文献翻译-离心泵的故障分析
- 格式:doc
- 大小:75.50 KB
- 文档页数:17
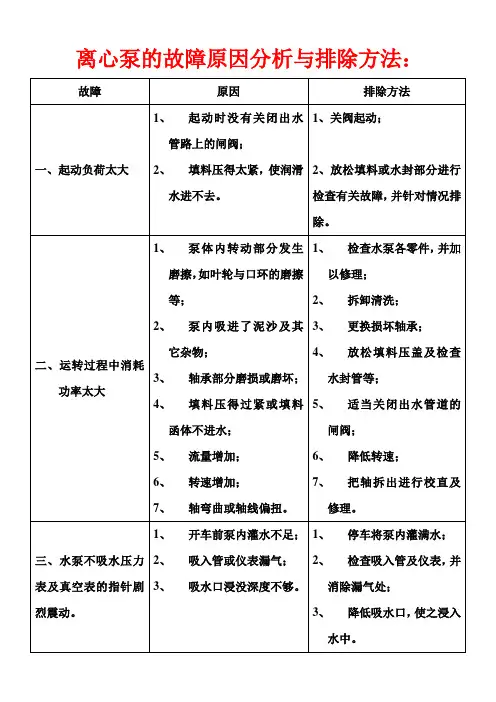
水泵常见故障分析及处理方法不同类型的水泵,其故障的表现形式不一样,但概括起来,有以下5个共同特点。
(1)流量不足。
产生原因:影响水泵流量不足多是吸水管漏气、底阀漏气;进水口堵塞;底阀入水深度不足;水泵转速太低;密封环或叶轮磨损过大;吸水高度超标等。
处理方法:检查吸水管与底阀,堵住漏气源;清理进水口处的淤泥或堵塞物;底阀入水深度必须大于进水管直径的1.5倍,加大底阀入水深度;检查电源电压,提高水泵转速,更换密封环或叶轮;降低水泵的安装位置,或更换高扬程水泵。
(2)功率消耗过大。
产生原因:水泵转速太高;水泵主轴弯曲或水泵主轴与电机主轴不同心或不平行;选用水泵扬程不合适;水泵吸入泥沙或有堵塞物;电机滚珠轴承损坏等。
处理方法:检查电路电压,降低水泵转速;矫正水泵主轴或调整水泵与电机的相对位置;选用合适扬程的水泵;清理泥沙或堵塞物;更换电机的滚珠轴承。
(3)泵体剧烈振动或产生噪音。
产生原因:水泵安装不牢或水泵安装过高;电机滚珠轴承损坏;水泵主轴弯曲或与电机主轴不同心、不平行等。
处理方法:装稳水泵或降低水泵的安装高度;更换电机滚珠轴承;矫正弯曲的水泵主轴或调整好水泵与电机的相对位置。
(4)传动轴或电机轴承过热。
产生原因:缺少润滑油或轴承破裂等。
处理方法:加注润滑油或更换轴承。
(5)水泵不出水。
产生原因:泵体和吸水管没灌满引水;动水位低于水泵滤水管;吸水管破裂等。
处理方法:排除底阀故障,灌满引水;降低水泵的安装位置,使滤水管在动水位之下,或等动水位升过滤水管再抽水;修补或更换吸水管。
离心式水泵安装、使用、维护及故障处理文章摘要:离心式水泵是用来输送水或其他液体的设备,它具有很高的效率,能够直接和高速电动机联接运转,构造简单,机体轻便,容易调节,在工农业生产和日常生活中得到广泛的应用。
本文主要对离心式水泵的安装、水泵的使用、维护和保养、以及水泵常见故障分析及处理方法几个方面对离心式水泵作了简要介绍。
关键词:离心式水泵的安装、使用、维护和保养、常见故障分析及处理方法引言:离心式水泵是用来输送水或其他液体的设备,它具有很高的效率,能够直接和高速电动机联接运转,构造简单,机体轻便,容易调节,在工农业生产和日常生活中得到广泛的应用。
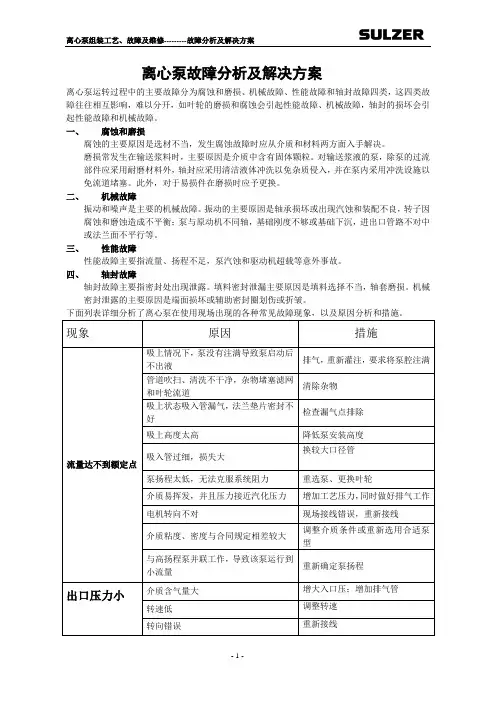
离心泵故障分析及解决方案离心泵运转过程中的主要故障分为腐蚀和磨损、机械故障、性能故障和轴封故障四类,这四类故障往往相互影响,难以分开,如叶轮的磨损和腐蚀会引起性能故障、机械故障,轴封的损坏会引起性能故障和机械故障。
一、腐蚀和磨损腐蚀的主要原因是选材不当,发生腐蚀故障时应从介质和材料两方面入手解决。
磨损常发生在输送浆料时,主要原因是介质中含有固体颗粒。
对输送浆液的泵,除泵的过流部件应采用耐磨材料外,轴封应采用清洁液体冲洗以免杂质侵入,并在泵内采用冲洗设施以免流道堵塞。
此外,对于易损件在磨损时应予更换。
二、机械故障振动和噪声是主要的机械故障。
振动的主要原因是轴承损坏或出现汽蚀和装配不良,转子因腐蚀和磨蚀造成不平衡;泵与原动机不同轴,基础刚度不够或基础下沉,进出口管路不对中或法兰面不平行等。
三、性能故障性能故障主要指流量、扬程不足,泵汽蚀和驱动机超载等意外事故。
四、轴封故障轴封故障主要指密封处出现泄露。
填料密封泄漏主要原因是填料选择不当,轴套磨损。
机械密封泄露的主要原因是端面损坏或辅助密封圈划伤或折皱。
振动专题离心泵在现场使用过程中出现的故障最常见的问题是振动,因此做一专题说明。
振动频率主要分转速频率和叶片通过频率两种,转速工频振动是指与转速频率有关的高频振动(高频发生区在转速的几倍频上),主要原因是由于泵转子平衡状况恶化,导致平衡恶化有以下几个方面:1、转子在制造过程中产生的残余不平衡;2、由于叶轮、口环等转子件的腐蚀和磨蚀或堵塞异物造成转子不平衡;3、轴由于热膨胀、强度不够等造成弯曲产生的不平衡;4、两端支撑泵由于对中不好,使转子部件发生偏磨而产生离心力引起不平衡;5、水力不平衡。
水力不平衡是由于叶片间不平衡的水流模式和水流量造成的水流失稳的形成有两种原因,一是水流经过一弯曲表面,而形成水流失速,造成水力不平衡;二是由于叶片入口安放角度与水流的的入射角不同,因而在叶片旋转过程中造成水流旋转失稳,从而产生水力不平衡。
离心泵故障原因分析及处理方法
一、.运行过程中有杂音、振动
