Advanced)选项中添加了一个选项,允许用户确定是否自动或手动调整单元法向。 5.在快速求解的高级(Advanced)选项中添加了一个选项,允许用户确定是否自动或手动找出约束点。 6.允许用户设置默认的材料。 7.为排样结果添加了排序(Sorting)功能。 8.计算补充余量(Calculate Addendum)和计算搭边(Calculate Bridge)的计算方式相同。 9.3D修边线可自动导出为IGES格式文件。 10.支持在局部坐标系上创建轮廓线。 11.支持配置文件中排样报告的输出单位(Output Unit)选项。 12.支持配置文件中排样报告的文件名称(File Name)选项。 13.在工具预处理(Tool Preparation)的检查所有(Check All)菜单下增加了单元法向夹角(Element Normal Angle)功能。 14.在删除一个排样结果后,直到单击“+”按钮才显示其余结果。 15.新增了选项用来分别定义十进制尺寸和排样利用率(Utilization)。
冲压件回弹有限元仿真分析 摘要针对不锈钢件难以成形以及在冲压过程中易产生回弹,采用有限元分析软件DYNAFORM,以沈阳地铁2号线连接板为例,对模拟得到的材料厚薄图、材料回弹图进行分析,优选工艺设计。阐述了CAE技术在模具开发中的重要作用。 关键词有限元分析;冲压;DYNAFORM 0 引言 2006年大连机车引进了不锈钢城轨车体生产线,并先后承接大连快轨金州延伸线、沈阳地铁2号线、天津地铁2号线城轨地铁车辆的生产。 不锈钢相对传统碳钢城轨车有外表面无需涂装,可有效实现车辆轻量化,可有效提高车辆使用寿命等优点。虽然有以上优点,但是奥氏体不锈钢热膨胀系数是钢的1.1倍,弹性模量大,抗拉强度屈服强度大,这些特点决定了不锈钢车体从设计到制造都与碳钢车体有着很大的不同。它决不是简单的材料替换,而是一种全新的车体,因此开发周期和质量都难以控制。 在不锈钢车体中有大量的冲压件,对不锈钢车体的生产起着至关重要的作用。回弹是冲压模具设计中要考虑的重要因素之一。回弹现象主要表现为整体卸载回弹、切边回弹和局部卸载回弹,当回弹量大于允许容差时,就会影响冲压件的产品精度,从而产生缺陷产品。因此,回弹一直是影响、制约模具和产品质量的重要因素。本文以地铁车辆中的连接板为例,使用DYNAFORM软件对板材进行冲压成形模拟仿真,预测冲压所产生的回弹,为模具的设计提供前期依据。 1 DYNAFORM介绍 美国ETA公司和LSTC公司联合研发的DYNAFORM软件,是一种基于有限元方法建立,模拟仿真板料成型过程的专用软件。Dynaform软件包含BSE、DFE、Formability三个大模块,能够完成坯料形状、压边力、拉延筋、冲压速度等几乎所有冲压模具设计参数。 回弹是一种小变形过程,是在加载完成后卸载过程中产生的。但是在回弹过程中毛坯的所有点不会同时处于卸载状态中,部分点存在加载的可能。因此成型模拟的准确性会影响回弹模拟的准确性。 DYNAFORM使用混合计算方法来分析回弹变形,为避免准静态隐式积分算法中的迭代计算,成型的模拟采用动态显式积分算法。回弹时,卸载起主要作用,工件主要为弹性变形,而静态隐式算法可以得到较为准确的计算结果。所以DYNAFORM采用动态显示算法模拟成型过程,以静态隐式算法计算回弹。
板料冲压工艺 板料冲压是指用冲模使板料经分离或成形得到制件的工艺方法,它通常是在室温下进行,所以又称为冷冲压,简称冲压。 1、板料冲压的特点及应用 冲压用原材料必须具有足够的塑性,广泛应用的金属材料有低碳钢、高塑性合金钢、铝、铜及其合金等;非金属材料有石棉板、硬橡皮、绝缘纸、纤维板等。他广泛应用于汽车、拖拉机、航空、电器、仪表、国防等工业部门。 板料冲压具有以下特点: (1)冲压件的尺寸精度高,表面质量好,互换性好,一般不需切削加工即可直接使用,且质量稳定。 (2)可压制形状复杂的零件,且材料的利用率高、产品的重量轻、强度和刚度较高。 (3)冲压生产生产率高,操作简单,其工艺过程易于实现机械化和自动化,成本低。 (4)冲压用模具结构复杂,精度要求高,制造费用高。冲压只有在大批量生产时,才能显示其优越性。 (5)冲压件的质量为一克至几十千克,尺寸为一毫米至几米。 2、冲压设备 (1)剪床 剪床的用途是把板料切成一定宽度的条料,以供下一步冲压工序之用。 (2)冲床 冲床将完成除剪切以外的其他冲压工作。 右图为单柱式冲床的外形及其传动简图。电动机5带动飞轮4转动,当踩下踏板6时,离合器3使飞轮与曲轴2连接,因而曲轴随飞轮一起转动,通过连杆8带动滑块7作上下运动,从而进行冲压工作。当松开踏板时,离合器脱开,曲轴不随飞轮转动,同时制动闸1使曲轴停止转动,并使滑块7停在上面位置
