1、实习地点简介
1.1中国人民解放军7410工厂简介
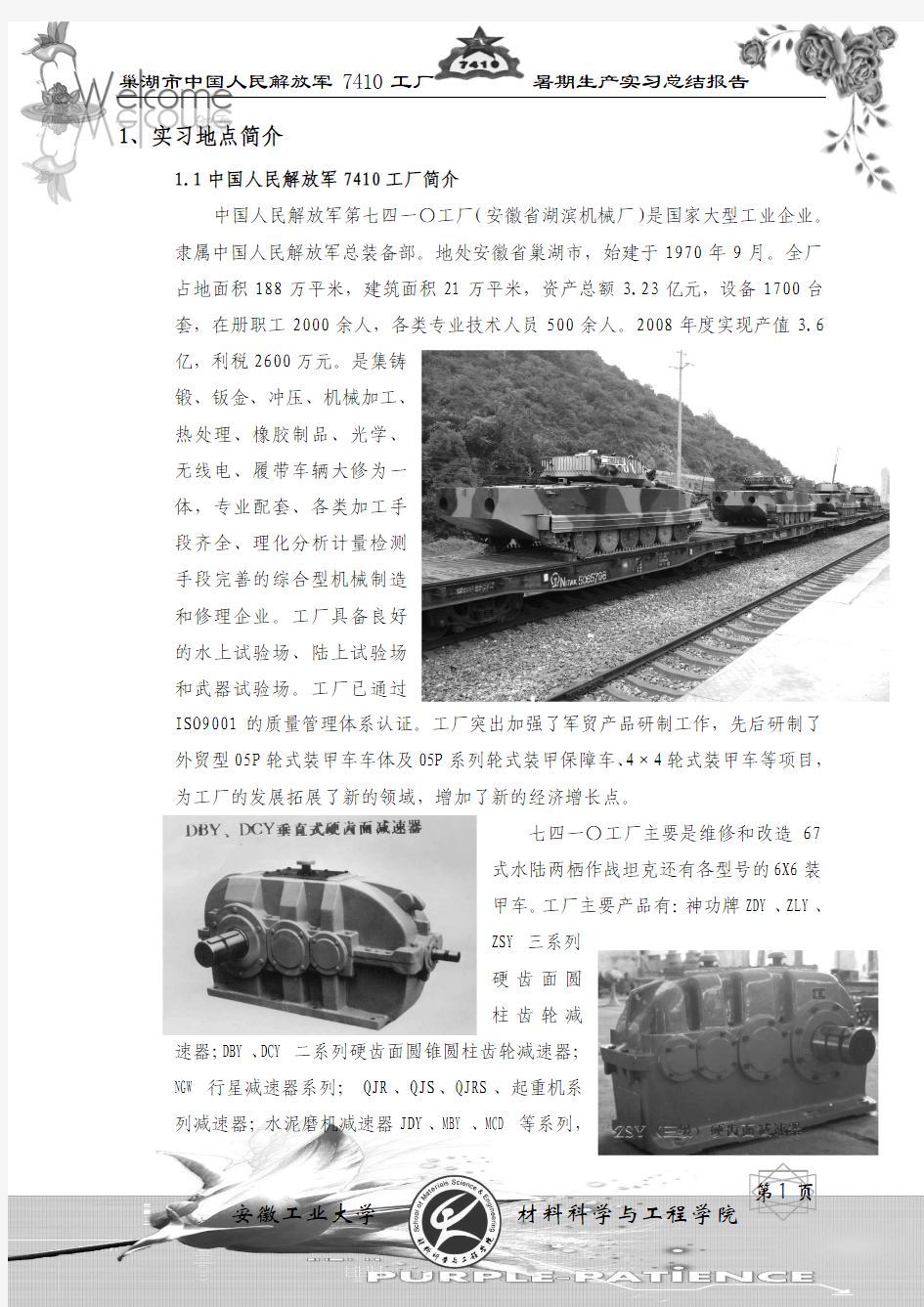
中国人民解放军第七四一〇工厂(安徽省湖滨机械厂)是国家大型工业企业。
隶属中国人民解放军总装备部。地处安徽省巢湖市,始建于1970年9月。全厂占地面积188万平米,建筑面积21万平米,资产总额3.23亿元,设备1700台套,在册职工2000余人,各类专业技术人员500余人。2008年度实现产值3.6
亿,利税2600万元。是集铸
锻、钣金、冲压、机械加工、
热处理、橡胶制品、光学、
无线电、履带车辆大修为一
体,专业配套、各类加工手
段齐全、理化分析计量检测
手段完善的综合型机械制造
和修理企业。工厂具备良好
的水上试验场、陆上试验场
和武器试验场。工厂已通过
ISO9001的质量管理体系认证。工厂突出加强了军贸产品研制工作,先后研制了外贸型05P轮式装甲车车体及05P系列轮式装甲保障车、4×4轮式装甲车等项目,为工厂的发展拓展了新的领域,增加了新的经济增长点。
七四一〇工厂主要是维修和改造67
式水陆两栖作战坦克还有各型号的6X6装
甲车。工厂主要产品有:神功牌ZDY、ZLY、
ZSY三系列
硬齿面圆
柱齿轮减
速器;DBY、DCY二系列硬齿面圆锥圆柱齿轮减速器;
NGW行星减速器系列; QJR、QJS、QJRS、起重机系
列减速器;水泥磨机减速器JDY、MBY、MCD等系列,
糖厂压榨机传动减速器、橡塑机械密炼机挤出机配套齿轮箱、煤矿掘进机减速器、铝铸轧机双行星减速机、冷拔机减速器、微张力减径机减速机、定径机主减速机、轧钢机齿轮箱、轧铜机齿轮箱、卷取机、开卷机、飞剪以及各类大型非标减速器和轧机成套机列加工服务。
1.2中国人民解放军第7410工厂技工学校简介
中国人民解放军第7410工厂技工学校是一所以培养中、高级技术工人为主的一所正规技工学校,是享有国家助学金资助和全国技工学校实行电子注册的指定学校。主要开设机电、数控加工、焊接技术、船舶制造、特种车辆修理等专业。学校师资力量雄厚,专业设置合理,教学设备齐全,实训条件一流。学校坚持以人为本,实
行德育量化管
理,注重教学改革和学生综合素质的提高,着重培养学生动手操作能力和创新能力,历届毕业生深受用人单位欢迎。
该学校是安徽省劳动和社会保障厅首批批准的 “机电高级技能人才培训基地”;是 “再就业培训定点机构”、“农民工培训定点机构”;是“安徽广播电视大学教学点”;是国家劳动和社会保障部批准的“国家职业技能鉴定所”;学校被省政府授予“全省职业技术教育先进单位”称号。目前学校与多所高等院校建立了产、学、研教学实践基地。 1.3热处理分厂简介
热处理分厂属于民品区,主要承担各类零件的热处理工作。
