硬质合金的烧结
一、实验目的
了解硬质合金烧结的基本知识及烧结特点
二、实验原理
烧结是指在高温作用下,坯体发生一系列物理化学变化,由松散状态逐渐致密化,且机械强度大大提高的过程。在烧结过程中包括有机物的挥发、坯体内应力的消除、气孔率的减少;在烧结气氛作用下,粉末颗粒表面氧化物的还原、原子的扩散、粘性流动和塑性流动;烧结后期还可能出现二次再结晶过程和晶粒长大过程。
三、烧结方式及特点
真空烧结与低压烧结
真空烧结:在低于大气压力条件下进行的粉末烧结。主要用于烧结活性金属和难熔金属铍、钍、钛、锆、钽、铌等;烧结硬质合金、磁性合金、工具钢和不锈钢;以及烧结那些易于与氢、氮、一氧化碳等气体发生反应的化合物。
优点是:(1)减少了气氛中有害成分(水、氧、氮)对产品的不良影响。(2)对于不宜用还原性或惰性气体作保护气氛(如活性金属的烧结),或容易出现脱碳、渗碳的材料均可用真空烧结。
(3)真空可改善液相对固相的润湿性,有利于收缩和改善合金的组织。
(4)真空烧结有助于硅、铝、镁、钙等杂质或其氧化物的排除,起到净化材料的作用。
(5)真空有利于排除吸附气体、孔隙中的残留气体以及反应气体产物,对促进烧结后期的收缩有明显作用。如真空烧结的硬质合金的孔隙度要明显低于在氢气中烧结的硬质合金。
(6)真空烧结温度比气体保护烧结的温度要低一些,如烧结硬质合金时烧结温度可降低100~150℃。这有利于降低能耗和防止晶粒长大。
不足是:(1)真空烧结时,常发生金属的挥发损失。如烧结硬质合金时出现钴的挥发损失。通过严格控制真空度,即使炉内压力不低于烧结金属组分的蒸气压,也可大大减少或避免金属的挥发损失。(2)真空烧结的另一个问题是含碳材料的脱碳。这主要发生在升温阶段,炉内残留气体中的氧、水分以及粉末内的氧化物等均可与碳化物中的化合碳或材料中的游离碳发生反应,生成一氧化碳随炉
气抽出。。含碳材料的脱碳可用增加粉末料中的含碳量以及控制真空度来解决。
低压烧结:低压烧结的“低压”是相对…热等静压?的压力来说的,二者都是在等静压力下烧结,前者的压力约为5Mpa 左右,后者的压力高达70~100MPa 。
(1)低压烧结是在真空烧结和热等静压的基础上发展起来的,在烧结温度下,较低的压力同样可以消除合金内的孔隙,而且可以避免因高压而在合金中造成…钴池?的缺陷。低压烧结使合金能获得比经热等静压处理的合金更好的综合性能。
(2)抑制Co 的挥发和合金脱碳(解决真空烧结的不足)
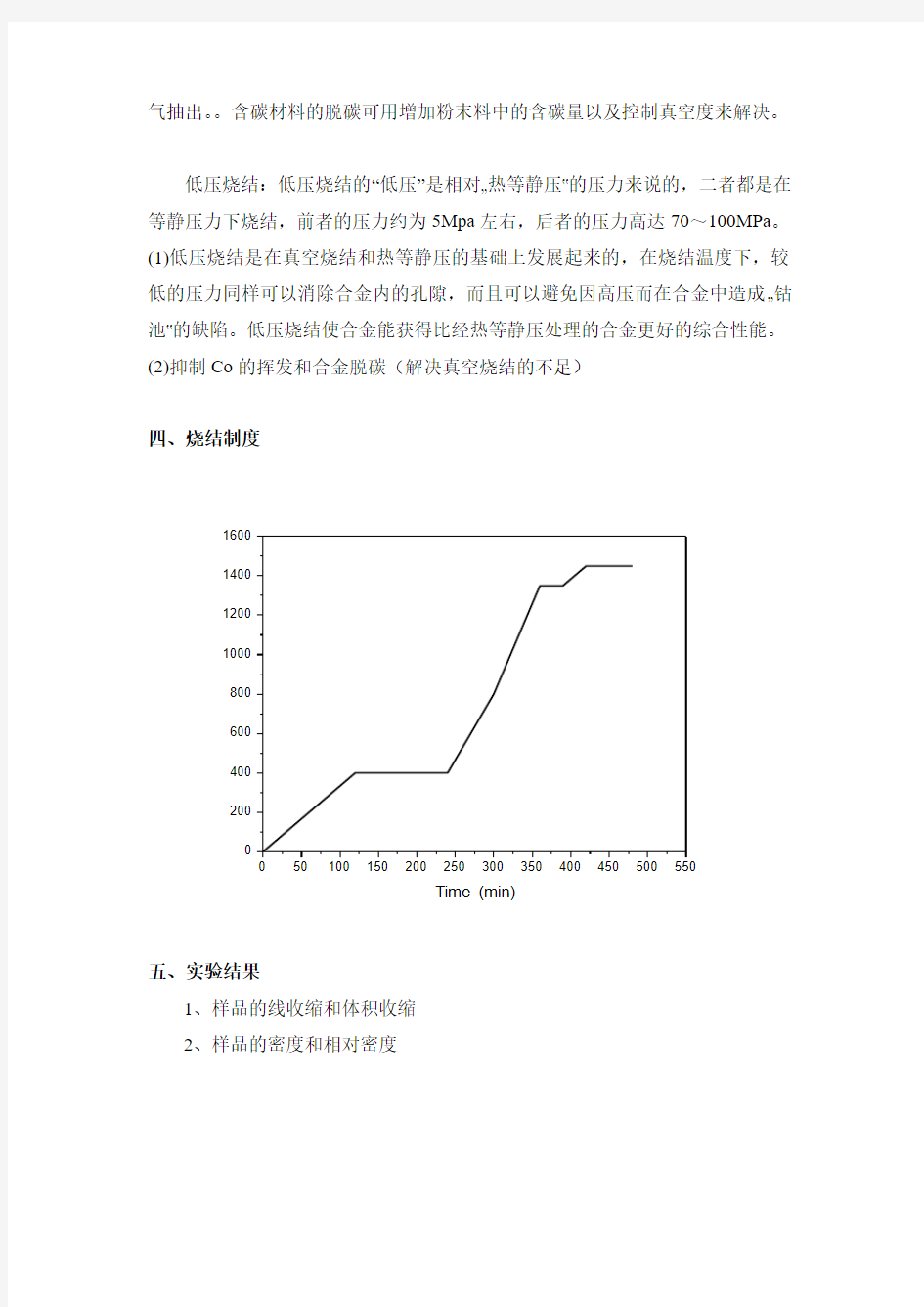
四、烧结制度
五、实验结果
1、样品的线收缩和体积收缩
2、样品的密度和相对密度 05010015020025030035040045050055002004006008001000120014001600 T e m p e r a t u r e (℃)Time (min)
硬质合金烧结原理 所谓烧结就是将粉末压坯加热到一定温度(烧结温度)并保持一定的时间(保温时间),然后冷却下来,从而得到所需性能的材料,这种热处理工艺叫做烧结。 烧结使多孔的粉末压坯变为具有一定组织和性能的制品,尽管制品性能与烧结前的许多工艺因素有关,但是在许多情况下,烧结工艺对最终制品组织和性能有着重大的甚至是决定性的影响。 硬质合金的烧结过程是比较复杂的,但是这些基本知识又是必须掌握的。 4.1烧结过程的分类 烧结过程的分类方法很多,按烧结制品组元的多少可以分为单元系烧结和多元系烧结,如钨、钼条烧结属于单元系烧结,硬质合金绕结则属于多元系烧结。 按烧结时组元中相的状态分为固相烧结和液相烧结,如钨钼的烧结过程中不出现液相,属于固相烧结,硬质合金制品在烧结过程中会出现液相,属于液相烧结。按工艺特征来分,可分为氢气烧结、真空烧结、活化烧结、热等静压烧结等。许多烧结方法都能用于硬质合金的烧结。此外,还可以依烧结材料的名称来分,如硬质合金烧结,钼顶头烧结。 从学习烧结过程的实质来说,将烧结过程分为固相烧结和液相烧结两大类是比较合理的,但在生产中多按烧结工艺特点来进行分类。 