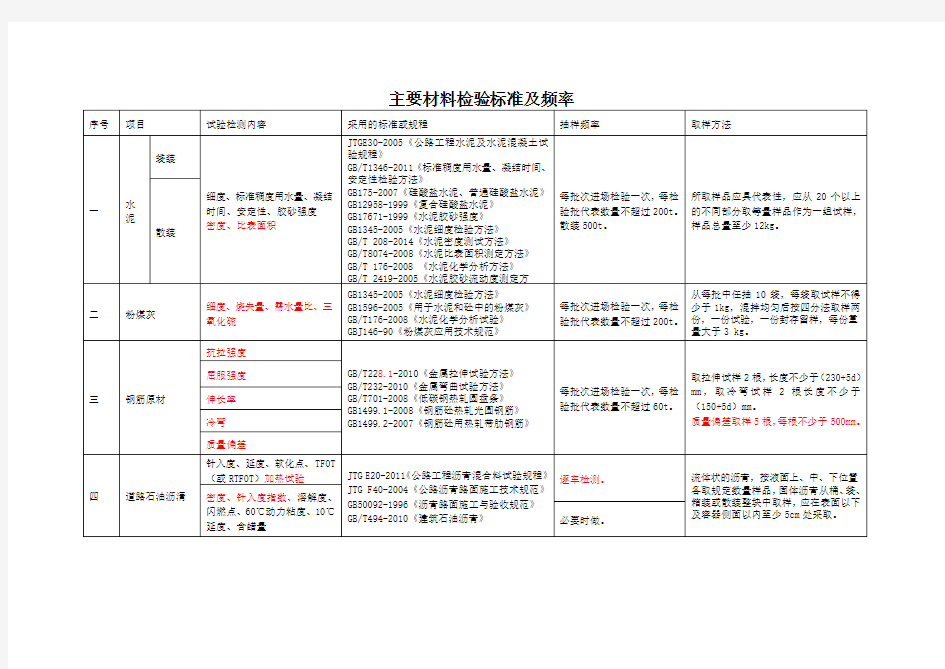
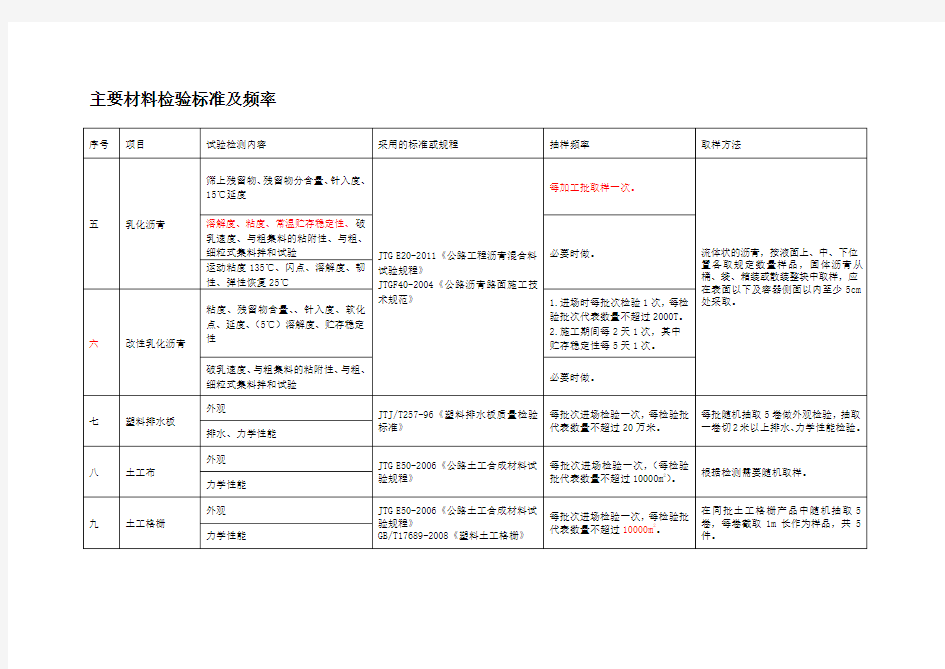
主要材料检验标准及频率
主要材料检验标准及频率
主要材料检验标准及频率
主要材料检验标准及频率
主要材料检验标准及频率
主要材料检验标准及频率
主要材料检验标准及频率
主要材料检验标准及频率
主要材料检验标准及频率
主要材料检验标准及频率
主要材料检验标准及频率
注:表中标有(*)的试验项目为标准试验
常用建筑材料检测取样方法 一、钢筋?钢筋进场时的验收: 钢筋进场时,应按照现行国家标准《钢筋砼用热轧带肋钢筋》GB1499等的规定抽取试件作力学性能检验,其质量必须符合有关标准规定。 验收方法:检查产品合格证、出厂检验报告和进场复验报告。 取样方法:按照同一批量、同一规格、同一炉号、同一出厂日期、同一交货状态的钢筋,每批重量不大于60t为一检验批,进行现场见证取样;当不足60t也为一个检验批,进行现场见证取样。试样分为抗拉试件两根,冷弯试件两根。实验室进行检验时,每一检验批至少应检验一个拉伸试件,一个弯曲试件。?试件长度:冷拉试件长度一般≥500mm(500~650mm),冷弯试件长度一般≥250mm (250~350mm)。 (备注:取样时,从任一钢筋端头,截取500~1000mm的钢筋,再进行取样。) 冷拉钢筋:应进行分批验收,每批重量不大于20t的同等级、同直径的冷拉钢筋为一个检验批。 取样数量:两个拉伸试件、两个弯曲试件。?二、钢筋焊接 钢筋焊接在建筑施工中一般分为:闪光对焊、电阻点焊、电弧焊、电渣压力焊、预埋件T型接头埋弧压力焊、钢筋气压焊。?取样方法: 1、闪光对焊:在同一工作班内,由同一焊工完成的300个同级别、同直径钢筋焊接接头应作为一检验批。当同一台班内不足300个接头时也作为一个检验批。其机械性能试验包括拉伸试验和弯曲试验,应从每批成品中切取6个试件,3个作拉伸试验,3个作弯曲试验。拉伸试件长度一般≥500 mm(50 0~650mm);冷弯试件长度一般≥250mm(250~350mm)。 验收方法:?(1)接头处不得有横向袭纹;
(2)与电极接触处的钢筋表面,Ⅰ~Ⅲ级钢筋焊接时不得有明显烧伤;Ⅳ级钢筋焊接时不得有烧伤;负温闪光对焊时,对于Ⅱ~Ⅳ级钢筋,均不得有烧伤; (3)接头处的弯折角不得大于4。;?(4)接头处的钢筋轴线偏移,不得大于0.1倍钢筋直径,同时不得大于2mm。?2、电阻点焊:凡钢筋级别、直径及尺寸均相同的焊接制品,即为同一类型制品,每200件为一批。?热轧钢筋点焊做抗剪试验,试件为3件,长度一般≥600mm;拔低碳钢丝焊点,除作抗剪试验外,还应对较小钢丝做拉伸试验,试件为3件,试件长度一般≥500 mm(500~650mm)。 3、电弧焊:在现场安装条件下,每一楼层中以300个同类型接头(同钢筋级别、同接头类型、同焊接位置)作为一批,不足300个时,仍作为一批。 从每批成品中切取3个接头作拉伸试验,试件长度一般≥500 mm (500~650mm)。 4、电渣压力焊:在一般构筑物中,每300个同类型接头(同钢筋级别、同焊接位置)作为一批;在现浇砼框架结构中,每一楼层中以300个同类型接头作为一批。?从每批成品中切取3个接头作拉伸试验,试件长度一般≥500 mm (500~600mm)。 验收方法:?(1)接头焊包均匀,不得有流疱、裂纹,焊包自钢筋表面至其外边缘宽度≥2mm,厚度≥4mm;?(2)焊接时钢筋表面不得有明显烧伤,其零线不得接在构件主筋上;?(3)接头处的钢筋轴线偏移不得大于0.1倍钢筋直径,同时4)接头处的弯折角不得大于4。。 不得大于2mm。?( (备注:对焊接检验报告复查时,其焊接的力学性能必须大于或等于其原材的力学性能。本现场暂时未使用到预埋件T型接头埋弧压力焊及钢筋气压焊,因此不予赘述。) 1、水泥 三、水泥、砂石? 水泥进场验收:水泥进场时应对其品种、级别、包装或散装仓号、出厂日期等进行检查,并应对其强度、安定性及其他必要的性能指标进行复验,其质量必须符合现行国家标准《硅酸盐水泥、普通硅酸盐水泥》GB175等的规定。
为保证本公司生产的产品质量, 维护其企业信誉, 向用户提供满意的产品, 本公司原材料采购和检验必须遵守下列规范: 1. 职责 1.1原材料采购和检验人员应努力精通本岗位业务知识, 熟悉和掌握所购材料的技术标准和使用要求。 1.2所购材料必须从本公司评审认可的生产厂和经销商处采购, 不得擅自采购于其它部门及类似的中间商。 1.3从钢厂采购的材料必须以批为单位, 同批材料为同一规格、同一炉号、同一热处理规范的材料所组成, 在运输和装卸过程时应标识清楚不得混乱。 1.4所购材料必须明确其生产厂家, 技术标准和质量文件是否齐全, 与实际材料是否符合。材料入公司即填写验收入库单通知检验室验收。 1.5检验室接到报检通知单后, 应根据检验规程及时检验, 验收合格方可办理入库手续。 1.6检验抽样数量: 外观和几何尺寸30%, 成分分析同一炉批号抽1件, 机械性能同同一炉批号抽2件。 2.元钢的检验 2.1引用文件 GB699-99优质碳素结构钢钢号和一般技术条件 GB1220- 不锈钢棒 GB702- 热扎钢棒尺寸、外型、重量及允许偏差