热处理厂的质量目标: 一、 顾客满意率>90%; 二、 合同履约率>90%; 三、 生产设备完好
率>85%;
热处理分厂内部图
四、外购、外协产品合格率>95%;(其中外购99%,外协92%)
五、过程产品一次性合格率>94%;
六、装甲车辆返修率<1%;
七、质量损失率<1%;
八、新产品产值率>15%;
九、全员岗位培训时间>28H/人年;
十、QC小组活动成果率> 60%。
热处理厂的质量方针:
质量第一顾客满意
管理规范持续改进
2、典型零件的热处理
2.1零件表面渗碳
2.1.1钢的渗碳简介
定义:在增碳的活性介质中,钢的表面为碳所
饱和而获得高碳的渗层组织,称为渗碳。
目的:提高零件表面硬度、耐磨性和疲
劳强度。
根据介质不同,分为气体渗碳、固体渗碳和液
体渗碳三种。应用最多的是气体渗碳。
2.1.2气体渗碳
1 渗碳介质:液体、气体
(1)渗碳介质的选择原则
①渗碳能力强,足够的活性原子用
碳氧比与碳当量衡量(液体介质)碳氧比:分子式中碳氧原子数之比。 C/O越大,分解的活性碳原子越多渗碳能力越强。
②气氛成分的稳定性
③原料经济,来源方便,无公害
1450型气体渗碳炉
(2)常用渗碳介质 液体介质:碳氢化合物
煤油、甲醇、乙醇、丙酮、苯、甲苯等。——高温下气化并分解出活性碳原子。 煤油:烃类 优点:渗碳能力强,成本低 ;缺点:成分不稳定,杂质多 苯、甲苯:成分稳定、有毒、价贵
丙 酮:渗碳能力很强——须与甲醇配合使用
(3)渗碳气氛构成
碳源气:又称富化气,是渗碳能力很强的气体; 如一些碳氧比大于1的有机液体——向工件提供活性碳
载体气:又称稀释气,如甲醇,空气,氮气等——排出废气,保持正压
2.1.3常用渗碳钢的成分
低碳钢或低碳合金钢:10#、15#、20#、20Cr 、20CrMo 、20CrMnTi 、20CrNiMo 、18Cr2Ni4Mo
2.1.4常用渗碳钢的渗层组织 渗碳后缓冷,渗层分三个区域: ①过共析层:OA 段珠光体+网状渗碳体
②共析层:A 段珠光体
③过渡层:AC 段珠光体+铁素体 心部原始组织:大量铁素体+少量珠光体
渗层深度测至1/2过渡层 2.1.5渗碳后的热处理
为使渗碳件具有表面高硬度,心部高韧性,渗碳后必须进行适当的淬火回火。 后续热处理应注意到以下几个方面:
①由于渗碳温度高,时间长,奥氏体晶粒粗大。——补救。
②零件表面和心部的含碳量不同,淬火加热温度的选择要考虑这一差别。
以煤油为滴剂的气体渗碳工艺
③表面网状碳化物在淬火加热前应设法消除。
④依据零件使用状态选择热处理方法,保证既满足性能要求,又要尽量节约能源,提高生产率。
渗碳后热处理常用方法有以下几种:
1、直接淬火法