发生振动的主要原因是:
1、基础不坚固,管路支架不牢固,地脚螺栓松动。
应固牢机架,拧紧固定螺栓。
另外,有杂音振动又不出水的原因是:离心泵流量太大;吸水管阻力太大;吸水扬程太大;有大量空气浸入泵内;水温过高。
应针对以上故障原因作出判断后,采取相应的办法解决。
2、泵或电机的转子转动不平衡。
①直接传动的离心泵,因联轴器接合不良致使离心泵轴与动力轴安装不同心。
处理方法:应重新安装联轴器,较正不同轴度。
②泵轴弯曲,轴承严重磨损或损坏。
应校直泵轴,更新轴承。
③离心泵叶轮制造质量差,装配不平衡;离心泵运行中由于局部磨擦造成叶轮偏磨或破裂,致使不平衡力矩超差;个别叶落归根轮的槽道堵塞。
前者应修复后进行静平衡试验,后者应清除槽道杂物。
3、离心泵吸水管漏气或淹没深度不够,使泵内吸处空气引起振动。
前者应检查并堵塞,后者应增加吸水管长度,或设法提高吸水池水位,或降低离心泵安装高度。
4、吸水扬程太大,产生汽蚀。
应降低吸水扬程。
5、泵内掉进杂物,
应停机清理。
离心泵的常见故障诊断分析【摘要】化工设备是化工厂生产活动的最基本的单元,要使化工企业能够正常的进行生产,维护与检修是必不可少的。
离心泵是一种依靠叶轮旋转过程中产生离心力并以此输送液体的设备,随着叶轮的高速旋转将液体甩出,从而达到输送的目的。
离心泵在石油、化工、冶金等产业中应用广泛,在物料输送过程中发挥着重要的作用。
同时,随着使用环境的日益复杂,离心泵出现故障的几率也越来越高,一旦发生故障即会影响整个生产系统的运行。
基于此,本文重点讨论化工设备中离心泵经常出现的故障,以及出现故障之后的解决措施。
【关键词】化工设备;离心泵;故障;检修化工设备指的是在高温、高压、真空、超低压、易燃、易爆、易腐蚀等较为特殊的环境中仍然能够进行稳定高效工作的一种设备。
这种较为贵重的设备仅需要人们对它进行定期的保养与维护,通常化工企业都会把对化工设备的检修作为一种重要的任务,只有将化工设备的维护检修技术牢牢掌握才能够使设备平稳运行保证生产秩序与生产质量,在降低企业成本的同时取得良好的效益。
近些年随着我国化工业的不断发展壮大,化工设备检修技术也在进行着更新,这就意味着在进行维护检修时将会有更多的要求。
一、巡回检查的必要性化工设备与岗位布局方式决定了必须采用巡回检查的方式。
化工设备是一个系统,是一个设备连着一个设备,一个岗位集中管理和控制相邻的十几台和几十台设备。
在化工生产的过程中,有连续性的生产的特点。
在正常生产中,操作人员的大部分时间是通过岗位控制台对设备情况进行检测与调节,我们都知道,光依靠设备的电子系统进行监察,一定程度下的问题是检测不出来的,控制室的监控参数不能完全反应机器的运转情况是否完整和良好,这就要求通过巡回检查来了解我们机器中所存在的问题,不仅能够将我们的机器设备的各种情况了解清楚,而且能够了解机器的性能和操作员的工作情况。
化工介质具有很高的危害性,生产的连续性对化工机械设备的质量提出了更高的要求,设备的状态必须随时良好,这就需要我们对设备运行状况要时刻掌握,同时也就突出了巡回检查的重要性。
离心泵常见故障及判断处理研究离心泵是一种常见的工业设备,用于输送液体或压缩气体。
它的运行稳定性对于工业生产具有非常重要的作用。
离心泵在使用过程中也会出现一些常见的故障,需要及时判断和处理,以确保设备的正常运行。
本文将重点探讨离心泵常见故障及判断处理方法,希望能为相关工作人员提供参考。
一、离心泵常见故障1. 泵轴转动不灵活离心泵的泵轴转动不灵活可能是由于轴承损坏或润滑不良造成的。
这种故障会导致泵的转速减慢,甚至无法正常运转。
在检测时,可通过拆卸轴承并进行清洁和润滑来解决问题。
2. 泵出口压力不稳定泵出口压力不稳定可能是由于泵的进口阀门不良或管道堵塞引起的。
在出现这种故障时,可检查进口阀门是否正常工作,并对管道进行清理。
3. 泵运行噪音大当离心泵运行时发出异常噪音时,可能是由于叶轮损坏或水泵内部有异物造成的。
此时可通过检查叶轮和泵内部,清除异物或更换叶轮来解决问题。
4. 泵漏水泵漏水是离心泵常见的故障之一,可能是由于密封件损坏或泵体破裂引起的。
在检测时,可对密封处进行检查,并及时更换密封件或维修泵体。
5. 泵出口液体有异常振荡当泵出口液体有异常振荡时,可能是由于进口压力不稳定或泵内部有气体造成的。
此时可检查进口压力和泵内气体,并进行调整和清除。
二、离心泵故障判断处理方法1. 定期检查为了避免离心泵故障的发生,工作人员应定期对泵进行检查,包括轴承、密封件、叶轮等部件的磨损情况,以及管道是否有堵塞等问题。
