重庆科技学院
《冲压工艺》课程设计
报告
学院:________冶金与材料工程学院______
专业班级:材料成型及控制工程
学生姓名:毛培王宇航
学号: 2012440970 2012440946
设计地点(单位)__________L413____ __
设计题目:______支架冲压模具设计_______
完成日期: 2015 年 7月 2日
指导教师评语:______________________ ______________________________________________________________________
___________________________________________________________________________
_________________________________________________________________________
成绩(五级记分制):______ __________
指导教师(签字):________ _______
目录
第一章冲装合理性分析及结论 (3)
第二章模具类型与结构形式分析 (3)
第三章压力中心与模具结构的关系确定 (3)
1.压力中心计算如下 (3)
2.模具结构 (4)
第四章工作部分尺寸与公差的确定 (4)
第五章模具主要零件材料的选取、技术要求及强度校核 (6)
第六章冲压设备的选择与校核 (7)
第七章弹性元件的选择与计算 (7)
第八章参考文献 (8)
支架冲压模具设计
一.冲装合理性分析及结论
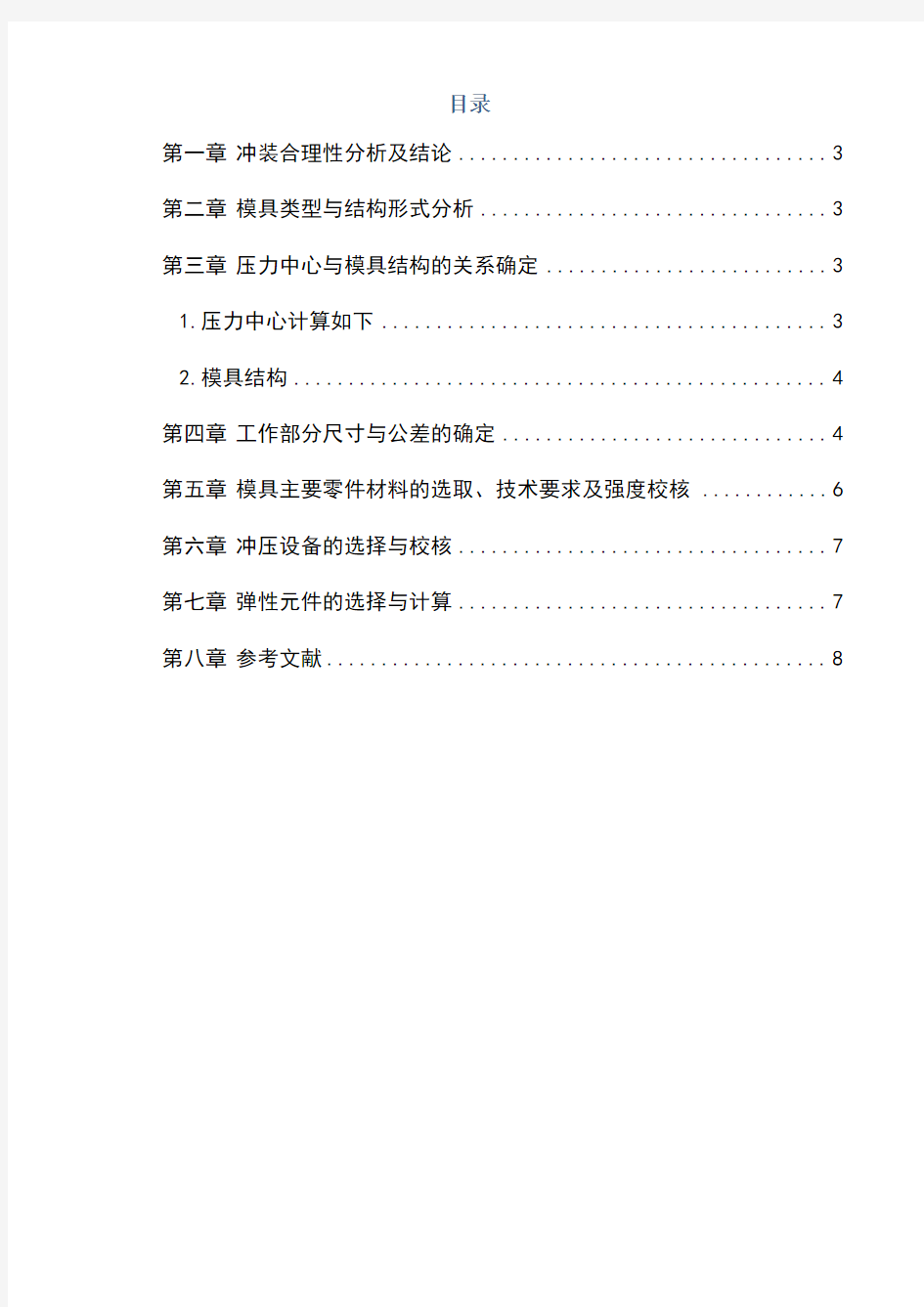
本次设计冲压工件如图:
由上图分析知:材料为Q235-A,Q235-A钢为优质碳素结构钢,具有良好的塑性性、焊接性以及压力加工性,主要用于制作冲击件、紧固件,如垫片、垫圈等,适合冲裁加工。
工件结构形状相对较为复杂,有2个弯曲,中间有一个没有闭合方孔,孔与边缘之间的距离满足要求,料厚为1.2mm满足许用壁厚要求(孔与孔之间、孔与边缘之间的壁厚),可以冲裁加工。
根据零件图得知此零件为未注公差,工件要求不高,尺寸精度要求较低,采用IT14级精度,普通冲裁完全可以满足要求。
根据以上分析:该零件冲裁工艺性较好,综合评比适宜冲裁加工。
二.模具类型与结构形式分析
方案一:单工序模生产, 先落料,再弯曲开口部分,后弯曲另一部分。
特点:模具结构简单,制造周期短,制造简单。
方案二:采用一套级进模和一套弯曲模生产,级进模先冲孔,在弯曲开口部分,后落料。弯曲模完成最后一次弯曲。
特点:需要两副模具,成本高操作复杂,冲裁件的内孔与边缘的相对位置精度
较高,材料利用率高
方案三:复合模一次性完成落料、冲孔、弯曲。
特点:只需一副模具,但是模具结构复杂,操作复杂,不适合大批量生产。
分析比较得出:该零件结构比较简单通过方案一能更好的生产出来模具结构简单,操作容易,材料利用率较高且成本低。
三.压力中心与模具结构的关系确定
1.压力中心计算如下
如上图所示建立坐标系,由式3-35[1]得,
n
n n L L L x L x L x L x +++++=2122110 Xo=
714
.468138.1776.142476.36427.162276.375.172.4213.2626.17276.3425.438.1776.347.122=?+?+?+?+??+?+??+??+?+? Yo=
5.235447
6.34
7.1642.4226.17225.4276.347.12=++++++?+?+?+
mm L L L x L x L x L x n n n 88.195
.235714.46812122110==+++++= 该模具刃口关于x 轴对称,所以该模具的压力中心为(19.88 ,0)。
2.模具结构
根据上面的模具类型与结构类型的分析可以零件采用落料模,采用导板式单工序冲裁模,该模具的主要特点是上模与下模的导向靠凸模与导板的小间隙配合(H7/h6)实现。这类模具的安装调整比无导向式模具方便,工件质量比较稳定,模具寿命较高,操作安全。
四.工作部分尺寸与公差的确定
根据材料是Q235的性能和材料厚度 1.2mm 确定间隙值126.0m i n =Z
0.180max =Z
1、可采用分开加工的方法送料方向上的第一对凸、凹模
该尺寸为冲裁尺寸,宽度方向的基本尺寸为mm 2.4,该工件为未注公差,为IT14级公差,查表3-2[5]得mm 30.0=?,模具制造公差表2-12 [5]可知mm p 020.0=δ,
mm d 020.0=δ,由表3-5[1]系数 75.0=x 。
校核间隙:
mm Z Z mm d p 054.0040.0020.0020.0||||min max =-=+=+<δδ
满足要求
mm mm x d d p mim p 0020.00020.00
425.4)30.075.02.4()(---=?+=?+=δ
mm mm Z d d d p d 020.00020.000min 551.4)126.0425.4()(+++=+=+=δ
为保证凸模能将板料最外侧冲掉,凸模长度方向应伸出板料一段距离,取mm l 3≈,长度方向尺寸要求不高,但必须保证对称两凸模之间和两凹模之间的距离符合要求,取长度方向的尺寸为
mm d p 0
02.020-=
mm d d 02.005.20+=。
以下尺寸计算查表的方法与上面相同。
2、送料方向上的第二对凸、凹模
该尺寸为冲裁尺寸,宽度方向尺寸3.004+,长度方向上由于整个长度方向的尺寸