ASTM A182- 高温用端子或轧制合金钢和不锈钢法兰、锻制管件、阀门和部件。 ASTM A105- 管道元件用碳钢锻件。 ASTM A276不锈钢棒材和型材。 NB/T47008- 承压设备用碳素钢和合金钢锻件。 NB/T47010- 承压设备用不锈钢和耐热钢锻件。 GB1527—97铜及铜合金拉制铜管。 2.2质量文件 核实所提供的原始质量证明文件是否齐全( 如果材质证明为复印件必须加盖经销单位的红色印章) , 内容是否真实, 炉号、批号与实际材料是否相符。 2.3表面质量: 2.3.1不得有裂缝、结疤、夹杂、折迭、发纹、凹坑、鳞层、分层、缩孔。 2.3.2表面局部缺陷应清除, 宽度不得小于清除深度的5倍, 深度不得大于下列数值, 直径小于80的材料为该尺寸公差的一半。 2.3.3直径大于50mm, 允许有15mm的毛刺存在; 直经≤50 mm,允许有10mm毛刺存在。 2.3.4用于冷切削加工的用钢, 表面质量局部缺陷深度不大于该尺寸负偏 差(≤100mm的钢材)。 2.3.5表面缺陷用肉眼检查, 必要时可用锉刀、砂轮及酸洗。
常用建筑材料进场检验批次 一、水泥《混凝土施工验收规范》GB50204-2002 按同一生产厂家、同一等级、同一品种、同一批号且连续进场的水泥,袋装不超过200t 为一批,散装不超过500t为一批,每批抽样检验不少于一次。 二、钢材《钢筋混凝土用热轧带肋钢筋》GB1499 同一牌号、同一炉罐号(批号)、同一规格(直径)、同一交货状态,不大于60t为一个检验批。 三、砂《普通混凝土用砂质量标准及检验方法》JGJ52。 用大型运输工具的,以400立方米或600t为一检验批;用小型工具运输的,以200立方米或300t为一检验批。 四、碎石或卵石《普通混凝土用碎石或卵石质量标准及检验方法》JGJ52。大型运输工具运输的,以400立方米或600立方米为一检验批;小型工具运输的,以200立方米或300吨为一检验,不足一批按一批计。 五、砖《砌体结构验收规范》GB50203-2002 每一生产厂家的砖到现场后,按烧结砖15万块、多孔砖5万块、灰砂砖及粉煤灰砖10万块各为一个检验批,抽检数量为一组。 六、混凝土小型砌块:必须对其强度等级进行复检,每一生产厂家、每一万块至少抽检一组,用于多层以上建筑基础和底层的小砌快抽检数量应不小于二组。 七、钢筋连接 1、电弧焊件接头:在现场安装条件下,每一至二楼层中以300个接头形式、同钢筋级别的接头作为一批:不足300个时,仍作为一批。 2、电渣压力焊接头:在一般构筑物中,以300个同级别钢筋接头为一个检验批;在现浇钢筋混凝土结构中,应为每一层或施工区段中300个同级别钢筋接头作为一批,不足300个接头仍应作为一批。 3、闪光对弧焊接头:在同一台班内焊接接头的数量较少,可在一周内累计计算;累计仍不足300个接头,应按一批计算。 4、气压焊接头:一般构筑物中,以300个接头为一批,在现浇钢筋混凝土结构中,同一楼层中应以300个接头作为一批,不足300个接头仍应作为一批。 5、预埋件钢筋T型接头:以300件同类型预埋件计为一批。在一周内连续焊接时,可累计计算。不足300件时,按一批计算。 6、锥螺纹接头:同一施工条件、同一材料等级、同规格接头,以500个接头为一个验收批,不足500个也为一个验收批。 7、带肋钢筋套筒挤压连接接头:同一批材料同等级、同形式、同规格接头,以500个为一个验收批进行检验,不足500个也作为一个验收批。 8、机械连接件:在同一施工条件下采用同一批材料的同等级、同形式、同规格的接头,已500个接头为一个检验批,不足500个也做一批。 八、混凝土试块: 结构混凝土的强度等级必须符合设计要求。用于检查结构构件混凝土强度的试件,应在混凝土的浇筑地点随机抽取。取样与试件留置应符合下列规定: 1、每拌制100盘且不超过100立方米的同配合比的混凝土,取样不得少于一次。 2、每工作班拌制的同一配合比的混凝土不足100盘时,取样不 得少于一次。 3、当一次连续浇筑超过1000立方米时,同一配合比的混凝土每200立方米取样不得少于一次。
原材料检验规范 1.1原材料材质报告应符合GB/T699优质碳素结构钢GB/T700普通碳素结构钢和GB/T3077合金结构钢要求。板材外形尺寸应符合GB/T709热轧钢板品种,抽查率100%。圆钢外形尺寸应符合GB/T702热轧圆钢抽查率100%见CHFT-ZY-01-8. 2.4-200 3. 4.1.4 型材尺寸应符合GB/T9787-1988热轧等角钢,GB/T706-1988热轧工字钢,GB/T707-1988热轧槽钢,GB/T3277-1991花纹钢板,GB/T8162-1999结构用无缝钢管,GB/T8163-1999输送液体用无缝钢管,GB/T3091-2001低压流体输送用无缝钢体管,抽查率100%.4.1.5不合格品按<不合格品控制程序>执行. 1.2用于焊接结构的各种钢材在划线下料前,其钢板局部的平面度,型钢各种变形超过下列规定,均须矫正,达到要求的允许偏差才可划线。 a)厚度小于14mm的钢板,钢带的直线度,每1m长度内,小于1.5mm。厚度大于14mm的,每1m长度内,不大于1mm。 b)角钢,槽钢,工字钢,管子的直线,每1m长度内,不大于1mm,且最大不大于5mm。 c)角钢两腿的垂直度,不大于腿宽度的1%。 d)工字钢,槽钢翼缘的倾斜度,不大于翼缘宽度的1.25%。
