一、实训的课题
数控铣削加工实训
二、实训场地
三、实训的条件及内容
实训期间为四周,使用XK7132数控铣床进行切削加工。初步掌握数控铣床编程和操作的基本方法。能够根据图纸要求,独立地完成简单的零件的编程设计和加工操作。在了解、熟悉和掌握一定的基础知识和操作技能的过程中,培养、提高和加强了我们的实践能力。
四、实训详细内容
一)实训目的要求
(1)了解数控铣床的功能和分类,数控铣床的结构及主要性能指标。
(2)了解数控铣床的常用刀具和数控铣床加工常用指令。
(3)熟悉数控铣床加工的编程指令,掌握程序格式及编程方法。
(4)通过操作实训,掌握数控铣床基本操作技能。
二)实训具体内容
1 、安全文明生产规定(讲述)
(1)严格遵守劳动纪律,不迟到、不早退、工作中不打闹,坚守岗位。
(2)进入岗位前必须按规定穿戴好劳动保护用品。
(3)认真执行岗位责任制,严格遵守操作规程,不作与本职无关的事。
(4)非本岗操作者、维护使用人员,未经批准不得进入或触动机床及辅助设备。
(5)严格执行交接班制度,交接班记录完整。
(6)下班前必须清理现场,切断电源,关闭门窗等。
(7)实行定期维护和保养制度,保证机床安全运行。
(8)一旦发生事故,应立即采取措施防止事故扩大,保护现场。
2、开机前注意事项:
(1)操作人员必须熟悉该数控车床的基本性能和一般结构,禁止超性能使用.
(2)机床通电前,先检查电压、气压、油压是否符合工作要求,机床导轨、机床防护罩顶部不允许放置工具、工件及其他杂物。上述物品必须放在指定的工位器具上。
(3)机床开机时应遵循先回零、手动、点动、自动的原则。机床运行应遵循先低速、中速,再高速运行原则,其中低、中速运行时间不得少于3min。当确定无异常情况后,方能开始工作。
(4)检查刀架是否有越位、超极限状态。
(5)检查电气元件是否牢固,是否有接线脱落。
(6)检查机床接地线是否和车间地线可靠连接。
(7)严格按机床说明书中的开机顺序进行操作。
(8)一般情况下开机过程中必须先进行回机床参考点操作,建立机床坐标系.
(9)机床通电后,CNC装置尚未出现位置显示或报警画面时,请不要碰MDI面板上的任何键。MDI上的有些键专门用于维护和特殊操作,在开机的同时按下这些键,可能使机床产生数据丢失等误操作。
3、机床面板的作用
机床面板的作用主要是:控制机床的运行方式、运行状态。它的操作会直接引起机床相应部件的动作
4、熟悉操作面板各区域功能
机床操作面板由CRT显示器和操作键盘组成
A编辑方式的作用:新建程序、编辑程序、修改程序、输入程序、删除程序。