定期检查可以及时发现问题并加以处理,确保泵的正常运行。
2. 使用维护手册在出现离心泵故障时,工作人员应当参考相关的维护手册,了解泵的结构和工作原理,以便判断故障的原因并进行处理。
维护手册中通常会有详细的故障判断和处理方法,可以为工作人员提供指导。
3. 维修保养当离心泵出现故障时,工作人员应及时进行维修保养,包括清洁、更换磨损件、调整压力等操作。
在维修保养时,工作人员应严格按照操作规程进行,确保安全和有效性。
离心泵故障原因分析及处理方法
一、. 运行过程中有杂音、振动
发生振动的主要原因是:
1、基础不坚固,管路支架不牢固,地脚螺栓松动。
应固牢机架,拧紧固泄螺栓。
另外,有杂音振动又不岀水的原因是:离心泵流量太大;吸水管阻力太大;吸水扬程太大:有大量空气浸入泵内:水温过高。
应针对以上故障原因作出判断后,采取相应的办法解决。
2、泵或电机的转子转动不平衡。
①直接传动的离心泵,因联轴器接合不良致使离心泵轴与动力轴安装不同心。
处理方法:应重新安装联轴器,较正不同轴度。
②泵轴弯曲,轴承严重磨损或损坏。
应校直泵轴,更新轴承。
③离心泵叶轮制造质量差,装配不平衡:离心泵运行中由于局部磨擦造成叶轮偏磨或破裂,致使不平衡力矩超差;个别叶落归根轮的槽道堵塞。
前者应修复后进行静平衡试验,后者应淸除槽道杂物。
3、离心泵吸水管漏气或淹没深度不够,使泵内吸处空气引起振动。
前者应检查并堵塞,后者应增加吸水管长度,或设法提髙吸水池水位,或降低离心泵安装高度。
4、吸水扬程太大,产生汽蚀。
应降低吸水扬程。
5、泵内掉进杂物,
应停机淸理。
离心泵常见故障分析及处理摘要:随着啤酒工业不断发展下,对离心泵的要求也在不断的增加。
离心泵作为输送物料的一种转动设备,对连续性能较强地啤酒装置生产有着十分重要的影响。
然而离心泵的运作过程中,也难免会出现各种故障。
本文就对离心泵常见的故障进行分析,并提出了加强对其问题的处理措施,希望可供相关从业者的参考借鉴。
关键词:离心泵;故障分析;处理措施前言:离心泵作为啤酒行业物料输送的关键设备,在连续运行过程中,经常会出现各种故障。
对其发生的故障及时准确的判断和处理是保证生产安全平稳运行的前提条件。
一、离心泵运行中常见的故障进行分析1、打不出液体原因及处理方法如下:(1)输送热的或易挥发的液体:处理方法是降低泵的吸入高度,保证倒灌。
(2)未灌注液体:处理方法重新灌注。
泵吸入高度过高:处理方法降低泵吸入高度。
(3)叶轮、吸入、压出管路淤塞或吸入管路漏气:处理方法是清洗泵及管路,堵塞漏气处。
(4)提升高度大于泵扬程:处理方法是更换正确扬程的泵。
(5)转向反:处理方法是改变转向。
2、扬程不足原因及处理方法如下:(1)输送的液体中含有气体:处理方法是降低液体的温度或增加灌入压力、排气。
(2)叶轮腐蚀严重:处理方法是更换叶轮。
(3)转数不足:处理方法是增加转数。
3、密封泄漏原因及处理方法如下:(1)动静环腐蚀严重:处理方法是更换损坏的元件,如果动静环使用时间过短,则需要更换动静材质。
(2)弹簧力不足:处理方法是检查装配是否得当,如不当,重新装配;如腐蚀,更换弹簧。
(3)动静环密封圈腐蚀或变形严重:处理方法是更换动静环密封圈,如果动静环密封圈使用时间过短,则需要更换动静环密封圈材质。
4、轴承发热原因及处理方法如下:(1)轴承瓦块:刮研不合要求。
处理方法是重新修理轴承瓦块或更换。
(2)轴承间隙过小:处理方法是重新调整轴承间隙或刮研。
(3)润滑油量不足,油质不良:处理方法是增加油量;如果泵支架密封损坏,造成润滑油泄漏或变质,则更换润滑油,同时更换泵支架密封。
离心泵常见机械故障分析及解决方案研究毕业论文目录第1章前言 (2)第2章离心泵的概论 (3)2.1离心泵的基本构造 (3)2.2离心泵的过流部件 (4)2.3离心泵的工作原理 (4)2.4离心泵的性能曲线 (5)第3章离心泵常见故障分析及处理方法 (7)3.1泵不排液及排液后中断 (7)3.2 泵不能启动或启动负荷大 (7)3.3流量不足 (7)3.4扬程不够 (8)3.5泵振动或异常声响 (8)3.6 轴承及轴封发热 (9)3.7运行中功耗大 (9)3.8转子窜动大 (9)3.9发生水击 (10)3.10机械密封的损坏 (10)3.11故障预防措施 (13)第4章离心泵的气蚀及其解决措施 (14)4.1 气蚀的概述 (14)4.2 提高离心泵抗气蚀能力的措施 (15)第5章离心主要部件及常见易损件的检测修理 (17)5.1 主要部件的检测修理 (17)5.2 常见易损件的检测修理 (17)第6章结论 (20)参考文献 (21)致谢 (22)第1章前言泵是用于提升液体、输送液体或使液体增加压力,把原动机的机械能变为液体能量的一种机器。