4.2烧结过程的基本变化 硬质合金压坯经过烧结后,最容易观察到的变化是压块体积收缩变小,强度急剧增大,压块孔隙度一般为50%,而烧结后制品已接近理论密度,其孔隙一般应小于0.2%,压块强度的变化就更大了,烧结前压坯强度低到无法用一般方法来测定,压坯只承受生产过程中转移时所必备的强度,而烧结后制品却能达到满足各种苛刻工作条件所需要的强度值,显然制品强度提高的幅度较之密度的提高要大得多。 制品强度及其他物理机械能的突变说明在烧结过程中压块发生了质的变化。在压制过程中,虽然由于外力的作用能增加粉末体的接触面,而颗粒中表面原子和分子还是杂乱无章的,甚至还存在有内应力,颗粒间的联结力是很弱的,但烧结后颗粒表面接触状态发生了质的变化,这是由于粉末接触表面原子﹑分子进行化学反应,以及扩散、流动、晶粒长大等物理化学变化,使颗粒间接触紧密,内应力消除,制品形成了一个强的整体,从而使其性能大大提高。 4.3烧结过程的基本阶段 硬质合金烧结过程可以分为四个基本阶段: 1.脱除成形剂及预烧阶段,在这个阶段烧结体发生如下变化: 1)成型剂的脱除,烧结初期随着温度的升高,成型剂逐渐分解或汽化,排除出烧结体,与此同时,成型剂或多或少给烧结体增碳,增碳量将随成型剂的种类、数量以及烧结工艺的不同而改变。 2)粉末表面氧化物被还原,在烧结温度下,氢可以还原钴和钨的氧化物,若在真空脱除成型剂和烧结时,碳氧反应还不强烈。 3)粉末颗粒间的接触应力逐渐消除,粘结金属粉末开始产生回复和再结晶,表面扩散开始发生,压块强度有所提高。 2.固相烧结阶段(800℃--共晶温度) 在出现液相以前的温度下,除了继续进行上一阶段所发生的过程外,固相反应和扩散加剧,塑性流动增强,烧结体出现明显的收缩。 3.液相烧结阶段(共晶温度--烧结温度)
硬质合金烧结方法的新进展 1 前 言烧结是硬质合金生产过程的最后一道工序 ,也是最基本、最关键的一道工序,烧结前工序中的某些缺陷在一定范围内可以通过调整烧结工艺加以纠正 ,而由烧结造成的废品一般无法通过以后的工序来挽救 ,因此烧结工艺和装备选择是否恰当,对烧结产品的质量有着决定性的影响。长久以来 ,在实际生产中逐渐形成了多种烧结方法 ,较为传统的包括氢气烧结、真空烧结、热等静压烧结、真空后续热等静压、烧结热等静压等。80年代纳米结构问世之后,又逐渐形成了新型烧结方法,如微波烧结、放电等离子烧结等。下面就这几种烧结技术特别是纳米硬质合金烧结技术做一综合介绍。2 氢气烧结将压坯装在石墨舟中 ,再充填一定含碳量的氧化铝填料或石墨颗粒填料,通常是装入连续推进式的钼丝炉内,在氢气保护下进行烧结,这个过程就是氢气烧结<1 > 。氢气烧结的特点是 :能够提供还原性气氛 ;需要预烧结来清除压制时添加的成形剂。氢气烧结虽然曾在较长时期内被广泛采用,甚至目前还有少数厂家采用它 ,但经过长期实践 ,人们发现它存在许多不足。钼丝刚玉管炉的优点是结构简单、炉子功率小、炉管寿命长,但是炉温控制不准、炉内气氛变化大、产品容易渗碳、脱碳。另外 ,其烧结过程是在正压下进行的 ,产品内部的孔隙不能充分得到消除 ,留有残余孔隙 ,一些氧化物杂质也不能较好地挥发排除掉<2 > 。3 真空烧结硬质合金的真空烧结始于上世纪三十年代 ,而到六十年代才获得较大的发展。所谓真空烧结 ,就是在负压的气(汽)体介质中烧结压制的过程。真空烧结与氢气烧结相比,可以提高炉气纯度,同时负压改善了粘结相对硬质相的润湿性。真空烧结具有如下优点 :(1 )能够更好地排除烧结体中Si、Mg、Ca等微量氧化物杂质 ,从而提高硬质合金的纯度;(2 )真空下气相的渗碳、脱碳作用大大减少,易于保证最终合金的碳含量,控制合金的组织结构;(3)可以降低烧结温度或保温时间,防止碳化物晶粒的不均匀长大;(4)烧结品残留孔隙比氢气烧结少,可提高合金的密度和机械性能;(5 )烧结时产品不用填料隔开和保护 ,操作简单 ,而且产品表面无粘附物和白亮的金属铝沉积物。其缺点是 :其产品内部有少量孔隙和缺陷。4 热等静压法用真空烧结法制备硬质合金 ,产品内部的残余孔隙和缺陷一直是人们关注和深入探索的问题 ,而热等静压正是解决这一问题的有效方法。把粉末压坯和装入特制容器内的粉末体(即粉末包套)置入热等静压机高压容器中,施以高温和高压,使这些粉末被压制和烧结成致密的零件或材料的过程称为粉末热等静压烧结工艺<3> 。粉末热等静压的工艺原理是 ,粉末体 (粉末压坯或包套内的粉末 )在等静压高压容器内同时经受高温和高压的联合作用 ,强化了