B自动方式:运行程序对零件进行加工。
C录入方式:手动输入程序键
D机械回零:一般不会使用
详见教材
5、对刀
对刀是数控加工中的主要操作。结合机床操作说明掌握有关对刀方法和技巧,具有十分重要的意义。
(1)定位对刀法:定位对刀法的实质是按接触式设定基准重合原理而进行的一种粗定位对刀方法,其定位基准由预设的对刀基准点来体现。对刀时,只要将各号刀的刀位点调整至与对刀基准点重合即可。该方法简便易行,因而得到较广泛的应用,但其对刀精度受到操者技术熟练程度的影响,一般情况下其精度都不高,还须在加工或试切中修正。
(2)光学对刀法:这是一种按非接触式设定基准重合原理而进行的对刀方法,其定位基准通常由光学显微镜(或投影放大镜)上的十字基准刻线交点来体现。这种对刀方法比定位对刀法的对刀精度高,并且不会损坏刀尖,是一种推广采用的方法。
6、加工
根据图纸要求确定加工工艺,加工路线,编写程序,再将编好的程序输入数控CNC系统并仔细检查,确认无误后装夹工件,再对刀,对刀完毕之后调出程序按下自动和运行按钮,关好防护门让机床自动运行加工。同时操作者不能离开机床,手拿专用工具去处理铁丝,如果机床出现异常情况则马上按下急停按钮,预防损坏机床和对操作者造成伤害。
7、设备的维护保养(讲述及现场操作)
数控机床的日常维护与保养是延长其使用寿命的关键工作,坚持经常的维护保养是十分重要的。坚持定期检查,经常维护保养,可以把许多故障隐患消灭在萌芽之中,防止或减少事故的发生
六、数控铣床加工实例——平面轮廓类零件
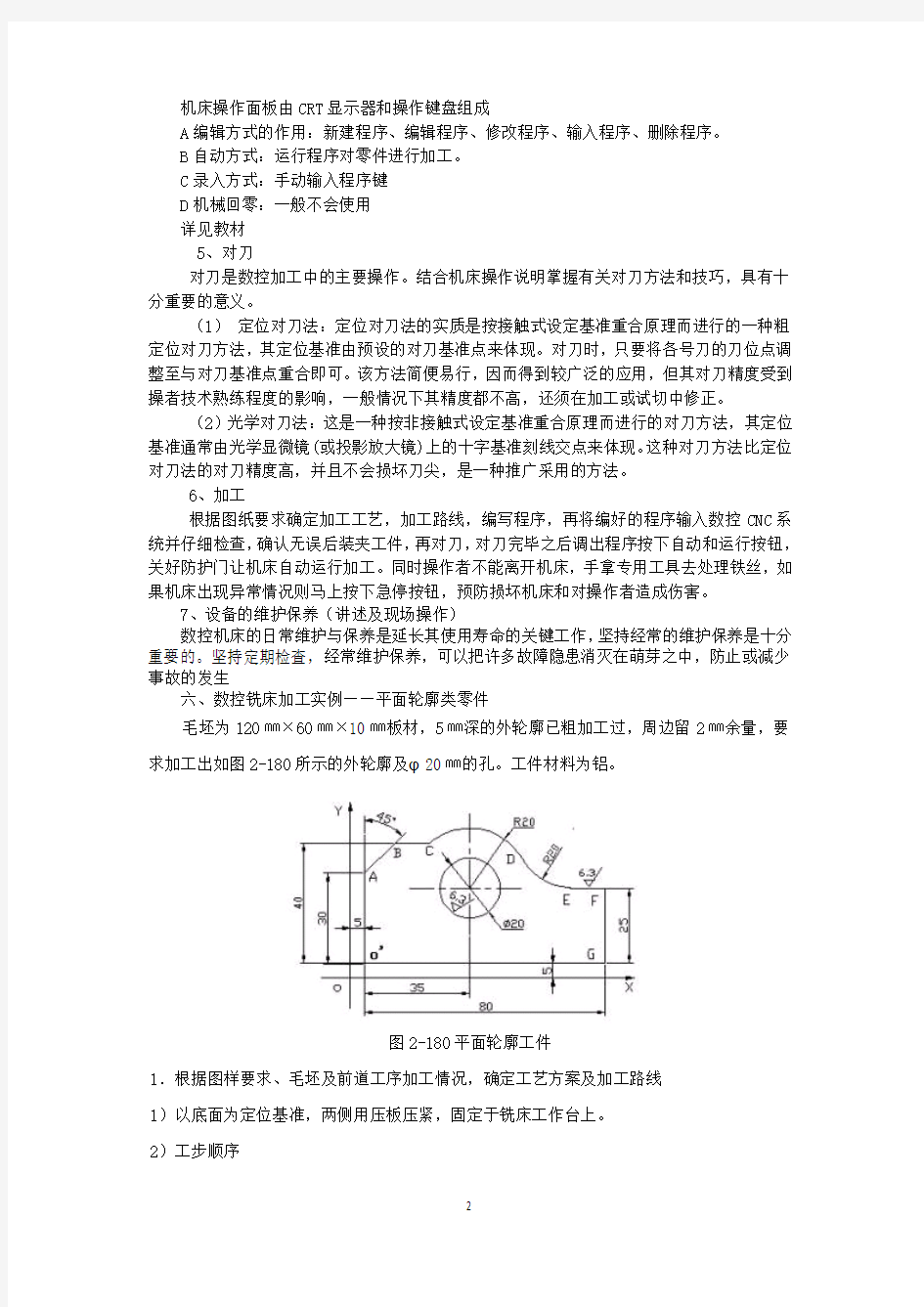
毛坯为120㎜×60㎜×10㎜板材,5㎜深的外轮廓已粗加工过,周边留2㎜余量,要求加工出如图2-180所示的外轮廓及φ20㎜的孔。工件材料为铝。
图2-180平面轮廓工件
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线
1)以底面为定位基准,两侧用压板压紧,固定于铣床工作台上。
2)工步顺序
①钻孔φ20㎜。
②按O’ABCDEFG线路铣削轮廓。
2.选择机床设备
根据零件图样要求,选用经济型数控铣床即可达到要求。
3.选择刀具
现采用φ20㎜的钻头,定义为T02,φ5㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。由于普通数控钻铣床没有自动换刀功能,按照零件加工要求,只能手动换刀。
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点