1.2.1用于焊接结构的钢材的钢号,规格,尺寸应符合图样要求.若不符合要求时,应按工厂材料代用制度代用.材料代用应有责任工程师签字. 1.2.2用焊接结构件的焊条应符合图样规定。图样未做出规定的,应符合GB5117《低碳钢焊条》,GB5118《低合金钢焊条》,GB948《对焊焊条》的规定。 1.2.3用于焊接结构件的钢材和焊接材料,须经技术检查部门依据其质量证明书检验后方可使用。对方无牌号,无质量证书的钢材和焊接材料,须进行检验和鉴定,确定其牌号后方可使用。1.2.4钢材上必须有清晰,牢固的标志。严禁使用牌号不明,为经技术检查部门验收的各种材料。 1.2.5成批验收的钢板,每批钢板应有统一炉号,同一厚度,统一热处理制度的钢板组成。 1.2.6图样规定有力学性能和工艺性能要求,应做力学和工艺性能试验。试验项目和试验方法应符合GB150,GB223,GB228,GB232,GB/2106,GB4159,GB4338,GB/T2970的相关规定。 2.2钢材表面质量。 2.2.1钢材表面应平整,端头和边缘整齐,不允许存在有凹凸,裂纹,气泡,结疤,折叠和夹杂等缺陷,不允许有分层,无严重锈蚀。 2.2.2有上述表面缺陷的钢板,允许清理。清理深度从钢板实际尺寸算起,不得超过钢板厚度公差之半,并应保证钢板的最小厚
金属材料是指金属元素或以金属元素为主构成的具有金属特性的材料的统称。包括纯金属、合金、金属材料金属间化合物和特种金属材料等。 【产品描述】 金属材料检测范围涉及对黑色金属、有色金属、合金、铸件、机械设备及零部件等的机械性能测试、化学成分分析、金相分析、精密尺寸测量、无损探伤、耐腐蚀试验和环境模拟测试等。 金属材料通常分为黑色金属、有色金属和特种金属材料。 【检测产品】 钢铁材料:结构钢、不锈钢、耐热钢、高温合金、精密合金、铬、锰及其合金 金属及其合金:轻金属、重金属、贵金属、半金属、稀有金属和稀土金属 特种金属材料:功能合金、金属基复合材料 进口金属材料:生铁、钢锭、钢坯、型材、线材、金属制品、有色金属及其制品 【具体检测项目】 常规元素分析:品质(成份分析)、硅(Si)、锰(Mn)、磷(P)、碳(C)、硫(S)、镍(Ni)、铬(Cr)、铜(Cu)、镁(Mg)、钙(Ca)、铁(Fe)、钛(Ti)、锌(Zn)、铅(Pb)、锑(Sb)、镉(Cd)、铋(Bi)、砷(As)、钠(Na)、钾(K)、铝(Al)、牌号测定、水份、 贵金属元素分析:银(Ag)、金(Au)、钯(Pd)、铂(Pt)、铑(Rh)、钌(Ru)、铱(Ir)、锇(Os) 金属机械强度检测:屈服强度、延伸率、弯曲试验、洛氏强度、抗拉强度拉断荷重、应力松弛试验、镀锌量测试、附着力测试、浸铜试验、高低温拉伸试验、压缩试验、剪切试验、扭转试验 【重点检测项目】 化学性能:抗蚀性、抗氧化性 物理性能:密度、熔点、热膨胀性 机械性能:抗拉强度、抗压强度、抗弯强度、抗剪强度、塑性、硬度、疲劳、冲击韧性、耐久性、弹性模数、韧性 【检测方法】 GB/T 10128-2007金属材料室温扭转试验方法 GB/T 12443-2007金属材料扭应力疲劳试验方法
原料进厂检验记录表 年月日编号物料名称料号数量 采购单号 供应商 检验项目抽样数不良数验收单号 备 及格 注 不及格 □全批 说 □分批交货 明 结 果□接受□退货□扣款□检验不良品退回 格式编呈:主管:检验员 原材料检验记录表 原料名称:多样性生物活性肽 序号抽样过程 批次号抽样日期标准要求应抽组数实抽组数实测结果试验结 论
有效物质含量 YCL2016011601 2016.01.16 2 2≥98% 有效物质含量 ≥98% 2YCL20160626012016.06.2211 有效物质含量 ≥98% 3YCL20161011012016.10.1133有效物质含量 =99.27% 合格 有效物质含量 =98.65% 合格 有效物质含量 =99.14% 合格 最终结论:合格 检验员:李强 原材料检验记录表02 原料名称:枯草芽孢杆菌 序号抽样过程试验结 论
有效活菌数 ≥ 200 亿 /g ( % ); 有效活菌数 = 水分 ≤8% 8( 250.24 亿/g (% ); 1 YCL2016012201 2016.01.22 2 2 水分 =6.83% 8(% ) 有效活菌数 ≥ 有效活菌数 = 2 YCL2016111501 200 亿 /g ( % ); 3 278.36 亿/g (% ); 2016.11.15 3 水分 ≤8% 水分 =6.98% 8( 合格 合格 最终结论: 合格 检验员:李强 原材料检验记录表 03 原料名称: 生物酶制剂 序号 抽样过程 试验结 论
1YCL20160214012016.02.14酶活力≥ 5万33酶活力=6.82万 2YCL20160715012016.07.15酶活力≥ 5万22酶活力=5.97万YCL20161220012016.12.20酶活力≥ 5万33酶活力=6.64万合格 合格合格 最终结论:合格 检验员:李强 原材料检验记录表04 原料名称:氨基酸