3、冲压模具 (1)简单冲模 简单冲模在冲床一次行程中只完成一道工序,见右图。凸模1用压板6固定在上模板3上,通过模柄5与冲床滑块连接。凹模2用压板7固定在下模板4上。操作时,条料沿两导料板9之间送进,碰到挡料销10停止。冲下部分落入凹模孔。 此时,条料夹住凸模一起返回,被卸料板8推下。重复上述动作,完成连续冲压。导柱12和导套11组成的导向机构可保证凸模、凹模的合模准确性。 简单冲模结构简单,容易制造,价格低廉,维修方便,生产率低,适用于小批量生产。(2)连续冲模 连续冲模在冲床一次行程中,按着一定顺序,在模具的不同位置上,同时完成数道冲压工序,见右图。操作时,条料7向前送进,送进距离由挡料销控制。定位销2对准预先冲出的定位孔,上模向下运动时,冲孔凸模4进行冲孔,落料凸模1同时进行落料工序。条料夹住模具返程时,被卸料板6推下,如此循环进行操作,完成连续冲压工序。图中9是废料、8是成品、5是冲孔凹模、3是落料凹模。 连续冲模生产效率高,易于实现自动化,但定位精度要求高、结构复杂、制造成本高。主要用于大批量生产精度要求不高的中、小型零件。 (3)复合冲模 复合冲模在冲床一次行程中,在模具的同一位置上,完成两道以上冲压工序。此种模具具有生产率高,零件加工精度高,平正性好等优点,但结构复杂,成本高,主要适合批量大、精度高的冲压件的生产。 4、板料冲压的基本工序 (1)分离工序 分离工序是使坯料的一部分相对另一部分相互分离的工序,如剪切、落料、冲孔等。 1)剪切 剪切是使坯料按不封闭轮廓分离的工序,见右图。其任务是将板料切成具有有一定宽度的坯料,主要用于为下一步工序备料。 2)落料和冲孔
d y n a f o r m功能介绍
DYNAFORM软件基于有限元方法建立, 被用于模拟钣金成形工艺。Dynaform 软件包含BSE、DFE、Formability三个大模块,几乎涵盖冲压模模面设计的所有要素,包括:定最佳冲压方向、坯料的设计、工艺补充面的设计、拉延筋的设计、凸凹模圆角设计、冲压速度的设置、压边力的设计、摩擦系数、切边线的求解、压力机吨位等。 DYNAFORM软件可应用于不同的领域,汽车、航空航天、家电、厨房卫生等行业。可以预测成形过程中板料的裂纹、起皱、减薄、划痕、回弹、成形刚度、表面质量,评估板料的成形性能,从而为板成形工艺及模具设计提供帮助。 DYNAFORM软件设置过程与实际生产过程一致,操作上手容易。来设计可以对冲压生产的全过程进行模拟:坯料在重力作用下的变形、压边圈闭合过程、拉延过程、切边回弹、回弹补偿、翻边、胀形、液压成形、弯管成形。 DYNAFORM软件适用的设备有:单动压力机、双动压力机、无压边压力机、螺旋压力机、锻锤、组合模具和特种锻压设备等。 DYNAFORM 的模块包含:冲压过程仿真 (Formability) ;模具设计模块(DFE) ;坯料工程模块 (BSE) ;精确求解器模块(LS-DYNA)。 功能介绍 1.FS-Formability-Simulation
成形仿真模块可以仿真各类冲压成形:板料成形,弯管,液压涨形可以对冲压生产的全过程进行模拟:坯料在重力作用下的变形、压边圈闭合过程、拉延过程、切边回弹、回弹补偿、翻边、胀形、液压成形、弯管成形,还可以仿真超塑性成形过程,热成形等适用的设备有:单动压力机、双动压力机、无压边压力机、螺旋压力机、锻锤、组合模具和特种锻压设备等。成形仿真模块在世界各大汽车公司、家电、电子、航空航天、模具、零配件等领域得到广泛的应用。通过成形仿真模块,可以预测成形缺陷起皱,开裂,回弹,表面质量等,可以预测成形力,压边力,液压涨形的压力曲线,材料性能评估等 本模块中的主要功能特色有: 1)可以允许三角形、四边形网格混合划分,可以用最少的单元最大程度的逼近模具的形状,并可方便进行网格修剪; 2)等效拉延筋的定义
