电解法处理模拟含铬电镀废水
- 格式:doc
- 大小:288.30 KB
- 文档页数:16
第2卷 第10期环境工程学报V o l .2,N o .102008年10月C h i n e s e J o u r n a l o f E n v i r o n m e n t a l E n g i n e e r i n gO c t .2008铁屑内电解法处理电镀含铬废水的实验研究及应用邓小红(重庆文理学院化学与环境科学系,重庆402160)摘 要 详细介绍了铁屑内电解法处理技术的基本原理,同时就该法对六价铬去除率的影响因素:停留时间、p H 值、铁炭比和铁屑粒径进行了动态试验,得到了较佳工艺参数,并成功应用于工程实例。
结果表明:用铁屑内电解+斜管沉淀池+微孔过滤机处理电镀含铬废水,C r (Ⅵ)的去除率达到99.6%以上,出水各监测指标优于国家《污水综合排放标准》(G B 8978-1996)一级排放标准。
实践证明该工艺投资少,处理成本低,运行简单,效果好。
关键词 铁屑内电解法 六价铬 电镀废水中图分类号 X 703.1 文献标识码 A 文章编号 1673-9108(2008)10-1349-04E x p e r i m e n t a l s t u d y a n d a p p l i c a t i o n o f c h r o m i u m -c o n t a i n i n gw a s t e w a t e r f r o m e l e c t r o p l a t i n g b y i r o n c h i pi n n e r -e l e c t r o l y s i sD e n g X i a o h o n g(D e p a r t m e n t o f C h e m i s t r y a n dE n v i r o n m e n t a l S c i e n c e ,C h o n g q i n g U n i v e r s i t yo f A r t s a n d S c i e n c e s ,C h o n g q i n g 402160)A b s t r a c tB a s i c p r i n c i p l e o f p r o c e s s i n g t e c h n o l o g y b y i r o n c h i p i n n e r -e l e c t r o l y s i s w a s d e s c r i b e di nd e t a i la n d t h e d y n a m i c t e s t o f e f f e c t s o f r e s i d e n c e t i m e ,p Hv a l u e ,v o l u m e r a t i o o f t h e F e /C a n d i r o n f i l i n g s d i a m e t e r o n r e m o v a l r a t e o f C r (Ⅵ)w a s p e r f o r m e d .S u i t ab l e p a r a m e t e r s w e r e o b t a i n e d ,a n d i t w a s a p p l i e d t o e n g i n e e r i n g p r o -j ec t s s u c c e s s f u l l y .T h e r e s u l t s s h o w ed t h a t t he r e d u c t i o n r a t e of C r (Ⅵ)w a s o v e r 99.6%,c h r o m i u m -c o n t a i n i ng w a s t e w a t e r f r o me l e c t r o p l a t i n g b y i r o n chi pi n n e r -e l e c t r o l y s i s ,t u b