宁杭客运专线CRTSⅡ型无砟轨道板精调测量技术及应用
- 格式:doc
- 大小:25.50 KB
- 文档页数:7
CRTSⅡ型双块式无砟轨道快速施工技术作者:卫延斌来源:《硅谷》2009年第11期[摘要]通过对CRTSⅡ双块式无砟轨道施工技术的研究和工程实践,提出此项无砟轨道体系的标准施工作业流程,介绍提高CRTSⅡ双块式无砟轨道作业效率所采取的技术管理措施和专门研发的创新机具和应用技术。
[关键词]客运专线无砟轨道快速施工中图分类号:TU7文献标识码:A文章编号:1671-7597(2009)0610100-01一、CRTSⅡ双块式无砟轨道简介CRTSⅡ双块式无砟轨道是我国郑(州)西(安)铁路客运专线首次采用的设计时速350km/h的无砟轨道道床施工技术。
该项技术可以概括为:依靠CPIII测量布控网对轨枕的每个承轨面的三维坐标全程精确定位和复核,预先布设完成道床模板和布筋、现浇道床混凝土、双块式轨枕振动沉入定位的机械化高精度施工作业技术。
二、CRTSⅡ双块式无砟轨道作业流程(一)安装支脚。
根据测量放样的支脚位置,采用钻孔模板定位,冲击钻钻孔,吊车配合,锚栓固定支脚。
直线地段及超高在0~120ms之间的曲线地段,直接将支脚固定在混凝土垫层上;曲线超高在121~175mm之间的地段,在曲线外侧的支脚下面增加一个底座框架。
支脚与模板轨道之间是相互独立的,以不影响支脚定位精度。
(二)安装模板轨道。
模板轨道的定位与支脚同步进行,根据钻孔模板相应孔位,用冲击钻钻孔,钻孔深度为10~12cm,吊车配合模板就位,锚栓锚固。
直线地段及超高在0~85mm之间的曲线地段,直接将模板轨道固定在混凝土垫层上;曲线超高在85~150mm之间的地段,在曲线外侧模板轨道下面增加一个底座框架。
模板轨道之间通过叉形连接轨连接;在有底座框架和投有底座框架的钢模板轨道之间通过一个专用的行走轨进行连接过渡;钢模板轨道与洞外铺设的行走轨之间通过专用的连接件连接。
(三)铺设道床配筋。
在调整支脚的同时,绑扎道床配筋。
直线地段,钢筋网下使用混凝土垫块,曲线地段,钢筋网片下安装钢筋撑件。
CRTSII型板式无砟轨道精调轨道精调质量决定高速列车运行的安全和舒适,文中主要介绍了CRTSII型板轨道精道的标准,并结合实际,阐述了客运专线轨道精的主要方法、影响因素及其控制措施。
标签CRTSII型板;无砟轨道;轨道精调CRTSII型板式无砟轨道是在引进德国博格板式无咋轨道技术的基础上,通过消化、吸收、再创新,形成具有我国自主动知识主权的板式无咋轨道。
CRTSII 型板式无砟轨道系统是一种预制板式轨道,由钢轨、弹性扣件、预制轨道板、水泥沥青砂浆调整层及混凝土底座板等部分组成。
对轨道而言,无砟轨道精调贯穿了无砟轨道施工全过程,从无砟轨道施工开始直至无缝线路铺设后轨道具备高速行车条件为止,总体上可以分为施工阶段轨道精调和无缝线路铺设后轨道精调两个阶段。
本文重点介绍无缝线路锁定后长钢轨的精调。
1 轨道精度和调整标准1.1 轨道精度轨道精度通常可分为绝对精度和相对精度。
绝对精度是指轨道的绝对空间坐标,即实测坐标与设计坐标值的偏差。
偏差越小,精度越高。
绝对精度的控制包括中线、高程、曲线长度(包括圆曲线、缓和曲线、竖曲线)控制等。
相对精度的控制除轨道几何尺寸外,还应包括轨距、水平、高低、轨向、三角坑、变化率等,它是轨道状态表述的基本元素,也是轨道状态控制的关键元素。
1.2 CRTSⅡ型板轨道调整标准无砟轨道施工阶段精调因轨道结构不同有不同的方法和要求,无缝线路铺设后的轨道精调方法和标准对于各种无砟轨道而言则是完全一致的。