DYNAFORM在冲压成形中的应用研究 作者:中航工业南方航空动力公司皮克松郑南松 在模具设计初期,进行冲压件可成形性研究和设计改进,预测并解决在板材成形加工中可能遇到的质量问题是钣金成形制造业界的热门话题。作为虚拟制造技术之一的冲压成型数值模拟技术的日渐成熟以及它在新产品开发和模具设计中日益广泛的应用,为实现新的钣金制品和相应冲压模的设计提供了途径。本文以典型冲压成形件为例,阐述了DYNAFORM数值模拟技术具体的应用研究,并提出和解答了DYNAFORM使用中的常见技术问题。 冲压数值模拟软件系统 板材成形有限元分析技术起源于20世纪70年代初期,在近20年内得到了迅速发展。其高效的计算功能使它的应用范围不断扩大,目前已用于分析复杂三维板材成形的过程,包括成形缺陷分析,如破裂、起皱和回弹等。这一技术既可应用于模具设计阶段,也可应用于分析和解决实际生产中出现的产品质量问题。有限元模拟技术涉及到数值方法、力学、材料科学、计算机技术以及塑性加工技术等多门学科,是当今比较前沿的研究领域之一。 国外开发的板料成形模拟商品软件已经达到了工程实用的阶段,也获得越来越广泛的应用,并收到了很大的经济效益。国内外知名的飞机、航空制造厂家在虚拟制造领域已经有了多年的应用历史,也从冲压成形数值模拟技术中获得了丰厚的经济回报。我国近几年来在湖南大学、南昌航空大学、北京航空航天大学等一些院校及一汽集团、海尔集团等企业中也进行了这方面的应用研究。目前,已经达到实用阶段的数值模拟软件有法国的OPTRIS软件和美国ANSYS公司代理的eta/DYNAFORM软件,另外还有欧洲著名软件公司Quantech ATZ公司的Stempacka软件。以上3种软件都是专业的钣金成形数值模拟软件,是真正的面向工程实际的钣金成形仿真系统,具有功能强大、操作流程自动化、界面友好的特点。 为填补我国航空制造业在此方面的空白,我公司引进了eta/DYNAFORM软件,并开展了冲压成形模拟技术应用开发工作。 DYNAFORM数值模拟分析系统 DYNAFORM软件是由ETA公司研制的基于LS-DYNA的钣金冲压分析软件,它把LS-DYNA、LS-NIKE3D强大的分析能力与eta/FEMB 的流程化前后处理功能结合起来。eta/DYNAFORM分析的求解器是LS-DYNA和LS-NIKE3D,这两个程序是通用的、非线性的、动态的有限元分析程序,利用显式和隐式计算方法来解决结构及流体等问题,已经成功地应用于钣金成形的数值模拟。 DYNAFORM的主要功能包括分析拉伸、成形、弯曲、翻边、切边等板料成形过程中的不同工序,也可以进行多步成形(或多工序加工)分析。通过用户已定义好的冲压工艺及模具曲面形状来预测成形状态,其中包括减薄拉裂、起皱、回弹等各种问题;同时可以对成形力、压边力、拉伸筋、模具磨损等各种工艺问题进行分析,以便优化工艺和模具设计。DYNAFORM的核心技术包括以下几个方面:(1)动力显式积分算法;(2)板壳有限元理论的研究;(3)本构理论和屈服准则(材料模型);(4)接触判断算法和网格细化自适应技
基于Dynaform的JL70右连接板零件成形 工艺及模具设计 李君才 (重庆工商大学 机械设计制造及其自动化专业 05机制2班 ) 摘要: 实践表明,采用有限元数值仿真技术对零件成形过程进行模拟,并根据仿真结果进行冲压工艺规划和模具的设计,以改良传统冲模设计与制造过程中耗时长、成本高等缺陷,把制造过程中可能出现的问题集中在设计阶段解决,以便快速经济地制造模具,提高零件质量。 本设计是基于有限元分析软件DYNAFORM 的成形过程的仿真分析与模具设计。首先进行前处理设置,将仿真需要的各种参数输入进去,然后进行仿真的后处理分析。通过对仿真的后处理分析,了解各种参数对成形的影响,进一步提出改进措施,重新输入参数进行分析。然后在基于仿真分析的基础设计模具,这样保证了模具结构的合理性。 关键词:模拟仿真、DYNAFORM、模具设计、工艺参数优化