e s e t t l e r a n d s u b m i n i a t u r e h o l e f i l t e r i s b e t t e r t h a n t h a t o f G B 8978-1996“I n t e g r a t e d W a s t e w a t e r D i s c h a r g e S t a n d a r d s ”a s t a n d a r d .P r a c t i c e h a s p r o v e d t h a t t h e p r o c e s s i s w i t h l e s s i n v e s t m e n t ,l o wc o s t ,s i m p l e o p e r a t i o n a n d g o o d r e s u l t s .K e y w o r d s i r o n c h i p i n n e r -e l e c t r o l y s i s ;C r (Ⅵ);e l e c t r o p l a t e w a s t e w a t e r 基金项目:重庆文理学院重点科研项目(Z 2007H H 0)收稿日期:2008-05-26;修订日期:2008-06-12作者简介:邓小红(1970~),女,硕士,讲师,主要研究方向为水处理及环境监测。
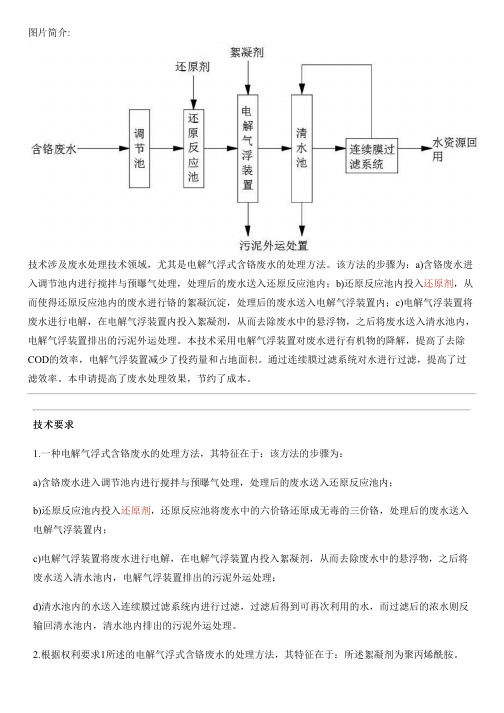
图片简介:技术涉及废水处理技术领域,尤其是电解气浮式含铬废水的处理方法。
该方法的步骤为:a)含铬废水进入调节池内进行搅拌与预曝气处理,处理后的废水送入还原反应池内;b)还原反应池内投入还原剂,从而使得还原反应池内的废水进行铬的絮凝沉淀,处理后的废水送入电解气浮装置内;c)电解气浮装置将废水进行电解,在电解气浮装置内投入絮凝剂,从而去除废水中的悬浮物,之后将废水送入清水池内,电解气浮装置排出的污泥外运处理。
本技术采用电解气浮装置对废水进行有机物的降解,提高了去除COD的效率,电解气浮装置减少了投药量和占地面积。
通过连续膜过滤系统对水进行过滤,提高了过滤效率。
本申请提高了废水处理效果,节约了成本。
技术要求1.一种电解气浮式含铬废水的处理方法,其特征在于:该方法的步骤为:a)含铬废水进入调节池内进行搅拌与预曝气处理,处理后的废水送入还原反应池内;b)还原反应池内投入还原剂,还原反应池将废水中的六价铬还原成无毒的三价铬,处理后的废水送入电解气浮装置内;c)电解气浮装置将废水进行电解,在电解气浮装置内投入絮凝剂,从而去除废水中的悬浮物,之后将废水送入清水池内,电解气浮装置排出的污泥外运处理;d)清水池内的水送入连续膜过滤系统内进行过滤,过滤后得到可再次利用的水,而过滤后的浓水则反输回清水池内,清水池内排出的污泥外运处理。
2.根据权利要求1所述的电解气浮式含铬废水的处理方法,其特征在于:所述絮凝剂为聚丙烯酰胺。
3.根据权利要求1所述的电解气浮式含铬废水的处理方法,其特征在于:所述连续膜过滤系统是由无机陶瓷膜作为过滤膜管的过滤装置。
技术说明书电解气浮式含铬废水的处理方法技术领域技术涉及废水处理技术领域,尤其是电解气浮式含铬废水的处理方法。
背景技术含铬污水处理方法主要有药剂还原沉淀法、SO2还原法、铁屑铁粉处理法等。
铬渣是在金属铬生产过程中排出的废渣,主要是重铬酸钠。
铬渣大多呈粉末状,有黄、黑、赭等颜色;渣中含有镁、钙、硅、铁、铝和没有反应的三氧化二铬。

第6卷 第3期漯河职业技术学院学报Vol .6No 13 2007年7月Journal of Luohe Vocati onal Technol ogy CollegeJul .2007 收稿日期:2007-03-16作者简介:李红军(1965-),男,河南漯河人,漯河职业技术学院讲师。
电解法处理镀铬废水李红军(漯河职业技术学院,河南漯河462000) 摘要:随着生活水平的日益提高,各种电镀用品越来越多,随之而来的是生产厂家排放的电镀废水量也日益增多,而废水的处理也是环保所必须解决的问题。
本文以电镀车间镀铬为例谈谈含铬废水的处理方法。
