
可转位刀片型号与ISO表示规则
式中1表示为刀片形状的代码(图1),如代码C表示刀尖角为80°;
图1??刀片形状代码
式中2表示为主切削刃后角的代码(图2),如代码N表示后角为0°
图2??主切削刃后角代码
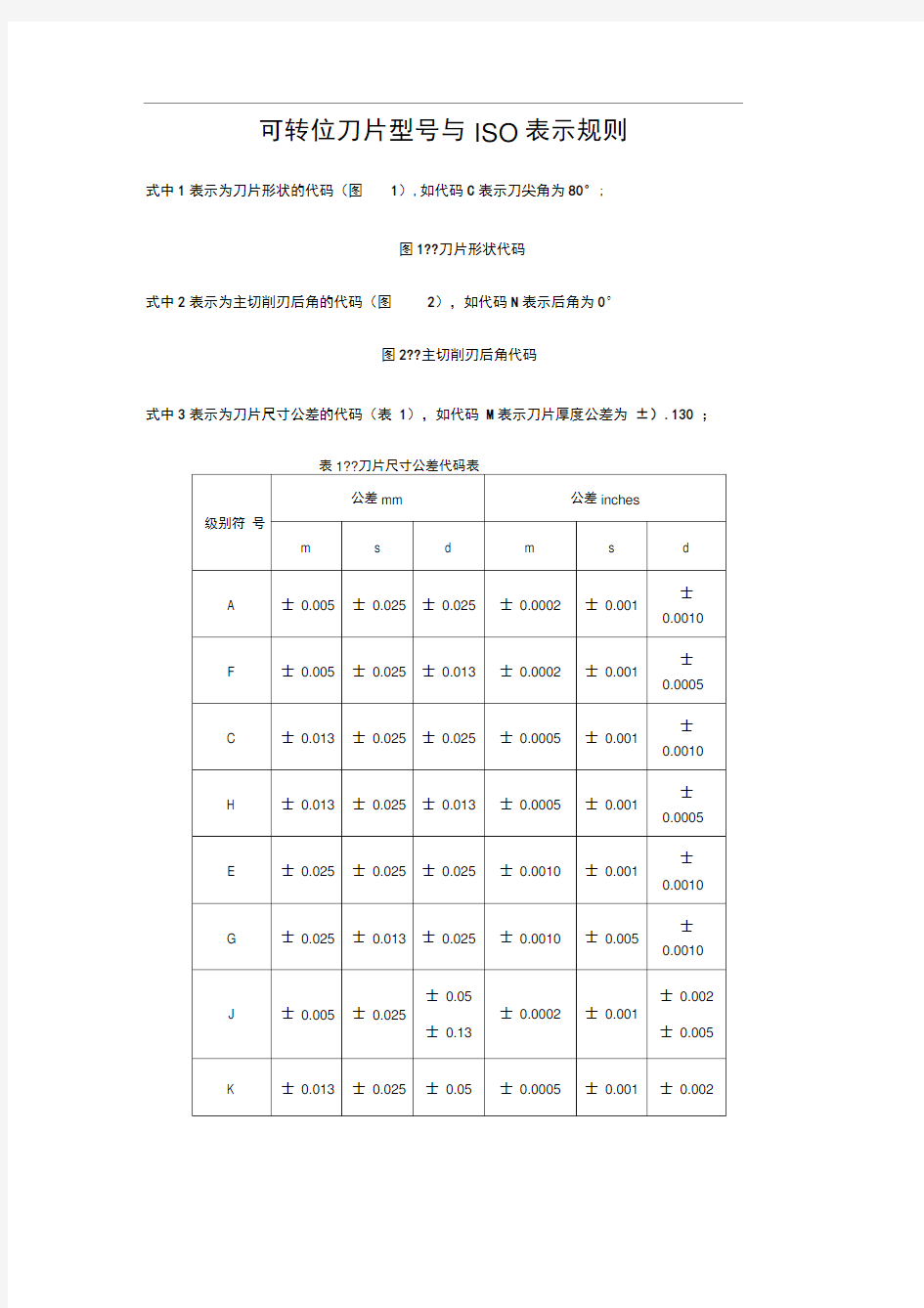
式中3表示为刀片尺寸公差的代码(表1),如代码M表示刀片厚度公差为±).130 ;
图3??刀片尺寸参数
图4??刀片断屑及夹固形式代码
式中5表示为切削刃长度表示方法 (图5),如代码12表示切削刃长度为12mm ; 图5??切削刃
长度表示方法
式中6表示为刀片厚度的代码(图 6),如代码04表示刀片厚度为4.76mm ;
图6??刀片厚度代码
式中7表示为修光刃的代码(图 7),如代码08表示刀尖圆弧半径为 0.8mm ;
图7??修光刃代码
式中8表示为表示特殊需要的代码;
式中4表示为刀片断屑及夹固形式的代码(图 通孔; 4),如代码G 表示双面断屑槽,夹固形式为
式中9表示为进给方向的代码,如代码R表示右进刀,代码L表示左进刀,代码N表示中
间进刀;
式中10表示为断屑槽型的代码(表2)。?
表2??刀片断屑槽选用推荐表
断屑槽型
工????件????材????料
长屑材料不锈钢短屑材料耐热材料软材料ABCDE ABCDE BCDE ABCD ABCD
PF 543-- 543-- 21-- 43-- 21-- PMF 353-- 353-- 21-- 54-- -33- PM -253- 1552- 22-- 2552 -232 PMR -144- -134- 4554 -221 —
PR -1455 -1343 1122 --22 -33- HF 54--- 54--- 3--- 43-- 21--
HM -54-- 354-- 21-- 343- 344-
HR 1451- 2641- 441- 1231 2342 31 --145 --133 4444
--11 —
53 54--- 54--- 3--- 43-- 21-- TCGR 54--- 54--- 3--- 43-- 21-- PMR 1442- 2442- 322- 1322 2342 PGR 1442- 2442- 322- 1322 2342 NUN -1343 4554 ——NGN -1343 4554 ——
PUN -1443 -3553 4431 -355 -222
PGN -1443 -3553 4431 -355 -222
-431- -452- 321- -431 -421
11
12 -342- -243- -353 -253 -242
RCMT 13442 13432 3332 -222 2232
RCMX -1343 -2322 3433 -222 -111
RNMG -1242 -221- 233- -231
注:表中断屑槽型为株洲硬质合金厂可转位刀片的断屑槽代码