
第四章涂装同步工程
涂装同步工程概述
涂装同步工程工作是在整车开发过程中,以白车身为对象进行涂装工艺可行性、车身结构防腐性、密封性等进行工艺分析。涂装同步工程分析,要紧密地结合现场生产线实际情况,如前处理及电泳方式(步进式、连续式)、电泳槽泳透力、各工位节拍及工装、设备等内容一并考虑。
在汽车产品研发中,涂装同步工程包括以下四个阶段:工艺策划阶段、模型阶段、工程化设计阶段和样车试制阶段,各阶段开展的具体工作内容、各阶段输入输出物以及责任分工见表《涂装同步工程工作细则》。
除了《涂装同步工程工作细则》,在涂装同步工程的相应阶段还输出部分关联文件,见表《涂装同步工程工作关联文件清单》。
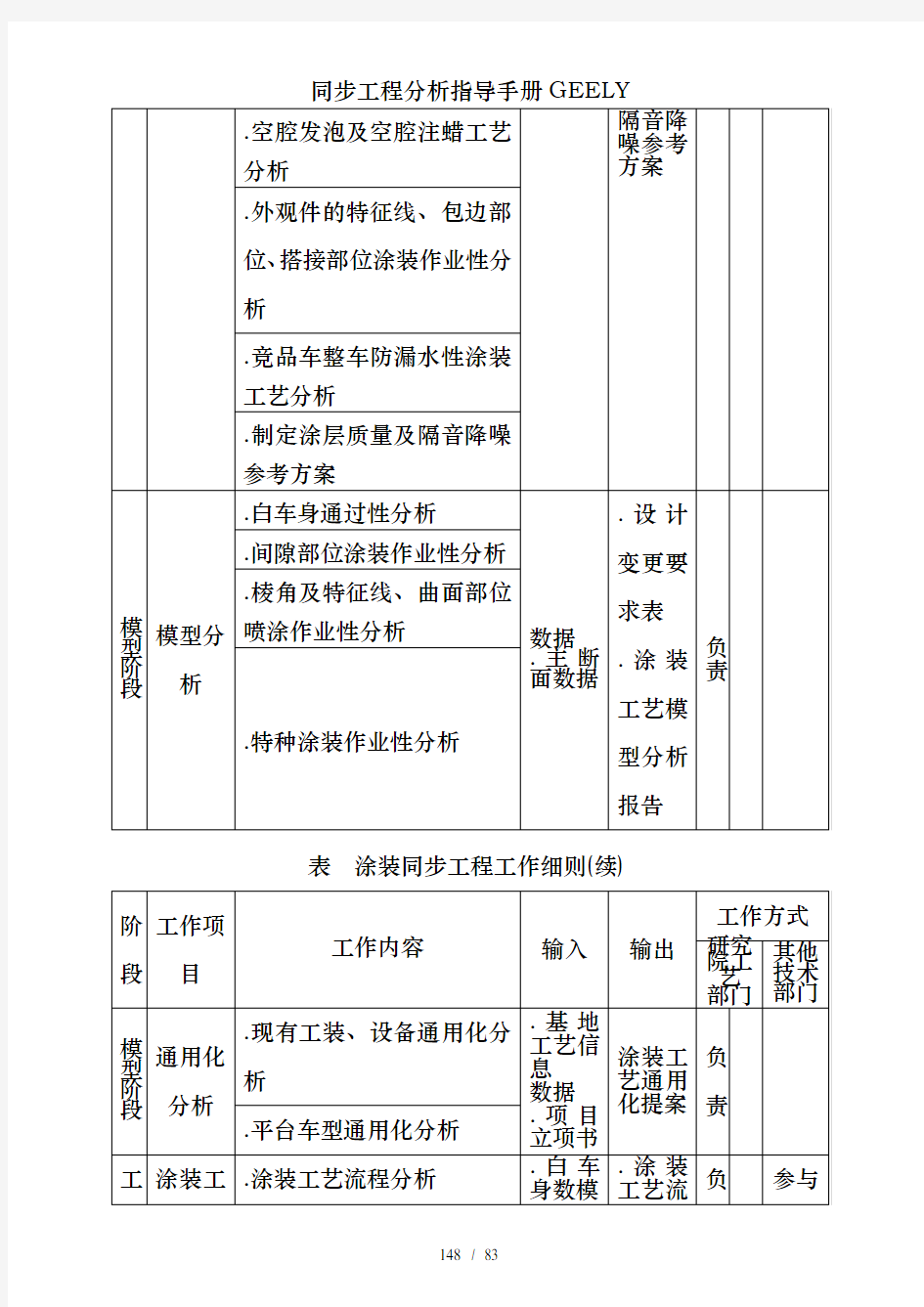
表涂装同步工程工作细则
表涂装同步工程工作细则(续)
同步工程分析指导手册GEELY
表涂装同步工程工作细则(续)
备注:—涂装工艺分析组;—涂装工艺规划组。
表涂装同步工程工作关联文件清单
表涂装同步工程工作关联文件清单(续)
表涂装同步工程工作关联文件清单(续)
表涂装同步工程工作关联文件清单(续)
涂装工艺可行性分析方法
为了完成涂装同步工程工艺策划阶段的分析工作,使该阶段的工作做得更深入、规范,特编写涂装工艺可行性分析方法,此分析方法适用于同步工程工艺策划阶段的工艺可行性分析,为今后此项工作提供方法指导和操作规范。
工作内容
生产能力分析。
制造工艺可行性分析。
生产工艺设备、工装适用性分析。
工作方法
工作步骤
第一步:搜集资料:《××项目预研项目书》、《项目设计任务书》及××车型量产选定生产线的现场工艺资料。由搜集到的资料分析得出以下信息:
) ××车型的生产纲领及白车身外形尺寸(长×宽×高)及白车身重量;
) ××车型质量定义;
) 选定生产线的通过性尺寸(长×宽×高)及承重;
) 选定生产线的工艺流程;
) 选定生产线的主要生产设备、工装明细。
第二步:根据以上资料对选定生产线的生产能力、制造工艺;生产工艺设备、工装的可行性进行分析。
第三步:根据以上分析结果得出××车型工艺可行性的结论。
工作内容分析方法
2.2.1 生产能力分析
通过××车型选定生产线的生产节拍及班次,计算出生产线的最大产能,与××车型的生产纲领对比分析,确定产品在该生产线生产时是否满足生产纲领的要求,如不满足,是否有改进措施,并对改进措施实施后是否可行得出结论。
2.2.2 制造工艺可行性分析
) 工艺流程分析:由选定生产线的现场工艺资料得出××车型选定生产线的工艺流程,××车
型按该工艺流程进行生产是否可行,是否达到《××项目预研项目书》、《项目设计任务书》中规
定的产品质量目标。如果不可行,分析是否有改进措施,并对改进措施实施后是否可行得出结论;
) 工艺手段分析:对选定生产线采用的工艺手段是否满足××车型的工艺要求进行分析,如果
不可行,分析是否有改进措施,并对改进措施实施后是否可行得出
结论;
) 相关法律法规分析:对生产线的三废排放是否经过处理,是否满足当地的相关法律法规要求