关键词:电解;电镀;电流密度中图分类号:O66111 文献标识码:A 文章编号:1671-7864(2007)03-0183-02 电镀车间的含铬废水主要来源于镀铬、钝化和电抛光等工序之后的漂洗水、镀槽所在部位的地面冲洗水、排风道内的凝结水以及清洗镀槽时产生的废水。
这样的废水若直接排放,对工农业生产、人民身体健康会带来严重的危害。
据有关资料介绍,六价铬对人类的毒性主要表现为胃肠疾患,灼烧粘膜和皮肤而引起溃疡。
它还能在人体中蓄积。
吸入时还有致癌作用。
因此必须经过处理使其达到排放标准后,才能排放出厂。
1 电解法的基本原理电解法处理含铬废水是用一个以铁板作阴极、阳极的耐酸电解槽,槽中盛放含有一定量食盐的含铬废水,通过槽内放电并用压缩空气搅拌进行电解处理。
在直流电的作用下阳极溶解出亚铁离子(Fe +2),然后亚铁离子将废水中的六价铬还原为三价铬,同时阴极上发生氢离子放电析出氢气。
实验证明,六价铬在阴极上直接还原的量是很少的。
例如,在装置隔膜的电解槽中,电解处理含铬废水,阴极区还原六价铬的量只有阳极区亚铁离子还原六价铬量的4%左右。
所以在电解法处理含铬废水时,主要依靠阳极上溶解下来的亚铁离子将六价铬还原。
随着电解反应的进行,废水中的氢离子不断消耗,溶液的pH 值不断升高,当达到氢氧化铁和氢氧化铬能沉淀的pH 值时,两者便沉淀析出。

电镀行业中含铬废水的常用处理方法电镀工业含铬废水的处理最常用的方法有还原法、电解法,工艺成熟,运行效果好。
但是近来又有很多其他的方法被研究出来,综合比较会发现这些方法也各有优缺点。
作为新方法,他们自有借鉴之处。
一、还原沉淀法化学还原法是利用硫酸亚铁、亚硫酸盐、二氧化硫等还原剂将废水中六价铬还原成三价铬离子,加碱调整pH值,使三价铬形成氢氧化铬沉淀除去。
这种方法设备投资和运行费用低,主要用于间歇处理。
常用处理工艺为在第一反应池中先将废水用硫酸调pH值至2~3,再加入还原剂,在下一个反应池中用NaOH或Ca(OH)2调pH值至7~8,生成Cr(OH)3沉淀,再加混凝剂,使Cr(OH)3沉淀除去。
改良的工艺为在第一反应池中直接投加硫酸亚铁,用NaOH或Ca (OH)2调pH值至7~8,生成Cr(OH)3沉淀,再加混凝剂,使Cr(OH)3沉淀除去。
使用该技术后,含铬废水日处理量为1000M3,废水中铬含量为10mg/l.该技术适用于含铬工业废水处理。
在一些报道中也有提到利用聚合氯化铝铁处理电镀含铬废水。
聚合氯化铝铁兼有传统絮凝剂PAC ,PFC的优点,形成的絮凝体大而重,沉降速度快。
其出水色度比聚合氯化铁好,除浊效果和絮凝体沉降性能又优于聚合氯化铝。
具体报道内容附于文后。
二、电解法沉淀过滤1.工艺流程概况电镀含铬废水首先经过格栅去除较大颗粒的悬浮物后自流至调节池,均衡水量水质,然后由泵提升至电解槽电解,在电解过程中阳极铁板溶解成亚铁离子,在酸性条件下亚铁离子将六价铬离子还原成三价铬离子,同时由于阴极板上析出氢气,使废水pH 值逐步上升,最后呈中性。
此时Cr3+ 、Fe3+ 都以氢氧化物沉淀析出,电解后的出水首先经过初沉池,然后连续通过(废水自上而下)两级沉淀过滤池。
一级过滤池内有填料:木炭、焦炭、炉渣;二级过滤池内有填料:无烟煤、石英砂。
污水中沉淀物由过滤池填料过滤、吸附,出水流入排水检查井。
而后通过泵进入循环水池作为冷却用水。

铬、镉、汞污废水处理工艺设计方案(带流程图)含铬废水处理工艺设计方案电镀工业含铬废水的处理最常用的方法有还原法、电解法,工艺成熟,运行效果好。
但是近来又有很多其他的方法被研究出来,综合比较会发现这些方法也各有优缺点。
作为新方法,他们自有借鉴之处。
一、还原沉淀法化学还原法是利用硫酸亚铁、亚硫酸盐、二氧化硫等还原剂将废水中六价铬还原成三价铬离子,加碱调整pH值,使三价铬形成氢氧化铬沉淀除去。
这种方法设备投资和运行费用低,主要用于间歇处理。
常用处理工艺为在第一反应池中先将废水用硫酸调pH值至2~3,再加入还原剂,在下一个反应池中用NaOH或Ca(OH)2调pH值至7~8,生成Cr(OH)3沉淀,再加混凝剂,使Cr(OH)3沉淀除去。