轨道精调的总体要求是轨道具备持续开行350 km/h高速动车条件,并具有高安全性、高平顺性和高舒适度1.2.1 轨道精调绝对精度标准。
①在满足轨道平顺度要求的情况下,轨面高程允许偏差为(+4,-6)mm,靠近站台地段为(+4,0)mm:②轨道中线与设计中线允许偏差为10mm;线间距允许偏差为(+10,0)mm。
1.2.2 轨道相对精度调整允许偏差标准①轨距:±1 mm;②轨距:±1mm;③水平(mm):1mm;④轨距变化率:1/1500;⑤扭曲(三角坑):2mm/3m;⑥高低(mm):弦长10m,2/10m;弦长30m,2/15m;弦长300m,10/150m;⑦轨向(mm):弦长10m,2/10m;弦长30m,2/5m;弦长300m,10/150m。
宁杭客运专线轨道基准网GRN测量技术摘要:宁杭客运专线设计铺设CRTS II型板式无砟轨道,为保证无砟轨道的高平顺性建设目标。
必须依据轨道控制网(CPⅢ)进行高精度的轨道基准网(GRN)测设,轨道基准网是CRTS II型轨道板精调的依据,具有重要的意义。
本文从轨道基准网GRN布设、观测方法及数据处理等方面,系统对轨道基准网GRN建网测量技术进行研究和应用,填补我单位在高速铁路建设测量技术方面的空白。
关键词:客运专线CRTS II型板轨道基准网GRN 测量精度1 工程概述新建南京至杭州客运专线,起讫里程DK1+852.41~DK250+097.27,线路正线全长248.963km。
区间设江宁东、句容西、溧水、瓦屋山、溧阳、宜兴东、长兴东、湖州南、德清站9个车站。
该线正线路基64.67km、桥梁157.13km、隧道27.16km。
正线设计速度350km/h,全部采用CRTSⅡ型板式无砟轨道铺设。
2 轨道基准网测量条件宁杭铁路客运专线设计铺设CRTS II型板式无砟轨道。
无碴轨道结构复杂、施工难度大,且施工精度要求很高,必须建立高精度的轨道基准网GRN作为无砟轨道板的精调测量基准。
达到以下条件时可进行测量:(1)支承层/底座板验收测量完毕,并通过评估验收;(2)CPⅢ控制网复测完毕,并通过评估验收;(3)工装设备准备完毕,投入使用的测量仪器设备的各项精度指标必须满足轨道基准网测量的要求,且经过专业部门的检定,并且在有效检定期内;(4)为了减少轨道板张力的变形以及大气折光而引起的影响,原则上只在大气条件较好,或说技术上适合测量的条件下进行轨道基准点观测。
3 轨道基准点的布设CRTSⅡ型板式无砟轨道的轨道基准点分左右线分别布设,布设位置为两块相邻轨道板接缝处。
轨道基准点应设于混凝土底座板或支承层上,分别位于线路中线左右两侧,偏离轨道中线10cm的地方。
4 轨道基准点计算与放样4.1 理论坐标计算轨道基准点和轨道板铺设锥点放样之前,采用布版软件进行轨道基准点理论坐标的计算。

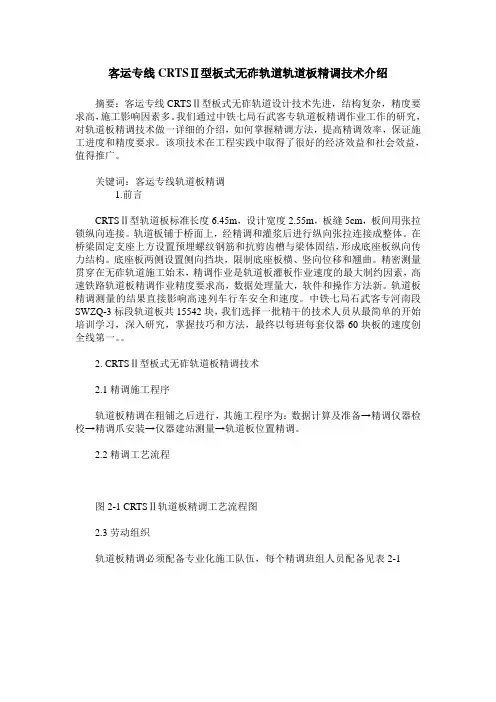
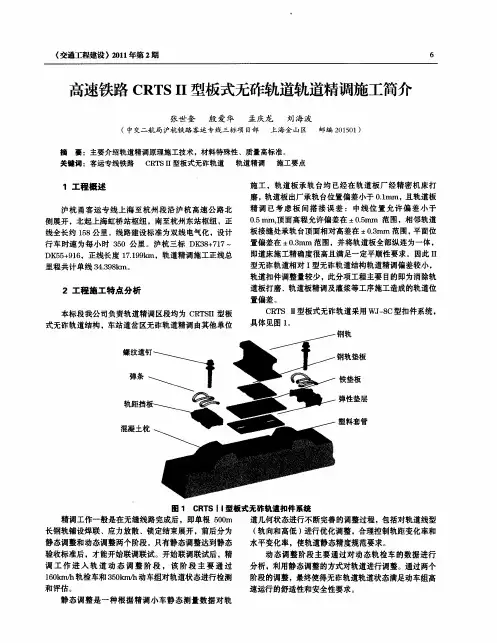
客运专线CRTSⅡ型板式无砟轨道轨道板精调技术介绍摘要:客运专线CRTSⅡ型板式无砟轨道设计技术先进,结构复杂,精度要求高,施工影响因素多。
我们通过中铁七局石武客专轨道板精调作业工作的研究,对轨道板精调技术做一详细的介绍,如何掌握精调方法,提高精调效率,保证施工进度和精度要求。
该项技术在工程实践中取得了很好的经济效益和社会效益,值得推广。
关键词:客运专线轨道板精调1.前言CRTSⅡ型轨道板标准长度6.45m,设计宽度2.55m,板缝5cm,板间用张拉锁纵向连接。
