焊工考试规则
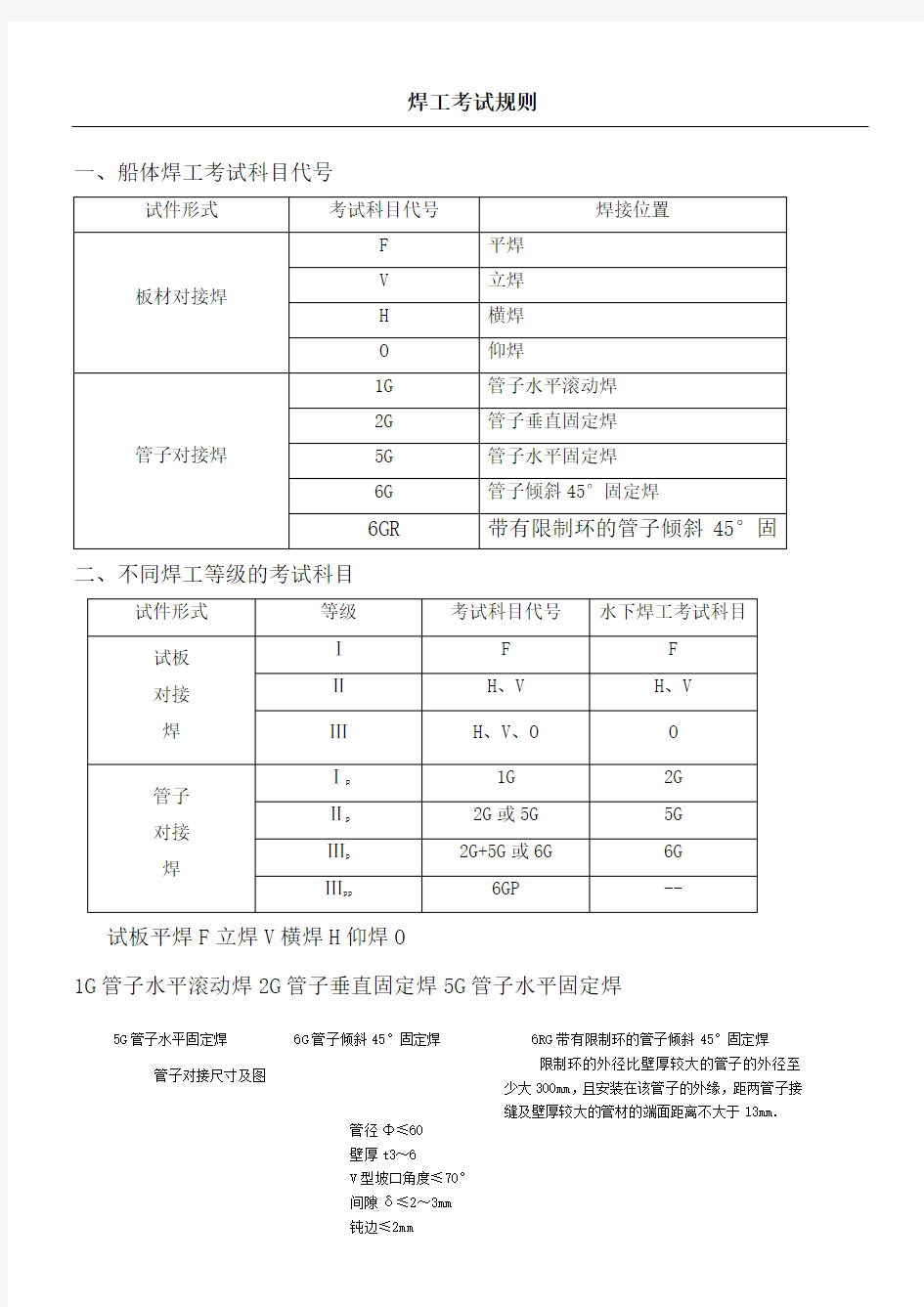
一、船体焊工考试科目代号
二、不同焊工等级的考试科目
试板平焊F立焊V横焊H仰焊O
1G管子水平滚动焊2G管子垂直固定焊5G管子水平固定焊