改良的工艺为在第一反应池中直接投加硫酸亚铁,用NaOH 或Ca(OH)2调pH值至7~8,生成Cr(OH)3沉淀,再加混凝剂,使Cr(OH)3沉淀除去。
使用该技术后,含铬废水日处理量为1000M3,废水中铬含量为10mg/l.该技术适用于含铬工业废水处理。
在一些报道中也有提到利用聚合氯化铝铁处理电镀含铬废水。
聚合氯化铝铁兼有传统絮凝剂PAC ,PFC的优点,形成的絮凝体大而重,沉降速度快。
其出水色度比聚合氯化铁好,除浊效果和絮凝体沉降性能又优于聚合氯化铝。
具体报道内容附于文后。
二、电解法沉淀过滤1.工艺流程概况电镀含铬废水首先经过格栅去除较大颗粒的悬浮物后自流至调节池,均衡水量水质,然后由泵提升至电解槽电解,在电解过程中阳极铁板溶解成亚铁离子,在酸性条件下亚铁离子将六价铬离子还原成三价铬离子,同时由于阴极板上析出氢气,使废水pH 值逐步上升,最后呈中性。
此时Cr3+ 、Fe3+ 都以氢氧化物沉淀析出,电解后的出水首先经过初沉池,然后连续通过(废水自上而下)两级沉淀过滤池。
一级过滤池内有填料:木炭、焦炭、炉渣;二级过滤池内有填料:无烟煤、石英砂。
污水中沉淀物由过滤池填料过滤、吸附,出水流入排水检查井。
SICOLAB电镀废水治理设计规范(含铬废水)电解处理法一、电解法处理含铬废水时,六价铬离子浓度不宜大于100mg/L,pH值宜为4.0~6.5。
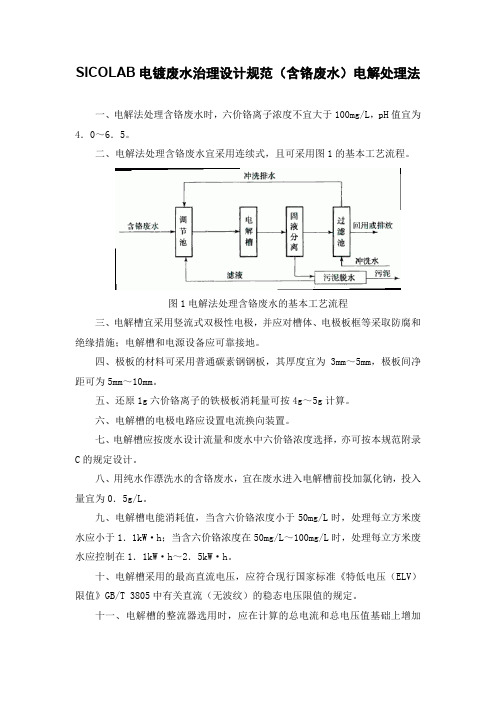
二、电解法处理含铬废水宜采用连续式,且可采用图1的基本工艺流程。
图1电解法处理含铬废水的基本工艺流程三、电解槽宜采用竖流式双极性电极,并应对槽体、电极板框等采取防腐和绝缘措施;电解槽和电源设备应可靠接地。
四、极板的材料可采用普通碳素钢钢板,其厚度宜为3mm~5mm,极板间净距可为5mm~10mm。
五、还原1g六价铬离子的铁极板消耗量可按4g~5g计算。
六、电解槽的电极电路应设置电流换向装置。
七、电解槽应按废水设计流量和废水中六价铬浓度选择,亦可按本规范附录C的规定设计。
八、用纯水作漂洗水的含铬废水,宜在废水进入电解槽前投加氯化钠,投入量宜为0.5g/L。
九、电解槽电能消耗值,当含六价铬浓度小于50mg/L时,处理每立方米废水应小于1.1kW·h;当含六价铬浓度在50mg/L~100mg/L时,处理每立方米废水应控制在1.1kW·h~2.5kW·h。
十、电解槽采用的最高直流电压,应符合现行国家标准《特低电压(ELV)限值》GB/T 3805中有关直流(无波纹)的稳态电压限值的规定。
十一、电解槽的整流器选用时,应在计算的总电流和总电压值基础上增加30%~50%的备用量。
十二、电解法处理含铬废水应设置固液分离装置,当采用沉淀池作为固液分离装置时,应符合下列规定:1 沉淀前废水的pH值宜为7~9。
2 污泥体积可按处理废水体积的5%~10%计算。
十三、当废水中六价铬离子浓度为100mg/L时,处理每立方米废水所产生的污泥干重可按1kg计算。
电解法处理含铬废水的原理
电解法是处理含铬废水的常用方法之一。
其基本原理是通过电化学反应使铬离子发生
氧化还原反应,从而将其转化为不易溶解的物质从溶液中沉淀出来,实现废水的净化。
具体来说,电解法通常采用电解槽进行,将含铬废水通过阴、阳两极的电极板之间流动,利用外加电源的作用,在电解槽内产生电解反应。
阴极板上产生的氢离子和钠离子结
合生成氢氧化钠,而阳极板上产生的氧离子和铬离子结合生成氧化铬。
氧化铬很难溶解在
水中,因此会从废水中沉淀出来。
同时,随着反应的进行,废水中的铬离子被逐渐减少,
直至达到标准排放要求。
值得注意的是,电解法处理含铬废水的效率和安全性与电极板材料和电解条件密切相关。
电极材料应该选用具有良好导电、氧化铬稳定性高、耐腐蚀性能强的材料。
一般来说,钛、铂、铅等材料均可用于电极板。
此外,电解条件包括电压、电流密度、电解时间等也
会影响到电解效果。
要根据具体情况加以调节,以达到最佳处理效果。
电解法处理含铬废水的优点在于其处理效率高,能够将废水中的铬离子彻底去除;同
时操作简单,对处理设备的要求比较低,处理过程中不需要添加化学试剂。
不过,该方法