Base on Dynaform JL70 right Junction panel Ban parts forming process and die design Li Juncai (Chongqing Technology and Business University ,mechanical design automation and manufacturing professionals ,05 mechanism classes two) Abstract: Practice shows that the use of finite element simulation technology to partsforming process modeling, and simulation results are in accordance with the planning process and tamping die design, to improve the design and manufacture of traditional die in the time-consuming process of a long, the cost of higher defects in the manufacturing process problems that may arise in the design phase concentrated solution for rapid economic and die manufacturing, improve the quality of parts. The design is based on finite element analysis software DYNAFORM the process of forming simulation analysis and die design. First set up to deal with before, the simulation will need to enter into the various parameters, and then to simulate the post-processing analysis. Through the simulation of the post-processing analysis, an understanding of various parameters on forming the impact of further improvement measures, re-enter the parameters for analysis. Then based on the analysis of the simulation based design mold, such a guarantee die structure is reasonable. Keywords: simulation、DYNAFORM、mold design、Technological parameter optimization
Dynaform 软件的板料冲压成形操作指引 1 常用仿真术语定义: 冲压成形:用模具和冲压设备使板材产生塑性变形获得形状、尺寸、性能合乎要求的冲压件的加工方法。多在室温下进行。其效率高,精度高,材料利用率也高,可自动化加工。 冲压成形工序与工艺: 剪切:将板材剪切成条料、块料或具有一定形状的毛坯的加工工序称为剪切。分平剪、斜剪和震动剪。 冲裁:借助模具使板材分离的工艺。分为落料和冲孔。 落料--从板料上冲下所需形状尺寸坯料或零件的工序; 冲孔-- 在工件上冲出所需形状孔的工序。 弯曲:在弯曲力矩作用下,使平板毛坯、型材、管材等产生一定曲率和角度,形成一定形状冲压件的方法。 拉深:冲裁得到的平板毛坯成形成开口空心零件的冲压加工方法。 拉伸参数: ? 拉深系数m :拉深零件的平均直径 d 与拉深前毛坯 D 之比值m, m = d/D ; ? 拉深程度或拉深比:拉深系数 m 的倒数 1/m ; ? 极限拉深系数:毛坯直径 D 确定下,能拉深的零件最小直径 d 与D 之比。 胀形:指将材料不向变形区转移,只在变形区内产生径向和切向拉深变形的冲压成形方法。 翻边:在毛坯的平面或曲面部分的边缘,沿一定曲线翻起竖立直边的成形方法。 板材冲压成形性能评价指标:硬化指数n 、厚度方向系数γ、成形极限图。 成形极限:是指冲压加工过程中所能达到的最大变形程度。 