第三章压制 第一节压制机理 一,压制过程:粉末压制成型是粉末冶金生产的基本成型方法;在压摸中填装粉末,然后在压力机下加压,脱模后得到所需形状和尺寸的压坯制品,,粗略分三阶段: 1,压块密度随压力增加而迅速增大;孔隙急剧减少。 2,压块密度增加缓慢,因孔隙在1阶段中大量消除,继续加压只是让颗粒发生弹性屈服变形。 3,压力的增大可能达到粉末材料的屈服极限和强度极限,粉末颗粒在此压力下产生塑性变形或脆性断裂。因颗粒的脆性断裂形成碎块填入孔隙,压块密度随之增大。 二,压制压力:压制压力分二部分;一是没有摩擦的条件下,使粉末压实到一定程度所需的压力为“静压力”(P1);二是克服粉末颗粒和压模之间摩擦的压力为“侧压力”(P2)。 压制压力P=P1+P2 侧压系数=侧压力P2÷压制压力P=粉末的泊松系数u÷(1-u)=tg2(45o-自然坡度角Φ÷2) 侧压力越大,脱模压力就越大,硬质合金粉末的泊松系数一般为0.2-0.25之间。 三,压制过程中的压力分布:引起压力分布不匀的主要原因是粉末颗粒之间以及粉末与模壁之间的摩擦力。压块高度越高,压力分布越不均匀。实行双向加压或增大压坯直径,能减少压力分布的不均匀性。 四,压块密度分布:越是复杂的压块,密度分布越不均匀;除压力分布的不均匀(压力降)外,装粉方式不正确,使压块不同部位压缩程度不一致,也会造成压块密度不均匀。 1,填充系数:是指压块密度Y压与料粒的松装密度Y松的比值;压缩比:是指粉末料粒填装高度h粉与压块高度h压之比;在数值上填充系数和压缩比是相等的。 K=Y压÷Y松=h粉÷h压 2,为了减少压块密度分布的不均匀性: (1)提高模具的表面光洁度; (2)减少摩擦阻力; (3)提高料粒的流动性; (4)采用合理的压制方式; 3,粉末粒度对压制的影响; (1)粉末分散度越大(松装越小),压力越大。压块密度越小;有较大的强度值,成型性好。 (2)料粒较粗,压块容易达到较高的压块密度,但其密度分布往往是不均匀的;一般情况下,压块强度随成型剂的加入量而提高。 五,压块的弹性后效: 1,弹性内应力:粉末颗粒内部和颗粒间接触表面上,由于原子间引力和吸力的相互作用,会产生一个与颗粒受力方向相反,并力求阻止颗粒变形,以便达到与压制压力平衡的作用力叫弹性内应力。
纳米硬质合金制备技术 纳米硬质合金具有很高的强度、硬度等力学性,能同时还具有普通超细合金难以获得的高导热特性(普通超细合金的导热性能随着晶粒度的减小而降低,瑞典的Sandvik公司就以硬质合金的导热性发生突变时合金晶粒度的临界值作为纳米硬质合金判据,认为晶粒度小于0.3μm的合金即可称为纳米硬质合金)。控制烧结过程中的晶粒长大是制备纳米硬质合金块体材料的关键,随着纳米(晶)硬质合金粉末制备技术的成熟,纳米(晶)硬质合金粉末的烧结研究成为材料研究领域的热点。 纳米晶粉末存在着很大的表面能和晶格畸变能,在烧结热处理中这些能量被充分释放,具体表现为晶粒迅速长大和快速致密化。在保证致密化的前提下,有效控制烧结过程中的晶粒长大成为纳米硬质合金制备技术的难点。为了抑制烧结晶粒长大,可在粉末中添加晶粒长大抑制,但添加抑制剂并不能有效地将晶粒控制在100nm以内,于是又发展了众多新的烧结方法,以期通过压力、电磁等活化作用来实现低温短时烧结,进一步控制晶粒长大。以下将对纳米硬质合金新型烧结技术进行简要介绍。 1 压力烧结 在烧结时施加压力可以加快烧结时的颗粒重排,快速实现致密化,消除孔隙,较有效控制烧结过程的晶粒长大。压力烧结主要有低压烧结、热等静压、热压、超高压烧结和爆炸烧结等。 1.1低压烧结 目前人们研究较多并且在工业中被广泛应用的是低压烧结。低压烧结将成形剂脱除、真空烧结和热等静压合并在同一设备中进行,最终烧结阶段采用氢气保护,压力一般为4~6MPa,可实现快速冷却。在低压烧结过程中,大部分收缩发生在真空烧结阶段,在加压阶段消除显微孔隙,使烧结体完全致密。其工艺主要优点为钻池几乎可以完全被消除,孔隙度显著降低,制品内部的缺陷得到有效控制合金的组织结构细小均匀。由于烧结和加压在同一设备中进行,不易造成产品的氧化和脱碳,还可通过引人碳势气体(如CH4等)来调整合金中的碳含量。 1.2热等静压