也存在一些缺点,主要包括能耗高和处理后的废泥难以处理等问题。
因此,在实际应用过
程中需要根据具体情况综合考虑其优缺点,做出最佳的处理选择。
电镀废水的处理电镀废水的处理:通过查资料,电镀工业含铬废水的处理最常用的方法有还原法、电解法,工艺成熟,运行效果好。
但是近来又有很多其他的方法被研究出来,综合比较会发现这些方法也各有优缺点。
作为新方法,他们自有借鉴之处。
现将所查到的资料综合总结如下:一.还原沉淀法化学还原法是利用硫酸亚铁、亚硫酸盐、二氧化硫等还原剂将废水中六价铬还原成三价铬离子,加碱调整pH值,使三价铬形成氢氧化铬沉淀除去。
这种方法设备投资和运行费用低,主要用于间歇处理。
常用处理工艺为在第一反应池中先将废水用硫酸调pH值至2~3,再加入还原剂,在下一个反应池中用NaOH或Ca(OH)2调pH值至7~8,生成Cr(OH)3沉淀,再加混凝剂,使Cr(OH)3沉淀除去。
改良的工艺为在第一反应池中直接投加硫酸亚铁,用NaOH或Ca(OH)2调pH值至7~8,生成Cr(OH)3沉淀,再加混凝剂,使Cr(OH)3沉淀除去。
使用该技术后,含铬废水日处理量为1000M3,废水中铬含量为10mg/l。
该技术适用于含铬工业废水处理。
在一些报道中也有提到利用聚合氯化铝铁处理电镀含铬废水。
聚合氯化铝铁兼有传统絮凝剂PAC ,PFC的优点,形成的絮凝体大而重,沉降速度快。
其出水色度比聚合氯化铁好,除浊效果和絮凝体沉降性能又优于聚合氯化铝。
具体报道内容附于文后。
二.电解法沉淀过滤1.工艺流程概况电镀含铬废水首先经过格栅去除较大颗粒的悬浮物后自流至调节池, 均衡水量水质, 然后由泵提升至电解槽电解, 在电解过程中阳极铁板溶解成亚铁离子, 在酸性条件下亚铁离子将六价铬离子还原成三价铬离子, 同时由于阴极板上析出氢气, 使废水pH 值逐步上升, 最后呈中性。
此时Cr3+ 、Fe3+ 都以氢氧化物沉淀析出, 电解后的出水首先经过初沉池,然后连续通过(废水自上而下) 两级沉淀过滤池。
一级过滤池内有填料: 木炭、焦炭、炉渣; 二级过滤池内有填料: 无烟煤、石英砂。
污水中沉淀物由过滤池填料过滤、吸附, 出水流入排水检查井。
电解还原法处理含铬废水的电极方程式电解还原法是一种处理含铬废水的常用方法。
在这个方法中,通过将废水置于电解槽中,并通过电流通过电解槽中的阳极和阴极,将铬离子还原为铬。
在电解还原法中,废水被置于电解槽中,并加入适量的电解质,如盐酸。
然后,阳极和阴极被放入电解槽中,并与电源相连。
阳极为铬电极,而阴极为不锈钢等材质。
当电流通过电解槽时,阳极上的铬离子被还原为金属铬,而阴极上形成水、氢气以及一些还原产物。
具体来说,电解还原法处理含铬废水的电解方程如下:在阳极上:Cr3+ + 3e- → Cr在阴极上:2H2O + 2e- → H2 + 2OH-总方程式:Cr3+ + 3H2O → Cr + 6OH-根据上述方程式,可以看出铬离子在阳极上被还原为金属铬,并在阴极上水被还原为氢气。
同时,在溶液中形成的氢氧化物离子与铬离子结合生成铬(III)氢氧化物沉淀,进一步从溶液中去除。
在电解还原法中,除了电解槽的设计参数外,还需要考虑电流密度、电解时间、电解温度等因素对处理效果的影响。
过高的电流密度将导致反应速率过快,可能会降低处理效果或导致沉淀不完全,而过低的电流密度可能导致处理时间过长。
此外,pH值也是影响电解还原法处理含铬废水效果的重要参数。
过高或过低的pH值都会影响铬的还原速率和沉淀形态,因此需要在一定范围内控制pH值。
电解还原法处理含铬废水的优点是能够高效去除溶于废水中的铬离子,同时也能实现废水的处理和资源化利用。
然而,这种方法也存在一些缺点,如耗能较大、设备复杂、处理过程中有一定的操作风险等。
综上所述,电解还原法是一种常用的处理含铬废水的方法。
通过适当的电解槽设计和控制电流密度、pH值等参数,可以实现高效的铬去除和废水处理。
但是在实际应用中,还需要综合考虑其成本、操作风险等因素,选择最适合的处理方法。
电镀废水治理设计内电解处理法8 内电解处理法8.1 连续式处理8.1.1 内电解法处理含铬废水,废水量大于40m3/d时,宜采用连续式处理工艺。