轨道板铺于桥面上,经精调和灌浆后进行纵向张拉连接成整体。
在桥梁固定支座上方设置预埋螺纹钢筋和抗剪齿槽与梁体固结,形成底座板纵向传力结构。
底座板两侧设置侧向挡块,限制底座板横、竖向位移和翘曲。
精密测量贯穿在无砟轨道施工始末,精调作业是轨道板灌板作业速度的最大制约因素,高速铁路轨道板精调作业精度要求高,数据处理量大,软件和操作方法新。
轨道板精调测量的结果直接影响高速列车行车安全和速度。
中铁七局石武客专河南段SWZQ-3标段轨道板共15542块,我们选择一批精干的技术人员从最简单的开始培训学习,深入研究,掌握技巧和方法,最终以每班每套仪器60块板的速度创全线第一。
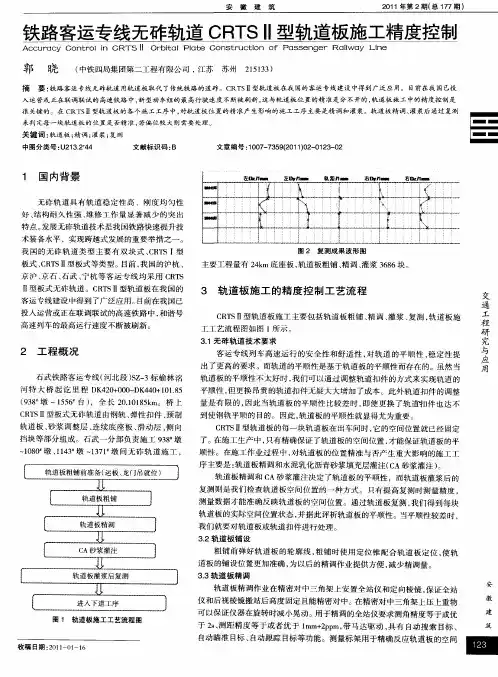
2. CRTSⅡ型板式无砟轨道板精调技术2.1精调施工程序轨道板精调在粗铺之后进行,其施工程序为:数据计算及准备→精调仪器检校→精调爪安装→仪器建站测量→轨道板位置精调。
2.2精调工艺流程图2-1 CRTSⅡ轨道板精调工艺流程图2.3劳动组织轨道板精调必须配备专业化施工队伍,每个精调班组人员配备见表2-12.4设备机具配置一套精调系统主要的使用配套设备见表2-2。
精调系统设备一览表表2-22.5精调作业内容⑴精调爪安装每块轨道板精调调节装置为4个可以进行平面及高程调节的二维精调爪和2个仅具高程调节能力的一维精调爪。
使用前需对精调爪相关部位进行润滑。
二维精调爪在安装前将横向轴杆居中,使之前后伸缩均能有大约10mm 的余量,以避免调节能力不足而影响调节质量和调节速度。
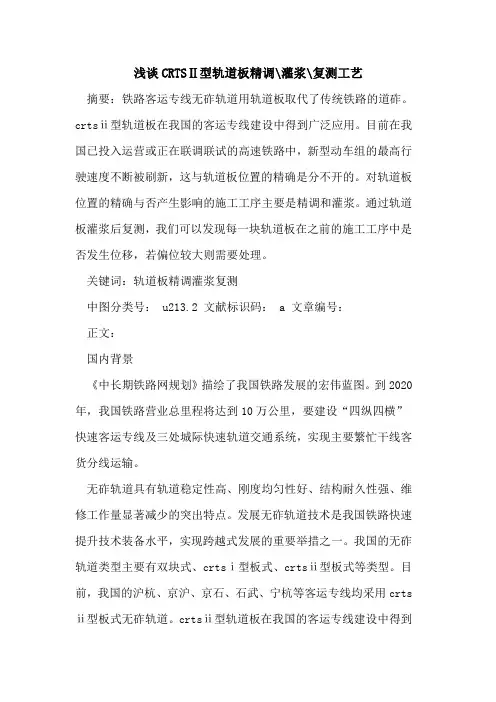
浅谈CRTSⅡ型轨道板精调\灌浆\复测工艺摘要:铁路客运专线无砟轨道用轨道板取代了传统铁路的道砟。
crtsⅱ型轨道板在我国的客运专线建设中得到广泛应用。
目前在我国已投入运营或正在联调联试的高速铁路中,新型动车组的最高行驶速度不断被刷新,这与轨道板位置的精确是分不开的。
对轨道板位置的精确与否产生影响的施工工序主要是精调和灌浆。
通过轨道板灌浆后复测,我们可以发现每一块轨道板在之前的施工工序中是否发生位移,若偏位较大则需要处理。
关键词:轨道板精调灌浆复测中图分类号: u213.2 文献标识码: a 文章编号:正文:国内背景《中长期铁路网规划》描绘了我国铁路发展的宏伟蓝图。
到2020年,我国铁路营业总里程将达到10万公里,要建设“四纵四横”快速客运专线及三处城际快速轨道交通系统,实现主要繁忙干线客货分线运输。
无砟轨道具有轨道稳定性高、刚度均匀性好、结构耐久性强、维修工作量显著减少的突出特点。
发展无砟轨道技术是我国铁路快速提升技术装备水平,实现跨越式发展的重要举措之一。
我国的无砟轨道类型主要有双块式、crtsⅰ型板式、crtsⅱ型板式等类型。
目前,我国的沪杭、京沪、京石、石武、宁杭等客运专线均采用crts ⅱ型板式无砟轨道。
crtsⅱ型轨道板在我国的客运专线建设中得到了广泛应用。
目前在我国已投入运营或正在联调联试的高速铁路中,和谐号高速列车的最高运行速度不断被刷新。
2009年12月9日,武广高铁(双块式)跑出394.2km/h的世界高速铁路最高运营速度。
2010年9月28日,中国国产新一代高速动车组在沪杭高铁(crtsⅱ型板式)试运行途中,最高时速达到416.6公里,刷新了世界铁路运营试验最高时速。
两个多月后,世界铁路运营试验最高时速再次被刷新。
2010年12月4日,京沪高铁(crtsⅱ型板式)在联调联试和综合试验中,高速动车组最高时速达到486.1公里。