采购物品检验规范(焊条) 主题内容和适用范围 本规范规定了本公司所有焊条的检验项目及技术要求。适用与本公司所有焊条 的采购与入库验收。 1、焊条检验规范 技术要求 2.1.1焊条型号:碳钢焊条J422 (E4303)、J506;不锈钢焊条。 2.1.2焊条表面不应有裂纹、气泡、锈蚀及剥落缺陷。 2.1.3焊条质量保证书或合格证齐全,出厂日期在保质期内。规格型号标识与实物相符,包装完好本公司采购的焊条必须附有证明该批产品符合标准要求的出厂合格证,并且合格证上的规格、级别与实物相符。调研时有品牌要求的,要核对所采购的产品是否是该品牌的,采购部要在入库单上注明品牌要求,否则不予办理入库手续。 检验方法 对2.1.1、、项目目测检验。对入厂的焊条,验证供应商提供的该批焊条的质量保证书、合格证,对长期供货的供应商可半年一次提供一次质量保证书。 抽样方法及判定依据 按1%的比例进行:有1件不合格,加倍抽取,加倍抽取不合格时,判定为整批不合格。2、焊丝检验规范: 技术要求 3.1.1焊丝型号:H08,φ 3.1.2外观:表面光滑平整,不应有毛刺、划痕、锈蚀和氧化等。 3.1.3焊条质量保证书或合格证齐全,出厂日期在保质期内。规格型号标识与实物相符,包装完好。 3.1.4尺寸:应符合下表的规定
检验方法 3.2.1对、、项目目测检验。对入厂的焊条,验证供应商提供的该批焊条的质量保证书、合格证,对长期供货的供应商可半年一次提供一次质量保证书。 3.2.2对用游标卡尺测量。 抽样方法及判定依据 每批按1%的比例进行:有1件不合格,加倍抽取,加倍抽取不合格时,判定为整批不合格。 潍坊中云机器有限公司 质量管理部 2012-8-30 采购物品检验规范(原材料) 主题内容和适用范围 本规范规定了本公司所有原材料的检验项目及技术要求。使用与本公司所有原材料的采购与入库验收。 1钢板检验要求 技术要求 1.1.1表面质量:钢板表面不得有气泡、裂纹、结疤、拉裂和夹杂,钢板不得有分层本公司采购的原材料必须附有证明该批产品符合标准要求的出厂合格证,并且合格证上的规格、级别与实物相符。调研时有品牌要求的,要核对所采购的产品是否是该品牌的,采购部要在入库单上注明品牌要求,必须提供本批次材料的质量证明书,否则不予办理入库手续。
金属材料检测检验检测标准 金属材料检测范围涉及对黑色金属、有色金属、合金、铸件、机械设备及零部件等的机械性能测试、化学成分分析、金相分析、精密尺寸测量、无损探伤、耐腐蚀试验和环境模拟测试等。青岛科标检测中心出具权威资质认证国家认可的检测报告。 检测项目: 常规元素分析 品质(成份分析)、硅(Si)、锰(Mn)、磷(P)、碳(C)、硫(S)、镍(Ni)、铬(Cr)、铜(Cu)、镁(Mg)、钙(Ca)、铁(Fe)、钛(Ti)、锌(Zn)、铅(Pb)、锑(Sb)、镉(Cd)、铋(Bi)、砷(As)、钠(Na)、钾(K)、铝(Al)、牌号测定等 贵金属元素分析 银(Ag)、金(Au)、钯(Pd)、铂(Pt)、铑(Rh)、钌(Ru)、铱(Ir)、锇(Os) 物理性能:磁性能、电性能、热性能、抗氧化性能、耐磨、盐雾、腐蚀、密度、热膨胀系数、弹性模量、硬度; 化学性能:大气腐蚀、晶间腐蚀、应力腐蚀、点蚀、腐蚀疲劳、人造气氛腐蚀; 力学性能:拉伸、弯曲、屈服、疲劳、扭转、应力、应力松弛、冲击、磨损、硬度、耐液压、拉伸蠕变、扩口、压扁、压缩、剪切强度等; 工艺性能:细丝拉伸、断口检验、反复弯曲、双向扭转、液压试验、扩口、弯曲、卷边、压扁、环扩张、环拉伸、显微组织、金相分析; 检测产品: 钢铁材料:结构钢、铜、铝、铁、不锈钢、耐热钢、高温合金、精密合金等 金属及其合金:轻金属、重金属、贵金属、半金属、稀有金属和稀土金属等; 特种金属材料:功能合金、金属基复合材料等; 金属材料制品:生铁、铝管、铁板、铁管、钢锭、钢坯、型材、线材、金属制品、有色金属及其制品等。 检测标准: 978-7-5066-5282-7 无机非金属材料检测标准手册胶凝材料卷 CB 1369-2002 舰船用金属材料进货检验及验收规则 CB 1370-2002 舰船用非金属材料进货检验及验收规则 CB/Z 264-1998 金属材料低周疲劳表面裂纹扩展速率试验方法
QB 河南省威特消防设备有限公司 Q/WTXF-ZC03001-2013 原材料检验规程 1. 目的 以及自己设计生产的,使产品使用的物资质量得到有效控制。 2. 适用范围 适用于公司常用及原辅料(关键元器件)的进货检验以及自己生产的元器件。 3. 主要依据 常用物资相关的国家/行业标准(见附表) 公司编制的《物料清单》。 Q/《认证产品一致性控制程序》 CNCA-09C-075:2011《消防产品类强制性认证实施规则》 GB20031-2005《泡沫灭火系统及部件通用技术条件》 4. 一般规定 常用及原辅料(关键元器件)的检验一般应分三个阶段进行:入库检验、出库检验和试运行阶段的检验。 1入库检验 各类常用及原辅料(关键元器件)入库前质检人员必须根据供货合同、材料采购建议单以及相关的质量要求和检验方法对该批(同制造厂、同规格、同型号、同材质、同时到货的为一批)物资的规格、型号、数量、质量证明文件(质量证
明书、合格证以及产品说明书等)是否齐全有效,检验项目应严格按照《原材料检验规程》执行,验证合格后,仓库管理员确认数量后入库,对不符合认证产品要求的关键元器件和材料不得入库,做退货处理。 对于有特殊要求必须在入库前做的特性试验或对质量有怀疑时应按标准要求进行复验合格后方可办理正式入库。 出库检验 有些检验项目在入库时来不及检验的物资,必须按《关键元器件和材料控制程序》的规定,进行检验和试验状态标识,在出库前进行检验,确认合格后方可发放出库。 试运行阶段的检验 对关键元器件在运行前无法检验或确有困难的检验项目,可在设备试运阶段按《例行检验和确认检验控制程序》的规定进行检验。 常用及原辅料(关键元器件)检验所使用的计量器具应是在检定周期内的合格计量器具。 常用及原辅料(关键元器件)质量证明文件必须齐全有效,供货方提供的质量证明书复印件应有供货方加盖的公章。 常用及原辅料(关键元器件)检验应有相应的安全技术措施。 关键元器件每年应定期确认检验,或生产商提供第三方检查报告,检测项目和要求与提供的资料一致。 质检部必须有关键元器件供货商的日常供货记录和材料质量记录,保证材料应与初始样品一致,持续的满足要求,质检部应对每个供货商每批供货质量进行评价与统计,作为每年的评价依据。