8.1.2 采用连续式处理工艺时,可采用图8.1.2的基本工艺流程。
图8.1.2 连续式内电解法处理含铬废水的基本工艺流程8.1.3 采用连续式处理工艺时,进入处理系统的废水水质应符合表8.1.3的规定。
表8.1.3 处理系统进水水质(mg/L)注:pH值无量纲。
8.1.4 连续式处理系统在运行期间,应定时向内电解处理设备内通入压缩空气,气压宜为0.3MPa~0.7MPa;通气工作时间宜为1min~3min;脉冲频率宜为0.2/s~0.5/s;通气周期宜为1h~2h;压缩空气强度宜为15L/(m2·s)~20L/(m2·s)。
8.1.5 内电解设备的铸铁屑应定期进行气、水联合冲洗;气冲洗强度宜为15L/(m2·s)~20L/(m2·s);水冲洗强度宜为7L/(m2·s)~14L/(2·s);冲洗时间宜为5min~10min,反冲洗周期宜为16h~32h,亦可通过试验确定。
8.1.6 内电解法处理电镀废水,铸铁屑的消耗速率应符合下列规定:1 当进水的pH值小于或等于5时,可按下式计算:V t=Q d(1.1C1+0.9C i+2.8×104-pH)(8.1.6-1)式中:V t——铁屑消耗速率(g/d);Q d——日处理水量(m3/d);C1——废水中六价铬离子浓度(mg/L);C i——废水中铜离子浓度(mg/L);pH——废水进入设备前的pH值。
2 当进水的pH值大于5时,可按下式计算:V t=Q d(1.1C1+0.9C i)(8.1.6-2)8.2 间歇式处理8.2.1 内电解法处理含铬废水,当废水量小于或等于40m3/d时,宜采用间歇式处理工艺。
8.2.2 采用间歇式循环处理工艺时,可采用图8.2.2的基本工艺流程。
目录摘要 (2)Abstract (3)1 前言 (4)1.1 电镀废水的危害 (4)1.2 铬对人体的作用 (5)1.3 含铬电镀废水的处理发展和现状 (5)1.4 实验原理 (6)1.5 本论文研究的意义 (7)2 实验过程 (7)2.1药品与仪器 (7)2.2 溶液配制 (8)2.3实验内容 (8)2.3.1标准曲线绘制 (9)2.3.2单因素试验 (9)2.3.3 正交试验 (10)3 结果与分析 (10)3.1 绘制标准曲线 (10)3.2 单因素数据分析 (11)3.2.1 处理时间与去除率的关系 (11)3.2.2 溶液温度与去除率的关系 (12)3.2.3 电解电压与去除率的关系 (13)3.2.4 加入硫酸钾的的量与去除率的关系 (14)4 结论 (16)参考文献 (16)致谢........................................................ 错误!未定义书签。
电解法处理模拟含铬电镀废水摘要:本文简述电镀污水以及Cr(Ⅵ)的危害,通过电解的方法处理模拟含铬的电镀污水。
先以单因素实验来观察不同条件下Cr(Ⅵ)的去除率,再通过正交试验优化参数。
实验结果表明:处理时间为1.25h,加入硫酸钾的量为0.8g,电解电压为15v,溶液温度为50℃时,可以把Cr(Ⅵ)的浓度处理到小于0.5mg/l,达到国家排放标准(≤0.2mg/l)。
关键词:含铬废水;电解法;正交试验Electrolysis treatment of simulated chromium electroplatingwastewaterAbstract:This paper describes the electroplating wastewater , as well as the hazards of Cr (Ⅵ) , chromium plating wastewater treatment simulation through electrolysis . First single factor experiment to observe the removal rate of Cr (Ⅵ) under different conditions , and optimize the parameters by orthogonal experiment . The