进行分析。如果不可行,分析是否有改进措施,并对改进措施实施后是否可行得出结论。
2.2.3 生产工艺设备、工装适用性分析
) 通过性分析:通过××车型选定生产线的最大通过尺寸及承重与××车型外形尺寸及重量的
对比分析,结合生产现场的实际情况,得出××车型在该生产线的通过性结论;
) 生产工艺设备、工装适用性分析:分析××车型选定生产线的现有设备、工装,是否能满足
××车型的生产需要。重点分析现有生产线的喷涂设备、输送设备、升降设备、各种小卡具等是
否适用于××车型。如果不适用,是否有改进措施,并对改进措施实施后是否可行得出结论。
经验和技巧
常见的问题
) 在对制造工艺可行性分析中的工艺流程进行分析时,虽然是由选定生产线的现场工艺资料得
出××车型的工艺流程,但该工艺流程中往往出现腻子工序,而××车型的产品质量定位较高,
无需刮涂腻子,在确定该产品的工艺流程时可取消腻子工序。生产
时,输送至腻子工序可不经过
腻子操作直接通过该工序;
) 在对制造工艺可行性分析中的工艺手段进行分析时,根据××车型的产品质量定义应采用机
器人喷涂,但该生产线上没有机器人,要视具体情况确定是否增加机器人;
) 在对制造工艺可行性分析中的工艺手段进行分析时,根据××车型的产品质量定义应采用自
动涂胶机涂胶,但该生产线上并无自动涂胶机,要视具体情况确定是否增加自动涂胶机。
心得体会
正确进行工艺可行性分析,必须做到:
) 掌握产品定位、生产纲领、质量要求、产品的基本信息等;
) 熟悉生产线的最大产能、工艺流程以及各工序的设备工装、工艺参数,工位布局,生产节拍,
主辅料定额、能动费等情况;
) 熟练掌握软件的使用;
) 具备一定的涂装现场经验。
涂装竞品车型分析方法
为了完成涂装同步工程工艺策划阶段的分析工作,使该阶段的工作
做得更深入、规范,特编写涂装竞品车分析方法,此分析方法适用于同步工程工艺策划阶段的竞品车分析,为今后此项工作提供方法指导和操作规范。
工作内容
涂装工艺流程分析。
涂装工艺孔分析。
涂层分布状态分析。
涂敷工艺分析。
空腔发泡及空腔注蜡工艺分析。
外观件的特征线、包边部位、搭接部位涂装作业性分析。
整车防漏水性涂装工艺分析。
涂层质量及隔音降噪方案分析。
工作方法
工作步骤
第一步:根据样车拆解计划进度表得知竞品车的拆解进度,进而对竞品车进行拆解跟踪;
第二步:在拆解过程中对竞品车的涂装工艺孔、工艺流程、涂敷、涂层分布、空腔发泡及空腔注蜡、外观件的特征线、包边部位、搭接部位涂装作业性、竞品车整车防漏水性、涂层质量及隔音降噪方案进行分析;
第三步:对竞品车采用的先进涂装工艺、先进涂装工艺装备、新涂装材料、新涂装技术等可以借鉴的案例以及竞品车涂装工艺需要避免或
改进的案例进行简单描述、总结;
第四步:根据分析结果对竞品车的涂装工艺作出总体评价。
工作内容分析方法
2.2.1 涂装工艺孔分析
涂装工艺孔分析应从以下几方面考虑:
) 电泳孔:对电泳孔的分析主要针对地板、侧围、柱、柱、五门一盖存在空腔的位置进行重
点分析,对电泳孔数量、位置、尺寸及形状进行记录并分析其电泳孔达到的效果;