在21世纪工业迅猛发展的今天,离心泵因其具有性能适用围广(包括流量、压头及对介质性质的适应性)、体积小、结构简单、操作容易、流量均匀、故障少、寿命长、购置费和操作费均较低等突出优点而在国民经济发展中得到极为广泛的应用。
它的使用涉及到各个方面,包括工业、农业、能源,甚至在军事领域都引用了很多它的原理。
离心泵作为一种使用相当广泛的机器,在国民经济发展中具有不可替代的地位,为了更好的了解并使用离心泵从而促进其高效率的运作,我们很有必要对离心泵进行一下系统全面的理解。
本论文在此较为系统理论的对离心泵的基本结构及其工作原理进行了简单介绍,详尽探讨了离心泵在化工生产中的常见问题及其应对措施,以便于大家更好更方便的使用离心泵,少走弯路。
第2章离心泵的概论2.1离心泵的基本构造离心泵的种类很多,但基本结构都相同。
仅供参考[整理] 安全管理文书离心泵的几种常见操作故障及排除措施日期:__________________单位:__________________第1 页共7 页离心泵的几种常见操作故障及排除措施离心泵由于结构简单、流量大而且均匀、操作方便等优点,被广泛使用到化工生产中,我厂也大量采用。
为了方便大家的操作,现与大家一起探讨一下离心泵的几种常见故障及排除方法一、离心泵的构造及原理离心泵主要由转子、泵壳、轴向力平衡装置、密封装置、冷却装置以及轴承与机座组成。
离心泵的工作原理:依靠旋转叶轮对液体的作用把原动机的机械能传递给液体。
由于离心泵的作用,液体从叶轮进口流向出口的过程中,其速度能和压力能都得到增加,被叶轮排出的液体经过压出室,大部分速度能转换成压力能,然后沿排出管路输送出去,这时,叶轮进口处因液体的排出而形成真空或低压,吸水池中的液体在液面压力(大气压)的作用下,被压入叶轮的进口,于是,旋转着的叶轮就连续不断地吸入和排出液体。
二、几种常见故障及排除措施离心泵出现故障,最主要的后果就是导致泵不上量及损坏泵,下面分析几种容易导致泵不上量及使泵出现异常现象的原因:1、气缚现象气缚主要是由于离心泵在启动前未充满液体,泵壳内存在空气,空气密度小,所产生的离心力也很小,此时在吸入口所形成的真空度不足以将液体吸入泵内,泵气动后不能输送液体的现象。
主要特征:泵出口压力低或是零,指针摆动大,上量不足,泵体震动大,声音异常原因分析:第 2 页共 7 页①启泵前,未进行灌泵排气,致使空气窜入泵壳②壳体的密封不严,致使空气窜入比如以前的J0507泵,采用的是柱塞泵,由于回收塔塔底流量不均匀,时大时小,液位不易控制,有时塔底液位调节阀长时间处于关闭状态,塔底温度105℃左右,经换热器冷却后50℃进入泵内,长时间的小流量运行,但柱塞泵的行程没有及时调节,一直控制在高行程位置,容易使混在液体中的空气乘虚而入,集中在泵轴周围附近,使得叶轮中心处真空度很低,由于被抽容器中的液面与泵入口处的静压差很小,无力推动液体流入泵内,从而造成泵不上量,因此时间不长就要对泵进行排气,这就是气缚现象。
离心泵常见故障分析及其解决方法摘要:离心泵因结构形式简单,维修便捷,具有输送连续性强、适用范围广、性能稳定等优势,因此在炼油、化工工业中有着广泛的应用。
在安全管理理念不断深入的当前,离心泵能否平稳、高效运行越来越受到企业管理人员的重视。
为了保证离心泵运转质量,确保设备可能潜在的隐患能够及时消除,有必要对离心泵常见故障及其解决方法展开研究。
关键词:结构特性;工作原理;故障分析;离心泵引言离心泵炼油、化工装置中应用最为广泛的工业泵。
正是由于应用规模十分庞大,制造、安装时间不一,各个制造厂的能力也是良莠不齐,再加上泵的操作条件(温度、压力及介质性质)也差别较大,所以很难有统一的故障类型和维修方法。
根据经验以及相关统计,离心泵的故障分布大致有三大类,密封故障占比约47%,轴承故障占比28%,叶轮、口环等过流部件故障占比10%,其余故障占比约15%。
因篇幅原因,本文主要对前三部分故障进行阐述和展开。
1常见离心泵的结构及工作原理一般情况下,离心泵的主要部件有:泵体、叶轮、轴封箱、泵轴、轴承箱。
离心泵的主要动力依赖于电动机的电能提供,在离心泵启动之前,泵体和入口管路必须灌满液体介质,将管路中掺杂的气体排出去。
当离心泵的叶轮快速地转动时,离心泵的叶片就会促使泵内介质也跟着快速旋转,旋转着的液体在离心力的作用下,会从离心泵的叶轮中被抛出,离心泵的叶轮中心部分将会形成真空的区域,因此,会吸入管路中的液体,在持续的压差作用下,液体将进一步地进入离心泵体内。