都将被切去,所以尺寸精度要求不高。
mm Z Z mm d p 054.0040.0020.0020.0||||min max =-=+=+<δδ
满足要求mm mm x d d p mim p 0020.00020.00
225.4)3.075.04()(---=?+=?+=δ
mm mm x d d p mim p 0020.00020.00
225.4)3.075.04()(---=?+=?+=δ
mm mm Z d d d p d 020.00020.000min 351.4)126.0225.4()(+++=+=+=δ
长度方向尺寸,取冲去工件部分长度为mm 19,则
mm d p 0
02.022-=
mm d d 02.005.22+=
3、送料方向上的第三个凸、凹模
裁切单排工件之间部分凸模宽度尺寸
mm mm x d d p mim p 0020.00020.00
225.4)3.075.04()(---=?+=?+=δ
凹模宽度尺寸
mm mm Z d d d p d 020.00020.000min 351.4)126.0225.4()(+++=+=+=δ
裁切中间载体部分凸模宽度尺寸
mm mm x d d p mim p 0020.00020.00
225.4)3.075.04()(---=?+=?+=δ
凹模宽度尺寸
mm mm Z d d d p d 020.00
020.000min 351.4)126.0225.4()(+++=+=+=δ
为了保证完全冲裁工件之间搭接的部分,凸模两部分在长度方向尺寸应大出搭接最远处mm 1左右,分别取其基本尺寸为mm 78,mm 7.13,并保证关于凹模送料方向的中心线对称。
五.模具主要零件材料的选取、技术要求及强度校核
1.凹模
凹模厚度H=73.52?0.3=22.056 取22mm
凹模壁厚c=(1.5~2)?22=33~44 取c=40mm
凹模长度L=78.52+(2.5~4)H ≈160
凹模宽B=12.7+(2.5~4)H ≈100
2.凸模
凸模长度L=1h +2h +t+h 取凸模固定板厚度1h =27mm 卸料板厚度2
h =20mm
增加长度h=m h +1+(27-1-1)=5.5+1+25=31.5 mm (橡胶安全高度27mm
t=1mm )
凸模长度L=27+20+1.2+31.5=79.7mm
3.模架
根据凹模外形160?100?40 选凹模材料T8A
上模座选GB/T2855.5 外形尺寸为180?120?35
下模座选GB/T2855.6 外形尺寸为180?120?40
模具的闭合高度与压力机装模高度关系
10-5-1min 模1max +≥≥-H H H H H
225max =H mm 160min =H mm H=50mm
模具闭合高度应为 170120模≥≥H
实际模具闭合高度1
-凸凹垫下上模H H H H H H ++++==35+40+12+22+79.7=188.7mm
4.卸料板
选用Q235钢 厚度取20mm
5.上下垫板
选用T10A 钢 厚度取12mm 则外形尺寸180?120?40
6.导向销
选用直径6mm 长度60mm GB/T119-76 材料采用45钢淬火处理 硬度
HRC40-45 与凹模配合为H7/h6
7.档料销
同来控制送料步距 选用圆柱销直径4mm 长度55mm GB/T119-76 材料45钢同6导向销
8.模柄
选用旋入式模柄材料Q235加防转销 模柄30*73 GB2862.1-81.A3
9.螺钉、销钉
上模座连接螺钉M10?58 下模座固定螺钉M10?60 GB70-76
六.冲压设备的选择与校核
卸料力KN F K F X X 7.59.14204.0=?==
推件力KN F nK F T t 6.239.142055.03=??==
式中X K 、T K 分别为卸料力和推件力系数,由表3-11[1]
查得04.0=X K 、055.0=T K n 为同时梗塞在凹模内的废料数。
本模具采用弹性卸料的下出料方式,根据式3-29[1]得,
KN F F F F F W T X Z 8.1736.16.237.59.142=+++=+++=
根据总压力,查附录B3[5]初选J23-25开式双柱可倾压力机,其基本参数如下: 公称压力: kN 250
滑块行程: mm 70
最大闭合高度: 270mm
最大装模高度: mm 180
封闭高度调节量:mm 55
工作台尺寸(前后×左右): mm mm 400350?
垫板尺寸厚度mm 50
模柄尺寸(直径×深度): mm mm 7050?φ
七.弹性元件的选择与计算 此模具采用的弹性元件是聚氨酯橡胶。冲裁过程靠聚氨酯橡胶的压缩变形
所产生的单位压力进行的,为了使聚氨酯橡胶能够产生均匀的喝足够高的单位压力,并能有较高的使用寿命,必须严格控制聚氨酯橡胶垫整体或局部的变形量,因此,应尽量使聚氨酯橡胶垫在密封状态下均匀受压。
用于制造冲裁的聚氨酯的硬度应大于80A,冲裁薄料时聚氨酯橡胶硬度一般取90-95A 。聚氨酯橡胶垫厚度取1mm 。聚氨酯橡胶模结构简单,工艺简化,适用于中小批量及新产品试制;有利于提高冲压件尺寸精度和表面质量。此弹性元件在模具中起到缓冲回弹的作用。
性能指标:硬度908± A
伸长率450%
断裂强度44.1MPa
300%定伸抗拉强度12.7MPa
断裂永久变形15%
阿克隆磨损0.1cm 3/1.61km
冲击回弹性15-30%
抗撕力8.8MPa
老化系数 ≥0.9 100h 72c ??
