d e f o r m模拟坯料在旋转锻造中的应力变形
1 绪论
1.1 高速钢
1.1.1 高速钢简介
高速钢又被称为风钢或锋钢,意思是淬火时即使在空气中冷却也能硬化,并且很锋利。高速钢是适应高速切削而发展起来的刃具钢。当车削速由10~20m/min增加到50~80m/min时刃具刃部的温度由200~300℃增至500~800℃。碳素刃具钢和低合金刃具钢,200~300℃即开始软化,而高速钢在500~600℃,仍能保持较高的硬度(60HRC左右),因此高速切削刀具一般都采用高速钢制造。高速钢发明至今已近百年主要用作各类机床切削工具。在高速钢之后相继有硬质合金、陶瓷和聚晶金刚石等切削材料间世但高速钢在切削材料领域中始终保持着特殊的领先地位。表1.1是各类重要工具使用高速钢、硬质合金、和陶瓷材料情况的统计表,是由世界最大高速生产厂家一奥地利伯乐百特种钢公司统计的。从表中可见,除车刀外,其它各种刀具主要都是用高速钢制造的,尤其是螺纹刀具、齿状刀具和拉刀等精密复杂刀具。根据刀具专家的分析图,在可预见的将来,高速钢在刀具材料中的特殊地位不可能被其它刀具材料所取代[1]。
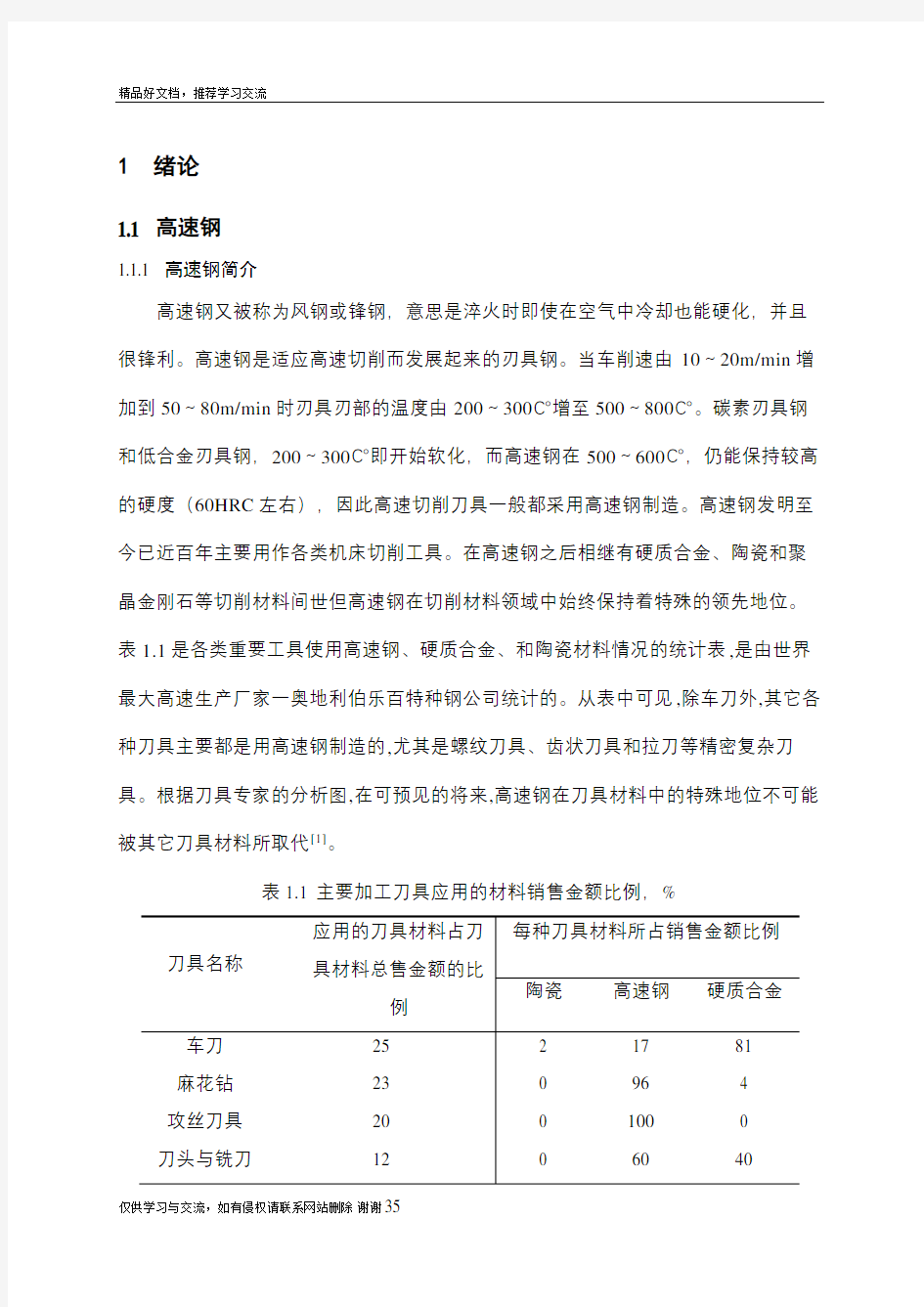
表1.1 主要加工刀具应用的材料销售金额比例,%
1.1.2 高速钢钢种
目前的高速钢五大类:
(1)通用型高速钢是指世界各国生产量较大用途较广且价格低廉的一类高速钢,代表钢种有W18Cr4V(美国T1)、W6Mo5Cr4V2等。T1是使用最早的钨系高速钢,直到50年代,此类高速钢仍为世界各国广泛应用。50年代后期,由于世界范围的钨元素紧缺导致T1价格不断上涨,与此同时,钼矿资源不断被开发,因而促进了钼系、钨-钼系高速钢的研发。M2就是当时研制成功的典型钨-钼系高速钢。目前欧美较多国家已用钨-钼系高速钢部分或全部取代了T1。
(2)高生产率高速钢又称超硬高速钢,它是在一般的通用型高速钢中加入一些Co、V、Si、Al等合金元素以提高高速钢的红硬性和耐磨性,主要用来制造切削难加工材料的刀具,比通用型高速钢刀具具有更高的切削速度和耐用度。超硬高速钢的类型较多,目前应用较多的有钴高速钢、高碳高钒高速钢及铝、硅高速钢等。
(3)低碳型高速钢是在通用型高速钢的基础上将碳含量降至0.6%~0.7%左右,而其他合金元素基本不变,已用于生产的有日本的SKH2R、SKH3R及我国的
6W6Mo5Cr4V等。
(4)粉末冶金高速钢是较先进的高速钢生产方法。用冶炼-铸锭-锻造工艺生产的高速钢,不可避免地存在着碳化物的偏析,粉末冶金高速钢从根本上解决了高速钢中碳化物分布不均及碳化物级别均为1级,其尺寸大约为2~5μm;而熔炼的高速
钢中的碳化物尺寸为12~30μm,由于组织均匀碳化物细小,使粉末冶金高速钢的硬度和韧性大幅度提高,而且耐磨性比熔炼型高速钢优良。目前,粉末冶金高速钢除用于制造切削刀具外,还用于制造精密模具,此外,象冷轧辊、冷锻工具及切割机刀片等均可应用粉末冶金高速钢,而且取得了良好的效果[2]。