2 Dynaform 仿真分析目的及流程 ETA/DYNAFORM 5.7是由美国工程技术联合公司(ENGINEERING TECHNOLOGY ASSOCIALTES, INC.)开发的一个基于LS-DYNA 的板料成形模拟软件包。作为一款专业的CAE 软件,ETA/DYNAFORM 综合了LS-DYNA 强大的板料成形分析功能以及强大的流线型前后处理功能。它主要应用于板料成形工业中模具的设计和开发,可以帮助模具设计人员显著减少模具开发设计时间和试模周期。基于Dynaform 软件的仿真结果,可以预测板料冲压成形中出现的各种问题,如破裂、起皱、回弹、翘曲、板料流动不均匀等缺陷,分析如何及时发现问题,并提供解决方案。Dynaform 仿真分析分析的步骤和流程如下图: 冲压成形 分离工序 剪切 冲裁 修边 成形工序 弯曲 拉深 胀形 翻边
第二章冲压件工艺过程设计的内容及步骤 不论冲压件的几何形状和尺寸大小如何,其生产过程一般都是从原材料剪切下料开始,经过各种冲压工序和其他必要的辅助工序(如退火,酸洗,表面处理等)加工出图纸所要求的零件。对于某些组合冲压件或精度要求较高的冲压件,还需要经过切削,焊接或铆接等加工,才能完成。冲压件工艺过程的制定和模具设计是冷冲压课程设计的主要内容。进行冲压设计就是根据已有的生产条件,综合考虑影响生产过程顺利进行的各方面因素,合理安排零件的生产工序,最优地选用,确定各工艺参数的大小和变化范围,设计模具,选用设备等,以使零件的整个生产过程达到优质,高产,低耗,安全的目的。 2.1 工艺过程设计的基本内容 冲压工艺规程是模具设计的依据,而良好的模具结构设计,又是实现工艺过程的可靠保证,若冲压工艺有改动,往往会造成模具的返工,甚至报废。冲制同样的零件,通常可以采用几种不同方法。工艺过程设计的中心就是依据技术上先进,经济上合理,生产上高效,使用上安全可靠的原则,使零件的生产在保证符合零件的各项技术要求的前提下,达到最佳的技术效果和经济效益。 冲压件工艺过程设计的主要内容和步骤是: 一. 分析零件图(冲压件图) 产品零件图是分析和制定冲压工艺方案的重要依据,设计冲压工艺过程要从分析产品的零件图人手。分析零件图包括技术和经济两个方面: 1. 冲压加工的经济性分析 冲压加工方法是一种先进的工艺方法,因其生产率高,材料利用率高,操作简单等一系列优点而广泛使用。由于模具费用高,生产批量的大小对冲压加工的经济性起着决定性作用,批量越大,冲压加工的单件成本就越低,批量小时,冲压加工的优越性就不明显,这时采用其他方法制作该零件可能有更好的经济效果。例如在零件上加工孔,批量小时采用钻孔比冲孔要经济;有些旋转体零件,采用旋压比拉深会有更好的经济效果。所以,要根据冲压件的生产纲领,分析产品成本,阐明采用冲压生产可以取得的经济效益。 2. 冲压件的工艺性分析 冲压件的工艺性是指该零件在冲压加工中的难易程度。在技术方面,主要分析该零件的形状特点,尺寸大小,精度要求和材料性能等因素是否符合冲压工艺的要求。良好的工艺性应保证材料消
eta/DYNAFORM 培训手册 版本5.2 美国工程技术联合公司 Engineering Technology Associates, Inc. 1133 E. Maple Road, Suite 200 Troy, MI 48083 Tel: (248) 729-3010 Fax: (248) 729-3020 Email: support@https://www.doczj.com/doc/3013087511.html, eta/DYNAFORM team November 2004
Engineering Technology Associates, Inc., ETA, ETA 徽标和 eta/DYNAFORM 都是美国工程技术联合公司的注册商标。所有的商标和名称都是由ETA版权所有。 Copyright 1998,1999,2000,2001,2002,2003,2004 Engineering Technology Associates, Inc. All rights reserved.
