《CAD/CAM应用》课程
——PowerMill软件实训报告
项目名称:基于PowerMill的电吹风型腔加工
一、模型分析与工艺规划
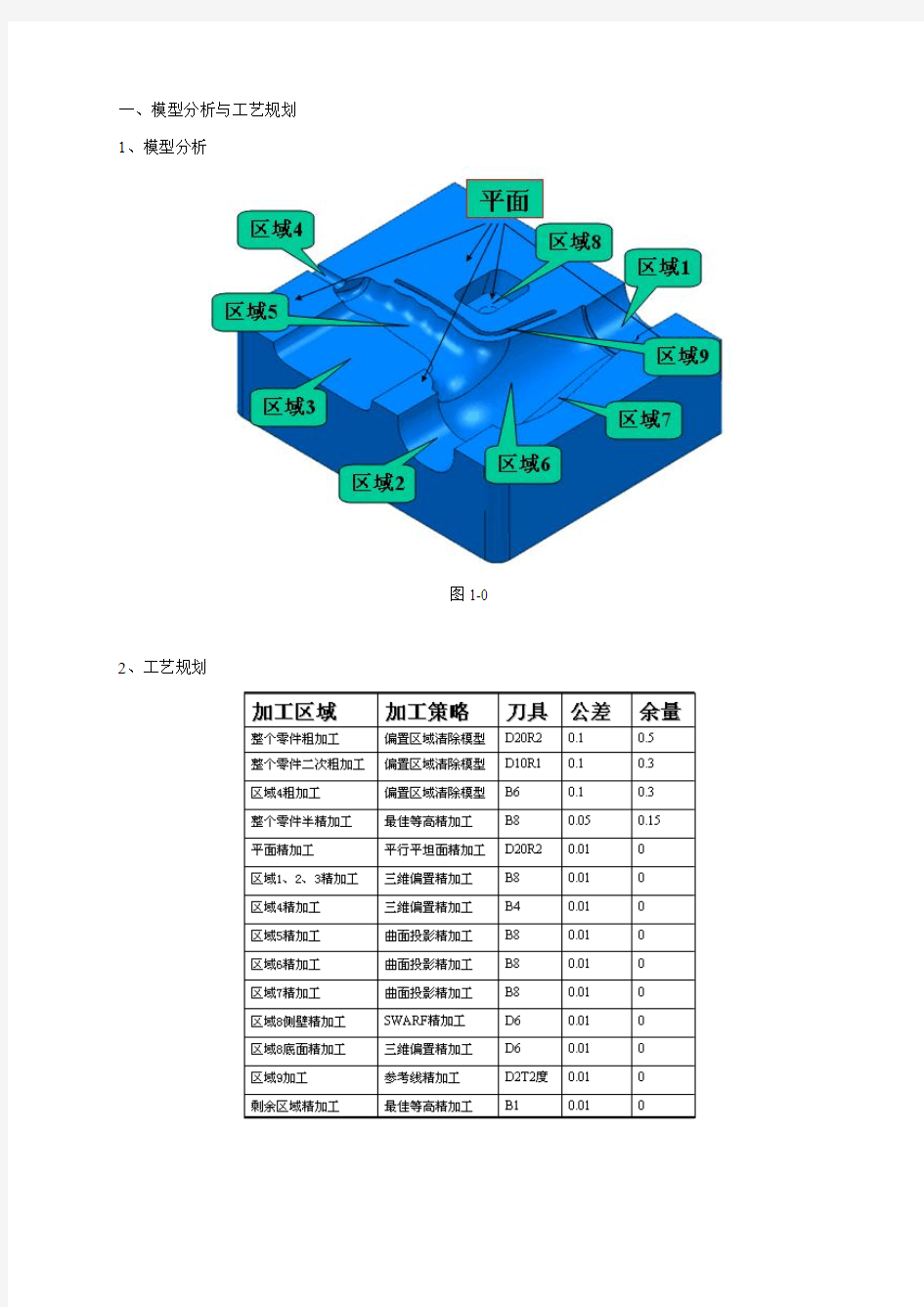
1、模型分析
图1-0 2、工艺规划
二、项目实施
1、初始设置
1.1输入模型
打开PowerMILL Pro10.0软件,在文件选项中单击输入模型,在其选项中添加HairDryer文件,操作过程如图1-1和图1-2所示
图1-1
图1-2
1.2创建用户坐标系
右击用户坐标系再单击产生用户坐标系,如图1-3所示
图1-3
通过模型属性里的数据对坐标系进行编辑如图1-4所示,完成坐标系的添加.