本质细晶粒钢渗碳件,渗碳后晶粒不易长大,渗碳后可直接
预冷淬火+180~200oC低温回火
预冷的目的是为了减少淬火变形与开裂,并使表层析出一些碳
化物,降低残A,提高表层硬度,预冷温度略高于Ar3,目的是
为避免析出铁素体。
特点:操作简单、成本低,生产率高,但在高温下长期保温,
奥氏体晶粒易长大,影响淬火后工件的性能,故只适用于渗碳件的心部和表层都不过热的情况下;此外预冷过程中,二次渗碳体沿奥氏体晶界呈网状析出,对工件淬火后的性能不利。
用途:大批量生产的汽车、拖拉机齿轮常用此法
2、一次淬火法(重新加热淬火法)
工件经渗碳空冷(或坑冷)后,再重新加热至淬火温度(如830~
860℃)进行淬火,然后在180~200℃回火。这种方法在工件重新
加热时奥氏体晶粒得到细化,使钢的性能得到提高。
适用于比较重要的零件,如高速柴油机齿轮等。
3、二次淬火法
适用于对于表面和心部性能都要求较高的零件
第一次淬火加热温度在Ac3稍上,强化心部;第二次淬火在Ac1稍上,保证表面硬度2.1.6渗碳缺陷及控制
1、黑色组织
在含Cr,Mn及Si等合金元素的渗碳钢渗碳淬火后,在渗层表面组织中出现沿晶界呈现断续网状的黑色组织。
防黑色组织的办法是注意渗碳炉的密封性能,降低炉气中的含氧量.一旦工件上出现黑色组织时,若其深度不超过0.02mm,可以增加一道磨削工序,把其磨去,或进行表
面喷丸处理。
2、反常组织
其特征是在先共析渗碳体周围出现铁索体层.在渗碳件中,常在钢中含氧量较高(如沸腾钢)的固体渗碳时看到。具有反常组织的钢经淬火后易出现软点。
补救办法: 适当提高淬火温度或适当延长淬火加热的保温时间,使奥氏体均匀化,并采用较快的淬火冷却速度。
3、粗大网状碳化物
形成原因可能是由于渗碳剂活性太大,渗碳阶段温度过高,扩散阶段温度过低及渗碳时间过长引起。
预防补救的办法是分析其原因,采取相应措施,对已出现粗大网状碳化物的零件可以进行温度高于AC cm 的高温淬火或正火
4、渗碳层深度不均匀
可能由于原材料中带状组织严重,也可能由于渗碳件表面局部结焦或沉积碳黑,炉气循环不均匀,零件表面有氧化膜或不干净,炉温不均匀,零件在炉内放置不当等所造成.预防措施,应分析其具体原因,采取相应措施。
5、表面贫碳或脱碳
其成因是扩散期炉内气氛碳势过低,或高温出炉后在空气中缓慢冷却氧化脱碳。
补救办法:在碳势较高的渗碳介质中进行补渗。在脱碳层小于0.02mm情况下可以采用把其磨去或喷丸等办法进行补救。
6、表面腐蚀或氧化
渗碳剂不纯,含杂质多,如硫或硫酸盐的含量高,液体渗碳后零件表面粘有残盐,均会引起腐蚀.渗碳后零件出炉温度过高,等温盐浴或淬火加热盐浴脱氧不良,都可引起表面氧化,应仔细控制渗碳剂盐浴成分,并对零件表面及时清洗。