硬质合金的烧结 一、实验目的 了解硬质合金烧结的基本知识及烧结特点 二、实验原理 烧结是指在高温作用下,坯体发生一系列物理化学变化,由松散状态逐渐致密化,且机械强度大大提高的过程。在烧结过程中包括有机物的挥发、坯体内应力的消除、气孔率的减少;在烧结气氛作用下,粉末颗粒表面氧化物的还原、原子的扩散、粘性流动和塑性流动;烧结后期还可能出现二次再结晶过程和晶粒长大过程。 三、烧结方式及特点 真空烧结与低压烧结 真空烧结:在低于大气压力条件下进行的粉末烧结。主要用于烧结活性金属和难熔金属铍、钍、钛、锆、钽、铌等;烧结硬质合金、磁性合金、工具钢和不锈钢;以及烧结那些易于与氢、氮、一氧化碳等气体发生反应的化合物。 优点是:(1)减少了气氛中有害成分(水、氧、氮)对产品的不良影响。(2)对于不宜用还原性或惰性气体作保护气氛(如活性金属的烧结),或容易出现脱碳、渗碳的材料均可用真空烧结。 (3)真空可改善液相对固相的润湿性,有利于收缩和改善合金的组织。 (4)真空烧结有助于硅、铝、镁、钙等杂质或其氧化物的排除,起到净化材料的作用。 (5)真空有利于排除吸附气体、孔隙中的残留气体以及反应气体产物,对促进烧结后期的收缩有明显作用。如真空烧结的硬质合金的孔隙度要明显低于在氢气中烧结的硬质合金。 (6)真空烧结温度比气体保护烧结的温度要低一些,如烧结硬质合金时烧结温度可降低100~150℃。这有利于降低能耗和防止晶粒长大。 不足是:(1)真空烧结时,常发生金属的挥发损失。如烧结硬质合金时出现钴的挥发损失。通过严格控制真空度,即使炉内压力不低于烧结金属组分的蒸气压,也可大大减少或避免金属的挥发损失。(2)真空烧结的另一个问题是含碳材料的脱碳。这主要发生在升温阶段,炉内残留气体中的氧、水分以及粉末内的氧化物等均可与碳化物中的化合碳或材料中的游离碳发生反应,生成一氧化碳随炉
硬质合金烧结工艺 硬质合金是由各种碳化物和铁族元素组成,例如WC-Co、WC-TiC-TaC-NbC-Co或是TiC-Mo?C-Ni。这些材料的典型特点就是,通过液相烧结可以达到几乎100%理论密度,烧结后,低的残余孔隙度是成功应用硬质合金于金属切削、石油开采钻头或者金属成形模具等高应力使用工况的关键。此外,必须仔细控制烧结工艺,以获得希望的显微组织和化学成分。 在很多应用场合,硬质合金都是以烧结态应用的。烧结态合金表面经常承受条件苛刻的摩擦和应力,在大多数的切削金属应用中,刀头表面的磨耗深度只要超过~,工具就被判定报废,所以,提高硬质合金的表面性能是相当重要的。 烧结硬质合金的两种基本方法:一种是氢气烧结——在氢气中与常压下通过相反应动学来控制零件成分,另一种是真空烧结——采用真空环境或降低环境气体压强,通过减缓反应动力学来控制硬质合金成分。真空烧结有着更为广泛的工业应用。有时,还采用烧结热等静压和热等静压,这些技术都对硬质合金的生产有着重要的影响。 氢气烧结:氢气是还原性的气氛,但当氢气与烧结炉壁或承载装置发生反应时会改变其他成分,提供合适的碳化势以维持与硬质合金的热力学平衡。在传统的硬质合金烧结中,要将混合料中的碳化物的含碳量调节到理论值,并在整个氢气烧结过程中维持这个值不变。例如,烧结94WC-6CO硬质合金时,入炉时,碳含量为~%(质量分数),出炉时,则要维持在+% 氢气烧结工艺的气氛控制能力对于钨钴类硬质合金来说是足够的,但是对于切钢工具用含碳化钛碳化钽或碳化铌的合金来说,气氛的氧化势太高,导致合金的成分变化,通常用真空烧结来减低这些,合金氧化物的含量,氢气烧结一般用机械推舟的方式,通过连续烧结来完成,可用一个单独的预烧炉除去润滑剂防止挥发物污染后的高烧结过程。预烧结
