FANUC机器人操作说明书
1.概要 (3)
2.坐标系 (7)
3.程序创建 (11)
4.动作指令 (12)
5.焊接指令 (16)
6.摆动指令 (18)
7.寻点指令 (20)
概要
?机器人
?控制装置
?示教器
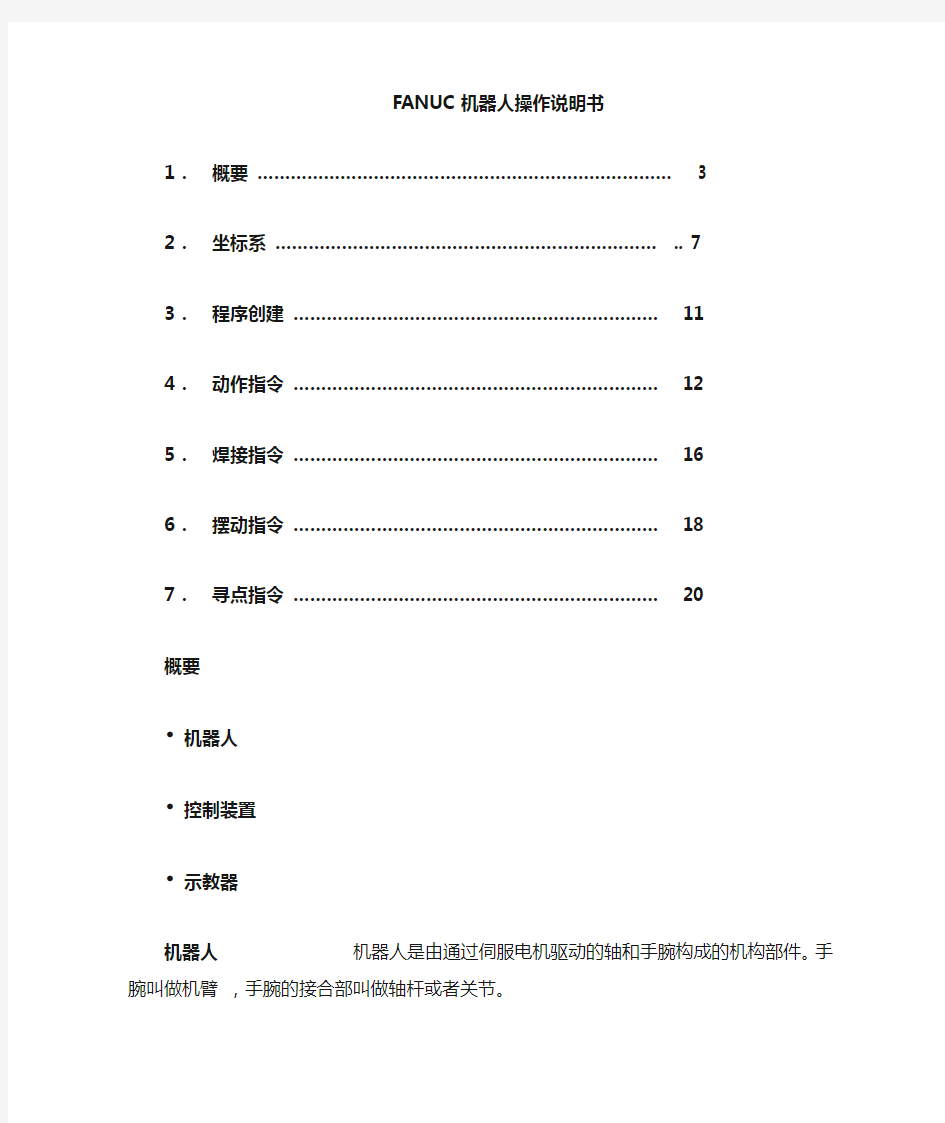
机器人机器人是由通过伺服电机驱动的轴和手腕构成的机构部件。手腕叫做机臂,手腕
的接合部叫做轴杆或者关节。
最初的3轴(J1.J2.J3)叫做基本轴。机器人的基本构成,由该基本轴分别由几个直动轴
和旋转轴构成而确定。
机械手腕轴对安装在法兰盘上的末端执行器(焊枪)进行操控。
如进行扭转、上下摆动、左右摆动之类的动作。
机械臂
控制装置机器人控制装置,由电源装置、用户接口电路、动作控制电路、存储电路、I/O电
路等构成。
用户在进行控制装置的操作时,使用示教操作盘和操作箱。
动作控制电路通过主cpu印刷电路板,对用来操作包含附加轴在内的机器人的所有轴之伺服
放大器进行控制。
示教操作盘
与菜单相关的键控开关
与JOG相关的键控开关
与执行相关的键控开关
与编辑相关的键控开关
2.坐标系
坐标系是位确定机器人的位置和姿势而在机器人或空间上进行定义的位置坐标系统。坐标系
有关节坐标系、
关节坐标系关节坐标系是设定在机器人的关节中的坐标系。关节坐标系中的机器人的位置和
状态,以各关节的底座侧的关节坐标系为基准而确定。
下图中的关节坐标系的关节值,处在所有轴都为0°的状态.