图1-4
1.3创建毛坯
先创建一个边界1,再在毛坯对话框中进行如下设置,如图1-5,图1-6所示
图1-5
图1-6
1.4设置进给率
在进给和转速对话框中设置切削进给率1000转\分钟, 下切进给率500 转\分钟, 掠过进给率3000转\分钟,如图1-7所示
图1-7
1.5设置快进高度
在快进高度对话框中设置为按安全高度重设,避免不必要的时间浪费。如图1-8所示
图1-8
1.6设置开始点和结束点
由于是第一次加工,所以在开始点和结束对话框中设置开始点为毛坯中心安全高度,如图1-9
图1-9
2、以“偏置区域清除”策略粗加工区域2~8
2.1 创建刀具
根据工艺规划,粗加工区域2~8选取D20R2刀具,如图2-0图2-1所示
图2-0
图2-1
2.2创建刀具路径
在刀具路径对话框中,选择三维区域清除命令中偏置区域清除模型对区域2~8进行第一次粗加工,如图2-2图2-3示,生成的刀具路径如图2-4示
图2-2
图2-3
图2-4
2.3仿真检验
通过仿真对区域2-8进行第一次粗加工进行模拟,将ViweMill设置为开始状态、光泽阴影图象,便于
观察仿真的过程,如图2-5示
图2-5
3、以“偏置区域清除”策略二次粗加工区域2~8
3.1 创建刀图具
根据工艺规划,对第二次粗加工区域2~8选取D10R1刀具,如图3-0所示
图3-0
3.2创建刀具路
在刀具路径对话框中,选择三维区域清除命令中偏置区域清除模型对区域2~8进行第二次粗加工,由于是第二次粗加工余量要改成0.3,增加残留加工以便减少不必要的加工时间,提高生产率.如图
3-1和图3-2所示,生成的刀具路径如图3-3所示
图3-1
图3-2
图3-3
3.3仿真检验径
通过仿真对区域2-8进行第二次粗加工模拟,可以发现比第一次光滑.如图3-4所示
图3-4
4、以“偏置区域清除”策略粗加工区域1
4.1 创建刀具
经过测量区域1最宽距离为10,因此选取B6刀具对区域1进行粗加工,如图4-0所示
图4-0
4.2创建刀具路径
在刀具路径对话框中,选择三维区域清除命令中偏置区域清除模型对区域2~8进行第一次粗加工,由于刚开始开始点设置在中心,而区域1在边上,会浪费不必要的时间,因此要将开始点设置为第一点安全高度.如图4-1,图4-2,生成的路径如图4-3
图4-1
图4-2
4.3仿真检验
通过仿真对区域1进行粗加工模拟,如图4-4示
图4-4
5、以“最佳等高精加工”策略半精加工区域2~8
选择直径为8的球刀进行半精加工,选择刀具如图5-0所示。加工公差0.05,余量0.15如图5-1所示,刀具路径如图5-2所示.,模拟图见5-3。
图5-0
图5-1
图5-2
图5-3
6、以“平行平坦面精加工”策略精加工
选用D20R2的端铣刀,前面已经设定了,可以直接选取。由于是对平面进行精加工,为了使路径更简洁,对平面创建新的边界,如图6-0,图6-1。刀具路径策略如图6-2所示。刀具路径如图6-3所示,模拟加工图如图6-4。
图6-0
图6-1
图6-2
图6-3
图6-4
7、以“三维偏置精加工”策略精加工区域1~4
由于区域1,2,3外形相似,与区域4相差大,所以分开加工。
7.1首先加工前者。加工前创建新的边界如图7-0所示;加工策略如图7-1所示,此时余量确定为0;刀具路径如图7-2所示;加工模拟如图7-3所示。
图7-0
图7-1
一、完整的后处理文件介绍 一个完整的后处理文件通常有:定义字符段、定义字符格式段、定义键值段、定义指令值段、变量定义、程序格式段等部分组成。 下面我们先来看一个比较完整的后处理文件,并把它分为数段,把需要修改的地方做个必要的解释: machine fanucom ——————后处理文件头 ============第一部分是定义字符段=================================== define word TN address letter = "TOOL TYPE:- " address width = 13 field width = 25 end define 具体解释: define word TN ——————————————定义字段; address letter = "TOOL TYPE:- " —————定义字段的返回值,比如在后处理文件里有“MS =C ; TN ToolType ; EM =C”,而在写程式的时候选用的是端铣刀,那么在CNC程式里就会有(TOOL TYPE:- ENDMILL); address width = 13 ———————————定义字符宽度,如上"TOOL TYPE:- ",从T开始算起一共13位,包括空格; field width = 25 ———————————定义返回字的宽度,如上"ENDMILL",如果field width = 2,那"TOOL TYPE:- "就返回EN;如果field width = 25,那"TOOL TYPE:- "就返回ENDMILL。 end define ========================== 第二段是定义字符的格式================================== define format ( / G6 S T M1 M2 L P D E H O ) address width = 1 field width = 2
[原创]E x c e l模型之十七 -敏感性分析 (入选推荐日志,加10币) 飓风图 蛛网图和敏感性分析图表 这个例子模型说明如何利用Risk Simulator: 1、运行一个预仿真敏感性分析(飓风图和蜘蛛图) 2、运行一个后仿真敏感性分析(敏感性分析图) 模型背景 文件名称:飓风图蛛网图和敏感性分析图表(线性).xls 这个示例描述了一个简单的现金流的模型,演示了如何在仿真之前和仿真之后进行敏感性分析。飓风图和 蛛网图是静态的分析工具用来哪些变量会对结果影响最大。即,每个先验变量扰动一定量,分析关键的结果 以决定哪些输入变量的是关键的成功因素,并且影响最大。相反,敏感性图是动态的,即在仿真过程中, 所有的先验变量在仿真之后同时扰动(自相关,交叉相关,以及交互作用的影响结果都考虑在了敏感性图中)。 因此,在仿真之前使用飓风图进行静态分析,在仿真后使用敏感性分析。 创建飓风图和敏感性图 运行模型,简单地: 1、回到DCF 模型中然后选择 NPV作为结果(单元格 G6)。 2、选择仿真|工具| 飓风图分析(或者点击飓风图的图标)。 3、勾选通过软件的自动智能命名生成的先验变量名称,然后点击确定。 