硬质合金真空烧结 硬质合金的烧结为液相烧结,即再黏结相呈液相的条件下进行。将压坯在真空炉中加热到1350℃—1600℃。烧结时压坯的线收缩率约为18%,体积收缩在50%左右,收缩量的准确值取决于粉末的粒度和合金的成分。 硬质合金的烧结是一个复杂的物理化学过程,株洲三鑫硬质合金生产有限公司友情出品。这一过程包括增塑剂脱除、脱气、固相烧结、液相烧结、合金化、致密化、溶解析出等过程。压坯在特定烧结条件下形成具有一定化学成分、组织结构、性能和形状尺寸的制品。这些工艺条件依不同的烧结装置具有较大的差异。 硬质合金真空烧结是在低于1atm(1atm=101325Pa)下进行烧结的工艺过程。在真空条件下烧结,大大降低了粉末表面吸附气体和封闭孔隙内气体对致密化的阻碍作用,有利于扩散过程和致密化的进行,避免了烧结过程中金属与气氛中某些元素的反应,可显著改善液体黏结相与硬质相的湿润性,但真空烧结要注意防止钴的蒸发损失。 真空烧结一般可以分为四个阶段,即增塑剂脱除阶段、预烧阶段、高温烧结阶段、冷却阶段。 增塑剂脱除阶段是从室温开始升温到200℃左右,压坯中粉末颗粒表面吸附的气体在热的作用下脱离颗粒表面,不断从压坯中逃逸出来。压坯中的增塑剂受热化逸出压坯。保持较高的真空度有利于气体的解除和逸出。不同种类增塑剂受热变化的性能不尽相同,制定增塑
剂脱除工艺要根据具体情况进行试验确定。一般增塑剂的气化温度在550℃以下。 预烧阶段是指高温烧结前进行预烧结,使粉末颗粒中的化合氧与碳发生还原反应,生成一氧化碳气体离开压坯,如果这种气体在液相出现时不能排除,将成为封闭孔隙残留在合金中,即使加压烧结,也难以消除。另一方面,氧化存在会严重影响液相对硬质相的湿润性,最终影响硬质合金的致密化过程。在液相出现前,应充分得脱气,并采用尽可能高得真空度。 高温烧结阶段是硬质合金压坯发生致密化得关键阶段,而烧结温度及烧结时间是压坯实现致密化、形成均匀得组织结构、获得所要求性能的重要工艺参数。烧结温度及烧结时间取决于合金成分、粉末粒度、混合料的研磨强度等因素,也受材质总体设计的制约。 冷却阶段是冷却速度影响合金的黏结相成分及结构,产生内部应力。冷却速度应处于受控制状态。烧结热等静压是一种新的烧结技术,也称为低压烧结,在完成脱气,压坯表面孔隙已经封闭,黏结相依旧是液相的条件下,用一定压力的气体加压,促使产品致密化。 硬质合金生产工艺每一个细节都是重要的,必须严谨,以控制硬质合金产品质量!
硬质合金生产工艺流程 生产工艺原理1、1 原理概述硬质合金是一种由难熔金属硬质化合物与粘结金属组成,采用粉末冶金方法生产,具有很高耐磨 性和一定韧性的硬质材料。由于所具有的优异性能,硬质合金被 广泛应用于切削加工、耐磨零件、矿山采掘、地质钻探、石油开采、机械附件等各个领域。矿用合金分厂石蜡工艺硬质合金的生 产过程一般为:a) 将难熔金属硬质化合物(碳化钨、碳化钽等)、粘结金属 (钴粉或镍粉)及少量添加剂(硬脂酸或依索敏)经过配料,在 己烷研磨介质中进行混合和研磨,添加石蜡的料浆,再经真空干 燥(或喷雾干燥)、过筛、制粒,制成掺蜡混合料;b) 掺蜡混合料经鉴定合格,经过精密压制,制成高精度压坯;c) 压坯经真空脱蜡烧结或低压烧结,制成硬质合金。1、2 各工 艺过程原理1、2、1 混合料制备原理称取所需的各组份原料及少 量添加剂,装入滚动球磨机或搅拌球磨机,在球磨机中合金球研 磨体的冲击、研磨作用下,各组份原料在己烷研磨介质中得到细 化和均匀分布,在喷雾干燥前(或湿磨后期)加入一定量液态石蜡,卸料后经喷雾干燥、振动过筛(或真空干燥、均匀化破碎过筛),制成有一定成分和粒度要求的掺蜡混合料,以满足压制成 型和真空烧结的需要。1、2、2 压制原理将混合料装入定型模腔内,在压力机冲头或其它传压介质施予的压力的作用下,压力传