目录 介绍 (1) 数据库操作 (2) I. 创建eta/DYNAFORM 数据库,设置分析参数 (2) II. 练习一些辅助的菜单操作 (4) III. 显示/关闭零件层(Turning On/Off) (6) IV. 编辑数据库中的零件层 (7) V. 当前零件层 (8) 网格划分 (10) I. 坯料网格划分 (10) II. 曲面网格划分 (12) III. 网格检查 (14) IV. 快速设置和传统设置的对比 (18) 快速设置 (19) I. 从Lower Tool中分离出Lower Ring (19) II. 快速设置界面 (23) III. 定义工具 (23) IV. 定义坯料 (26) V. 设置分析参数,求解计算 (29) 传统设置 (35) I. 从LOWER TOOL等距偏移出UPPER TOOL (35) II. 创建Lower Ring零件层 (38) III. 分离LOWRING 和 LOWTOOL零件层 (43) IV. 拉延类型设置 (43) V. 工具定义 (44) VI. 定义坯料,设置工艺参数 (46)
18#材料模型:(幂指数塑性材料模型) 没有考虑材料的厚向异性,只在一些简单的各向同性材料中应用。 MASS DENSITY——质量密度; YOUNG MODULUS——杨氏模量; POISSONS RATIO——泊松比; STRENGTH COEFF(K)——强度系数; HARDENING EXPONENT(N)——强化系数,也就是人们常说的硬化指数; STRAIN RATE PARAM (C)——Couper—symonds应变率系数C; STRAIN RATE PARAM (P)——Couper—symonds应变率系数P; INITIAL YIELD STRESS——初始屈服应力; FORMULATION——用公式表示。 24#材料模型:(分段线性材料模型) 主要用于一些各向同性材料的冲压分析中。 MASS DENSITY——质量密度; YOUNG MODULUS——杨氏模量; POISSONS RATIO——泊松比; YIELD STRESS——屈服应力; TANGENT MODULUS——切变模量; FAILURE PL。 STRAIN——材料失效时的等效塑性应变; STEP SIZE FOR EL. DEL——段数; STRAIN RATE PARAM (C)——Couper—symonds应变率系数C; STRAIN RATE PARAM (P)——Couper—symonds应变率系数P; 36#材料模型(Barlat’s-3 Parameter Plasticity Model)——3参数Barlat材料模型 这种材料模型适用于任何薄板金属成形分析,特别是对象铝合金必须用次模型分析。 使用此模型一般输入以下参数: MASS DENSITY(质量密度); YOUNG MODULUS(杨氏模量); POISSONS RATIO(泊松比); EXPONENT FACE M(Barlat指数m); LANKFORD PARAM R0(各向异性参数r0); LANKFORD PARAM R45(各向异性参数r45); LANKFORD PARAM R90(各向异性参数r90); HARDENING RULE(EXPON.)(硬化规律:对于线性硬化模型,HR=1;对于幂指数硬化模型,HR=3;对于分段线性硬化模型,不需要输入HR); MATEIAL PARAM P1(K)和MATEIAL PARAM P2(N)是材料参数: ⑴对于线性硬化模型:P1=切线模量=tg(α); P2=屈服应力σs; ⑵对于幂指数硬化模型:P1=k(强化系数); P2=n(强化指数); ⑶对于分段线性硬化模型,不需要输入:HR,P1,P2,E0,SPI等参数的值。 INITIAL YIELD STRESS(E0)(初始屈服应力);
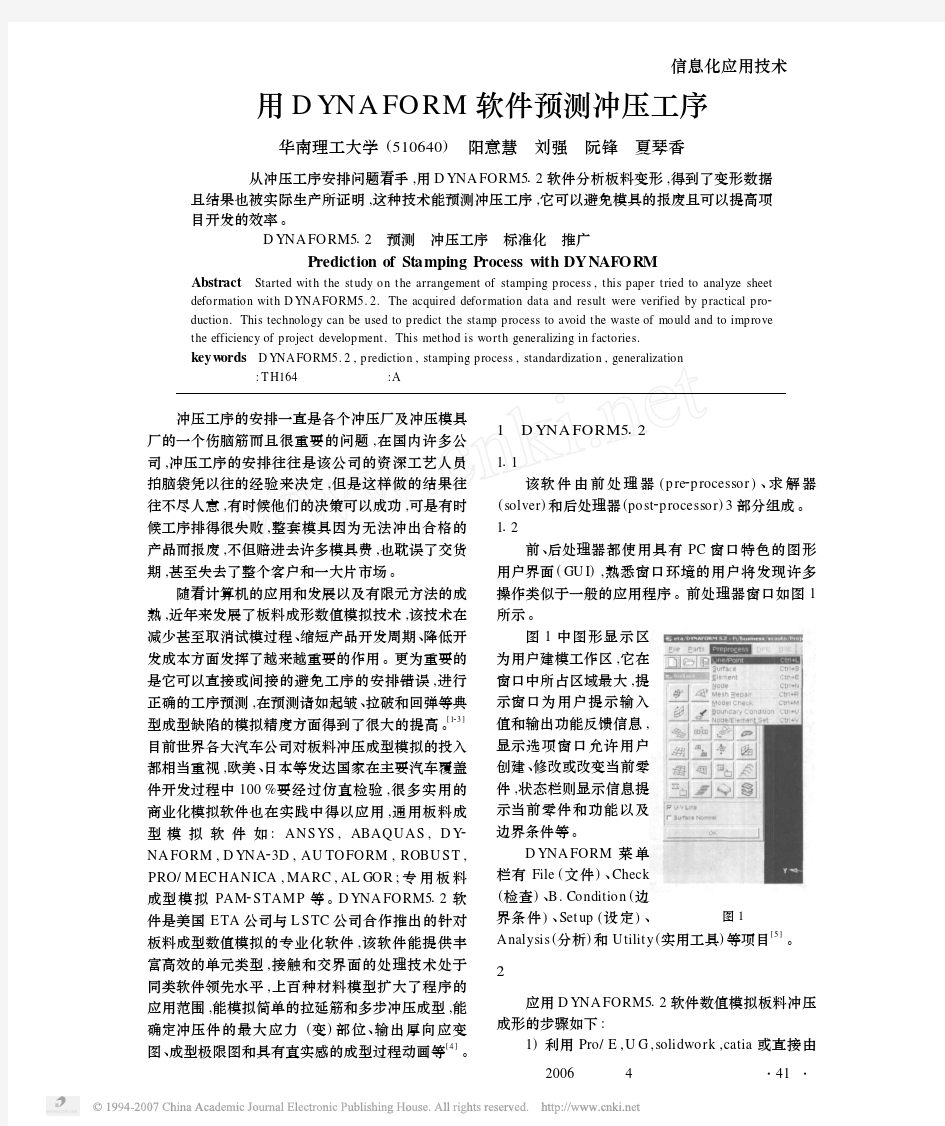