结果解析 生成的报告说明了敏感性表格(关键变量的初始值以及先前变量的扰动值),有最大影响(对结果的区间) 的变量被列在第一位。 飓风图说明了这一分析过程,蜘蛛图是同一个分析过程,但是它还包括了非线性的 影响部分。也就是说,如果输入的变量对于输出结果非线性的的影响,蜘蛛图将是曲线的。可参见飓风图 和敏感性分析图表(非线性)中关于Black-Scholes模型的分析。 创建一个敏感性分析图 运行这个模型,只要: 1 、建立一个新的仿真文档(仿真 l 新建仿真) 2 、在DCF模型工作簿中设定输入变量假设和输出预测 3 、运行仿真(仿真l 运行仿真) 4 、选择仿真l 工具 l 敏感性分析 结果解析 注意:如果相关性选项关闭,敏感性分析图和飓风图的结果相似。现在重新仿真,并且开启相关性选项(选 择仿真|重置仿真,然后选择仿真 | 编辑文档,然后应用相关性,最后选择仿真|运行仿真),然后重复上 述过程生成一个敏感性分析图。注意到当相关性存在时,由于变量之间的相互作用结果将稍有不同。当然这里 需要在输入假设间设定相关性参数。 注意: 有时,图表中坐标轴的变量名可能会很长。如果是这样的话,回到飓风图中,对一些长变量名的变量重命名, 这样看上去更简洁,图表也更吸引人。 Discounted Cash Flow 模型 基年2005 总现值收益 $1,896.63 贴现率15.00% 总现值投入 $1,800.00 风险中性概率5.00% 净现值 $96.63
PowerMILL的后处理应用技巧 1引言 PowerMILL是一种专业的数控加工自动编程软件,由英国Delcam公司研制开发。从PowerMILL的使用来看,PowerMILL可以说是世界上功能最强大、加工策略最丰富的数控加工编程软件系统之一,同时也是CAM软件技术最具代表性的、增长率最快的加工软件。它实现了CAM系统与CAD系统的分离,可以更充分发挥CAM和CAD各系统的优势,可在网络下完成一体化集成,所以更能适应工程化的要求。其广泛应用于航空航天、汽车、船舶、家电以及模具等行业,尤其对各种塑料模、压铸模、橡胶膜、锻模、冲压模等具有明显的优势. 软件的数控自动编程主要是软件经过刀位等自动计算产生加工刀具路径文件,但刀路文件并不是数控程序。需要从加工刀具路径文件中提取相关的加工信息,并根据指定数控机床的特点及要求进行分析、判断和处理,最终形成数控机床能直接识别的数控程序,这就是数控加工的后置处理。本文针对PowerMILL自动编程软件后处理方面的技巧进行探讨。 2 PowerMILL后处理使用技巧 在PowerMILL生成刀具路径后,提供了两种后处理方法:NC程序和PM-Post后处理. 2.1 NC程序 NC程序模块存在于PowerMILL浏览器中,如图1所示,没有工具栏也没有快捷图标,只能通过"NC程序"菜单和NC程序对象菜单进行参数设置。NC程序生成的主要步骤如下: (1)右键单击产生的每个刀具路径,在弹出的菜单、中选择"产生独立的NC程序";或者右键单击PowerMILL浏览器中的"NC程序",在弹出的菜单路径,在弹出的菜单中选择"增加到NC程序"选项。
(2)右键单击生成的每个NC程序,在弹出的菜单中选择"写人";或者右键单击Poirer112ILL浏览器中的"NC程序",在弹出的菜单中选择"全部写人"选项。 2.2 PM-Post后处理 PM-Post是Delcam提供的专用后处理模块,其后处理操作步骤如下: (1)在PowerMILL的"选项"中将NC程序输出文件类型改成"刀位",输出后缀名为cut 的刀具路径文件。 (2)启动PM-Post进人PostProcessor模块,如图2所示,分别添加NC程序格式选项文件Option files和第一步产生的刀具路径文件CLDATA Gles. (3)右键单击某个刀具路径文件,在弹出的菜单中选择Process选项,实现该刀具路径文件的NC程序的输出。 可以看出,NC程序方法简单,当程序后处理设置为固定无需改动时,只需要选择相应的后处理选项文件,即可快速生成所需的NC程序代码。这种方法适用于单位设备固定统一,软件后处理对应性较强的情况。PM-Post方法不但可以生成所需的NC程序,还可以通过PM-Post中的Editor模块对NC程序格式选项文件进行设置,有利于生成更加简洁高效的NC程序代码。这种方法比较适合单位设备的种类型号较多,且自动数控编程由工艺组统一负责,然后再根据设备分配情况生成NC加工程序等场合。 3 PowerMILL后处理设置技巧 早期的PowerMILL后处理程序DuctPost以及其它数控编程软件提供的后处理程序大部分都是基于纯文本文档,用户可通过文本编辑器修改这些文件。该文件结构主要有注释、定义变量类型、定义使用格式、常量赋值、定义问题、字符串列表、自定义单节及系统问题等部分。最新的PowerMILL后处理程序PM-Post基于图形窗口和对话框,使后处理选项文件的设置变得直观、明了。 PM-Post的格式选项文件的修改在Editor模块中进行,如图3所示。 下面以Fanuc系统为例,给出常用后处理设置的方法: 为保留系统自带的Fanuc后处理文件,我们在修改前先将该文件另存为Fanuc
灵敏度分析 简介: 研究与分析一个系统(或模型)的状态或输出变化对系统参数或周围条件变化的敏感程度的方法。在最优化方法中经常利用灵敏度分析来研究原始数据不准确或发生变化时最优解的稳定性。通过灵敏度分析还可以决定哪些参数对系统或模型有较大的影响。因此,灵敏度分析几乎在所有的运筹学方法中以及在对各种方案进行评价时都是很重要的。 用途: 主要用于模型检验和推广。简单来说就是改变模型原有的假设条件之后,所得到的结果会发生多大的变化。 举例(建模五步法): 一头猪重200磅,每天增重5磅,饲养每天需花费45美分。猪的市场价格为每磅65美分,但每天下降1美分,求出售猪的最佳时间。 建立数学模型的五个步骤: 1.提出问题 2.选择建模方法 3.推到模型的数学表达式 4.求解模型 5.回答问题 第一步:提出问题 将问题用数学语言表达。例子中包含以下变量:猪的重量w(磅),从现在到出售猪期间经历的时间t(天),t天内饲养猪的花费C(美元),猪的市场价格p(美元/磅),出售生猪所获得的收益R(美元),我们最终要获得的净收益P(美元)。还有一些其他量,如猪的初始重量200磅。 (建议先写显而易见的部分) 猪从200磅按每天5磅增加 (w磅)=(200磅)+(5磅/天)*(t天) 饲养每天花费45美分 (C美元)=(0.45美元/天)*(t天) 价格65美分按每天1美分下降 (p美元/磅)=(0.65美元/磅)-(0.01美元/磅)*(t天) 生猪收益 (R美元)=(p美元/磅)*(w磅) 净利润 (P美元)=(R美元)-(C美元) 用数学语言总结和表达如下: 参数设定: t=时间(天)