1.1.3 国内外发展现状
高速钢生产1898年从年开始,已走过了100年的发展历程。世界每年生产高速钢近30万吨,钢材在20万吨以上。世界上生产高速钢的著名企业有瑞典的ASSAB 公司、法国的ERASTEEL公司、日本的HITACHI公司、德国的THYSSEN公司、美国的CRUCIBLE公司等,这些企业基本上都是专业化生产[3]。近儿年来,我国年产高速钢约3万吨,钢材约2.5万吨。约占世界高速钢产量的1/10。大连钢铁集团公司和河北冶金科技公司是原冶金部布点的重点高速钢生产企业,其产量、品种、质量一直处在领先地位,为我国工具行业提供了大量优质的高速钢,为国家的经济发展作出了巨大的贡献。一些重点特钢企业如上海五钢集团公司、抚顺特殊钢有限公司、大冶特殊钢有限公司也积极生产开发高速钢,长城特殊钢公司、贵阳钢厂、西宁特殊钢有限公司、本钢特钢公司等企业也生产少量高速钢。改革开放以来,特别是近几年来在高速钢生产市场的格局上发生了很大的变化。一批地方企业、研究院所和乡镇企业异军突起,瞄准高附加值的高速钢产品,建设生产线。这些企业发展的速度很快,有的已形成了规模化生产,成为高速钢生产的新生力量,已占全国高速钢生产的。目前已形成规模的企业有江苏夭工实业公司、江苏飞达集团和河北冶金科技等单位。大连地区、重庆地区及江苏扬中、江阴等地区也生产一定量的高速钢。目前生产高速钢的企业已多达10余家[4]。
1.2 高速钢的生产
1.2.1 高速钢冶炼
高速钢多用电弧炉冶炼,用精锻机或汽锤锻。现在国外一些厂家还采用了炉外精炼,这对于一些特殊品种的高速钢来说非常必要,例如双金属带锯用高速钢材,要求钢很纯净,气体含量很低。连铸能大幅度提高高速钢的成材率,但难度很大。德国和奥地利一些厂家曾进行了大量的试验研究,但仅奥地利BREITENFELD厂(勃来登弗勒德厂有试验成功的报道〕,并已正常生产。采用电渣重熔和快锻机加精锻机的锻造方法生产高速钢大断面材,取得了良好的效果。我国特殊钢厂也多是用电弧炉冶炼高速钢,生产大断面材采用电渣重熔。一些中、小型钢厂采用了感应炉加电渣炉的方法生产高速钢,每年产量约数千吨。这种方法使用了较多的返回废钢,降低了成本。
70年代初,由于气体雾化制粉盒热等静压技术的进步,诞生了粉末高速钢。它是快速凝固技术在工业上成功应用的首例冶金材料。粉末高速钢具有以下优点:(1)碳化物颗粒尺寸细小(最大约3μm),分布均匀;(2)可磨削性好;(3)韧性好;(4)热处理时淬硬速度快,在整个截面上硬度分布均匀;(5)热处理后变形小而均匀,保持截面圆度好;(6)能生产出常规铸锻工艺不能生产的更高合金含量的高速钢。气体雾化粉末高速钢的生产工艺主要包括两个步骤:(1)雾化制粉。