机械 2008年第3期 总第35卷 机械制造技术 ·41· ——————————————— 收稿日期:2007-12-24 作者简介:谢斌斌(1986-),男,浙江温岭人,硕士研究生,主要研究方向为数字化设计制造。 基于Dynaform 的覆盖件 冲压成形性工艺分析 谢斌斌,丁国富,黎荣 (西南交通大学 先进设计与制造技术研究所,四川 成都 610031) 摘要:覆盖件成形难点在于工件数模复杂,工艺性难以确定。而采用计算机数值模拟技术有效地调整工艺方案,可以获得较合理的成形结果。论文基于Dynaform 研究数值模拟技术在模具工艺设计中的应用及相关技术问题,对较为复杂的覆盖件成形进行仿真分析,通过实例进行阐述,设计出一整套完整的覆盖件模具,为模具数字化设计与制造提供了思路。 关键词:覆盖件;冲压成形;Dynaform ;数值模拟;网格划分 中图分类号:TG386 文献标识码:A 文章编号:1006-0316(2008)03-0041-04 Forming analysis for automobile covering panel based on dynaform XIE Bin-bin ,DING Guo-fu ,LI Rong (Institute of Advanced Designing and Manufacturing ,Southwest Jiaotong University ,Chengdu 610031,China ) Abstract :The difficulty of automobile covering panel forming is that the model surface is complex and the process is hard to determine. But it is capable to get high quality of forming panel with the help of computer using numerical simulation to adjust process. The application of numerical simulation in die designing and some key problem in Dynaform are researched in the paper ,and an example of a complex covering panel is presented. The forming of it is simulated and analyzed by using Dynaform. And then the die of the covering of panel is designed. The paper supplies an instruction of digital designing and manufacturing of dies. Key words :automobile covering panel ;stamping forming ;dynaform ;numerical simulation ;meshing 汽车覆盖件与一般冲压件相比,具有材料薄、形状复杂、结构尺寸大、表面质量要求高、曲面多为空间曲面、配合协调高等特点。因此工艺很复杂,设计周期长。近年来,随着计算机技术的发展,越来越多的覆盖件模具设计开始采用CAD/CAM 技术,大大提高了模具设计的效率。但是在整个模具开发过程中,工艺参数的选择仍是按经验来决定的,从而在完成模具设计中需要不断的试模、修模[1]。 板料数值模拟技术及分析软件,就是对成形过程进行仿真模拟,通过对仿真模型的分析,判断工件早期制造的工艺性,及时调整修改模具结构,减少实际试模次数,缩短开发周期。另外还可择优选择材料,并对各种成形参数进行优化,提高产品质量。这样不仅弥补了应用工艺资料方面的不足,还 可通过虚拟冲压模拟,提高工艺人员的设计经验[2]。 尽管材料成型数值分析得到了研究,但在应用中还存在诸多问题,本文试图在探索模具数字化设计与制造的基础上详细研究Dynaform 在模具成型工艺设计过程中的技术问题及求解思路。 1 冲压成形的数字化设计与制造过程 模具的数字化设计制造就是通过逆向工程技术将零件模型转化为数字模型,运用三维设计软件设计模具的结构,并通过有限元分析软件对成形过程进行仿真模拟,从而改进模具结构,然后利用计算机辅助制造(CAM )在数控系统上加工模具[3]。如图1为数字化设计与制造的一般流程。 其中,点云数据的获取可以通过诸如三坐标测