w=猪的重量(磅) p=猪的价格(美元/磅) C=饲养t天的花费(美元) R=出售猪的收益(美元) P=净收益(美元) 假设: w=200+5t C=0.45t p=0.65-0.01t R=p*w P=R-C t>=0 目标:求P的最大值 第二步:选择建模方法 本例采用单变量最优化问题或极大—极小化问题 第三步:推导模型的数学表达式子 P=R-C (1) R=p*w (2) C=0.45t (3) 得到R=p*w-0.45t p=0.65-0.01t (4) w=200+5t (5) 得到P=(0.65-0.01t)(200+5t)-0.45t 令y=P是需最大化的目标变量,x=t是自变量,现在我们将问题转化为集合S={x:x>=0}上求函数的最大值: y=f(x)=(0.65-0.01x)(200+5x)-0.45x (1-1) 第四步:求解模型 用第二步中确定的数学方法解出步骤三。例子中,要求(1-1)式中定义的y=f (x)在区间x>=0上求最大值。下图给出了(1-1)的图像和导数(应用几何画板绘制)。在x=8为全局极大值点,此时f(8)=133.20。因此(8,133.20)为f在整个实轴上的全局极大值点,同时也是区间x>=0上的最大值点。 第五步:回答问题 根据第四步,8天后出售生猪的净收益最大,可以获得净收益133.20美元。只要第一步中的假设成立,这一结果正确。
p o w e r m i l l后处理编 写(5轴)
5轴主轴头选项文件设置 ( Up dated 31/01/2001 )以下链接给出的是一个5轴主轴头范例图示 :- ( 主轴头回转轴 ) 第4旋转轴和第5旋转轴要求 下面是多轴旋转加工需在选项文件中定义的内容。:- ( 范例中定义了三个主旋转轴, A , B , 和 C ,但实际应用中多旋转轴加工系统仅会使用其中两个。 ) define format ( A B C ) ## 内建源文件中可能已经定义 metric formats leading zeros = false trailing zeros = true decimal point = true decimal places = 3 imperial formats leading zeros = false trailing zeros = true decimal point = true decimal places = 4 end define word order = ( + A B C ) ## 仅当内建字排序列表中间没有时需要
block order = true ## 不考虑内建排序列表,使用"define block xxx. " 排序 define keys azimuth axis = C## 第4旋转轴通常为方位角 ( 立柱回转 ) elevation axis = B## 第5回转轴通常为仰角 ( 主轴回转 ) end define ## " A, 和 /或B, 和 /或C " 均需插入到Rapid 快进和Linear 线性程序段中,其和对齐轴相关。 ( 范例图示,B绕Y旋转,C绕Z旋转) define block move rapid N ; G1 ; G2 ; G3 ; G6 ; X ; Y ; Z ; B ; C ; S ; H ; M1 ; M2 end define define block move linear N ; G1 ; G2 ; X ; Y ; Z ; B ; C ; F ; M1 ; M2 end define 旋转轴参数设置 以下参数需包含在旋转轴选项中。 spindle azimuth rotation = true ## 旋转工作台缺省为 false spindle elevation rotation = true ## 旋转工作台缺省为false
PowerMILL 後處理 對於後處理格式,一般的用戶有三個層次的需求: 一、powermill自帶的後處理中有適合自己機床要求的,不過要修改、增刪些代碼。 二、沒有適合的,需要改寫後處理。 三、機床的代碼格式完全與普通G代碼格式不同,需建全新的後處理。 本文只針對1、2種需求來進行講解,至於第三種則是高級篇的範疇了(哈哈,其實我也不知道,還沒做過呢) 現在開始準備工作: 1、以不同的控制器試著處理幾個G代碼檔出來,然後和自己機床的代碼進行比較,選一個最接近自己的。 2、打開ductpost\dp-index.html,準備有問題就看幫助。 3、運行:ductpost -w [控制器類型] > [控制器類型].opt ,從而生成OPT檔,這個選最接近你機床的控制器。如:ductpost -w hurco > hurco.opt 。這時就可以用文本編輯器來打開這個opt檔了: 1、程式頭、程式尾的改寫: 這個在以下的定義裏面: define block tape start ******************** end define define block tape end ******************* end define 你可以根據自己的需要添加,如: define block tape start "%" N ; "G17G90G80G40G49" end define define block tape end
N ; "M05" N ; "M30" end define 不過注意這種引號方法優點是簡單明瞭,但控制器只是把它當字元處理,而不能以模態存在,具體可參見其他說明。 2、是否需要N行號? % :0001 N10G28G91X0Y0Z0 N30T1M6 N40G0G90X-25.Y-40.S800 M3 如這上面的N10、N30、N40,另外行號的起始、增量、最大都可以定義。如果不想要行號,可修改為以下值: define format ( N ) not permanent end define 3、是否需要Message? N60( MSG, Toolpath Name: ET) N70( MSG, xyzxyz_cut_1 ET) N80( MSG, Output: ET) N90( MSG, UNITS: MILLIMETRES ET) N100( MSG, TOOL COORDINATES: TIP ET) N110( MSG, LOAD TOOL ET) 上面的資訊,可修改為你需要的,具體參見幫助。也可選擇不輸出,如: message output = false 4、圓弧的輸出格式: 這個需要講一下,輸出R的就不講了,專講I、J、K的輸出。大致有三大類: a、I、J輸出為圓心的絕對座標值。 b、I、J輸出為相對座標值,具體值為:圓心座標值-圓弧始點座標(常用)