向模腔内的粉末,粉末发生位移和变形,随压力的增加,粉末颗粒之间的距离变小,粉末颗粒之间发生机械啮合,孔隙度大大降低,同时在成型剂的作用下,混合料被密实成具有一定形状、尺寸、密度、强度的压坯。在保证压力机、模具及混合料满足压制要求的基础上,利用有效手段控制过程中的各种影响因素,最终得到高精度尺寸的压坯。由于粉末颗粒与模具壁之间的摩擦作用,使压力在压坯高度方向产生衰减,引起压坯单位高度上的重量变化,即反映了压坯密度的变化。道斯特机械自动(或C35-1 60、C35-500、TPA 45、 2、TPA50/ 2、TPA20/3等)双向压力机,是靠机械凸轮在动力带动下完成压制动作,一旦动作的上下死点限定,压制动作就不会改变,故能保证压坯的高度不变,这时,装料量的变化会引起压制力的变化,从而引起压坯尺寸的变化,故应控制单重的波动范围,即通过控制压制工艺参数来实现等密度压制。1、2、3 烧结原理在真空条件下加热,进行真空脱蜡烧结过程,有利于排除杂质,提高烧结气氛纯度,改善粘结相的润湿性,促进反应。将压坯置于真空烧结气氛中加热,随着温度的升高,达到石蜡蒸发温度时,石蜡从压坯中逸出,在小于该温度下的石蜡蒸汽分压时保温足够时间,石蜡从压坯中完全排出,并由捕蜡器回收,压坯得到净化。随着温度进一步升高,压坯发生脱气反应并进一步净化,随之发
烧结工艺对硬质合金性能的影响 【摘要】采用高能球磨机制备超细WC-Co复合粉,通过控制不同的球磨时间获得粉体,分别用放电等离子烧结和真空烧结工艺来制取硬质合金。利用分析天平、扫描电镜等设备,系统的进行烧结方法对硬质合金的硬度、密度、抗弯强度等性能以及显微组织结构影响的研究。实验结果表明:放电等离子烧结跟真空烧结相对比,可以有效地减少合金孔隙,使硬质合金的组织结构更加致密,从而也能够提高硬质合金的各项物理机械性能指标,球磨50h,在1200℃,可以获得密度为14.32g/cm3,洛氏硬度HRA90.4,抗弯强度为2100MPa的综合性能较为优越的硬质合金。 【关键词】烧结工艺,硬质合金,性能 【Abstract】窗体顶端 【Abstract】High energy ball mill for Ultrafine WC-Co composite powder, the powder obtained by controlling the milling time is not, respectively, with spark plasma sintering and vacuum sintering process for the preparation of cemented carbide. Utilization of balance, scanning electron microscopy and other equipment, to study the system performance and the impact of sintering of cemented carbide microstructure hardness, density, flexural strength right. The results show that: the discharge plasma sintering compared with vacuum sintering, can effectively reduce the porosity alloy, carbide organizational structure is more dense, so it is possible to improve the quality of the physical and mechanical perfor mance of the alloy, milling 50h, at 1200℃can obtain a density of 14.32g/cm3, Rockwell hardness HRA90.4, 2100MPa flexural strength of overall performance is more superior carbide. 【Key word】Sintering Process,Cemented carbide,Performance