脆性温度 -40c ?
耐油性(煤油、室温、72h )增重率≤3%
弹性元件计算:已知F X =5.7KN 据模具安装空间,去聚氨酯橡胶4个,每个橡胶承受的预压力为:F y =F X /n=5700/4=1425N
八. 参考文献
1. 王芳.《冷冲压模具设计指导》.机械工业出版社
2. 郑家贤.《冲压工艺与模具设计实用技术》.机械工业出版社
3. 王孝培.《冲压手册(第2版)》. 机械工业出版社
4. 王新华.《冲模结构图册》. 机械工业出版社
5. 冲模设计手册编写组.《冲模设计手册》. 机械工业出版社
6.欧阳波仪.《现代冷冲模设计》.化学工业出版社
本科毕业设计(论文)通过答辩 毕业设计(论文)题目:纺织机摇架后支架零件冲压模具设计与制造 学院:航空与机械工程学院 专业名称:机械设计制造及其自动化 班级学号: 学生姓名: 指导教师: 二O一三年六月 I
本科毕业设计(论文)通过答辩 纺机摇架后支架零件冲压模具设计与制造 摘要:模具是现代工业生产中应用广泛的优质、高效、低耗、适应性很强的生产技术或称成型工具、成型工装产品,是技术含量高、附加值高、使用广泛的新技术产品,是价值很高的社会财富。 本课题的主要任务是纺机摇架后支架的冲压工艺和模具设计。因为是纺机上的重要部件,精度要求比较高。采取的工艺方案是先落料—冲孔复合冲压,然后再弯曲,采用复合模生产。设计的过程是:首先进行工艺方案的论证和各种参数的计算,确定模具各主要部件的结构和尺寸,进行刃口尺寸的计算和相关件的强度校核;查阅相关书籍,选取模具的标准零件;然后根据计算的参数绘制模具装配图和非标零件图,再撰写说明书。 关键词:复合冲压,复合模,弯曲,模具设计 指导老师签名: II
本科毕业设计(论文)通过答辩 Textile Machinery Parts cradle after the stent design and manufacture of stamping dies Student Name:LiuXuanPing Class:050313 Supervisor:Luo HaiQuan Abscract:Mold is a modern industrial production of a wide range of high-quality, high-efficiency, low consumption and strong adaptability of the production technology, or molding tools, Prototyping Tool products, high technological content and high added value, the wider use of new technology products, is the high value of social wealth. The main task of the issue is Textile Machinery Swing stamping process and die design. As the important components, textile needs high precision. The program is the first of blanking-punching composite punch, then bending modulus composite production. The design process: First, the program for the verification process and the various parameters, Die identify the major components of the structure and size, Cutting Edge for the calculation of the size and intensity of the relevant pieces of the check; Access to the relevant books, To Die standard components; Then calculated the entries drawn die assembly and non-standard components map, Further written statement. Keyword:Stamping compound,Compound,Die Bending,Mold Design Signature of Supervisor: III
冲裁模具设计步骤 第一步工作:对所设计模具之产品进行可行性分析 , 以电脑机箱为例, 首先将各组件产品图纸利用设计软件进行组合分析 (套图 , 确保各产品图纸的正确性,另一方面可以熟悉各组件在整个机箱中的重要性,以确定重点尺寸,这样在模具设计中很有好处。 第二步:对产品进行分析采用什么样的模具结构 , 并对产品进行排工序, 确定各工序冲工内容, 并利用设计软件进行产品展开, 在产品展开时一般从后向前展开, 例如一产品需要量五个工序, 则从加工成品开始展开,一直向前四工序、三工序、二工序、一工序,并展开一个图形后复制一份再进行前一工序的展开。注意, 这一步很重要, 同时要细心。 第三步:依产品展开图进行备料, 在图纸中确定模板尺寸, 包括各固定板、卸料板、凸凹模、镶件等。注意:如果直接在产品展开图中进行备料并加入定位销钉、导柱、螺丝孔的位置。可以大大的提高设计效益。如果进行手工计算效率太低。 第四步:模具图的绘制 , 在备料图纸中再制一份出来, 进行各组件的绘制,并且加入线切割的穿丝孔,在成型模中,上下模的成型间隙, 一定不能忘记。尺寸的标注也是一个非常重要的工作。 第五步:校对 设计实例 1 冲裁、弯曲、拉深及成形是冷冲压的基本工 序,下面以常见的冲裁件、弯曲件及拉深件为例介绍冲裁、弯曲及拉深的冲压工艺分析、工艺方案拟订、工艺计算及模具设计。零件简图:如图 3-1所示. 名称:垫圈
生产批量:大批量 材料:Q235钢 材料厚度:2mm 要求设计此工件的冲裁模。 图 3-1 一 . 冲压件工艺分析 该零件形状简单、对称, 是由圆弧和直线组成的。根据冲模手册表 2-10、 2-11查得,冲裁件内外所能达到的经济精度为 IT14,孔中心与边缘距离尺寸公差为 ±0.1mm .将以上精度与零件简图中所标注的尺寸公差相比较, 可认为该零件的精度要求能够在冲裁加工中得到保证. 其它尺寸标注、生产批量等情况, 也均符合冲裁的工艺要求, 故决定采用利用导正销进行定位、刚性卸料装置、自然漏料方式的冲孔落料模进行加工。 方案一:采用复合模加工。复合模的特点是生产率高, 冲裁件的内孔与外缘的相对位置精度高, 冲模的轮廓尺寸较小。但复合模结构复杂, 制造精度要求高, 成本高。复合模主要用于生产批量大、精度要求高的冲裁件。方案二:采用级进模加工。级进模比单工序模生产率高,