离心泵的叶轮不停地旋转,液体也跟着连续不断地被压入和排出,所以,离心泵之所以能够实现液体传输,其根本原理是依靠离心力形成三维压力差促使液体流动。
2离心泵常见故障2.1密封故障泵轴密封主要有软填料和机械密封两种,但是随着技术的发展,机械密封应用越来越广泛,成为了首要选择,故在此主要阐述机械密封故障,主要有以下三个方面。
2.1.1密封设计选型不合理。
密封面的材料选用不当或者密封面的表面不平度不合格;弹簧及波纹管选用不合适,难以满足工艺条件;2.1.2工艺操作不当。
中国石油大学(华东)现代远程教育毕业设计(论文)题目:离心泵常见机械故障分析及解决方案研究学习中心:莆田奥鹏学习中心年级专业:网络11秋机械制造与自动化学生姓名:王晶学号: 11607380008指导教师:迟远迪职称:助教导师单位:中国石油大学(华东)中国石油大学(华东)远程与继续教育学院论文完成时间: 2013 年 5 月 22 日中国石油大学(华东)现代远程教育毕业设计(论文)任务书发给学员王晶1.设计(论文)题目:离心泵常见机械故障分析及解决方案研究2.学生完成设计(论文)期限: 2013 年 6 月 8 日至 2013 年 8 月 5 日3.设计(论文)课题要求:要求介绍离心泵的结构组成、工作原理,重点分析离心泵常见的机械故障及处理方法,详细阐述离心泵主要部件及常见易损件的检测修理等。
4.实验(上机、调研)部分要求内容:5.文献查阅要求:查阅2000年以来国内外有关离心泵常见机械故障分析及解决方案研究方面的文献和资料。
6.发出日期: 2013 年 6 月 5 日7.学员完成日期: 2013 年 7 月 28 日指导教师签名:迟远迪学生签名:王晶摘要泵是通用机械中应用十分广泛的产品,而离心泵又是泵中重要的一类产品,由于离心泵具有结构简单、流量易调节且范围广等诸多优点,它被广泛应用于城市污水处理、农田水利建设、石化、电力、船舶等领域。
离心泵有立式、卧式、单级、多级、单吸、双吸、自吸式等多种形式,针对不同的输送介质和工作条件,由于操作不当或者长期的磨损等因素,离心泵容易发生各种故障,机械方面的故障居多,这将直接导致泵的性能下降,甚至成为事故隐患。
本文主要介绍离心泵的结构组成、工作原理,重点分析离心泵常见的机械故障及处理方法,在实际生产中做到心中有数,防患于未然。
关键词:离心泵,结构原理,机械故障,处理方法目录第1章前言 (1)第2章离心泵的概论 (2)2.1离心泵的基本构造 (2)2.2离心泵的过流部件 (4)2.3离心泵的工作原理 (4)2.4离心泵的性能曲线 (5)第3章离心泵常见故障分析及处理方法 (6)3.1泵不排液及排液后中断 (7)3.2 泵不能启动或启动负荷大 (7)3.3流量不足 (7)3.4扬程不够 (8)3.5泵振动或异常声响 (8)3.6 轴承及轴封发热 (8)3.7运行中功耗大 (9)3.8转子窜动大 (9)3.9发生水击 (10)3.10机械密封的损坏 (10)3.11故障预防措施 (13)第4章离心泵的气蚀及其解决措施 (13)4.1 气蚀的概述 (13)4.2 提高离心泵抗气蚀能力的措施 (14)第5章离心主要部件及常见易损件的检测修理 (16)5.1 主要部件的检测修理 (16)5.2 常见易损件的检测修理 (17)第6章结论 (19)参考文献 (20)致谢 (21)第1章前言泵是用于提升液体、输送液体或使液体增加压力,把原动机的机械能变为液体能量的一种机器。
离心泵常见故障分析及处理[1](总3页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--离心泵常见故障分析及处理张军摘要:离心泵运转过程中,难免会出现各种各样的故障。
因而,如何提高泵运转的可靠性、寿命及效率,以及对发生的故障及时准确的判断处理,是保证生产平稳运行的重要手段。
关键词:离心泵;故障;分析;处理一、引言随着工业的不断发展,对离心泵的要求不断增加。
离心泵做为输送物料的一种转动设备,对连续性较强的试油作业(如锅炉试气保温作业)生产尤为重要。
因此,需要性能稳定能够输送高温介质及高扬程的离心泵。
而离心泵运转过程中,难免会出现各种各样的故障。
因而,如何提高泵运转的可靠性、寿命及效率,以及对发生的故障及时准确的判断处理,是保证生产平稳运行的重要手段。
二、离心泵结构及工作原理1、离心泵结构组成离心泵的主要过流部件有吸水室、叶轮和压水室。