2.1.7典型的产品渗碳工艺 时间 煤油滴数 210d/min 80d/min 到温后17:20 120d/min
12:30 80d/min 目测:12:40
80d/min
渗碳钢的成分与合金化
低C 钢,一般<0.25% ;
合金元素:Mn ,Cr ,Ni ,Si ,W ,V ,Ti ,B
主要作用之一是提高渗碳钢淬透性。 Ti 、V 阻止 A 在高温渗碳时长大; Cr, Mn ,Mo 有利于渗碳层增厚;
Ti, V 能减小渗碳层厚度; Ni, Si 等元素不利于渗碳层增厚。
外
操作者 记录者
表面:清洗除油污,进行表面渗碳 心部:涂防渗碳涂料
整体渗碳工艺:
2.2轴类零件的调质处理
2.2.1调质处理简介
调质处理:淬火+高温回火(可作为预备热处理)
组织:回火索氏体 等轴状(再结晶)α相+均匀分布粒状(球化)θ相 性能:内应力基本消除,强度与韧性最佳配合;综合机械性能高 应用: 重要结构件,轴、齿轮,二次硬化高合金钢
注意:预防和避免第二类回火脆性。 2.2.2轴的调质处理 ;固溶强化;细晶强化; 弥散强化——提高抗回火稳定性
操作者 记录者
应用:
在要求良好的综合机械性能,尤其是需要较高的(冲击)韧性时,采用中C 钢的
调质处理才正能发挥其优势。 2.3零件的淬火处理 2.3.1淬火处理简介
定义:把钢加热到临界温度(Ac3或
Ac1)以上,保温一段时间后,再以大于临界冷却速度冷却,从而获得M (或B 下)组织的方法。 目的:
(1) 提高工具、渗碳零件和其它高强度耐磨机器零件等的硬度、强度和耐磨性;
(2) 结构钢通过淬火和回火之后获得良好的综合机械性能;
(3) 此外,还有很少数的一部分工件是为了改善钢的物理和化学性能。如提高磁钢的磁性,不锈钢淬火以消除第二相,从而改善其耐蚀性等。
加热温度:
亚共析钢:Ac3+30-50 oC 过共析钢:Ac1+30-50 oC 2.3.2淬火后低温回火
淬火后工件存在较大的内应力,容易发生弯曲变形,体积尺寸不稳定,故需要低温回火。
低温回火 (150-250oC)
组织:回火M (淬火M);高碳钢:淬火片状M →回火M (片状过饱和α+ε碳化物,共格)
性能:保持高强硬度;微裂纹焊合;内应力和脆性↓;韧性略↑。低碳钢:板条M,C 的偏聚
应用:①工、模、量具钢;②低碳马氏体钢③渗碳和碳氮共渗
淬火槽
2.3.3典型处理零件
2.4模具的热处理工艺
性能:高温硬度、高温强度、高抗热塑性变形能力、高韧性、高抗热疲劳、良好的抗热烧蚀性。700℃时屈服强度320MPa 。
工艺:1020-1050℃淬火,620-650℃回火, HRC45;580-600℃回火,HRC48-50。 使用组织:组织为回火M+K 。