二、无砟轨道技术要求客运专线列车高速运行的安全性和舒适性,带来了我国线路设施方面技术路线的深刻变革,对轨道的平顺性、稳定性提出了更高的要求。
CRTSII型板式无砟轨道精调施工技术摘要:随着国家高速铁路建设的快速发展,CRTSⅡ型板式无砟轨道得到了广泛应用,是直接关系到工程质量和运行寿命的关键技术。
通过对现场的实践摸索和提炼,使轨道板在准备、粗铺、精调与人机结合效率方面有了显著提高,为以后的施工积累了经验。
关键词:高速铁路;无砟轨道;准备;粗铺;精调1前言CRTSⅡ型板式无砟轨道(亦称博格板)是预制轨道板,通过水泥沥青砂浆调整层,铺设在混凝土支承层(路基段)或钢筋混凝土底座板(桥梁、隧道段)上。
预制轨道板分标准板和异型板,标准板结构长6.45 m,宽2.55 m,厚0.2 m,异型板结构因现场需求定制,两者均为预应力砼结构。
标准板纵向分20个承轨道台,承轨台设计适应于有挡肩扣件(VOSSLOH扣件),经过打磨后确定了其在线路上唯一位置属性,所以每一块板都有各自的顺序编号。
轨道板精调是将预制好的CRTSII型轨道板,通过测量安放在指定承轨槽上精调标架棱镜的三维坐标,计算出轨道板实测坐标与设计计算坐标之间的偏差值,调整安装在轨道板下的精调千斤顶,使轨道板位置达到设计要求的过程。
II型轨道板精调系统要求精度非常高、工序控制严格。
精度高体现在位置、几何尺寸、时间、温度等方面,譬如现浇梁的顶面平整度控制4 m/8 mm;底座板高程精度±5 mm,轨道板粗定位≤10 mm,轨道板精确定位控制在≤0.2 mm;CA 砂浆从搅拌成品到提升上桥,最终到灌注入板缝控制在30 min内;底座混凝土基本浇筑段必须在一天内完成等。
因此,板式无砟轨道精调是II 型板施工控制中的重要环节。
2II型板精调前的准备工作II型板精调前期的准备工作主要是精调设备的选择、人员的组织及培训、GRP基准点的接收、精调测量数据(即板精调文件)的计算、粗铺轨道板的验收。
2.1人员配置及培训II型轨道板精调测量人员每班组配置一名测量组长,负责设备仪器的保养、现场工作及调板结果的确认;一名测量工,负责仪器架设、标架安装,辅助测量组长工作;调整工人6名,负责根据软件显示偏差调整轨道板,辅助测量人员进行板的调整。
CRTSⅡ型双块式无砟轨道无缝长钢轨精调施工工法CRTSⅡ型双块式无砟轨道无缝长钢轨精调施工工法一、前言随着铁路建设的发展,无砟轨道系统在高速铁路工程中得到了广泛应用。
而CRTSⅡ型双块式无砟轨道无缝长钢轨作为一种新型的轨道系统,其施工工法的研究和改进具有重要意义。
本文将详细介绍CRTSⅡ型双块式无砟轨道无缝长钢轨精调施工工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析和工程实例。
二、工法特点CRTSⅡ型双块式无砟轨道无缝长钢轨精调施工工法具有以下特点:施工高效、精确度高、适应性强、施工周期短、无环境污染、使用寿命长等。
三、适应范围CRTSⅡ型双块式无砟轨道无缝长钢轨精调施工工法适用于各类高速客运铁路和重载货运铁路的施工,可以适应各种地质条件和环境要求。
四、工艺原理CRTSⅡ型双块式无砟轨道无缝长钢轨精调施工工法的基本原理是通过控制精确的施工参数,将两根长钢轨的轨距、水平标准、纵向曲线千斤顶和轨向进行精确调整,以确保轨道的准确平直和减小轮轨磨耗。
五、施工工艺施工工艺可以分为预施工准备、入场试铺、轨道精调、施工后处理和验收等阶段。
在预施工准备阶段,根据设计要求准备好相关工具和材料,并确定施工计划。