吸水室位于叶轮的进水口前面,起到把液体引向叶轮的作用;压水室主要有螺旋形压水室(蜗壳式)、导叶和空间导叶三种形式;叶轮是泵的最重要的工作元件,是过流部件的心脏,叶轮由盖板和中间的叶片组成。
2、离心泵工作原理离心泵工作前,先将泵内充满液体,然后启动离心泵,叶轮快速转动,叶轮的叶片驱使液体转动,液体转动时依靠惯性向叶轮外缘流去,同时叶轮从吸入室吸进液体,在这一过程中,叶轮中的液体绕流叶片,在绕流运动中液体作用一升力于叶片,反过来叶片以一个与此升力大小相等、方向相反的力作用于液体,这个力对液体做功,使液体得到能量而流出叶轮,这时液体的动能与压能均增大。
依靠旋转叶轮对液体的作用把原动机的机械能传递给液体。
由于离心泵的作用液体从叶轮进口流向出口的过程中,其速度能和压力能都得到增加,被叶轮排出的液体经过压出室,大部分速度能转换成压力能,然后沿排出管路输送出去,这时,叶轮进口处因液体的排出而形成真空或低压,吸水池中的液体在液面压力(大气压)的作用下,被压入叶轮的进口,于是,旋转着的叶轮就连续不断地吸入和排出液体。
之间进行转换,在液体进入泵壳后,将会从泵壳的传输到进行输送,液体的流动速度也会有所降低,一部分动164研究与探索Research and Exploration ·智能检测与诊断中国设备工程 2022.12 (下)用,这样的情况不仅会给实际离心泵运行效果造成影响,还会导致安全事故的发生。
为了能够更好地改善此类问题,相关工作人员需要对供电系统进行全面的检测,保证供电系统的正常运行,及时对电气故障问题进行改善,保证最终维护的效果和质量。
泵卡死问题也是造成流量不足的主要因素,为此相关工作人员需要对盘车进行手动控制,必要的时候需要对泵体进行全面的检查和维护,及时找出故障问题产生的原因,直到盘车能够正常使用。
平衡管不通畅问题,也是导致无液体排除的重要因素。
在实际维修的阶段中,相关工作人员需要及时对平衡管进行疏通和检查,保证管道的实际运行效果和质量。
在对入口阀或者叶轮异物堵塞问题进行处理的过程中,相关工作人员需要利用科学合理的手段,对入口阀门以及叶轮中存在的杂质或者异物进行处理,从而保证入口阀门与叶轮运行的通畅效果。
在离心泵实际运行的阶段中,经常会因为液体吸入高度过大,而产生故障问题,此类问题在处理的时候,需要及时对吸入高度进行调整,以此来满足实际运行的需求,保证离心泵运行的质量。
长时间对离心泵进行使用,必定会导致吸入管道线路存在泄漏的问题,泄漏问题不仅会对离心泵实际运行效果造成影响,还会导致大量的资源出现浪费的情况。
在实际维修的阶段中,技术人员需要对实际泄漏点进行锁定,从而对泄漏问题进行改善。
出入口阀门损坏,导致液体无法正常流动,也是造成实际影响的重要问题。
在维修工作开展的阶段中,相关工作人员需要及时对出入口阀门进行更换或者维修,从而确保阀门的实际使用效果。
石油企业在对离心泵进行使用的过程中,经常会导致离心泵长时间运行,并且没有及时对石油液体进行检测,导致一部分异物或者杂质进入叶轮中,对耶伦造成严重的磨损。
附录1离心泵的故障分析摘要离心泵故障按其产生的原因可以分成泵本身的机械故障、泵和管道组成的工艺系统存在的缺陷导致的泵出现异常振动、噪声等故障。
后类故障原因比较隐蔽,不易查明。
通过工作中遇到的几个实例,对工艺和管路系统设计问题导致的离心泵故障进行了分析,并提出了相应的对策。
Abstract:Leadership water p ump break down t o press its output reason and can be divided into the mechanical trouble of oneself pump and pump to appear with the pump that blemish cause that the craft system that piping constitute exsits abnormality vibration, voice etc.break down.The empress type breaks down the reason more concealment, find out not easily.Passes a few and solid example met in the work,to craft with take care of the road system the design t he problem cause of leadership water p ump break down proceeded the analysi s, a n d put forward the homologous counterplan.关键词:离心泵机械故障分析真空度Keywords:Leadership water p ump Mechanical trouble Analysis1离心泵吸入管路进气由于气体密度远小于液体,气体通过叶轮流道时,所能得到的压头远小于液体通过叶轮流道时所得到的压头。