硬质合金的烧结工艺 Revised by Chen Zhen in 2021
硬质合金烧结工艺 硬质合金是由各种碳化物和铁族元素组成,例如WC-Co、WC-TiC-TaC-NbC-Co或是TiC-MoC-Ni。这些材料的典型特点就是,通过液相烧结可以达到几乎100%理论密度,烧结后,低的残余孔隙度是成功应用硬质合金于金属切削、石油开采钻头或者金属成形模具等高应力使用工况的关键。此外,必须仔细控制烧结工艺,以获得希望的显微组织和化学成分。 在很多应用场合,硬质合金都是以烧结态应用的。烧结态合金表面经常承受条件苛刻的摩擦和应力,在大多数的切削金属应用中,刀头表面的磨耗深度只要超过0.2~0.4mm,工具就被判定报废,所以,提高硬质合金的表面性能是相当重要的。 烧结硬质合金的两种基本方法:一种是氢气烧结——在氢气中与常压下通过相反应动学来控制零件成分,另一种是真空烧结——采用真空环境或降低环境气体压强,通过减缓反应动力学来控制硬质合金成分。真空烧结有着更为广泛的工业应用。有时,还采用烧结热等静压和热等静压,这些技术都对硬质合金的生产有着重要的影响。 氢气烧结:氢气是还原性的气氛,但当氢气与烧结炉壁或承载装置发生反应时会改变其他成分,提供合适的碳化势以维持与硬质合金的热力学平衡。在传统的硬质合金烧结中,要将混合料中的碳化物的含碳量调节到理论值,并在整个氢气烧结过程中维持这个值不变。例如,烧结94WC-6CO硬质合金时,入炉时,碳含量为5.70~5.80%(质量分数),出炉时,则要维持在5.76+0.4% 氢气烧结工艺的气氛控制能力对于钨钴类硬质合金来说是足够的,但是对于切钢工具用含碳化钛碳化钽或碳化铌的合金来说,气氛的氧化势太高,导致合金的成分变化,通常用真空烧结来减低这些,合金氧化物的含量,氢气烧结一般用机械推舟的方式,通过连续烧结来完成,可用一个单独的预烧炉除去润滑剂防止挥发物污染后的高烧结过程。预烧结
1硬质合金的Sinter-HIP(低压烧结)处理 島津メクテム株式会社 1.实验目的 就硬质合金的压力烧结Sinter-HIP(以下称SHIP)的效果进行试验。并对实验数据结果进行分析。同时, 也对低压(1MPa)SHIP的烧结效果进行了试验,以便掌握1MPa低压炉在硬质合金生产上,对提高质量、减少设备投资和降低运行成本能达到的效果。 2.实验用材料 为了容易判断出烧结后的加压效果,选择在市场上销量大的WC-Co合金。试验材料的Co量各有差异,得到的烧结产品硬度基本相同。由于压制做成试样的材料是市场上销售的粉末,所以,含有少量的添加物。材料的性能和成分如表1所示。 m.f.p*1Content (Wt%) WC Size Symbol nm Co Wt% (Vol%)添加物 WC Μm A 34.4 7 (11.6) 0.2 Bal. 1.6 B 26.4 10 (16.2) 0.5 Bal. 0.8 C 31.5 17 (25.9) 1.0 Bal. 0.6 表1 材料的特性、成分等 *1m.f.p: Mean free path平均自由程 3.实验方法 按照如下所示3种实验条件,对各种材料进行实验。 Condition (1) Dewaxing → Vacuum sintering Condition (2) Dewaxing → Vacuum sintering → (continuous) 1 M Pa HIP Condition (3) Dewaxing → Vacuum sintering → (continuous) 6 M Pa HIP 各个条件下的试样烧结,全部在島津メクテム公司制造的S - HIP(HHS gr 40/40/60)上进行。使用Ar做压气体。 实验目的是 “去除孔洞,达到提高强度和性能稳定的效果”,因此,烧结效果的评价以抗弯强度为主。试样数为15件。由于试样的缺损造成测试值的结果异常时,会根据实验规则删除不计。对抗弯强度分别求出平均值、标准偏差值、变动系数。 在各种烧结条件下造成的过烧、炭含量变动等发生时,以WC粒子的成长等为目标的抗弯强度试验结果就会受到干扰。因此,对磁性(矫顽磁力及钴磁)、硬度测试、孔隙度、金相组织进行确认,以便证明是否会发生本质上的差异。全部测试按照CIS(日本硬质合金工具标准)进行。 4.结果 首先,对干扰因素检定结果进行分析。 (4-1) 各条件下的烧结制品的磁性能(矫顽磁力Hc) 真空、1MPa、6MPa下的各种材料的矫顽磁力的差,如图1所示,只有微小不同。