入场试铺阶段,通过试铺工作确定轨道的基准线和标高。
然后进行轨道精调,包括轨距调整、纵向曲线调整和轨向调整。
施工后处理阶段是铺装道石、清理轨道、检查轨道的阶段。
最后进行验收,并做相关记录和报告。
六、劳动组织根据施工周期和施工量的不同,确定合理的劳动组织方式以确保施工进度和质量。
在施工过程中,应严格按照劳动组织计划进行施工,并合理安排施工人员的工作任务。
七、机具设备CRTSⅡ型双块式无砟轨道无缝长钢轨精调施工工法所需的机具设备有轨道调整机、剪切机、叉车、吊车、挖掘机、打磨机等。
这些机具设备具有高效、可靠和易操作的特点,能够满足施工需要。
八、质量控制为了确保施工质量达到设计要求,在施工过程中需要进行精确的质量控制。
例析CRTSⅡ型无砟轨道板精调测量技术应用1 SPPS概述轨道板精调测量系统简称SPPS (Slab Precise Position System),是针对高速铁路CRTSⅡ型无砟轨道板施工铺设轨道板而专门研制的精确测量定位系统。
2 SPPS组成2.1 系统组成SPPS由测量机器人、测量标架、强制对中三脚架、控制计算中心、无线信息显示器等组成。
2.2 测量机器人的构成测量机器人由全自动全站仪、数传电台等组成。
全自动全站仪:测角精度等于或者优于1秒、测距精度等于或者优于1mm+2ppm,伺服马达驱动、具有自动搜索、瞄准、跟踪目标等功能的全站仪。
数传电台:内置锂电池、通讯电台和协议转换模块等器件,能外接气象传感器。
气象传感器:及时获得环境温度、湿度和气压。
3 SPPS技术要求3.1.1 轨道板粗铺控制指标首先在底座板/支撑层上分别放样出CRTSⅡ型无砟轨道板的铺设边线,粗铺时的位置偏差纵向不大于10mm,横向不大于调节装置横向调程的1/2。
3.1.2 轨道板精调及扣压复测技术要求全站仪距待调轨道板的距离应在6.5~19.5m范围内。
假设从小里程向大里程调整,定向点应架设在待调的第一块轨道板尾端基准点上,全站仪则应架设在待调的第三块轨道板首端基准点上,单点定向完成,进行首块待调板的精调作业,依次测量首块待调板承轨槽上1、2、3号标架的6个球棱镜的三维坐标,根据实测值对应里程的设计值较差,对轨道板进行横向和竖向调整。
更换测站后,应依据待调轨道板末端的基准点,检测以调整合格的上一块轨道板板首承轨槽上的精调标架(Ⅳ号标架),检测的横向和竖向偏差均应不大于2mm,纵向偏差不应大于10mm是方可进行搭接建站。
轨道板精调后的限差应满足下表要求:轨道板精调后的允许偏差项目允许偏差(mm)板内各支点实测与设计值的横向偏差±0.5板内各支点实测与设计值的竖向偏差±0.5轨道板竖向弯曲±0.5相邻轨道板接缝处承轨台顶面相对高差±0.3相邻轨道板接缝处承轨台顶面平面位置±0.34 SPPS作业4.1 准备工作(1)首先应确定轨道板精调技术方案及工作组织方案;其次准备仪器设备、数据解算软件及精调系统;最后则进行布板软件计算、仪器设备及精调系统检测及设置。
宁杭客运专线CRTSⅡ型无砟轨道板精调测量技术研究及应用摘要:宁杭客运专线设计铺设CRTSⅡ型板式无砟轨道,轨道板精调测量系统SPPS是针对高速铁路CRTSⅡ型轨道板安装施工而专门研制的精确测量定位系统。
本文对精调测量系统SPPS的应用与创新进行了简要陈述,为CRTSⅡ型板式无砟轨道施工质量提供测量控制技术保障。
关键词:CRTSⅡ型;无砟轨道板;精调测量系统(SPPS);测量精度1 工程概述宁杭铁路客运专线衔接京沪高速铁路、沪汉蓉快速通道、杭长客运专线等,与沪宁城际铁路、沪杭甬客运专线等构成长三角快速城际铁路网,是我国高速铁路客运网的重要组成部分。