experimental results show that : the processing time of 1.25h, adding potassium sulfate 0.8 g the electrolysis voltage to 15v , the solution temperature is 50 ℃, the concentration of Cr ( VI ) of the processing to less than 0.5 mg / l , up to the national emission standards ( ≤0.2 mg / l ) .Keywords:Wastewater containing Cr(Ⅵ);Electrolysis;Orthogonal test1 前言铬及其化合物在工业生产中被广泛应用,冶炼、电镀、制革、颜料等行业会产生大量含铬废水。
Cr(Ⅵ)毒性很大,对机体有致毒和致癌作用,处理含铬废水和回收金属铬一直是环保研究的重要内容之一(1)铬盐的生产及其产品应用的各个环节都可能产生含Cr(VI)废水。
由于Cr(VI)具有致癌性、致突变性、对动植物及人体具有很强的毒性,被列为国际公认的3种致癌金属物之一,同时也是美国EPA 公认的129种重点污染物之一。
(2)目前还没有明确的体内实验表明三价铬具有致癌性和诱发基因突变的作用。
但是在体外高浓度三价铬存在的条件下,三价铬的化合物也能诱导产生游离基, 与DNA 发生作用。
(3)电镀会产生大量的废水,镀铬是电镀中常用的方法。
电镀废水成分复杂,含有多种金属离子和有机溶剂,伴有强酸或强碱,污染严重,同时废水又具有回收价值。
1.1 电镀废水的危害电镀的种类繁多,溶液的成分可分为含重金属离子废水、酸碱废水及含油脂类废水等,但废水的成份常常是同时含有多种污染物。
其中有毒有害的物质有镉、铬、镍、铅、氰化物、氟化物、铜、锌、锰、碱、酸、石油类物质、含氮化合物、表面活性剂及磷酸盐(以P计)等(4)。
废水进入水体,会危及水生动植物生长,影响水产养殖,造理成大幅度减产甚至鱼虾绝迹;或是破坏农田土壤,毁坏庄稼,并通过食物链危害人类健康;或是进入饮用水源,在人体内富集,轻者引起慢性中毒,重者导致死亡。
其中镉、铬、铅、镍是国家规定的一类有害物质,其最高允许排放浓度分别为0.1mg/L、0.5mg/L、1.0mg/L、1.0mg/L,并严格控制在车间或车间处理设施排放口取样。
含铜、锌、氟废水是国家规定的二类有害物质,对其取样测定可在单位废水排放口。
氰化物是剧毒物质,最高允许排放浓度为0.5mg/L。
其中某些物质如氨氮、磷酸盐等虽然不是毒物,但它们进入水体可使水体富营养化,造成水质污染(5)。
1.2 铬对人体的作用铬是人体内必需的微量元素之一,它在维持人体健康方面起关键作用。
铬对人体十分有利的微量元素,不应该被忽视,它是正常生长发育和调节血糖的重要元素。
铬在人体内的含量约为7毫克,主要分布于骨骼、皮肤、肾上腺、大脑和肌肉之中。
铬是唯一随着年龄增长而降低的元素, 无机铬的生物活性作用很小, 而且难以吸收, 铬与有机物质结合后, 才具有较大的生物学活性。
铬是人体必须的微量元素之一, 具有调节人体内糖和胆固醇的代谢作用。
铬含量太少时, 会引起人体血管内壁脂肪的沉积, 使本来具有弹性的正常血管逐渐硬化。
所以, 这是导致动脉硬化的一个重要因素。
铬在胰岛素代谢中起着重要作用, 糖尿病的发生率与铬含量下降有关系。
在生产环境中, 六价铬对人主要是慢性危害(6)(7)。
铬的毒性与其存在的状态有极大的关系,对人体, 通常认为六价铬的毒性比三价铬高100 倍。
因为六价铬更易被人体吸收而且在人体蓄积, 即使是六价铬, 不同的化合物其毒性也不同。
(7)六价铬具有强烈的毒性, 是已确认的致癌物之一。
由于铬的累积性和生物链浓缩的特点, 使散布在大气、水体和土壤中的铬以离子状态随水循环, 被动植物吸收向生物体转移, 并积存到生物体内。
农作物从被污染的水中和土壤中吸取大量的铬, 如用含铬废水灌溉的土地和河水灌溉相比, 作物的含铬量胡萝卜高10倍, 白菜高4 倍。