金属材料属于冶金产品,从事金属材料生产、订货、运输、使用、保管和检验必须依据统一的技术标准--冶金产品标准。对从事金属材料的工作人员必须掌握标准的有关内容。我国冶金产品使用的标准为国家标准(代号为"国标"GB"")、部标(冶金工业部标准"YB"、一机部标"JB"等、)企业标准三级。 一、包装检验 根据金属材料的种类、形状、尺寸、精度、防腐而定。 1.散装:即无包装、揩锭、块(不怕腐蚀、不贵重)、大型钢材(大型钢、厚钢板、钢轨)、生铁等。 2.成捆:指尺寸较小、腐蚀对使用影响不大,如中小型钢、管钢、线材、薄板等。 3.成箱(桶):指防腐蚀、小、薄产品,如马口铁、硅钢片、镁锭等。 4.成轴:指线、钢丝绳、钢绞线等。 对捆箱、轴包装产品应首先检查包装是否完整。 二、标志检验 标志是区别材料的材质、规格的标志,主要说明供方名称、牌号、检验批号、规格、尺寸、级别、净重等。标志有; 1.涂色:在金属材料的端面,端部涂上各种颜色的油漆,主要用于钢材、生铁、有色原料等。 2.打印:在金属材料规定的部位(端面、端部)打钢印或喷漆的方法,说明材料的牌号、规格、标准号等。主要用于中厚板、型材、有色材等。 3.挂牌:成捆、成箱、成轴等金属材料在外面挂牌说明其牌号、尺寸、重量、标准号、供方等。 金属材料的标志检验时要认真辨认,在运输、保管等过程中要妥善保护。 三、规格尺寸的检验 规格尺寸指金属材料主要部位(长、宽、厚、直径等)的公称尺寸。 1.公称尺寸(名义尺寸):是人们在生产中想得到的理想尺寸,但它与实际尺寸有一定差距。 2.尺寸偏差:实际尺寸与公称尺寸之差值叫尺寸偏差。大于公称尺寸叫正偏差,小于公称尺寸叫负偏差。在标准规定范围之内叫允许偏差,超过范围叫尺寸超差,超差属于不合格品。 3.精度等级:金属材料的尺寸允许偏差规定了几种范围,并按尺寸允许偏差大小不同划为若干等级叫精度等级,精度等级分普通、较高、高级等。 4.交货长度(宽度):是金属材料交货主要尺寸,指金属材料交货时应具有的长(宽)度规格。 5.通常长度(不定尺长度):对长度不作一定的规定,但必须在一个规定的长度范围内(按品种不同,长度不一样,根据部、厂定)。 6.短尺(窄尺):长度小于规定的通常长度尺寸的下限,但不小于规定的最小允许长度。对一些金属材料,按规定可交一部分"短尺"。 7.定尺长度:所交金属材料长度必须具有需方在订货合同中指定的长度(一般正偏差)。 8.倍尺长度:所交金属材料长度必须为需方在订货合同中指定长度的整数倍(加锯口、正偏差)。 规格尺寸的检验要注意测量材料部位和选用适当的测量工具。 四、数量的检验 金属材料的数量,一般是指重量(除个别例垫板、鱼尾板以件数计),数量检验方法有: 1.按实际重量计量:按实际重量计量的金属材料一般应全部过磅检验。对有牢固包装(如箱、合、桶等),在包装上均注明毛重、净重和皮重。如薄钢板、硅钢片、铁合金可进行抽检数
常用建筑材料进场检验批次1 常用建筑材料进场检验批次 一、水泥《混凝土施工验收规范》GB50204-2002 7.2.1条 按同一生产厂家、同一等级、同一品种、同一批号且连续进场的水泥,袋装不超过200t 为一批,散装不超过500t为一批,每批抽样检验不少于一次。 二、钢材《钢筋混凝土用热轧带肋钢筋》GB1499 同一牌号、同一炉罐号(批号)、同一规格(直径)、同一交货状态,不大于60t为一个检验批。 三、砂《普通混凝土用砂质量标准及检验方法》JGJ52。 用大型运输工具的,以400立方米或600t为一检验批;用小型工具运输的,以200立方米或300t为一检验批。 四、碎石或卵石《普通混凝土用碎石或卵石质量标准及检验方法》JGJ52。大型运输工具运输的,以400立方米或600立方米为一检验批;小型工具运输的,以200立方米或300吨为一检验,不足一批按一批计。 五、砖《砌体结构验收规范》GB50203-2002 5.2.1条 每一生产厂家的砖到现场后,按烧结砖15万块、多孔砖5万块、灰砂砖及粉煤灰砖10万块各为一个检验批,抽检数量为一组。 六、混凝土小型砌块:必须对其强度等级进行复检,每一生
产厂家、每一万块至少抽检一组,用于多层以上建筑基础和底层的小砌快抽检数量应不小于二组。 七、钢筋连接 1、电弧焊件接头:在现场安装条件下,每一至二楼层中以300个接头形式、同钢筋级别的接头作为一批:不足300个时,仍作为一批。 2、电渣压力焊接头:在一般构筑物中,以300个同级别钢筋接头为一个检验批;在现浇钢筋混凝土结构中,应为每一层或施工区段中300个同级别钢筋接头作为一批,不足300个接头仍应作为一批。 3、闪光对弧焊接头:在同一台班内焊接接头的数量较少,可在一周内累计计算;累计仍不足300个接头,应按一批计算。 4、气压焊接头:一般构筑物中,以300个接头为一批,在现浇钢筋混凝土结构中,同一楼层中应以300个接头作为一批,不足300个接头仍应作为一批。 5、预埋件钢筋T型接头:以300件同类型预埋件计为一批。在一周内连续焊接时,可累计计算。不足300件时,按一批计算。 6、锥螺纹接头:同一施工条件、同一材料等级、同规格接头,以500个接头为一个验收批,不足500个也为一个验收批。 7、带肋钢筋套筒挤压连接接头:同一批材料同等级、同形式、同规格接头,以500个为一个验收批进行检验,不足500个也作为一个验收批。