基于Dynaform 软件的板料冲压成形仿真操作指引 1 常用仿真术语定义: 冲压成形:用模具和冲压设备使板材产生塑性变形获得形状、尺寸、性能合乎要求的冲压件的加工方法。多在室温下进行。其效率高,精度高,材料利用率也高,可自动化加工。 冲压成形工序与工艺: 剪切:将板材剪切成条料、块料或具有一定形状的毛坯的加工工序称为剪切。分平剪、斜剪和震动剪。 冲裁:借助模具使板材分离的工艺。分为落料和冲孔。 落料--从板料上冲下所需形状尺寸坯料或零件的工序; 冲孔-- 在工件上冲出所需形状孔的工序。 弯曲:在弯曲力矩作用下,使平板毛坯、型材、管材等产生一定曲率和角度,形成一定形状冲压件的方法。 拉深:冲裁得到的平板毛坯成形成开口空心零件的冲压加工方法。 拉伸参数: ? 拉深系数m :拉深零件的平均直径 d 与拉深前毛坯 D 之比值m, m = d/D ; ? 拉深程度或拉深比:拉深系数 m 的倒数 1/m ; ? 极限拉深系数:毛坯直径 D 确定下,能拉深的零件最小直径 d 与D 之比。 胀形:指将材料不向变形区转移,只在变形区内产生径向和切向拉深变形的冲压成形方法。 翻边:在毛坯的平面或曲面部分的边缘,沿一定曲线翻起竖立直边的成形方法。 板材冲压成形性能评价指标:硬化指数n 、厚度方向系数γ、成形极限图。 成形极限:是指冲压加工过程中所能达到的最大变形程度。 2 Dynaform 仿真分析目的及流程 ETA/DYNAFORM 5.7是由美国工程技术联合公司(ENGINEERING TECHNOLOGY ASSOCIALTES, INC.)开发的一个基于LS-DYNA 的板料成形模拟软件包。作为一款专业的CAE 软件,ETA/DYNAFORM 综合了LS-DYNA 强大的板料成形分析功能以及强大的流线型前后处理功能。它主要应用于板料成形工业中模具的设计和开发,可以帮助模具设计人员显著减少模具开发设计时间和试模周期。基于Dynaform 软件的仿真结果,可以预测板料冲压成形中出现的各种问题,如破裂、起皱、回弹、翘曲、板料流动不均匀等缺陷,分析如何及时发现问题,并提供解决方案。Dynaform 仿真分析分析的步骤和流程如下图: 冲压成形 分离工序 剪切 冲裁 修边 成形工序 弯曲 拉深 胀形 翻边
课程名称: 基于Dynaform的冲压不锈钢餐盘 的CAE分析 作者: 学号: 指导教师:
摘要:本文简述了CAE技术在不锈钢餐盘冲压成形中的应用,通过对拉延工序进行冲压成形模拟分析,提前预知成形缺陷,并采取有效措施,进 行工艺参数的调整与优化。实践证明,分析计算缩短了模具制造周期,减少了模具调试次数,节约了生产成本。 关键词:CAE技术;冲压成形;模具调试 1.前言: 许多金属冲压件具有外形尺寸较大,材料比较薄,型面起伏复杂,尺寸精度与表面质量要求较高,在拉伸成形过程中容易出现拉裂、起皱现象。模具调试过程中需要浪费大量的人力、物力和财力。近年来随着计算机技术的不断发展,CAE(计算机辅助工程)技术目前已经在各大模具厂广泛用于产品模拟分析、冲压板材成形过程分析。通过提前对产品可能出现的成形缺陷进行研究,预示冲压件冲压成形的可行性。根据理论上的模拟分析结果,提高产品工艺补充设计的合理性,减少模具实际调试次数,近而达到缩短模具制造周期、降低生产调试成本,提高企业生产效能,保证新产品及时投放市场。本文利用Dynaform分析软件,以不锈钢餐盘冲压成型分析为例,介绍CAE技术在金属件冲压成形的应用。 2.产品介绍: 不锈钢餐盘可供餐厅、快餐店等使用外观优美,携带、洗涤方便,可重复使用不需丢弃,避免使用免洗餐具制造大量垃圾破坏环境,注重环保。本文采用餐盘尺寸如图1所示,材料为SS304,厚度1.0mm,整体来看,具有材料较薄,外形尺寸不大,拉延深度小,成型不是困难,但有部分型面形状变化大,有可能出现破裂,因此可先进行CAE分析,观察成型情况。 3.产品分析过程 ?三维数据的导入 利用proe等CAD设计软件中对数学模型进行整理,确定相关材料、料厚及其偏置方向等相关参数,避免存在重叠面、尖角、漏洞等现象,包括冲压方向、工艺补充面等,而后导入Dynaform分析软件中,为了得到均匀规则的分析网格,提高分析精度,要进一步检查片体是否存在负角,并对局部尖角部位进行型面光顺,导入模型后如图2。