水生生物对铬的富集倍数更高, 各类无脊椎动物2~ 9000 倍, 海藻60~120000 倍, 鱼为2000 倍( 均指对水体中含铬而言) 。
(8)1.3 含铬电镀废水的处理发展和现状电镀、石化、制药是当今全球三大污染工业。
就我国电镀废水而言, 全国电镀厂、点约有一万家, 每年排放出的废水达40 亿m3。
(9)含Cr(Ⅵ)废水是电镀行业的主要废水来源之一。
在60年代,国内电镀厂用硫酸亚铁——石灰法,BaCrO4沉淀法,铁氧体法及铬黄法等处理镀铬废水,但都有其难以克服的缺点,放弃使用。
在70年代初期,有人使用了活性炭吸附、电解还原,活性炭吸附法或以活性洗涤剂脱附等方法处理含铬废水。
还有在槽边电解回收法,虽有回收意义,但实效不大而且耗电量大,也不理想。
1973年,我国第一次环境保护工作会议召开,制订并颁布了试行的工业废水排放标准,让含铬废水的处理技术有了认真研究、开发和推广应用。
当时借鉴国外的处理技术,同时又有60年代的经验,在处理上有了一些技术,尤其着重研究既能回收化工原料又能使水循环利用的闭路循环治理技术。
1974年,离子交换树脂处理镀铬废水方法研究成功,1976年后在工业上大量推广应用。
70年代末期研究成功钛质薄膜蒸发器,用以浓缩回收镀铬等电镀废液。
80年代初,又发展了形形式式的逆流漂洗技术。
但是其经济性不合理,回收和处理费用支出不合理。
当然,离子交换法的治理作用是不能完全否定的,在回收富集贵金属废水方面,它仍然是最经济的方法。
(10)现在对于含Cr(Ⅵ)电镀废水的处理主要采用化学还原法、电解法、吸附法、微生物法、萃取法等。
根据《中华人民共和国国家标准(GB21900—2008)——电镀行业污染物排放标准》中电镀废水中六价铬的总排放出口含量≤0.2mg/l,标准测定方式是二苯碳酰二肼分光光度法(GB7467)。
1.4 实验原理通过电解的方法处理含铬废水,本实验是通过模拟实验,其中废水是由K 2Cr2O7配制。
一般电镀废水中含六价铬浓度在200mg/L以下,废水的pH值低虽对电解有利,但对氢氧化物的沉淀不利。
含铬废水的PH值为2~6(11),电解后为6~8.电解法处理含铬废水一般不需调整废水的pH值。
实验配制的Cr(Ⅵ)浓度为80mg/l,ph=3.27的溶液,加入K2SO4,在通以直流电,阳极为铁丝,阴极为石墨电解,其反应原理:阴极反应:Cr2072- +14H+ +6e—→2Cr3++7H22H +十2e—→H2↑阳极反应:4OH一—→02↑ +2H20+4e电解后,ph值上升,Fe3+,Cr3+形成沉淀,溶液为黄褐色以及黑色是。
静置一段时间,溶液分层,下层为Fe(OH)3,Cr(OH)3.沉淀为黄褐色或黑色,上层为黄色或无色溶液。
实验通过分光光度计测定Cr6+的吸光度,原理为:在酸性溶液中,六价铬离子与二苯碳酰二肼反应,生成紫红色络合物。
通过光谱扫描如图1-1,在波长为540nm最大吸收,吸光度与浓度的关系符合比尔定律。
图1-11.5 本论文研究的意义本实验主要是从电解处理含铬的电镀废水的工艺条件出发,电解法是一种比较成熟的电镀废水处理技术,具有去除率高、无二次污染、能回收利用所沉淀重金属的优点。
电解法耗电较多,铁极板消耗量也很大。
但该法缺点是不适用于处理含较低浓度的金属废水,并且电耗大、成本高。
通过电解模拟含铬理溶液,研究电解时间,电压,温度,和导电能力对电解的影响,减少耗电,加快电解速度和电解效率。
在单因素实验,先分析在单因素条件下,溶液中Cr(Ⅵ)的去除率与其的关系,为正交实验做参考,选取参数。
在工艺研究中,选取参数,通过正交实验,选择最优条件。
通过正交实验得到结果,为处理含铬的电解废水提供参考。
2实验过程2.1药品与仪器表2-1 实验药品试剂纯厂家度重铬酸钾AR二苯碳酰二肼AR浓硫酸AR丙酮硫酸钾AR表2-2实验仪器仪器型号厂家分析天平分光光度计电动搅拌器Ph计本实验用水均为蒸馏水。
2.2 溶液配制1、用电子天平取5.6577g的重铬酸钾配制500ml Cr6+ 离子浓度为4g/l 溶液于500ml容量瓶中,再用移液管取10ml 溶液于500ml容量瓶中,加入水至刻度线,即为Cr6+离子浓度为80mg/l。