起讫里程DK1+852.41~DK250+097.27,正线全长249km(双线),线间距5m,设计速度350km/h,全部采用CRTSⅡ型板式无砟轨道铺设。
2 CRTS Ⅱ型板式无砟轨道简介CRTSⅡ型板式无砟轨道利用成型的组合材料代替道碴,将轮轨力分布并传递到路基基础上,具有“少维修”特点。
板式无砟轨道主要由基础防冻层、支承层/底座板、防排水系统、轨道板、轨道扣件系统、轨道以及其他附属设施构成。
轨道板替代普通铁路的道碴和轨枕,通过扣件系统直接安放钢轨,轨道板铺设精度直接影响轨道的平顺性,为满足高速列车运行要求,在安装轨道板时必须精确定位,安装定位的最终值与设计理论值的偏差必须控制在亚毫米级精度范围内。
3 精调测量系统SPPS概述轨道板精调测量系统简称SPPS (Slab Precise Position System),是针对高速铁路CRTSⅡ型无砟轨道板铺设施工而专门研制的测量定位系统。
该系统可精确测量轨道板铺设与设计偏差,并将调整量发送至对应的显示器上,指导工人将轨道板调整至设计位置。
精调测量系统SPPS是CRTSⅡ型无砟轨道板施工所必需的关键测量控制技术,也是保证高速铁路CRTSⅡ型板式无砟轨道高平顺性的必备手段。
4 精调测量系统SPPS的组成4.1 系统组成精调测量系统SPPS由测量机器人(图1)、测量标架(图2)、强制对中三脚架、控制计算中心、无线信息显示器等共同组成。
测量技术在CRTSⅡ无砟轨道板静态调整中的应用潘洁晨;杨明东【摘要】为了适应高速铁路行车的平顺性和舒适性的要求,高速铁路轨道必须具有较高的铺设精度,甚至精度要保持到毫米级范围内,测量技术就显得尤为重要。
无砟轨道板静态调整是控制客运专线高平顺性和高精度的最后一个工序,也是整个测量过程的重中之重,本文以石武客运专线SWZQ-7标段漯-驻特大桥为例,通过对CPⅢ测量、全站仪设站、外业数据采集及模拟调整等测量技术进行分析和研究,说明测量技术在CRTSⅡ无砟轨道板长钢轨静态调整中的重要性。
%In order to adapt to the requirements of stability and comfort of high-speed railways,The track structure must has high precision of track laying, and even the precision is in degree of millimeter, so survey technique is very important. The ballastless track of static adjustment is the last Procedure of Long Rail static state adjustment technology and it is very important to the whole measuring process. In this paper, we study a ease about SWZQ-7 bid section Super Major Bridge on Luo he-Zhu madian of Wuhan-Guangzhou Passenger Dedicated Line, analyzes and researches on CPIII surveying, setting station of total station instrument, field data collection and simulation to adjusting. The finel result shows the importance of surveying Technique in CRTS II unballasted Track Long Rail static state adjustment.