在叶轮流道中的不同位置,压力分布不同,当液体中混有气体时,气泡在这种不均匀的压力作用下,先膨胀后压缩,产生了类似汽蚀的冲击,最后有可能会被压溃或破灭。
叶轮受到激振力作用会剧烈振动并发出噪声泵出口压在密闭系统中与液体一起循环流动,无法排出系统,如果系统中夹带的气体的量比较多,泵就会出现异常振动。
密闭系统中气体来源主要有两个方面:(l)系统本身设计不合理存在难以排气的死角,每次向系统中注入液体时这些死角区域残留有大量空气,而在循环时这些空气有可能被带入泵中。
(2)系统工作液体在长期工艺循环中产生不凝性气体由于系统缺少气液分离、排放措施不凝性气体在系统中积聚。
如加热系统中的热媒等有机物在长期循环使用中会因氧化等原因产生气态物质。
在密闭系统中出现上述两种情况时,首先要尽快想办法排放系统中的气体,其次要准确判断气体的来源杜绝气体在系统中的存在;不能杜绝的,要在系统中增加气液分离装置并定期进行排放。
显然对于密闭循环系统,在系统的合适部位装设气体收集(存系统压力转低点、和(或、排放装置(如系统管路的最高点)加强巡检对系统进行定期排气是必不可少的某干燥转鼓热媒加热系统(如图l)中的1台B41 5 H M 0506卫型屏蔽泵在试车中发现泵体振动严重噪声大出口压力剧烈波动。
排除泵本身有机械和电气故障后对整个热媒系统进行研究,发现该系统中的锦轮转鼓(设备l)无排气口系统充注热媒时,转鼓加热夹套中的空气排不出来。
开车时,空气被吸入屏蔽泵中造成故障。
于是在锦轮转鼓上加装排气阀,在系统补加热媒时进行高位排气再起动屏蔽泵泵运转正常。
对于开放式循环系统,系统中产生的气体可以直接排入大气气体在系统中不会积聚。
所以进入泵中的气体主要是由泵的进口管路从外界吸入的。
因此发生这类故障时应着重对吸入管路进行检查。
如某冷冻水循环系统是一个开放系统,如图2所示其中的循环泵(型号151 50一125一400,扬程为45m,流量为190m3/h)是1台单级单吸离心泵。
运行中发现泵刚起动时并无异常起动约Zm in后开始出现周期性振动,出口压力表指针大辐摆动,严重时系统管架也随之晃动。
经多次试验,均重复出现同样现象。
经检查该泵运转部件没有问题。
而且该泵供水的冷冻水箱液位高于泵体,吸入管路上水力损失很小,泵不会发生气蚀。
排除诸因素后,考虑可能是泵运行中吸入了气体,遂对泵吸入管路进行重点检查,检查冷冻水箱时发现水箱DN250的回水管管口正好位于泵吸入管管口上方,离水箱液面0.3m,离吸入管管口lm。
高速冲入池中的回水从液面夹带大量空气直冲泵吸入口,使泵吸入大量空气,造成泵体振动。
为此采取将泵吸入管向池内延伸1 .sm,避开水池回水口,结果消除了故障。
2离心泵出口管路存在的气堵在循环管路系统中,管路的较高处或较大的工艺阀门上部易产生气体的聚集。
离心泵运行时在这些部位会形成气囊,液体流经这些区域时流动阻力增大,局部压力升高,压缩气体,气体体积减小,又使局部压力下降,周而复始,造成液体压力剧烈波动形成系统管路水击导致泵体振动。
这类故障多出现于系统刚开始运行,系统排气不充分的时候。
合理地设计系统管路可以减少产生气堵。
3工艺参数变化与泵的汽蚀常见的引起泵汽蚀的因素主要有泵的安装福度不合理、吸入管路的阻力损失太大或泵选型可适当、工作点不合理等。
但在复杂的工艺系统中一台原本选型正确、工作稳定的离心泵也会因跳工艺参数的极端变化发生汽蚀。
3·1吸入压力变化引发汽蚀从泵的吸入液面到叶轮流道低压区列伯努利方程,可以看到当吸入液面上的压力减小时,叶轮入口的压力就降低,反之则上升。
也就是说泵的抗汽蚀能力随液面压力增大而提高,随液面压力减小而降低。
由表1可以看出c q跨临界循环系统在制冷系数、制热系数均偏低的前提下,c q空调+热水祸合系统方案与传统工质空调系统+电热水器方案相比全年总耗电量减少了32.1%全年综合性能系数提高了47 .4%。
4结论(l)cq跨临界循环空调+热水祸合系统结构紧凑,而且能够满足制冷、制冷+热水、热水、制热、制热+热水5种工况需求,可以有效提高系统利用率;(2)该祸合系统可以回收和利用c q跨临界循环的排气热量,系统总体性能较高,在能源利用、环境安全和经济运行等方面都具有优势和潜力,具有广阔的应用前景。