主要原材料检验标准与取 样方法细则 Prepared on 24 November 2020
主要原材料检验标准与取样方法细则 一、钢筋的取样试验 (一)钢筋 1.检验标准: 钢筋原材试验应以同厂别、同炉号、同规格、同一交货状态、同一进场时间每60t为一验收批,不足60t时,亦按一验收批计算。 2.取样数量: 每一验收批中取试样一组(2根拉力、2根冷弯、1根化学)。低碳钢热轧圆盘条时,拉力1根。 3.取样方法: ⑴试件应从两根钢筋中截取:每一根钢筋截取一根拉力,一根冷弯,其中一根再截取化学试件一根,低碳热轧圆盘条冷弯试件应取自不同盘。(25/45,30/50) ⑵试件在每根钢筋距端头不小于500mm处截取。 ⑶拉力试件长度:7d0+200mm。 ⑷冷弯试件长度:5d0+150mm。 ⑸化学试件取样采取方法: 1)分析用试屑可采用刨取或钻取方法。采取试屑以前,应将表面氧化铁皮除掉。 2)自轧材整个横截面上刨取或者自不小于截面的1/2对称刨取。 3)垂直于纵轴中线钻取钢屑的,其深度应达钢材轴心处。 4)供验证分析用钢屑必须有足够的重量。 (二)冷拉钢筋 应由不大于20t的用级别、同直径冷拉钢筋组成一个验收批,每批中抽取3根钢筋,每
根取3个试样分别进行拉力冷弯试验。 (三)冷拔低碳钢丝 1.甲级钢丝的力学性能应逐盘检验,从每盘钢丝上任一端截去不少于500mm后再取两个试样,分别作拉力和180°反复弯曲试验,并按其抗拉强度确定该盘钢丝的组别。 2.乙级钢丝的力学性能可分批抽样检验。以同一直径的钢丝5t为一批,从中任取三盘,每盘各截取两个试样,分别作拉力和反复弯曲试验。如有一个试样不合格,应在未取过试样的钢丝盘中,另取双倍数量的试样,再做各项试验。如仍有一个试样不合格,则应对该批钢丝逐盘检验,合格者方可使用。 注:拉力试验包括抗拉强度和伸长率两个指标。 二、焊接钢筋试件的取样 焊接钢筋试验的试件应分班前焊试件和班中焊试件;班前焊试件是用于焊接参数的确定和可焊性能的检测。班中焊试件是用于成品质量的检验。 (一)钢筋闪光对焊接头 1.钢筋接头检验标准: 同一台班内,由同一焊工完成的200个同级别、同直径钢筋焊接接头作为一批。若同一台班内焊接的接头数量较少,可在一周内累计计算。若 累计仍不足200个接头,则仍按一批计算; 2.取样数量: 每一批取试件一组(6个)3个拉力试件、3个弯曲试件; 3.取样方法: ⑴试件应从成品中切取; ⑵在钢筋同规格、同型号、同焊接生产条件下作焊接模拟试件;
金属材料外观缺陷的检验与处理 金属材料外观缺陷的检验 钢材表面缺陷:结疤、裂缝、气泡、夹杂(非金属夹杂)、折叠、麻面、分层、拉裂、辊印、粘结等不得超出相应标准规定。 有色金属材料表面缺陷:裂缝、起皮、起泡、针孔、夹杂、起刺、压折、划伤、擦伤、斑点、凹坑、压灰、辊印等不得超出相应标准规定。 金属材料形状缺陷:弯曲、波浪弯、镰刀弯、瓢曲、扭转、外缘斜度(工字钢)、弯腰挠度(工字钢、槽钢)、椭圆、凹面(钢管)、剪切偏斜,锯齿形边(钢板)、剪切宽窄、塌肩(槽钢)、厚薄不均、厚边(钢板)、缺角(钢板)等不得超出相应标准规定。 金属材料外观缺陷的处理 金属材料的外观缺陷,在验收中除根据相应标准判别外,还应根据实际情况做好文字记录,必要时照像摄影留存,作为综合判断处理的依据。 金属材料的锈蚀 金属材料锈蚀的分类 分轻锈(浮锈)、中锈(迹锈)、重锈(层锈)、水渍、粉末锈、破锡(锌)锈 金属材料锈蚀的计算 板材锈蚀的计算:两面锈蚀在相对的同一部位,按较重的一面锈蚀面积计算,不在同一部位的,按两面锈蚀面积之和计算。 管材锈蚀的计算:内外壁锈蚀在相对的或同一长度的同一部位,按较重的一面锈蚀长度计算,不在同一部位的或不在同一长度内的,按两面锈蚀之和计算。 型材锈蚀的计算:按锈蚀长度计算,在已计算的长度内,各点、段处不重复加以计算。金属材料锈蚀等级的划分
金属材料锈蚀的处理 一般一、二级锈蚀要根据情况做贬值处理,三级锈蚀的材料拒收。贬值处理后入库的材料要及时做好除锈、防锈处理,以免锈蚀程度增加。 部分常用金属材料的外观质量检验 圆钢、方钢、条钢、槽钢、工字钢、角钢、扁钢的外观质量检验 圆钢、方钢、工字钢、角钢不应有扭转、弯折。条钢表面用肉眼检查,不应有裂缝、折迭、结疤和夹杂,两端不应有分层和6mm以上的毛刺。扁钢不应有显著的扭转,侧边不应有显著弧形凸起或凹入。 线材的外观质量检验 盘条表面不能有裂缝、折迭、结疤、分层及杂夹。钢筋表面不应有裂缝、结疤和折迭;钢筋表面可有凸块,但不应超过螺纹筋的高度,钢筋的螺纹筋与纵筋应相连接。 钢板、钢带的外观质量检验 钢板、钢带的表面不应有裂纹、结疤、折叠、气泡和夹渣;不应有分层;表面可有深度和高度小于或等于厚度公差之半的折印、麻点、划伤、小拉痕,以及氧化铁皮脱落所造成的表面粗糙等局部缺陷;表面的局部缺陷,可用修磨方法清除,但清除深度小于或等于钢板、钢带厚度公差之半。 无缝钢管的外观质量检验 钢管的外表面不应有裂缝、折迭、轧折、离层、发纹和结疤等缺陷,缺陷清除深度不能超过公称壁厚的负偏差,清除处的实际壁厚大于或等于壁厚的最小值。 