【期刊名称】《北京测绘》【年(卷),期】2012(000)004【总页数】5页(P55-59)【关键词】测量技术;无砟轨道;静态调整;CPⅢ测量【作者】潘洁晨;杨明东【作者单位】河南工程学院土木工程系,河南郑州451191;中交一航二公司,山东青岛266071【正文语种】中文【中图分类】U213.244;U212.2CRTSⅡ无砟轨道板长钢轨用于高铁技术是当今世界最先进的轨道技术之一,长钢轨精调好坏是能否真正满足客运专线所要求的舒适、安全、高速的最核心技术,其具有工艺新、精度要求极高、质量控制极其严格的特点,为满足这个要求,线路必须具备非常准确的几何线形参数[1]。
CRTSⅡ型无砟轨道板精调系统设计与实现许双安;任晓春;武瑞宏【摘要】在消化、吸收国内外无砟轨道板定位测量技术的基础上,研制了基于轨道基准网的CRTSⅡ型无砟轨道板精调系统,系统包含硬件装置、精调软件及技术流程。
设计加工了以轨道板大钳口斜面为参考的精密标架,以轨道基准网为定位基准,采用测量机器人进行自动化观测数据采集。
采用蓝牙、数传电台、有线多种通信方式相结合实现标架系统、测量机器人系统及测量控制终端之间的数据通讯。
研制了一套适合CRTSⅡ型无砟轨道板精调软件,实现轨道板实时调整计算。
文章介绍了CRTSⅡ型无砟轨道板精调系统的设计与实现过程,重点对系统的设计思想、总体结构、关键技术和主要特点进行阐述。
%On the basis of absorption of the ballastless track slab positioning measurement technology at home and a-broad, a CRTSⅡballastless track slab fine-adjustment system based on track control surveying network is developed. It is composed of hardware, fine-adjustment software and technique process. The precision frame taking the mouth slope of tongs of track plate as a reference and taking the Ground Reference Point as positioning datum is designed and pro-cessed. The surveying robot is used to acquire observation data automatically. Combination of bluetooth, data radio and cable communication is used to realize data communication between precision frame, surveying robot and measurement control terminal. A set of softwares