p o w e r m i l l后处理修改 精华帖修订版 IBMT standardization office【IBMT5AB-IBMT08-IBMT2C-ZZT18】
m a c h i n e f a n u c o m——————后处理文件头define word TN ---------------------------- 定义字段; address letter = "TOOL TYPE :- " ----- 定义字段的返回值 address width = 13 定义字符宽度 field width = 25 定义返回字的宽度 end define 结束定义 define format ( / G6 S T M1 M2 L P D E H O ) 第二段是定义字符的格式 address width = 1------------ 定义字符宽度 address width = 1------------ 定义字符宽度 field width = 2 ------------- 定义返回字的宽度 exponent width = 0 ---------- 指数的宽度 scale factor = 1 ------------- 比例因子:值乘以 1 scale divisor = 1 ------------ 比例因子:值被 1 除 tape position = 1----------- 字前留一个空格 print position = 1 -----------打印位置
sign = none----- 用于不需要 G代码和进给率 sign = if negative 仅标识负坐标 sign = always 如果需要 + / - 号 not permanent -------- 不需要行号 not modal ------------ 仅当改变时需要重复的字为 modal 。(模态)。通常 G 代码和 X, Y 和 Z 为坐标为 modal, 但圆心通常使用的 I, J, K 代码通常不是,因此它们为 not modal . metric formats --------------- 公制 leading zeros = false --------- 前导 0 trailing zeros = true ----------后导 0 decimal point = false ------ 不需要小数点 decimal places = 2 -------- 小数点后 2 imperial formats ------------- 英制 word order=====================语序 word order = ( OP N G1 G2 G3 G4 G5 ) word order = ( + G6 G7 X Y Z B C )
后处理的实际应用中,经常需要修改或删除的部分主要有几方面:程序头的修改;程序尾的修改;刀具调用的修改;第四轴的开启与关闭;各种注释部分的删除;钻孔循环的定制;行号的设定与省略;新参数的设定等。 (1)程序头的修改。 选中任务树窗口中的"Fanuc OM.pmopt Commands-Start Program"项,在右边图形窗口中,选中程序中不需要的部分,再点击上方的删除图标,可以删除该部分内容;如程序中默认的机床回参考点程序段"G91G28XOYOZO",如在程序启动时不必首先回参考点,可删除该段内容。 (2)程序尾的修改。 在任务树窗口中的"Fanuc OM.pmopt-Commands-Finish Program"项中可以定义程序尾部分的内容。默认的程序尾包含了"G91G28Z0"和"G28XOY0"机床回参考点选项,如不需要也可以删除。 (3)换刀程序段的修改。 选中任务树窗口中的"Fanuc OM.pmopt -Commands-Tool Control-Load First Tool"项,可以通过选中图形窗口中的"M6"项,点击添加"BlockNumber",使T指令和M6指令分行;同样可以使Change Tool项中的T指令和M6指令分行;如采用手动换刀,则NC程序中不需换刀程序,可右键点击"Load First Tool"和"Change Tool",在快捷键中选中"Deactivate,以关闭换刀程序。 (4)第4轴的开启和关闭。 选中任务树窗口中的"Fanuc OM.pmopt-Settings-Machine Kinematics"项,右边图形窗口中"KinematicModel"的选项,默认的"3-Axis"项则关闭第4轴;"4-Axis"项则打开第4轴,第4轴打开后,需对其方向、原点及行程范围等进行设置。 (5)各种注释部分的删除。 程序头部分、换刀部分等都设定了相应的注释,如不需要这些注释,可以进人程序头部分、换刀部分,将其中的注释内容选中删除即可。 (6)钻孔循环指令的定制。 打开任务树窗口中的"Fanuc OM.pmopt-Commands-Drilling Cycles"项,这里定义了各种钻销循环。如其中的"Single Pecking Setup"定义了基本钻削循环G81指令;"Deep Drill Setup"中定义深孔钻削循环G83指令。如要取消,可右键点击该指令,在快捷键中选中"Deactivate",即可取消该项定义。"DrillingCycles"子目录下还有其他钻镬削循环,可根据机床具体情况进行定义或删除。 (7)行号的设定与省略。 点击任务树窗口中的"Fanuc OM.pmopt-Settings-Global Constants"选项,右边图形窗口中"OutputBlock Number,项的"Value"框中的值,默认的为Yes ,显示行号;改为No,则不显示行号;"Block Increment"项为程序行号间距,"Value"值默认的为10,可根据需要修改成适合自己的行号间距。 (8)新参数的设定。 当数控机床的控制系统在PowerMILL自带的后置处理选项文件中没有的时候,就需要重