国家标准 烧结金属材料(不包括硬质合金) 表面粗糙度的测定 编制说明 (送审稿)
国家标准 《烧结金属材料(不包括硬质合金)表面粗糙度的测定》 编制说明(送审稿) 一、工作简况 1.1任务来源 根据国标委《国家标准委关于下达第四批国家标准制修订计划的通知》(国标委发函〔2018〕83号)精神,由深圳市注成科技股份有限公司负责制订国家标准《烧结金属材料(不包括硬质合金)表面粗糙度的测量》,项目计划编号为:20184705-T-610。按计划要求,本标准应在2020年12月完成。 1.2 项目概况 表面粗糙度(surface roughness)是指加工表面具有的较小间距和微小峰谷的不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。 表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动;烧结金属材料在成型、烧结过程中成型模具质量以及烧结收缩不均匀等。由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。 表面粗糙度除了会影响零件的检测精度及外形美观外,还与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械零件产品的使用寿命和可靠性有重要影响。 1、对摩擦和磨损的影响 相互运动的两零件表面,在轮廓的峰顶间接触,当表面间产生相对运动时,峰顶的接触将对运动产生摩擦阻力,使零件磨损。相互运动的表面越粗糙,实际有效接触面积就越小,压应力就越大,磨损就越快。表面粗糙度影响润滑的有效性,也影响润滑破坏以后粗糙峰之间碰撞的概率和严酷程度(应力水平和变形大小)。 2、对配合性质的影响
YG15硬质合金,YG15钨钢牌号,YG15使用性能,YG15用途,YG15密度,YG15抗拉强度 牌号 YG15 ISO代号 K40 密度g/cm3 13.9-14.1 抗弯强度N/mm2 ≥2020 硬度HV ≥86.5 用途适用于坚硬岩层凿岩,压缩率大的钢棒、管材拉伸、冲压工具,粉末冶金自动压机模具的柜芯等。 YG15化学成分对特钢的影响 ----------------------------------------------------------------------- 钢材的质量及性能是根据需要而确定的,不同的需要要有不同的化学成分含量: ( 1 )碳;含碳量越高,刚的硬度就越高,但是它的可塑性和韧性就越差. ( 2 )硫;是钢中的有害杂物,含硫较高的钢在高温进行压力加工时,容易脆裂,通常叫作热脆性. ( 3 )磷;能使钢的可塑性及韧性明显下降,特别的在低温下更为严重,这种现象叫作冷脆性.在优质钢中,硫和磷要严格控制.但从另方面看,在低碳钢中含有较高的硫和磷,能使其切削易断,对改善钢的可切削性是有利的. ( 4 )锰;能提高钢的强度,能消弱和消除硫的不良影响,并能提高钢的淬透性,含锰量很高的高合金钢(高锰钢)具有良好的耐磨性和其它的物理性能. ( 5 )硅;它可以提高钢的硬度,但是可塑性和韧性下降,电工用的钢中含有一定量的硅,能改善软磁性能. ( 6 )钨;能提高钢的红硬性和热强性,并能提高钢的耐磨性. ( 7 )铬;能提高钢的淬透性和耐磨性,能改善钢的抗腐蚀能力和抗氧化作用. ( 8 )钒;能细化钢的晶粒组织,提高钢的强度,韧性和耐磨性.当它在高温熔入奥氏体时,可增加钢的淬透性;反之,当它在碳化物形态存在时,就会降低它的淬透性.