焊接钢管的外观质量检验 钢管内外表面应光滑,不应有折迭、裂缝、分层、搭焊等缺陷,表面可有不超过壁厚负偏差的划道、刮伤、焊缝错位、烧伤和结疤等缺陷存在,允许焊缝处壁厚增厚和内缝焊筋存在。 镀锌钢管的外观质量检验 镀锌钢管的内外表面应有完整的镀锌层,不应有未镀上锌的黑斑和气泡存在,局部可有微小的粗糙和不明显的锌瘤存在。 套管、油管的外观质量检验 套管、油管的管体内外表面及接箍外表面不应有折迭、发纹、离层、裂缝、轧折和结疤等缺陷;套管、油管及其接箍外表面应有一层透明光滑、致密、防锈的涂层;管体、接箍不能有碰伤变形、管体弯曲;从靠近接箍的管体表面查漆印、钢印,识别钢级、查壁厚;成捆油管拆捆后不应有明显弯曲。 钻杆的外观质量检验 杆体表面外观检验与套管、油管要求相同;所有加厚钻杆的管体表面加厚过渡段结构应平整,不应有直台肩、折皱、表面凹凸尖角。 钻铤的外观质量检验 钻铤管体内外表面不应有裂纹、分层和结疤等缺陷,若有缺陷应修磨消除。修磨处与钻铤表面呈圆弧过渡。钻铤表面的任何部位不能焊补。
常用建筑材料检测 标准 1
一.砂 1.执行标准:JGJ52-92<普通砼用砂质量标准及检验方法> 2.检验批次:应以在施工现场堆放的同产地,同规格分批验收,以400立方米或600吨为一验收批,不足上述数量者以一批计。对于一次进场数量较少,且随进随用者,当质量比较稳定时,能够一个月为一周期以400立方米或600吨为一检验批,不足者亦为一个批次进行抽检。每次从8个不同部位,取样22kg。单项试验的最少取样数量应符合下表规定。做几项试验时,如确能保证试样经一项试验后不致影响另一项试验的结果,可用同一试样进行几项不同的试验。 单项试验取样数量 (kg) 3.检验项目:若受检单位能够提供法定检测单位出具的,能够证明该批砂子合格的检测报告原件,则只做必检项目:颗粒级配;含泥量;泥块含量;CI-含量检验,若无证明材料,或法定单位检测报告与产品 2
不符(有较大差异)时则应对该批材料进行: 1)颗粒级配、2)表观密度、3)紧密和堆积密度、4)含水率、5)含泥量、6)泥块含量、7)有机物含量、8)云母含量、9)轻物质含量、10) 坚固性、11) 硫化物及硫酸盐含量、12) CI-含量、13) 碱活性(根据双方商定)检验4.检验结论: 1)抽样必检:根据JGJ52-92,该批砼用砂必检项目合格(或不合格) 2)抽样全项:根据JGJ52-92,该批砼用砂合格(或不合格) 3)委托必检:根据JGJ52-92,该砼用砂必检项目合格(或不合格) 4)委托全项:根据JGJ52-92,该砼用砂合格(或不合格) 二.卵石(碎石) 1.执行标准:JGJ53-92<普通砼用卵石(碎石)质量标准及检验方法> 2.检验批次:应以在施工现场堆放的同产地,同规格分批验收,以400立方米或600吨为一验收批,不足上述数量者以一批计。对于一次进场数量较少,且随进随用者,当质量比较稳定时,能够一个月为一周期以400立方米或600吨为一检验批,不足者亦为一个批次进行抽检。每次从15个不同部位,取样60kg。单项试验的最少取样数量应符合下表规定。做几项试验时,如确能保证试样经一项试验后不致影响另一项试验的结果,可用同一试样进行几项不同的试验。 单项试验取样数量 (kg) 3
铜板原材料检验规范 1 目的 通过对铜板原材料的检验确保本厂生产的产品符合生产工艺及客户的质量技术要求。 2 范围 适用于本厂生产用的所有铜板类原材料。 3 验收规则 3.1铜板类的质量由供方技术部门检查和验收。 3.2 供方必须保证交货的铜板符合有关规定,并出具理化检测报告单,本厂将按批次选取样块,送理化室进行复查。 3.3 铜板到厂应附有证明该批铜板符合标准要求和订货合同的质量证明书。 4 外观质量 铜板的表面应清洁,不应有起刺、氧化铜等缺陷。 不应有分层、裂缝、起皮、夹杂和绿锈,但许可有轻微的、局部的、不使板厚超出其允许偏差的划伤、斑点、凹坑、压入物、辊印和修理痕迹等缺陷。 轻微的氧化色、发暗和轻微局部的油迹、水迹,不作为缺陷依据。 板材应平直,但允许有轻微的波浪。 板材的边应切直,无裂边、卷边,允许有轻微的毛刺。 5 尺寸要求 参照铜板类尺寸偏差标准。 6 附表
厚度/mm 宽度/mm 200~ 500 >500~ 1000 >1000~ 1500 >1500~ 2000 >2000~ 2500 >2500~ 3000 厚度允许偏差/mm,± 4.0~6.0 0.22 0.22 0.35 0.36 ——>6.0~8.0 0.23 0.25 0.35 0.38 ——>8.0~ 12.0 0.30 0.34 0.45 0.50 0.55 0.60 >12.0~ 16.0 0.35 0.45 0.60 0.65 0.70 1.00 >16.0~ 20.0 0.50 0.65 0.75 0.75 0.80 1.50 >20.0~ 25.0 0.65 0.80 0.95 1.00 1.05 2.10 >25.0~ 30.0 0.80 0.90 1.05 1.10 1.20 2.30 >30.0~ 40.0 1.00 1.10 1.25 1.30 1.40 2.70 >40.0~ 50.0 — 1.40 1.50 1.55 1.65 3.50 >50.0~ 60.0 — 1.70 2.00 2.20 2.70 4.30