5轴主轴头选项文件设置 ( Up dated 31/01/2001 )以下链接给出的是一个5轴主轴头范例图示:- ( 主轴头回转轴) 第4旋转轴和第5旋转轴要求 下面是多轴旋转加工需在选项文件中定义的内容。:- ( 范例中定义了三个主旋转轴,A , B , 和C ,但实际应用中多旋转轴加工系统仅会使用其中两个。) define format ( A B C ) ## 内建源文件中可能已经定义 metric formats leading zeros = false trailing zeros = true decimal point = true decimal places = 3 imperial formats leading zeros = false trailing zeros = true decimal point = true decimal places = 4 end define word order = ( + A B C ) ## 仅当内建字排序列表中间没有时需要 block order = true ## 不考虑内建排序列表,使用"define block xxx. " 排序 define keys azimuth axis = C## 第4旋转轴通常为方位角( 立柱回转) elevation axis = B## 第5回转轴通常为仰角( 主轴回转)
end define ## " A, 和/或B, 和/或C " 均需插入到Rapid 快进和Linear 线性程序段中,其和对齐轴相关。( 范例图示,B绕Y旋转,C绕Z旋转) define block move rapid N ; G1 ; G2 ; G3 ; G6 ; X ; Y ; Z ; B ; C ; S ; H ; M1 ; M2 end define define block move linear N ; G1 ; G2 ; X ; Y ; Z ; B ; C ; F ; M1 ; M2 end define 旋转轴参数设置 以下参数需包含在旋转轴选项中。 spindle azimuth rotation = true ## 旋转工作台缺省为false spindle elevation rotation = true ## 旋转工作台缺省为false 上面定义了立柱column / 主轴spindle 是回转轴。 azimuth axis parameters = ( 0 0 0 0 0 1) elevation axis parameters = ( 0 0 0 0 10 ) 在此,两个轴的头三位数字都设置为0 0 0,它们通常是为工作台保留。 而主轴方位角spindle azimuth和仰角偏置elevation offsets通过 azimuth和elevation centre参数设置。 azimuth centre= ( 0. 0. 0. ) ## 通常不会在方位角方向出现偏置) elevation centre= ( 0. 0. 180.5) ## Z轴上偏置180.5mm Z 第二组的三个数字定义工作台旋转时旋转轴是绕X轴还是绕Y轴或是绕Z轴旋转。
P o w e r M I L L的后处理应 用技巧 This model paper was revised by the Standardization Office on December 10, 2020
PowerMILL的后处理应用技巧 1引言 PowerMILL是一种专业的数控加工自动编程软件,由英国Delcam公司研制开发。从PowerMILL的使用来看,PowerMILL可以说是世界上功能最强大、加工策略最丰富的数控加工编程软件系统之一,同时也是CAM软件技术最具代表性的、增长率最快的加工软件。它实现了CAM系统与CAD系统的分离,可以更充分发挥CAM和CAD各系统的优势,可在网络下完成一体化集成,所以更能适应工程化的要求。其广泛应用于航空航天、汽车、船舶、家电以及模具等行业,尤其对各种塑料模、压铸模、橡胶膜、锻模、冲压模等具有明显的优势. 软件的数控自动编程主要是软件经过刀位等自动计算产生加工刀具路径文件,但刀路文件并不是数控程序。需要从加工刀具路径文件中提取相关的加工信息,并根据指定数控机床的特点及要求进行分析、判断和处理,最终形成数控机床能直接识别的数控程序,这就是数控加工的后置处理。本文针对PowerMILL自动编程软件后处理方面的技巧进行探讨。 2 PowerMILL后处理使用技巧 在PowerMILL生成刀具路径后,提供了两种后处理方法:NC程序和PM-Post后处理. NC程序 NC程序模块存在于PowerMILL浏览器中,如图1所示,没有工具栏也没有快捷图标,只能通过"NC程序"菜单和NC程序对象菜单进行参数设置。NC程序生成的主要步骤如下: (1)右键单击产生的每个刀具路径,在弹出的菜单、中选择"产生独立的NC程序";或者右键单击PowerMILL浏览器中的"NC程序",在弹出的菜单路径,在弹出的菜单中选择"增加到NC程序"选项。 (2)右键单击生成的每个NC程序,在弹出的菜单中选择"写人";或者右键单击 Poirer112ILL浏览器中的"NC程序",在弹出的菜单中选择"全部写人"选项。
首先说明一下,我虽然关注powermill很久了,不过研究后处理也是最近的事,对其的了解肯定不够全面,因为我用的是cimatron。写这个的目的是为了让更多的人了解PM的后处理配置方法,另一方面也是抛砖引玉,吸引更多高人出来。 对于后处理格式,一般的用户有三个层次的需求: 一、powermill自带的后处理中有适合自己机床要求的,不过要修改、增删些代码。 二、没有适合的,需要改写后处理。 三、机床的代码格式完全与普通G代码格式不同,需建全新的后处理。 本文只针对1、2种需求来进行讲解,至于第三种则是高级篇的范畴了(哈哈,其实我也不知道,还没做过呢) 现在开始准备工作: 1、以不同的控制器试着处理几个G代码文件出来,然后和自己机床的代码进行比较,选一个最接近自己的。 2、打开ductpost\dp-index.html,准备有问题就看帮助。 3、运行:ductpost -w [控制器类型] > [控制器类型].opt ,从而生成OPT文件,这个选最接近你机床的控制器。如:ductpost -w hurco > hurco.opt 。这时就可以用文本编辑器来打开这个opt文件了: 1、程序头、程序尾的改写: 这个在以下的定义里面: define block tape start ******************** end define define block tape end ******************* end define 你可以根据自己的需要添加,如: define block tape start "%" N ; "G17G90G80G40G49" end define