冲压模具毕业设计说明书 1 绪论 1.1 概述 冲压成形作为现代工业中一种十分重要的加工方法,用以生产各种板料零件,具有很多独特的优势,其成形件具有自重轻、刚度大、强度高、互换性好、成本低、生产过程便于实现机械自动化及生产效率高等优点,是一种其它加工方法所不能相比和不可替代的先进制造技术,在制造业中具有很强的竞争力,被广泛应用于汽车、能源、机械、信息、航空航天、国防工业和日常生活的生产之中。 在吸收了力学、数学、金属材料学、机械科学以及控制、计算机技术等方面的知识后,已经形成了冲压学科的成形基本理论。以冲压产品为龙头,以模具为中心,结合现代先进技术的应用,在产品的巨大市场需求刺激和推动下,冲压成形技术在国民经济发展、实现现代化和提高人民生活水平方面发挥着越来越重要的作用。 1.2 冲压技术的进步 进几十年来,冲压技术有了飞速的发展,它不仅表现在许多新工艺与新技术在生产的广泛应用上,如:旋压成形、软模具成形、高能率成形等,更重要的是人们对冲压技术的认识与掌握的程度有了质的飞跃[1]。 现代冲压生产是一种大规模继续作业的制造方式,由于高新技术的参与和介入,冲压生产方式由初期的手工操作逐步进化为集成制造(图1-1)。生产过程逐步实现机械化、自动化、并且正在向智能化、集成化的方向发展。实现自动化冲压作业,体现安全、高效、节材等优 冲压自动化生产的实现使冲压制造的概念有了本质的飞跃。结合现代技术信息系统和现代化管理信息系统的成果,由这三方面组合又形成现代冲压新的生产模式—计算机集成制造系统CIMS(Computer Integrated Manufacturing System)。把产品概念形成、设计、开发、生产、销售、售后服务全过程通过计算机等技术融为一体,将会给冲压制造业带来更好的经济效益,使现代冲压技术水平提高到一个新的高度。 1.3 模具的发展与现状 模具是工业生产中的基础工艺装备,是一种高附加值的高技术密集型产品,也是高新技术产业的重要领域,其技术水平的高低已成为衡量一个国家制造水平的重要标志。随着国民经济总量和工业产品技术的不断发展,各行各业对模具的需求量越来越大,技术要求也越来越高。目前我国模具工业的发展步伐日益加快,“十一五期间”产品发展重点主要应表现在 [2]:
第一章概述 内容简介: 本章讲述冲压冲压模具设计的基础知识。涉及冲压和冲模概念、冲压工序和冲模分类;常见冲压设备及工作原理、选用原则;冲压成形基本原理和规律;冲压成形性能及常见冲压材料;模具材料种类;模具制造特点、模具零件加工方法及应用等。 章节内容: 1.1冲压的定义 1.2冲压工序分类 1.3冲压工艺的特点及其应用 1.4冲压变形的理论基础 1.5冲压用板料 1.6冲压设备简介 学习目的与要求: 1.掌握冲压和冲模概念、冲压工序和冲模分类; 2.认识常见冲压设备,掌握选用原则; 3.了解屈服准则、塑性变形时应力应变关系、体积不变条件、硬化规律、等冲压成形基本规律; 4.了解冲压成形性能与机械性能关系; 5.认识模具制造特点,掌握模具零件加工方法。 重点内容: 冲压成形基本概念、冲压设备及选用、冲压成形基本规律及应用、冲压成形性能与机械性能关系、常用模具零件加工方法及应用。 难点内容: 冲压成形基本规律、冲压成形性能与机械性能关系。
主要参考书: [1] 王同海.实用冲压设计技术.北京:机械工业出版社,2000 [2] 冯炳尧.模具设计与制造简明手册.上海:上海科学技术出版社,2000 复习思考题:<参考答案下载> 1-1什么是冲压加工? 1-2 冲压加工又何特点? 1-3冲压加工又哪几种类型? 1-4什么是分离工序? 1-5 什么是塑性变形工序? 1-6 我国冲压技术的发展方向是怎么样的? 1-7 常用的冲压设备有哪几种? 1-8 通用曲柄压力机的工作原理是怎么样的? 1-9 选用冲压设备的基本原则是什么? 1-10怎样根据冲压工艺来选择压力机的种类? 1-11怎样选择压力机规格大小? 1-12如何正确使用压力机? 1-13使用时如何正确地调整压力机? 1-14冲压材料常用的备料设备有哪些? 1-15剪板机由哪几部分组成? 1-16如何正确使用剪板机? 例题与解答: [1]冲压塑性变形辅助分析 [2]拉深变形中的变形趋向:注意变形过程、变形区与传力区、变形缺陷 电子教材 1.1 冲压的定义 冲压是利用冲模在冲压设备上对板料施加压力(或拉力),使其产生分离或变形,从而获得一定形状、尺寸和性能的制件的加工方法。冲压加工的对象一般为金属板料(或带料)、薄壁管、薄型材等,板厚方向的变形一般不侧重考虑,因此也称为板料冲压,
毕业设计(论文)开题报告 题目后支架零件冲压模具设计 一、选题的依据及意义: 后支架零件是纺机的冲压零件之一。冲压工艺及模具设计是汽车、家电等产品生产中常用的制造工艺及方法。 本课题可锻炼综合运用所学知识,独立进行冲压工艺分析及模具设计制造的能力。 本课题的任务是:设计后支架零件冲压模具。通过毕业设计,熟悉常用冲压材料的使用性能(冲压、力学),能正确选择模具材料并提出合适的热处理工艺,掌握冲压模具设计的基本程序和方法。主要内容包括:冲压工艺分析与参数计算;冲压工艺方案确定与优选;关键工序成形的数值仿真验证。凸模、凹模、定位、导向、连接、卸料等工作零件的设计;模具装配图与零件图设计;等等。 二、国内外研究概况及发展趋势(含文献综述): 我国模具工业的发展动向 目前,我国经济仍处于高速发展阶段,国际上经济全球化发展趋势日趋明显,这为我国模具工业高速发展提供了良好的条件和机遇。一方面,国内模具市场将继续高
速发展,另一方面,模具制造也逐渐向我国转移以及跨国集团到我国进行模具采购趋 向也十分明显。因此,放眼未来,国际、国内的模具市场总体发展趋势前景看好,预 计中国模具将在良好的市场环境下得到高速发展,我国不但会成为模具大国,而且一 定逐步向模具制造强国的行列迈进。“十一五”期间,中国模具工业水平不仅在量和质 的方面有很大提高,而且行业结构、产品水平、开发创新能力、企业的体制与机制以 及技术进步的方面也会取得较大发展。 模具产品的设计不同于普通产品,它的主要特点是:(1) 设计过程复杂,信息含量大。 (2) 设计因素众多,专业分工细致。 (3) 计算、分析过程烦琐。 (4) 制造资源 要求高。 在现代工业生产中,60%~90%的工业产品需要使用模具,模具工业已经成为工业发展的基础。发达国家将制造业纷纷转移到我国,使我国的模具工业面临空前的发展机遇。我国加入WTO,给经济发展带来前所未有的机遇和挑战。时代在发展,科技日新月异。计算机前的操作逐步代替现场操作;以高精度加工代替人的手工劳动;模具的设计、制造高度标准化;单件生产方式向流水线式生产方式发展等等。高新技术的应用是模具技术发展发动力。我们必须向世界最先进的模具技术学习,并用最短的时间掌握这些技术,尽早地应用于模具设计与制造中。 三、研究内容及实验方案 毕业设计的总体思路 1)工艺分析 由工件图可知,该工件的形状,尺寸,精度和材料等均符合冲压工艺性要求,冲压的主要工序有:落料、弯曲、冲裁等,工艺比较复杂,生产批量大,适宜用复合模冲制。 2)排样图设计 由所给零件图画出零件展开图,合理安排工位。零件厚度为1mm,压边有多个凹槽,因而要注意其尺寸质量问题及控制等。 3)冲压工艺参数计算与压力机选择 ①坯料的展开长度及料宽计算②进距计算③冲材间隙值的确定④凸凹模刃口尺寸 的确定⑤冲压力及压力中心的计算 4)模具结构的设计 ①凹模设计 ②凸模设计
案例2弯曲模 零件名称:托架(见图9) 生产批量:2万件/年 材料:08冷轧钢板 编制冲压工艺方案设计模具结构。 图8 弯曲件 (一) 确定工艺方案 制成该零件所需的基本工序为冲孔、落料和弯曲。其中冲孔和落料属于简单的分离工序,弯曲成形的方式可以有图9所示的三种。 图9工艺方案 零件上的孔,尽量在毛坯上冲出,以简化模具结构,便于操作。该零件上的Ф10孔的边与弯曲中心的距离为6mm,大于1.0t(1.5mm),弯曲时不会引起孔变形,因此Ф10孔可以在压弯前冲出,冲出的Ф10孔可以做后续工序定位孔用。而4-Ф5孔的边缘与弯曲中心的距离为1.5mm,等于1.5t,压弯时易发生孔变形,故应在弯后冲出。 完成该零件的成形,可能的工艺方案有以下几种: 方案一:落料与冲Ф10孔复合,见图10(a),压弯外部两角并使中间两角l预弯45o,见图10(b),压弯中间两角,见图10(c),冲4-Ф5孔,见图10(d).