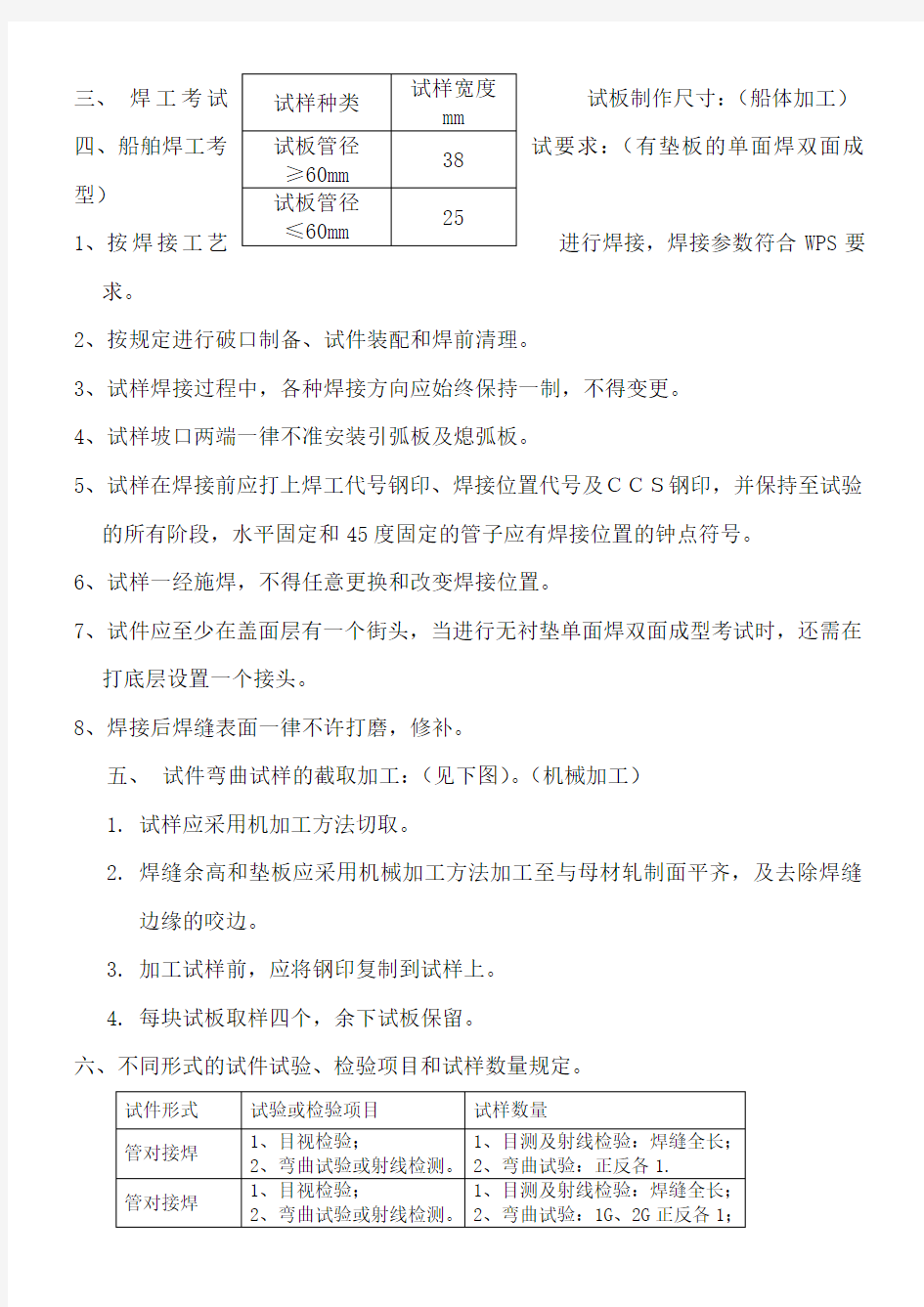
管子对接尺寸及图
管径Φ≤60
壁厚t3~6
V型坡口角度≤70°
间隙δ≤2~3mm
钝边≤2mm
限制环的外径比壁厚较大的管子的外径至少大300mm,且安装在该管子的外缘,距两管子接缝及壁厚较大的管材的端面距离不大于13mm.