PowerMILL后处理修改 本教程是偶在实际使用中的PowerMILL后处理文件修改知识的积累,其中有部分修改案例来源于帮助文件,在此仅以文字和图片的形式把他记录下来与初学者共同分享。 一、完整的后处理文件介绍 一个完整的后处理文件通常有:定义字符段、定义字符格式段、定义键值段、定义指令值段、变量定义、程序格式段等部分组成。 下面我们先来看一个比较完整的后处理文件,并把它分为数段,把需要修改的地方做个必要的解释:machine fanucom ——————后处理文件头 =========================== 第一部分是定义字符段============================== define word TN address letter = "TOOL TYPE:- " address width = 13 field width = 25 end define 具体解释: define word TN ——————————————定义字段; address letter = "TOOL TYPE:- " —————定义字段的返回值,比如在后处理文件里有“MS =C ; TN ToolType ; EM =C”,而在写程式的时候 选用的是端铣刀,那么在CNC程式里就会有 (TOOL TYPE:- ENDMILL); address width = 13 ———————————定义字符宽度,如上"TOOL TYPE:- ",从T开 始算起一共13位,包括空格; field width = 25 ———————————定义返回字的宽度,如上"ENDMILL",如果field width = 2,那"TOOL TYPE:- "就返回EN;如 果field width = 25,那"TOOL TYPE:- "就返回 ENDMILL。 end define ========================== 第二段是定义字符的格式============================= define format ( / G6 S T M1 M2 L P D E H O ) address width = 1 field width = 2 exponent width = 0 scale factor = 1 scale divisor = 1 tape position = 0 print position = 1 sign = none not permanent not modal metric formats leading zeros = false trailing zeros = true decimal point = false 控制公制尺寸的前导零、后导零,小数点 decimal places = 0 imperial formats leading zeros = false
PowerMILL 后处理 PowerMILL 后处理 对于后处理格式,一般的用户有三个层次的需求: 一、powermill自带的后处理中有适合自己机床要求的,不过要修改、增删些代码。 二、没有适合的,需要改写后处理。 三、机床的代码格式完全与普通G代码格式不同,需建全新的后处理。 本文只针对1、2种需求来进行讲解,至于第三种则是高级篇的范畴了(哈哈,其实我也不知道,还没做过呢) 现在开始准备工作: 1、以不同的控制器试着处理几个G代码文件出来,然后和自己机床的代码进行比较,选一个最接近自己的。 2、打开ductpost\dp-index.html,准备有问题就看帮助。 3、运行:ductpost -w [控制器类型] > [控制器类型].opt ,从而生成OPT文件,这个选最接近你机床的控制器。如:ductpost -w hurco > hurco.opt 。这时就可以用文本编辑器来打开这个opt文件了: 1、程序头、程序尾的改写: 这个在以下的定义里面: define block tape start ******************** end define define block tape end *******************
end define 你可以根据自己的需要添加,如: define block tape start "%" N ; "G17G90G80G40G49" end define define block tape end N ; "M05" N ; "M30" end define 不过注意这种引号方法优点是简单明了,但控制器只是把它当字符处理,而不能以模态存在,具体可参见其它说明。 2、是否需要N行号, % :0001 N10G28G91X0Y0Z0 N30T1M6 N40G0G90X-25.Y-40.S800 M3 如这上面的N10、N30、N40,另外行号的起始、增量、最大都可以定义。如果不想要行号,可修改为以下值: define format ( N ) not permanent end define 3、是否需要Message,
1、以不同的控制器试着处理几个G代码文件出来,然后和自己机床的代码进 行比较,选一个最接近自己的。 2、打开ductpost\dp-index.html,准备有问题就看帮助。 3、运行:ductpost -w [控制器类型] > [控制器类型].opt ,从而生成OPT文件,这个选最接近你机床的控制器。如:ductpost -w hurco > hurco.opt 。这时就可以 用文本编辑器来打开这个opt文件了: 1、程序头、程序尾的改写: 这个在以下的定义里面: define block tape start ******************** end define define block tape end ******************* end define 你可以根据自己的需要添加,如: define block tape start "%" N ; "G17G90G80G40G49" end define define block tape end N ; "M05" N ; "M30" end define 不过注意这种引号方法优点是简单明了,但控制器只是把它当字符处理,而不 能以模态存在,具体可参见其它说明。 2、是否需要N行号? % :0001 N10G28G91X0Y0Z0 N30T1M6 N40G0G90X-25.Y-40.S800 M3 如这上面的N10、N30、N40,另外行号的起始、增量、最大都可以定义。 如果不想要行号,可修改为以下值: define format ( N ) not permanent end define 3、是否需要Message? N60( MSG, Toolpath Name: ET) N70( MSG, xyzxyz_cut_1 ET) N80( MSG, Output: ET) N90( MSG, UNITS: MILLIMETRES ET) N100( MSG, TOOL COORDINATES: TIP ET) N110( MSG, LOAD TOOL ET) 上面的信息,可修改为你需要的,具体参见帮助。也可选择不输出,如:
powermill 后处理 对于后处理格式,一般的用户有三个层次的需求: 一、powermill自带的后处理中有适合自己机床要求的,不过要修改、增删些代码。 二、没有适合的,需要改写后处理。 三、机床的代码格式完全与普通G代码格式不同,需建全新的后处理。 本文只针对1、2种需求来进行讲解,至于第三种则是高级篇的范畴了(哈哈,其实我也不知道,还没做过呢) 现在开始准备工作: 1、以不同的控制器试着处理几个G代码文件出来,然后和自己机床的代码进行比较,选一个最接近自己的。 2、打开ductpost\dp-index.html,准备有问题就看帮助。 3、运行:ductpost -w [控制器类型] > [控制器类型].opt ,从而生成OPT文件,这个选最接近你机床的控制器。如:ductpost -w hurco > hurco.opt 。这时就可以用文本编辑器来打开这个opt文件了: 1、程序头、程序尾的改写: 这个在以下的定义里面: define block tape start ******************** end define define block tape end ******************* end define 你可以根据自己的需要添加,如: define block tape start "%" N ; "G17G90G80G40G49" end define
define block tape end N ; "M05" N ; "M30" end define 不过注意这种引号方法优点是简单明了,但控制器只是把它当字符处理,而不能以模态存在,具体可参见其它说明 2、是否需要N行号? % :0001 N10G28G91X0Y0Z0 N30T1M6 N40G0G90X-25.Y-40.S800 M3 如这上面的N10、N30、N40,另外行号的起始、增量、最大都可以定义。如果不想要行号,可修改为以下值: define format ( N ) not permanent end define 3、是否需要Message? N60( MSG, Toolpath Name: ET) N70( MSG, xyzxyz_cut_1 ET) N80( MSG, Output: ET) N90( MSG, UNITS: MILLIMETRES ET) N100( MSG, TOOL COORDINATES: TIP ET) N110( MSG, LOAD TOOL ET) 上面的信息,可修改为你需要的,具体参见帮助。也可选择不输出,如: message output = false 4、圆弧的输出格式: 这个需要讲一下,输出R的就不讲了,专讲I、J、K的输出。大致有三大类:
PowerMILL 后处理 对于后处理格式,一般的用户有三个层次的需求: 一、powermill自带的后处理中有适合自己机床要求的,不过要修改、增删些代码。 二、没有适合的,需要改写后处理。 三、机床的代码格式完全与普通G代码格式不同,需建全新的后处理。 本文只针对1、2种需求来进行讲解,至于第三种则是高级篇的范畴了(哈哈,其实我也不知道,还没做过呢) 现在开始准备工作: 1、以不同的控制器试着处理几个G代码文件出来,然后和自己机床的代码进行比较,选一个最接近自己的。 2、打开ductpost\dp-index.html,准备有问题就看帮助。 3、运行:ductpost -w [控制器类型] > [控制器类型].opt ,从而生成OPT文件,这个选最接近你机床的控制器。如:ductpost -w hurco > hurco.opt 。这时就可以用文本编辑器来打开这个opt文件了: 1、程序头、程序尾的改写: 这个在以下的定义里面: define block tape start ******************** end define define block tape end ******************* end define 你可以根据自己的需要添加,如: define block tape start "%" N ; "G17G90G80G40G49" end define define block tape end
N ; "M05" N ; "M30" end define 不过注意这种引号方法优点是简单明了,但控制器只是把它当字符处理,而不能以模态存在,具体可参见其它说明。 2、是否需要N行号? % :0001 N10G28G91X0Y0Z0 N30T1M6 N40G0G90X-25.Y-40.S800 M3 如这上面的N10、N30、N40,另外行号的起始、增量、最大都可以定义。如果不想要行号,可修改为以下值: define format ( N ) not permanent end define 3、是否需要Message? N60( MSG, Toolpath Name: ET) N70( MSG, xyzxyz_cut_1 ET) N80( MSG, Output: ET) N90( MSG, UNITS: MILLIMETRES ET) N100( MSG, TOOL COORDINATES: TIP ET) N110( MSG, LOAD TOOL ET) 上面的信息,可修改为你需要的,具体参见帮助。也可选择不输出,如: message output = false 4、圆弧的输出格式: 这个需要讲一下,输出R的就不讲了,专讲I、J、K的输出。大致有三大类: a、I、J输出为圆心的绝对坐标值。 b、I、J输出为相对坐标值,具体值为:圆心坐标值-圆弧始点坐标(常用)