附录2数控技术先进制造技术中的一个最基本的概念是数字控制(NC)。
在数控技术出现之前,所有的机床都是人工操纵和控制的。
在与人工控制的机床有关的很多局限性中,操作者的技能大概是最突出的问题。
采用人工控制时,产品的质量直接与操作者的技能有直接的关系。
数字控制代表了从人工控制机床做出来的第一步。
数字控制技术意味着采用预先录制的、存储的符号指令,控制机床和其他制造系统。
一个数控技师的工作不是去操纵机床,而是编写能够发出机床操纵指令的程序。
对于一台数控机床,其上必须有一个被称为阅读机的界面装置,用来接受和解译编程指令。
发展数控技术是为了克服人类操作者的局限性,而且它确实完成了这项工作。
数字控制的机器比人工操纵的机器的精度更高、生产零件的一致性更好、生产速度更快、而且长期的工艺装备成本更低。
数控技术的发展导致制造工艺中其他几项新发明的产生。
●电火花加工技术●激光切割●电子束焊接数字控制还使得机床比他们采用人工操纵的前辈们的用途更为广泛。
一台数控机床可以自动产生很多种类的零件,每个零件都可以有不同和复杂的加工过程。
数控可使生产厂家承担那些对于采用人工控制的机床和工艺来说,在经济上是不划算的产品的生产任务。
与许多先进技术一样,数控诞生于麻省理工学院的实验室中。
数控这个概念是20世纪50年代初在美国空军的资助下提出来的。
在其最初阶段,数控机床可以经济和有效地进行直线切割。
然而,曲线轨迹成为机床加工的一个问题,在编程时应采用一系列的水平与竖直的台阶来生成曲线。
构成台阶的每个线段越短,曲线就越光滑。
台阶中的每个线段都必须经过计算。
在这个问题促使下,与1959年诞生了自动编程工具(ATP)语言。
这是个专门适用于数控的编程语言,使用类似于英语的语句来定义零件的几何形状,描述切削刀具的形状和规定必要的运动。
ATP 语言的研究和发展是在数控技术进一步发展过程中的一大进步。
最初的数控系统与今天应用的数控系统是有很大差别的。
在那时的机床中,只有硬线逻辑电路。
指令程序写在穿孔纸带上(后来它被塑料纸带所取代),采用带阅读机将写在纸带或磁带上的指令给机器翻译出来。
所有这些共同构成了机床数字控制方面的巨大进步。
然而,在数控发展的这个阶段还存在着许多问题。
一个主要问题是穿孔纸带的易损坏性。
在机械加工过程中,载有编程指令信息的纸带断裂和被撕坏是常见的事情。
在机床上每加工一个零件,都需要将载有指令的纸带放入阅读机中重新运行一次。
因此,这个问题变得很严重。
如果需要制造100个某种零件,则应该将纸带分别通过阅读机100次。
、易损坏的纸带显然不能承受严酷的车间环境和这种重复使用。
这就导致了一种专门的塑料磁带的研制。
在纸带上通过采用一系列的小孔来载有编程指令,而在塑料带上通过采用一系列的磁点来载有编程指令。
塑料带强度比纸带强度要高很多,这就可以解决常见的撕坏和断裂问题。
然而,它仍然存在着两个问题。
其中最重要的一个问题就是,对输入带中的指令进行修改是非常困难的,或者是根本不可能的。
即使对指令程序进行最微小的调整,也必须中断加工,制作一条新带。
而且带通过阅读机的次数还必须与需要加工的零件个数相同。
幸运的是,计算机技术的实际应用很快解决了数控技术中与穿孔纸带有关的问题。
在形成直接数字控制(DNC)这个概念之后,可以不再采用纸带或塑料带作为编程指令的载体,这样就解决了与之有关的问题。
在直接数字控制中,几台机床通过数据传输线路连接到一台主计算机上。
操纵这些机床所需要的程序都存储在这台主计算机中。
当需要时,通过数据传输线路提供给每台机床。
直接数字控制是在穿孔纸带和塑料带基础上的一大进步。
然而,它也有着与其他依赖于主计算机的技术一样的局限性。
当主计算机出现故障时,由其控制的所有机床都将停止工作。
这个问题促使了计算机数字控制技术的产生。
微处理器的发展为可编程逻辑控制器和微型计算机的发展做好了准备。
这两种技术为计算机数控的发展打下了良好的基础。
采用CNC技术后,每台机床上都有一个可编程逻辑控制器或者微机对其进行数字控制。
这可以使得程序被输入和存储在每台机器内部。
它还可以在机床以外编制程序,并且将其下载到每台机床中。
计算机数控解决了主计算机发生故障所带来的问题,但是它产生了另一个被称为数据管理的问题。
同一个程序可能要分别装入十个相互之间没有通信联系的微机中。
这个问题正在解决之中,它是通过采用局部区域网络将各个微机连接起来,以利于更好地进行数据管理。