钢在熔炼之后,于高压气体雾化制取预合金高速钢粉末,每一个粉末颗粒实质上就是一个微小的钢锭。由于凝固的速度很快,使结晶组织很细.(2)粉末成型。美国增祸公司粉末成型的工艺是将粉末装入钢包套,脱气密封之后,直接装入热等静压机加温加压使之致密成粉末高速钢。然后剥掉钢包套,可以锻或轧成材。瑞典公司则采取了不同的生产工艺。为提高生产效率,该公司把理论密度的装粉包套先冷等静压至理论密度,以提高其导热率。然后,经600℃和1150℃二段预热,热装机进行热等静压,产品密度可达理论密度。还有一种喷射沉积技术可用于生产高速钢。该技术由英国Osprey金属公司首创,所以又
Osprey工艺[5]。其原理也是利用气体喷吹液态金属使其雾化并直接沉积在一定形状的收集器上,从而形成高密度预形坯。该工艺省去了粉末高速钢的制粉和成型等许多工序,节省能耗,降低成本。用喷射沉积技术生产的高速钢碳化物分布均匀,颗粒细小(约6~10μm),虽略粗于粉末高速钢,但显著优于常规铸锻工艺生产的高速钢[6]。
1.2.2 高速钢锻造
高速钢属于高碳、高合金特殊钢,在退火状态甚至在淬火状态仍有大量碳化物,因此其具有与众不同的使用性能和良好的热加工工艺性能。但碳化物的不均匀性却给热加工工艺性能与使用性能带来严重损害。严重的碳化物不均匀性使锻造时金属塑性降低,应力集中易产生开裂,综合力学性能与耐磨性差,从而降低了刀具使用寿命。用锻造提高高速钢的碳化物均匀度,能为热处理创造有利条件,提高刀具使用寿命,在工具生产中具有重大作用。当锻件无碳化物均匀度要求,或原材料已达到要求级别时,大体可以直接采用原材料或简单锻造成形。但生产实践表明,当锻造不当,特别是镦粗成形时,碳化物不均匀度可能升级。当简单成形不能满足碳化物均匀性要求时,就必须采用特殊锻造方法,来改善碳化物均匀性与钢材纤维方向,以提高工具综合力学性能。生产中通常有以下几种特殊的锻造方法:
(1)不变方向反复镦拔。
(2)单十字镦拔。
(3)双十字镦拔。
(4)对角线反复镦拔等。
上述方法各有其特点与优越性,可以根据工具使用特点与操作掌握程度具体分析选用。但大多数工厂通常采用的工艺是不变方向反复镦拔,基本上能满足要求,而且操作比较简单,产生裂纹等缺陷较少[7]。
锻造技术由自由锻造发展到径向锻造,其使用的锻造工具有了很大变化。自由锻造一般使用上下平砧进行锻造,通过砧子单方向运动使锭料或坯料受压而产生变
形如图
1.1所示。由于锭料或坯料在自由锻造的情况下展宽和轴向延伸不受工具的
限制,变形阻力小,根据金属塑性变形最小阻力定律,自由锻的锭料或坯料将产生两个方向的塑性变形。而径向锻造一般采用四个锤头,四个锤头在同一平面内分成两组,锭料或坯料在两个方向上受压,其宽展塑性变形受到工具的限制,金属的塑性变形一轴向延伸为主如图1.2所示,极大地提高了金属的锻造效率[8]。
图 1.1 自由锻(1 锤头 2 坯料)1 2