5G管子水平固定焊6G管子倾斜45°固定焊6RG带有限制环的管子倾斜45°固定焊
三、焊工考试试板制作尺寸:(船体加工)
四、船舶焊工考试要求:(有垫板的单面焊双面成型)
1、按焊接工艺进行焊接,焊接参数符合WPS要
求。
2、按规定进行破口制备、试件装配和焊前清理。
3、试样焊接过程中,各种焊接方向应始终保持一制,不得变更。
4、试样坡口两端一律不准安装引弧板及熄弧板。
5、试样在焊接前应打上焊工代号钢印、焊接位置代号及CCS钢印,并保持至试验
的所有阶段,水平固定和45度固定的管子应有焊接位置的钟点符号。
6、试样一经施焊,不得任意更换和改变焊接位置。
7、试件应至少在盖面层有一个街头,当进行无衬垫单面焊双面成型考试时,还需在
打底层设置一个接头。
8、焊接后焊缝表面一律不许打磨,修补。
五、试件弯曲试样的截取加工:(见下图)。(机械加工)
1.试样应采用机加工方法切取。
2.焊缝余高和垫板应采用机械加工方法加工至与母材轧制面平齐,及去除焊缝
边缘的咬边。
3.加工试样前,应将钢印复制到试样上。
4.每块试板取样四个,余下试板保留。
六、不同形式的试件试验、检验项目和试样数量规定。
七、焊缝外观检查要求:
用肉眼直接观察或用不大于5倍的放大镜检查焊缝表面的缺陷性质,位置,数量和尺寸,并作记录。焊缝外观应满足下列要求:
1.焊缝表面成型良好,焊缝边缘应圆滑过渡到母材。焊缝宽度均匀、平直,光顺。
2.焊缝不得有裂纹,未熔合,夹渣,气孔和焊瘤等缺陷。
3.焊缝咬边深度不得大于0.5mm,两侧咬边累计总长不超过焊缝全长的10%,对于管试件不超过焊缝全长的20%。
4.平焊位置的焊缝余高不大于3mm;其他位置营不大于4mm,每侧焊缝宽度不大于坡口宽度2.5mm。
5、无衬垫的试件焊接后,不应有未焊透,但允许有深度不超过0.1t(t
为板厚)且不大于1.5mm、累计长度不超过焊缝全长的10%的局部内凹。
6、无衬垫的试件,焊接后其根部焊瘤应不大于3mm。
八、弯曲试验:(计量室)
1.弯曲试样要求
t为试样厚度
2.弯曲试样放置要平,受力要均匀,弯曲要缓慢,试样一次弯曲成型。
3.弯曲后试样的受拉面,在任何方面上,不得有超过3mm的裂纹或其他开口缺陷。
九、复试与重新考试:
1.在每一考试科目中,有一个试样不合格,可允许在原料上双倍取样复试一次,复试结果全部合格,则该科目为合格。
2.在每一考试科目中,有两个试样不合格,则该科目为不合格,且不允许复试。
3.不合格的考试科目,允许在一个月内进行一次补考,补考的全部试样合格才算该科目合格。
4.焊工考试科目全部不合格,应在一个月后重新考试,全部科目合格后,才发给证书。重新考试仍不合格,则应经过培训后,才可再重新考试。
5.由于试件加工不当,或因非焊接因素造成缺陷而导致试验不合格者,试件作废并重新焊接后进行试验。
大连松辽船厂焊工考试委员会