图10方案一 方案二:落料与冲Ф10孔复合,见图10(a),压弯外部两角,见图11(a),压弯中间两角,见图11(b),冲4-Ф5孔,见图10(d)。 方案三:落料与冲Ф10孔复合,见图10(a),压弯四个角(12),冲4-Ф5孔,见图10(d)。 方案四:冲Ф10孔,切断及弯曲外部两角(图13),压弯中间两角,见图11(b),冲4-Ф5孔,见图10(d)。 图11方案二 图12压弯四个角 图13冲孔(Ф10)、切断及弯曲外部两角连续冲压
案五:冲Ф10孔,切断及压弯四个角连续冲压(图14),冲4-Ф5孔,见图10(d)。 方案六:全部工序组合采用带料连续冲压,如图15所示的排样图。 在上述列举的方案中,方案一的优点是:①模具结构简单,模具寿命长,制造周期短,投产快;②工件的回弹容易控制,尺寸和形状精确,表面质量高;③各工序(除第一道工序外)都能利用Ф10孔和一个侧面定位,定位基准一致且与设计基准重合,操作也比较简单方便。缺点是:工序分散,需用压床,模具及操作人员多,劳动量大。 方案二的优点是:模具结构简单,投产快寿命长,但回弹难以控制,尺寸和形状不精确,且工序分散,劳动量大,占用设备多。 方案三的工序比较集中,占用设备和人员少,但模具寿命短,工件质量(精度与表面粗糙度)低。 方案四的优点是工序比较集中,从工件成形角度看,本质上与方案二相同,只模具结构较为复杂。 方案五本质上与方案三相同,只是采用了结构复杂的级进模。 图14 冲孔(Ф10)、切断及压弯四个角连续冲压 图15 级进冲压排样图 方案六的优点是工序最集中,只用一副模具完成全部工序,由于它实质上是
冲压模具设计书班级
学号 同心圆垫片冲压模具设计 目录 一.冲压件 1.1.冲压件零件图 二.零件的工艺性分析 2.1.零件的工艺性分析 2.2.冲裁件的精度和粗糙度 2.3.确定工艺方案 三.冲压模具总体结构设计 2.1.模具类型 2.2.操作及定位方式 2.3.卸料及出料方式 2.4.模架类型及精度 四.冲压模具工艺及计算
4.1.排样设计及条料宽度计算 4.2.设计冲裁压力及压力中心,初选压力机五.冲裁模间隙的分析及确定 5.1.冲裁模间隙的分析 5.2.冲裁模间隙的确定 六.凸凹模刃口尺寸的计算 6.1.刃口尺寸的计算的基本原则 6.2.刃口尺寸的计算 6.2.1凸凹模的刃口尺寸计算 七.主要零部件的设计 7.1.工作零件设计及计算 7.2.模架及其与它零件的设计
一.冲压件 二.零件工艺性分析 2.1.零件工艺性分析 该零件只有冲孔落料两个工序,材料为15钢,强度极限为450MPa,具有良好的冲压性能,适合普通冲裁。该零件冲孔及落料的尺寸均满足冲裁要求
2.2.冲裁件的精度和粗糙度 按零件的尺寸公差查公差表得零件的冲裁精度不超过IT11,故冲孔的精度为IT11,落料的精度为IT12,均满足普通冲裁要求。 2.3.确定工艺方案 以上分析可得,有冲孔落料两道工序,结构简单,可采用两工位连续冲裁,可选择级进模或复合模。 三.冲压模具总体结构设计 2.1.模具类型 复合模和级进模均只需要一副模具,但是复合模结构相对复杂,设计难度较大,而级进模的结构简单,更容易设计和制作,故选级进模。 2.2.操作及定位方式 该级进模可同时两工位连续冲裁,为提高工作效率,可选用自动送料。采用固定定位销和导料板定位 2.3.卸料及出料方式 为了实现快速卸料,采用弹性卸料,并采用下出料方式。在落料的同时,将零件顶出。 2.4.模架类型及精度 综合比较无导向模架,导板式模架,导柱式模架,该级进模更适合导柱式模架。该模架在模具冲孔落料时,有定位的作用,提高零件的精度,且导柱和导套也容易加工到较高精度。故选用导柱式模架,模架的尺寸根据凹模的尺寸选择标准的模架。 四.冲压模具工艺及计算
你如果认识从前的我,也许会原谅现在的我。 1 绪论 1.1 概述 冲压成形作为现代工业中一种十分重要的加工方法 用以生产各种板料零件 具有很多独特的优势 其成形件具有自重轻、刚度大、强度高、互换性好、成本低、生产过程便于实现机械自动化及生产效率高等优点 是一种其它加工方法所不能相比和不可替代的先进制造技术 在制造业中具有很强的竞争力 被广泛应用于汽车、能源、机械、信息、航空航天、国防工业和日常生活的生产之中 在吸收了力学、数学、金属材料学、机械科学以及控制、计算机技术等方面的知识后 已经形成了冲压学科的成形基本理论 以冲压产品为龙头 以模具为中心 结合现代先进技术的应用 在产品的巨大市场需求刺激和推动下 冲压成形技术在国民经济发展、实现现代化和提高人民生活水平方面发挥着越来越重要的作用 1.2 冲压技术的进步 进几十年来 冲压技术有了飞速的发展 它不仅表现在许多新工艺与新技术在生产的广泛应用上 如:旋压成形、软模具成形、高能率成形等 更重要的是人们对冲压技术的认识与掌握的程度有了质的飞跃[1] 现代冲压生产是一种大规模继续作业的制造方式 由于高新技术的参与和介入 冲压生产方式由初期的手工操作逐步进化为集成制造(图1-1) 生产过程逐步实现机械化、自动化、并且正在向智能化、集成化的方向发展 实现自动化冲压作业 体现安全、高效、节材等优点 已经是冲压生产的发展方向
图1-1 冲压作业方式的进化 冲压自动化生产的实现使冲压制造的概念有了本质的飞跃 结合现代技术信息系统和现代化管理信息系统的成果 由这三方面组合又形成现代冲压新的生产模式-计算机集成制造系统CIMS(Computer Integrated Manufacturing System) 把产品概念形成、设计、开发、生产、销售、售后服务全过程通过计算机等技术融为一体 将会给冲压制造业带来更好的经济效益 使现代冲压技术水平提高到一个新的高度 1.3 模具的发展与现状 模具是工业生产中的基础工艺装备 是一种高附加值的高技术密集型产品 也是高新技术产业的重要领域 其技术水平的高低已成为衡量一个国家制造水平的重要标志 随着国民经济总量和工业产品技术的不断发展 各行各业对模具的需求量越来越大 技术要求也越来越高 目前我国模具工业的发展步伐日益加快 "十一五期间"产品发展重点主要应表现在 [2]: (1)汽车覆盖件模; (2)精密冲模; (3)大型及精密塑料模; (4)主要模具标准件; (5)其它高技术含量的模具 目前我国模具年生产总量虽然已位居世界第三 其中 冲压模占模具总量的40%以上[2] 但在整个模具设计制造水平和标准化程度上 与德国、美国、日本等发达国家相比还存在相当大的差距 以大型覆盖件冲模为代表 我国已能生产部分轿车覆盖件模具 轿车覆盖件模具设计和制造难度大 质量和精度要求高 代表覆盖件模具的水平 在设计制造方法、手段上已基本达到了国际水平 模具结构功能方面也接近国际水平 在轿车模具国产化进程中前进了一大步 但在制造质量、精度、制造周期和成本方面 以国外相比还存在一定的差距 标志冲模技术先进水平的多工位级进模和多功能模具 是我国重点发展的精密模具品种 在制造精度、使用寿命、模具结构和功能上 与国外多工位级进模和多功能模具相比 存在一定差距[2-3]