关节坐标系
刀具坐标系这是用来定义刀尖点(TCP)的位置和刀具姿势的坐标系.刀具坐标系必须事先进行
设定.位定义时.将由机械接口坐标系代替刀具坐标系。
世界坐标系世界坐标系,是被固定在空间上的标准笛卡尔坐标系,其被固定在机器人事先确
定的位置。用户坐标系基于该坐标系而设定。她用于位置数据的
示教和执行。
用户坐标系用户坐标系,是用户对每个作业空间进行定义的笛卡尔坐标系。它用于位置寄存
器的示教和执行、位置补偿指令的执行等。位定义时将由世界坐
标系来替代该坐标系。
注:在程序示教后改变了刀具或用户坐标系的情况下,必须重新设定程序的各示教点和范
围。否则,恐会损坏装置。
世界∕刀具坐标系
设定刀具坐标系
刀具坐标系,是代表刀尖点(TCP)和刀具姿势的笛卡尔坐标系。刀具坐标系通常以TCP为
原点,将刀具方向取为Z轴。
未定义刀具坐标系时,将有机械接口坐标系来替代该坐标系。
刀具坐标系,由刀尖点(TCP)的位置(X、Y、Z)和刀具的姿势
(W、P、R)构成。
刀尖点(TCP)的位置,通过相对机械接口坐标系的刀尖点的坐
标值x、y、z来定义。
刀具姿势,通过机械接口坐标系的X轴、Y轴、Z轴周围的旋转
角W、P、R来定义。
刀尖点用来对位置数据的位置进行示教,在进行刀具的姿势控制
时,需要用上刀具姿势。
刀具坐标系
刀具坐标系可用以下方法来设定刀具坐标系。
3点示教法(TCP自动设定)
设定刀尖点(刀具坐标系的X、Y、Z)进行示教,使参考点1、2、3以不同的姿势指向一点。
由此自动计算TCP的位置,要进行正确设定,尽量使三个状态方
向各不相同。
通过3点示教自动设定TCP
6点示教法与3点示教法一样的设定刀尖点。然后设定道具姿势(W.P.R)进行示教,使W.P.R
成为空间上的任意一点,平行刀具坐标系的X轴方向的一点、XZ
平面上的1点。通过笛卡尔JOG或刀具JOG进行示教,所使用刀
具的倾斜保持不变。
TCP自定义设定步骤
1.按下MENUS键,显示出画面菜单。
2.选择“6 SETUP”(6设定)。
3.按下f1“TYPE”(画面),显示画面切换菜单。
4.选择“Frames”(坐标系)。
5.按下F3“OTHER”(坐标)。
6.选择“Tool Frame”(刀具坐标)。出现刀具坐标系一览画面。
7.将光标指向将要设定的刀具坐标号码所在行。
8.按下F3“DETAIL”(详细)。出现所选的坐标系编号的刀具坐
标系设定画面。
9.按下F2“METHOD”(方法)
10.选择(3点、6点)
11.要收入注解
12.要记录各参考点
a 将光标移到各参考点。
b 在JOG方式下将机器人移动到应用进行记录的点。
c 在按住SHIFT键的同时,按下F5“RECORD”(位置记录)
d所有参考点都进行示教后,显示“USED”(计算完成)。13.要将所设定的刀具坐标系作为当前有效的刀具坐标系来所
有,按下F5“SETND”(切换),并输入坐标系编码。
3.程序创建
记录程序记录程序录时,创建一个新的空程序。
设定程序详细信息设定程序详细信息时,设定程序的属性。
修改标准指令语句修改标准指令语句时,重新设定动作指令的示教时要使用的标准指令。示教动作指令示教动作指令时,对动作指令和动作附加指令进行示教。
示教控制指令示教控制指令时,对对码垛指令和控制指令进行示教。
程序的创建或修改,通过示教操作盘进行操作。要通过示教盘进行程序创建或修改,通常情
况下示教器应设定在有效状态。
记录程序
记录程序时,输入程序名,记录程序。程序名由8个字符以下的
英文数字、机构等构成,必须与其他程序分开来。
输入程序名输入程序名的方法有3种。
Words(字)一最多可5个预约可以作为程序名的7个字符以下的字(PRG.MAIN.SUB.和TEST).