在XOY平面内确定以0点为工件原点,Z方向以工件下表面为工件原点,建立工件坐标系,如图2-119所示。采用手动对刀方法把0点作为对刀点。
6.编写程序
O0002;
N0010 G92 X5. Y5. Z50.; 设置对刀点(手工安装好φ20mm的钻头)
N0020 G90 G17 G00 X40. Y30.;在XOY平面内加工
N0030 G98 G81 X40. Y30. Z-5. R15. F150; 钻孔循环
N0040 G00 X5. Y5. Z50.;
N0050 M05;
N0060 M00;程序暂停,手动换ф5㎜立铣刀N0070 G90 G41 G00 X-20. Y-10. Z-5. D01;
N0080 G01 X5. Y-10. F150;
N0090 G01 Y35. F150;
N0100 G91
N0110 G01 X10. Y10.;
N0120 X11.8 Y0;
N0130 G02 X30.5 Y-5. R20.;
N0140 G03 X17.3 Y-10. R20.;
N0150 G01 X10.4 Y0;
N0160 X0 Y-25.;
N0170 X-90. Y0;
N0180 G90 G00 X5 Y5 Z50;
N0190 G40;
N0200 M05;
N0210 M30;
7.程序的输入(参见模块四具体操作步骤)
8.试运行(参见模块四具体操作步骤)
9.对刀(参见模块四具体操作步骤)
10.加工
选择“自动方式”,按“启动”开始加工。
五、实训的收获总结
在课堂上学习电子数控专业大部分都是理论知识,只有实习才能更加全面,更加形象的了解数控机床。实训不仅能让我们更加形象的了解到机械,更能弥补我们课堂上没有了解到的东西。
实训之后才知道机械对于生产了的革新,我们一定要熟练的掌握机械技术,才能在生产力上不输给其他人。
在整个实习过程中,老师对我们的纪律要求非常严格,制订了学生实习守则,同时加强清理机床场地、遵守各工种的安全操作规程等要求,对学生的综合工程素质培养起到了较好的促进作用。生平第一次有种“学以致用”的感觉,内心很有成就感,也真切的体会到真理必须要用实践去检验,有很多东西是书上没有的,不亲自去动手试验一下的话,总是一个半吊子。
纸上谈兵只会让人走进误区,实践才是永远的老师。它带给我们的不仅仅是经验,它还让我们知道什么叫工作精神和严谨认真的作风。在以后的学习生涯中我更应该真人学习,将来成为一个出色的专业人才,这次实习让我懂得什么叫“纸上得来终觉浅”。