重庆科技学院 《冲压工艺》课程设计 报告 学院:________冶金与材料工程学院______ 专业班级:材料成型及控制工程 学生姓名:毛培王宇航 学号: 2012440970 2012440946 设计地点(单位)__________L413____ __ 设计题目:______支架冲压模具设计_______ 完成日期: 2015 年 7月 2日 指导教师评语:______________________ ______________________________________________________________________ ___________________________________________________________________________ _________________________________________________________________________ 成绩(五级记分制):______ __________ 指导教师(签字):________ _______
目录 第一章冲装合理性分析及结论 (3) 第二章模具类型与结构形式分析 (3) 第三章压力中心与模具结构的关系确定 (3) 1.压力中心计算如下 (3) 2.模具结构 (4) 第四章工作部分尺寸与公差的确定 (4) 第五章模具主要零件材料的选取、技术要求及强度校核 (6) 第六章冲压设备的选择与校核 (7) 第七章弹性元件的选择与计算 (7) 第八章参考文献 (8)
支架冲压模具设计 一.冲装合理性分析及结论 本次设计冲压工件如图: 由上图分析知:材料为Q235-A,Q235-A钢为优质碳素结构钢,具有良好的塑性性、焊接性以及压力加工性,主要用于制作冲击件、紧固件,如垫片、垫圈等,适合冲裁加工。 工件结构形状相对较为复杂,有2个弯曲,中间有一个没有闭合方孔,孔与边缘之间的距离满足要求,料厚为1.2mm满足许用壁厚要求(孔与孔之间、孔与边缘之间的壁厚),可以冲裁加工。 根据零件图得知此零件为未注公差,工件要求不高,尺寸精度要求较低,采用IT14级精度,普通冲裁完全可以满足要求。 根据以上分析:该零件冲裁工艺性较好,综合评比适宜冲裁加工。 二.模具类型与结构形式分析 方案一:单工序模生产, 先落料,再弯曲开口部分,后弯曲另一部分。 特点:模具结构简单,制造周期短,制造简单。 方案二:采用一套级进模和一套弯曲模生产,级进模先冲孔,在弯曲开口部分,后落料。弯曲模完成最后一次弯曲。 特点:需要两副模具,成本高操作复杂,冲裁件的内孔与边缘的相对位置精度 较高,材料利用率高 方案三:复合模一次性完成落料、冲孔、弯曲。 特点:只需一副模具,但是模具结构复杂,操作复杂,不适合大批量生产。 分析比较得出:该零件结构比较简单通过方案一能更好的生产出来模具结构简单,操作容易,材料利用率较高且成本低。 三.压力中心与模具结构的关系确定 1.压力中心计算如下
设计题目: 零件图:
前 言 从几何形状特点看,矩形盒状零件可划分成 2 个长度为 (A-2r) 和 2 个长度为 (B-2r) 的直边加上 4 个半径为 r 的 1/4 圆筒部分。若将圆角部分和直边部分分开考虑,则圆角部分的变形相当于直径为 2r 、高为 h 的圆筒件的拉深,直边部分的变形相当于弯曲。但实际上圆角部分和直边部分是联系在一起的整体,因此盒形件的拉深又不完全等同于简单的弯曲和拉深,有其特有的变形特点,这可通过网格试验进行验证。 拉深前,在毛坯的直边部分画出相互垂直的等距平行线网格,在毛坯的圆角部分,画出等角度的径向放射线与等距离的同心圆弧组成的网格。变形前直边处的横向尺寸是等距的,即321L L L ?=?=?,纵向尺寸也是等距的,拉深后零件表面的网格发生了明显的变化(如图1所示) 。这些变化主要表现在: 图 1 ⑴直边部位的变形 直边部位的横向尺寸变形后间距逐渐缩小,愈向直边中间部位缩小愈少,纵向尺寸变形后,间距逐渐增大,愈靠近盒形件口部增大愈多,可见,此处的变形不同于纯粹的弯曲。 (2) 圆角部位的变形 拉深后径向放射线变成上部距离宽,下部距离窄的斜线,而并非与底面垂直的等距平行线。同心圆弧的间距不再相等,而是变大,越
向口部越大,且同心圆弧不位于同一水平面内。因此该处的变形不同于纯粹的拉深。 盒形件拉深有以下变形特点: σ的分布是不均匀的。在圆角部分最大,直 (1) 凸缘变形区内径向拉应力 1 σ也远小于相应的圆筒形件的拉应力。边部分最小。即使在角部,平均拉应力 1 因此,就危险断面处载荷来说,矩形盒拉深时要小得多;对于相同材料,矩形盒拉深的最大成形相对高度要大于相同半径的圆筒形零件拉深时的最大成形相对高度。 (2) 由于直边和圆角变形区内材料受力情况不同,直边处材料向凹模流动的阻力要远小于圆角处,并且,直边处材料的径向伸长变形小而圆角处材料的径向变形大,使变形区内两处材料的变形量不同,直边处大于圆角处。由此引起两处位移速度差,因而必然诱发出切应力(图2),以协调直边与圆角处的变形。 图2 盒形件拉深时的应力分布 σ的分布也是不均匀的。从角部到中间直 (3)在毛坯外周边上,切向压应力 3 σ的数值逐渐减小。通常情况下,起皱都发生在角部,但是起边部位,压应力 3 皱的趋势要小于拉深相应圆筒形件时的情况。 常用相对圆角半径r/B表示矩形盒的几何形状特征,0 新乡职业技术学院 毕业设计 题目:V型(1)冲压模具设计 系别:材料工程系 专业:模具设计与制造 内容摘要 介绍V型零件的弯曲工艺及其模具的设计,简单实用,使用方便可靠,首先根据工件图算工件的展开尺寸,在根据展开尺寸算该零件的压力中心,材料利用率,画排样图。根据零件的几何形状要求和尺寸的分析,釆用模冲压,这样有利于提高生产效率,模具设计和制造也相对于简单。当所有的参数计算完后,对磨具的装配方案,对主要零件的设计和裝配要求技术要求都进行了分析。在设计过程中除了设计说明书外,还包括模具的装配图,非标准零件的零件图,工件的加工工艺卡片,工艺规程卡片,非标准零件的加工工艺过程卡片。 关键词:弯曲工艺,冲压设计,参数计算 Abstract This text introductive V type parts bending process and the mold design, the usage convenience is dependable, first according to the work piece the diagram calculate the work piece to launch size, at according to launch the pressure center that the size calculates that spare parts, the material utilization,painting row kind diagram. According to spare parts of several the shape request with the analysis of the size, adoption compound the mold hurtle