Upper case或lower case(字母)可以组合26个英字符母赋予程序名。可以与任意的数字、
记号组合使用。
注:程序名中不可使用星号“*”以及“@”。程序名的开头不可使用数字。
设定程序详细信息程序详细信息,在程序详细画面设定。
?程序名
?副类型
?注解-可在程序中输入注解。注解最多可以输入16个字符,
与可以在程序名中字符相同。注解输入与否都无关紧要。
?运动组-指定在程序中进行控制的动作组。也进行没有动作组
的设定。
?写保护-禁止对程序进行修改。
4.动作指令
所谓动作指令,是指以指令的移动速度和移动方法使机器人向作业空间内的指定位置移动的
指令,动作指令中指定的内容如下。
?动作类型-指定向指定位置的轨迹控制。
?位置数据-对机器人将要移动的位置进行示教。
?移动速度-指定机器人的移动速度。
?定位类型-指定是否在指定位置定位。
?动作附加指令-指定在动作中执行附加指令。
动作指令
要进行动作指令的示教,按下F1~F5键,选择标准动作指令语句
进行。
?按下F1“教点资料”(点)以进行动作指令的示教。
?F5“点修正”(位置修改),用于对已经示教的位置数据进行再示
教。
动作类型动作类型指定向指定位置的移动轨迹。动作类型有:不进行轨迹控制、姿态控制的
直线动作、以及圆弧动作。
?关节动作(J)
?直线动作(包含旋转移动)(L)
?圆弧动作(C)
关节动作
J
关节动作是将机器人移动到指定位置的基本的移动方法。机器人沿着所有的轴同时加速,在
示教速度移动后,同时减速后停止。移动轨迹通常为非线性。在
对结束点进行示教时记述动作类型。关节移动的速度的指定,以
相对最大移动速度的百分比来记述,移动的焊炬姿势不受控制。
关节运动
直线动作
L直线动作是以线性方式对从动作点到结束点的枪尖点的移动轨迹进行控制的一种移动
方法。在对结束点进行示教时记述动作类型。直线移动速度的指
定,从mm/sec、cm/min、inch/min、sec中予以选择。将开始点
和目标点的姿态进行分割后对移动中的焊枪姿势进行控制。
直线动作
旋转动作是使用直线动作,使焊枪的姿势从开始点到结束点以枪尖点位中心旋转的一种
方法。将开始点和目标点的姿势分割后对移动中的焊枪姿势进行控
制。此时,移动速度以deg/sec予以指定。移动轨迹(枪尖点移动
的情况下)通过线性方式进行控制。
旋转动作
圆弧动作
C圆弧动作是从动作开始点通过经由点到结束点以圆弧的方式对焊枪尖点的移动轨迹进行
控制的一种的方法。其在一个指令中对经由点和目
标点进行示教。圆弧移动速度的指定,从mm/sec、
cm/min、inch/min、sec中予以选择。将开始点、经
由点、目标点的姿势进行分割后移动中的焊枪姿势
进行控制。
圆弧动作
5.焊接指令
焊接指令是向机器人指示何时,怎样进行弧焊的指令,在执行弧焊开始和弧焊结束指令之间
所示教的动作指令过程中进行弧焊。
?弧焊开始指令—指令开始进行弧焊。
?弧焊结束指令—指令完成弧焊。
弧焊开始指令弧焊开始指令是使机器人开始执行弧焊的指令。弧焊开始指令中存在以下两种
指令
?Arc Start[i]电弧开始:通过指令焊接条件编号所发出的指令
?Arc Start[V,A…]通过记述焊接条件所发出的指令
Arc Start [i]