) 防气泡孔:对防气泡孔的分析主要针对四门、发动机罩、背门以及左右侧围等部位的密闭空
腔进行重点分析,对防气泡孔数量、位置、尺寸及形状进行记录并分析其防气泡孔达到的效果;
) 前处理及电泳排水孔:对排水孔的分析主要针对地板、四门底部、后背门底部、发动机罩边
缘等部位进行重点分析。对排水孔数量、位置、尺寸及形状进行记录并分析排水孔达到的效果;
) 工艺过孔:与涂装联系较为紧密的工艺过孔有车门阻尼片粘贴时使用的孔位,此孔位是否过
小,工人无法操作或过孔边缘切边较为尖锐,对工人操作造成安全隐患需要在进行竞品车涂装工
艺分析时重点分析。
2.2.2 竞品车的涂装工艺流程分析
竞品车的涂装工艺流程分析应从以下几方面考虑:
2.2.2 通过对竞品车漆膜状况、涂胶状况、车底涂料喷涂状况的记录及分析,得出竞品车的涂装工艺流程。
2.2.2 通过对竞品车保险杠等塑料件的漆膜状况进行分析,得出保险杠等塑料件的涂装工艺流程。
2.2.2 涂敷工艺分析, 应从以下几方面考虑:
) 密封胶涂敷工艺:通过对四门包边焊缝、发动机罩包边焊缝、顶盖流水槽、后背门包边焊缝、
地板焊缝、发动机舱焊缝、后备箱焊缝、侧围等部位的胶条宽度、厚度及外观状况的记录及分析,
得出竞品车采用的打胶方法、遮蔽方法、打胶部位、宽度、厚度及外观要求,并评价其效果;
) 防石击涂料:通过对地板底部通道前后焊缝部位、地板底部、轮罩、前机舱等部位防石
击涂料的厚度、外观状况的记录及分析,得出竞品车防石击涂料采用的打胶方法、遮蔽方法、打
胶部位及外观要求,并评价其效果;
) 裙边胶:通过对竞品车喷涂的裙边胶的部位、厚度、外观状况的记录及分析,得出竞品车裙
边胶采用的涂敷方法、遮蔽方法、部位、厚度及外观要求,并评价其效果。
2.2.2 各涂层工艺分析
通过对竞品车电泳漆膜、中涂漆膜及面漆漆膜的分布部位、厚度、
外观的记录及分析,得出竞品车电泳漆、中涂漆及面漆的喷涂部位、喷涂方法、厚度、光泽、鲜映性及外观的要求,并评价其效果。
2.2.2 空腔注蜡及空腔发泡工艺分析, 应从以下几方面考虑:
) 防锈蜡:通过对竞品车纵梁、各车门底部、门槛等部位腔体的拆解,对腔体内是否有防锈蜡
进行记录及分析,得出竞品车防锈蜡的涂敷位置、涂敷方法及涂敷要求,并评价其效果;
) 空腔发泡工艺:通过对竞品车门槛、柱、柱、柱等部位的腔体的拆解,对腔体内是否采
用空腔发泡进行记录及分析,得出竞品车空腔发泡胶的涂敷位置、涂敷方法及涂敷要求,并评价
其效果。
2.2.2 外观件的特征线、包边部位、搭接部位涂装作业性分析, 应从以下几方面考虑:
) 外观件的特征线分析:通过对竞品车的外观件特征线部位的涂膜外观状况的记录及分析,得
出特征线部位的喷涂难易程度及喷涂保证措施,并对竞品车特征线作出总体评价;
) 包边部位的涂装作业性分析:通过对竞品车五门一盖的包边部位的结构进行记录与分析,得
出该部位对打胶操作的影响程度及打胶保证措施,并对竞品车包边部位作出总体评价;
) 搭接部位的涂装作业性分析:通过对竞品车各分总成外观件搭接