to press, so be advantageous to an exaltation production an efficiency, molding tool design and manufacturing also opposite in simple.When all parameter calculations are over after, requested the technique requests to the design and assemble of the main spare parts to all carry on analysis to the assemble project that whets to have.During the period of design in addition to designing manual, also include the assemble diagram of the molding tool, the spare parts diagram of the not- standard spare parts, the work piece processes the craft card, the craft rules distance card, the not- standard spare parts processes craft process card. Keyword: Bending process、hurtle to press、design 冷冲压模具设计步骤 冷冲模设计的一般步骤如下: 1 .搜集必要的资料 设计冷冲模时,需搜集的资料包括产品图、样品、设计任务书和参考图等,并相应了解如下问题: l )了解提供的产品视图是否完备,技术要求是否明确,有无特殊要求的地方。 2 )了解制件的生产性质是试制还是批量或大量生产,以确定模具的结构性质。 3 )了解制件的材料性质(软、硬还是半硬)、尺寸和供应方式(如条料、卷料还是废料利用等),以便确定冲裁的合理间隙及冲压的送料方法。 4 )了解适用的压力机情况和有关技术规格,根据所选用的设备确定与之相适应的模具及有关参数,如模架大小、模柄尺寸、模具闭合高度和送料机构等。 5 )了解模具制造的技术力量、设备条件和加工技巧,为确定模具结构提供依据。 6 )了解最大限度采用标准件的可能性,以缩短模具制造周期。 2 .冲压工艺性分析 冲压工艺性是指零件冲压加工的难易程度。在技术方面,主要分析该零件的形状特点、尺寸大小(最小孔边距、孔径、材料厚度、最大外形)、精度要求和材料性能等因素是否符合冲压工艺的要求。如果发现冲压工艺性差,则需要对冲压件产品提出修改意见,经产品设计者同意后方可修改。 3 .确定合理的冲压工艺方案 确定方法如下: l )根据工件的形状、尺寸精度、表面质量要求进行工艺分析,确定基本工序的性质,即落 料、冲孔、弯曲等基本工序。一般情况下可以由图样要求直接确定。 2 )根据工艺计算,确定工序数目,如拉深次数等。 3 )根据各工序的变形特点、尺寸要求确定工序排列的顺序,例如,是先冲孔后弯曲还是先弯曲后冲孔等。 4 ) 根据生产批量和条件,确定工序的组合,如复合冲压工序、连续冲压工序等。 5 ) 最后从产品质量、生产效率、设备占用情况、模具制造的难易程度、模具寿命、工艺成本、操作方便和安全程度等方面进行综合分析、比较,在满足冲件质量要求的前提下,确定适合具体生产条件的最经济合理的冲压工艺方案,并填写冲压工艺过程卡片(内容包括工序名称、工序数目、工序草图(半成品形状和尺寸)、所用模具、所选设备、工序检验要求、板料规格和性能、毛坯形状和尺寸等): ; 4 确定模具结构形式 确定工序的性质、顺序及工序的组合后,即确定了冲压工艺方案也就决定了各工序模具的结构形式。冲模的种类很多,必须根据冲件的生产批量、尺寸、精度、形状复杂程度和生产条件等多方面因素选择,其选原则如下: l )根据制件的生产批量确定采用简易模还是复合模结构。一般来说简易模寿命低,成本低;而复合模寿命长,成本高。 2 )根据制件的尺寸要求确定冲模类型。 若制件的尺寸精度及断面质量要求较高,应采用精密冲模结构;对于一般精度要求的制件,可采用普通冲模。复合模冲出的制件精度高于级进模,而级进模又高于单工序模。 3 )根据设备类型确定冲模结构。 拉深加工时有双动压力机的情况下,选用双动冲模结构比选用单动冲模结构好很多 摘要 随着工业的不断发展和生产技术水平的不断提高,相当多的工业部门都越来越多地采用冷冲压加工产品零件,如机械制造、车辆生产、航空航天、电子、电器、轻工、仪表及日用品等行业。在这些工业部门中,冲压件所占的比重相当大,不少过去用铸造、锻造、切削加工方法制造的零件,现在已被质量轻、刚度好的冲压件所代替。摸具的制造与设计考虑到摸具的设计是否能满足工件的工艺性要求,是否能加工出合格的零件,和保证它的使用寿以及后来的存放和维修是否合理等。可以说,冲压加工已成为现在工业生产的重要手段和发展方向,是提高产品质量,降低生产成本、进行产品更新换代的重要保证。 本课题主要研究车载导航托架的冲裁部分(即:落料冲孔),其零件为实际冲压生产中具有典型性的零件。通过充分利用所学的冲压知识及相关资料,对零件正确地分析,从而科学地设计出一套经济而又合理的冲压复合模具。 【关键词】冲压、托架、冲裁、落料冲孔、复合模具 Abstract With the continuous development of industry and the production technical level unceasing enhancement, quite a number of industrial sectors are more and more cold stamping parts processing products, such as machinery manufacturing, vehicle manufacturing, aerospace, electronics, electrical appliances, light industry, instrumentation, and daily necessities and other industries. In the industrial sector, the ratio of stamping parts is quite big, a lot of the past made of casting, forging, machining method parts, has now been replaced by light weight, good stiffness of stamping. Mould manufacturing and design considering the mould design whether can satisfy the requirement of technology of