Arc Start[i]指令是根据预先在弧焊条件画面中所设定的焊接条件,开始进行弧焊的指令。
注:在电弧开始指令中,焊接条件的处理时间可以忽略不计。
Arc Start[V,A…]
Arc Start[V,A…]指令是在进行弧焊时条件,也即在tp程序中直接指定焊接电流和电压或金属
线进给速度后开始焊接。
使指定的条件种类和数量根据焊接装置种类的设定、模拟输入输出信号数量的设定和选项加
以改变。
弧焊结束指令弧焊结束指令是指示机器人完成弧焊指令。弧焊结束指令中存在以下两种指令。
?Arc End[i]电弧结束:通过指令焊接条件编号所发出的指令。
?Arc End[V,A,sec]电弧结束:通过记述焊接条件所发出的指令。Arc End[i]
Arc End[i]指令是根据预先在弧焊条件画面中所设定的焊接条件,进行焊口处理,完成弧焊的
指令。
Arc End[V,A,sec]Arc End[V,A,sec]指令是完成弧焊时进行的焊口处理条件,也即直接指定焊
口处理电压、焊口处理电流和焊口处理时间后进行焊口处理的
指令。
所指定的条件种类和数量根据焊接装置种类的设定、模拟输入输出信号数量的设定和选项加
以改变。
6.横摆指令
横摆指令是使机器人执行横摆的指令。
横摆指令有以下种类的指令。
?Weave(模式)[i](摆动(模式))指令
?Weave(模式)[Hz,mm,sec,sec]指令
?Weave End(摆动结束)指令
?Weave End[i](摆动结束) 指令
使用横摆指令时,必须指定横摆模式。
SIN 型横摆
圆形横摆
8字型横摆
Weave(模式)[i]
Weave(模式)[i]指令,是根据预先设定好的横摆条件,以指
定模式开始横摆的指令。
Weave(模式)[Hz,mm,sec,sec]
Weave(模式)[Hz,mm,sec,sec]指令,直接指定进行横摆的条件
即频率、振幅、左右停止时间后开始横摆。
Weave End
Weave End指令,结束执行过程中的所有横摆。
7.接触式传感器功能
接触式传感器功能,是在对象工件的位置偏离时,为补偿该偏离而自动地变更机器人路径的一种功能。
接触式传感器功能基本上由以下功能构成
?使用预先设定的接近速度、接近方向数据,使接触传感器部分
(TCP)向着对象工件移动。
?使用数字输入信号,检测机器人(TCP)接触到对象工件的事实。
?将已找到的对象工件的绝对位置或距离原位置的偏置存储在位
置寄存器中(PR).
?使用已存储的绝对维修信息或偏置信息,使机器人移动到当前的
对象工件位置。
要使用接触式传感器功能,进行如下设定。
?应尽量正确设定机器人TCP。
?设置接触式传感器电路(硬件),是用来检测机器人(TCP)接触
到对象工件的事实,并通过数字信号进行输入的电路。
?设定接近对象工件的方法,并设定存储所获取的位置信息方式。使用接触传感器功能的程序例
设定接触式传感器功能
通过检索动作找出对象工件,并将已经找到的绝对位置或者偏置储存在位置寄存器中,检索
动作使用如下信息。
·接触式传感器坐标系
·检索模式
·接触式传感器条件
接触式传感器坐标系,设定检索动作的方向。编程检索动作,使其实际上在所选的接触式传
感器坐标系上沿X、Y、Z方向动作。
设定接触式传感器坐标系
1、按下MENUS (菜单)键
2、选择SETUP(设置)