常用建筑材料检验批次 一、水泥取样 1、散装水泥:同一水泥厂生产的同期出厂的同品种、同标号的水泥,以一次进场的同一出厂编号的水泥为一批,且总重量不超过500t。 2、袋装水泥:同一水泥厂生产的同期出厂的同品种、同标号水泥,以一次进场的同一出厂编号为一批,且总重量不超过200t。 二、钢材取样 1、钢筋混凝土用钢筋:应按批进行检查,每批由同一厂别、同一炉罐号、同一规格、同一交货状态、同一进场时间为一验收批,且每批数量不大于60t,取一组试样。一组9根(5根550mm,4根400mm)。(委托时要标明结构形式及是否为一、二、三级抗震等级) 2、焊件:(应作焊前试验和焊中抽样试验)(焊前工艺检验详见JGJ18-2013) (1)钢筋闪光对焊接头:在同一台班内,由同一焊工完成的300个同级别、同直径钢筋焊接接头应作为一批。当同一台班内焊接的接头数量较少。可在一周之内累计计算; 累计仍不足300个接头应按一批计算。 (2)钢筋电弧焊接头:在现场安装条件下,每1—2楼层中以300个同接头形式、同钢筋级别的接头作为一批;不足300个时,仍作为一批。 (3)钢筋电渣压力焊接头: a)在一般构筑物中,应以300个同级钢筋接头作为一批。 b)在现浇钢筋混凝土多层结构中,应以每一楼层或施工区段中300个同级别钢筋接头作为一批,不足300个接头仍应作为一批。 (4)钢筋气压焊接头: a)在一般构筑物中,以300个接头作为一批。 b)在现浇钢筋混凝土房屋结构中,同一楼层中应以300个接头作为一批;不足300个接头仍应作为一批。 三、砂、石取样 同一产地以400M3或300t为一批,取一组试样送检试验。 四、建筑用砌墙砖取样 同一砖厂生产的同标号烧结普通砖检验批量宜在15万块为一验收批,但不得超过一 条生产线的日产量,不足15万块按一批计;烧结空心砖、多孔砖每10万块为一验收 批。
检验规程 文件编号: 编制:技术科 审核: 批准: 发布日期:二O O三年一月实施日期:二O O三年一月
检验规程;目录 目录 第一章原材料检验 第一节检验制度 第二节总则 第三节圆铜线的检验 第四节聚氯乙烯的检验 第五节不合格原材料的处理 第六节相关质量记录及表格 第二章过程检验 第三章成品检验 第一节总则 第二节电线电缆机械物理性能试验方法第三节电线电缆电气性能试验 第四章包装技术条件
检验规程:第一章原材料检验 第一节检验制度 1.凡进厂的聚氯乙烯、聚乙烯、圆铜丝,辅料经检验或验证方 可入库。 2.辅助材料如填充料、绕包带、钢带、铜带等,入库时应由检 验人员进行验证,核对型号、规格、数量是否与产品合格证符合。 3.检验方法按国家现行标准或供需签订的技术协议实施。 4.主要原材料进厂应有供方的合格证和质量保证书。检验人员 按检验规程检验或验证。铜丝采用抽样试验,塑料采用验证方法。 5.检验员填写检验结果通知单交仓库。合格的原材料按手续入 库;不合格的由仓库通知供销科联系供方处理。 6.质检人员应督促仓库做好不合格原材料的处置工作,并作好 记录。 第二节总则 1.适用范围 2.适用于生产电线电缆用聚氯乙烯、聚乙烯、铜丝及辅料的进厂抽 样检验、定期抽样或验证。 3.检验批的确定 4.同一生产厂家、同一天进厂、同一个规格定为一个检验批。 5.试验与判断
5.1样本应根据检验规程的试验项目进行试验或验证,将试验结 果与标准比较。 5.2当任何一项试验结果不合格时,应进行第二次抽样,对不合 格项目进行检测,如仍出现不合格时,应判断为不合格批。 5.3由于本厂的测试设备有限,部分工艺试验项目须送检测机构 检验或送“兄弟”单位检验。 第三节圆铜线的检验 1.抽样规定 1.1本试验方法引用标准: 1.2G B3953-83电工圆铜线; 1.3G B4904-85裸电线试验方法; 1.4电线电缆电性能试验方法——导体直流电阻试验。
主要原材料检验标准与取样方法细则 一、钢筋的取样试验 (一)钢筋 1.检验标准: 钢筋原材试验应以同厂别、同炉号、同规格、同一交货状态、同一进场时间每60t为一验收批,不足60t时,亦按一验收批计算。 2.取样数量: 每一验收批中取试样一组(2根拉力、2根冷弯)。低碳钢热轧圆盘条时,拉力1根。 3.取样方法: ⑴试件应从两根钢筋中截取:每一根钢筋截取一根拉力,一根冷弯,低碳热轧圆盘条冷弯试件应取自不同盘。(25/45,30/50)
⑵试件在每根钢筋距端头不小于500mm处截取。 ⑶拉力试件长度:7d0+200mm。 ⑷冷弯试件长度:5d0+150mm。 ⑸化学试件取样采取方法: 1)分析用试屑可采用刨取或钻取方法。采取试屑以前,应将表面氧化铁皮除掉。 2)自轧材整个横截面上刨取或者自不小于截面的1/2对称刨取。 3)垂直于纵轴中线钻取钢屑的,其深度应达钢材轴心处。 4)供验证分析用钢屑必须有足够的重量。 (二)冷拉钢筋 应由不大于20t的用级别、同直径冷拉钢筋组成一个验
收批,每批中抽取3根钢筋,每根取3个试样分别进行拉力冷弯试验。 (三)冷拔低碳钢丝 1.甲级钢丝的力学性能应逐盘检验,从每盘钢丝上任一端截去不少于500mm后再取两个试样,分别作拉力和180°反复弯曲试验,并按其抗拉强度确定该盘钢丝的组别。 2.乙级钢丝的力学性能可分批抽样检验。以同一直径的钢丝5t为一批,从中任取三盘,每盘各截取两个试样,分别作拉力和反复弯曲试验。如有一个试样不合格,应在未取过试样的钢丝盘中,另取双倍数量的试样,再做各项试验。如仍有一个试样不合格,则应对该批钢丝逐盘检验,合格者方可使用。 注:拉力试验包括抗拉强度和伸长率两个指标。 二、焊接钢筋试件的取样 焊接钢筋试验的试件应分班前焊试件和班中焊试件;班前焊试件是用于焊接参数的确定和可焊性能的检测。班中焊