artifacts, whether can work out qualified parts, and ensure its use life and subsequent storage and maintenance whether reasonable, etc. Stamping processing, as it were, now has become an important means of industrial production and the development direction, is to improve the product quality, reduce production cost, the important guarantee of upgrading the products. This topic main research navigation blanking part of the bracket (i.e., the blanking punching), its actual stamping parts for the typical parts in production. By making full use of learned knowledge of stamping and relevant data, analyzing the parts correctly, so as to scientifically design a set of economic and reasonable stamping compound die. 【Keywords】stamping、side bracket、blanking、blanking punch 、compound die 毕业设计(论文)开题报告 系(部):机械工程系年月日(学生填表)课题名称挡环冲压模具设计 学生姓名专业班级课题类型工程设计 指导教师职称课题来源生产 1.综述本课题国内外研究动态,说明选题的依据和意义 近些年来我国模具工业迅速发展,中国正成为世界模具大国,但模具水平和生产工艺水平比国际先进水平低很多,成为真正的模具强国任重而道远。 改革开放以来,随着科学技术的不断进步和工业生产的迅速发展,许多新技术、新工艺、新设备、新材料不断涌现,因而促进了冲压技术的不断革新和发展。近年来,模具工业一直以15%左右的增长速度快速发展。 21世纪,随着科技的发展,计算机的普及以及操作性能的提高,CAD/CAM 开始技术逐渐普及,现在具有一定生产能力的冲压模具企业基本都有了CAD/CAM 技术。近年许多模具企业加大了用于技术进步的投资力度,将技术进步视为企业发展的重要动力。一些国内模具企业已普及了二维CAD,并陆续开始使用UG、Pro/Engineer、I-DEAS、Euclid-IS等国际通用软件,个别厂家还引进了Moldflow、C-Flow、DYNAFORM、Optris和MAGMASOFT等CAE软件,并成功应用于冲压模的设计中。此外,许多研究机构和大专院校开展模具技术的研究和开发。经过多年的努力,在模具CAD/CAE/CAM技术方面取得了显著进步;在提高模具质量和缩短模具设计制造周期等方面做出了贡献。 近几年来,随着工业和高科技产业的飞速发展,我国冲压模具的设计与制造能力已达到较高水平。尽管如此,我国的冲压模具设计制造能力与市场需要和国际先进水平相比仍有较大差距。为了弥补这一技术上的差距,我国正在努力改善生产工艺,提高生产技术,紧追世界模具发展步伐,现如今代表着最先进冲模技术水平的多工位级进模和多功能模具,是我国重点发展的精密模具品种。其中具有代表性的集机电一体化的铁芯精密自动阀片多功能模具,已基本达到国际水平。但总体上和国外多工位级进模相比,在制造精度、使用寿命、模具结构和功能上,仍存在一定差距。 模具的专业化程度也是限制冲压模具发展的一大因素,因此想要提高我国整体冲压模具水平,还得从最基础做起,首要的就是多与国外的先进技术进行交流,教育知识与国外的相同步,另外,国内企业也应多和国内外大中专学院开展模具技术的研究和开发,确保能获得最前沿的知识与最先进的技术。 就全球模具发展现状而言:日本模具产能约占全球的40%,居世界第一位;德国在模具行业具有领先世界的技术;美国模具占有率逐渐减少,但在高端模具领域占有重要地位。 国外模具发展趋势——工业发达国家在模具设计上已经大量使用计算机辅助设计模拟软件进行模具结构的设计;模具加工上已大量使用数控机床,应用计算机辅助加工和数控编程技术对模具进行加工,使模具的加工质量和附加值大大 你如果认识从前的我,也许会原谅现在的我。 1 绪论 1.1 概述 冲压成形作为现代工业中一种十分重要的加工方法 用以生产各种板料零件 具有很多独特的优势 其成形件具有自重轻、刚度大、强度高、互换性好、成本低、生产过程便于实现机械自动化及生产效率高等优点 是一种其它加工方法所不能相比和不可替代的先进制造技术 在制造业中具有很强的竞争力 被广泛应用于汽车、能源、机械、信息、航空航天、国防工业和日常生活的生产之中 在吸收了力学、数学、金属材料学、机械科学以及控制、计算机技术等方面的知识后 已经形成了冲压学科的成形基本理论 以冲压产品为龙头 以模具为中心 结合现代先进技术的应用 在产品的巨大市场需求刺激和推动下 冲压成形技术在国民经济发展、实现现代化和提高人民生活水平方面发挥着越来越重要的作用 1.2 冲压技术的进步 进几十年来 冲压技术有了飞速的发展 它不仅表现在许多新工艺与新技术在生产的广泛应用上 如:旋压成形、软模具成形、高能率成形等 更重要的是人们对冲压技术的认识与掌握的程度有了质的飞跃[1] 现代冲压生产是一种大规模继续作业的制造方式 由于高新技术的参与和介入 冲压生产方式由初期的手工操作逐步进化为集成制造(图1-1) 生产过程逐步实现机械化、自动化、并且正在向智能化、集成化的方向发展 实现自动化冲压作业 体现安全、高效、节材等优点 已经是冲压生产的发展方向 图1-1 冲压作业方式的进化 冲压自动化生产的实现使冲压制造的概念有了本质的飞跃 结合现代技术信息系统和现代化管理信息系统的成果 由这三方面组合又形成现代冲压新的生产模式-计算机集成制造系统 CIMS(Computer Integrated Manufacturing System) 把产品概念形成、设计、开发、生产、销售、售后服务全过程通过计算机等技术融为一体 将会给冲压制造业带来更好的经济效益 使现代冲压技术水平提高到一个新的高度 1.3 模具的发展与现状 模具是工业生产中的基础工艺装备 是一种高附加值的高技术密集型产品 也是高新技术产业的重要领域 其技术水平的高低已成为衡量一个国家制造水平的重要标志 随着国民经济总量和工业产品技术的不断发展 各行各业对模具的需求量越来越大 技术要求也越来越高 目前我国模具工业的发展步伐日益加快 "十一五期间"产品发展重点主要应表现在 [2]:V型冲压模具设计毕业设计
冲压模具设计步骤
支架件的冷冲模设计
冲压模具设计
冲压模具设计毕业论文
相关主题
文本预览