suitable for fine adjust ment of CRTSⅡtype ballastless track slab are developed to re-alize the real-time adjustment calculation of track slab. Design and realization of the fine-adjustment system for CRTSⅡballastlesstrack slab are introduced;the design ideas, overall structure, key technologies and main characteristics are described in detail in this paper.【期刊名称】《高速铁路技术》【年(卷),期】2014(000)005【总页数】4页(P66-69)【关键词】CRTSⅡ型无砟轨道板;轨道板精调系统;精调标架【作者】许双安;任晓春;武瑞宏【作者单位】中铁第一勘察设计院集团有限公司,西安710043;中铁第一勘察设计院集团有限公司,西安710043;中铁第一勘察设计院集团有限公司,西安710043【正文语种】中文【中图分类】U213.2+44;U215.4博格板式无砟轨道系统技术是我国引进的第一条无砟轨道结构形式,经过消化、吸收、再创新后,形成中国特色的板式轨道,称为CRTSⅡ型板式无砟轨道技术[1]。
宁杭客运专线CRTSⅡ型无砟轨道板精调测量技术研究及应
用
摘要:宁杭客运专线设计铺设crtsⅱ型板式无砟轨道,轨道板精调测量系统spps是针对高速铁路crtsⅱ型轨道板安装施工而专门研制的精确测量定位系统。
本文对精调测量系统spps的应用与创新进行了简要陈述,为crtsⅱ型板式无砟轨道施工质量提供测量控制技术保障。
关键词: crtsⅱ型;无砟轨道板;精调测量系统(spps);测量精度
中图分类号:u213.2 文献标识码:a 文章编号:
1 工程概述
宁杭铁路客运专线衔接京沪高速铁路、沪汉蓉快速通道、杭长客运专线等,与沪宁城际铁路、沪杭甬客运专线等构成长三角快速城际铁路网,是我国高速铁路客运网的重要组成部分。
起讫里程
dk1+852.41~dk250+097.27,正线全长249km(双线),线间距5m,设计速度350km/h,全部采用crtsⅱ型板式无砟轨道铺设。
2 crts ⅱ型板式无砟轨道简介
crtsⅱ型板式无砟轨道利用成型的组合材料代替道碴,将轮轨力分布并传递到路基基础上,具有“少维修”特点。
板式无砟轨道主要由基础防冻层、支承层/底座板、防排水系统、轨道板、轨道扣件系统、轨道以及其他附属设施构成。
轨道板替代普通铁路的道碴和轨枕,通过扣件系统直接安放钢轨,轨道板铺设精度直接影响轨道的平顺性,为满足高速列车运行要求,在安装轨道板时必须精确定位,安装定位的最终值与设计理论值的偏差必须控制在亚毫米级精度范围内。
3 精调测量系统spps概述
轨道板精调测量系统简称spps (slab precise position system),是针对高速铁路crtsⅱ型无砟轨道板铺设施工而专门研制的测量定位系统。
该系统可精确测量轨道板铺设与设计偏差,并将调整量发送至对应的显示器上,指导工人将轨道板调整至设计位置。
精调测量系统spps是crtsⅱ型无砟轨道板施工所必需的关键测量控制技术,也是保证高速铁路crtsⅱ型板式无砟轨道高平顺性的必备手段。
4 精调测量系统spps的组成
4.1 系统组成
精调测量系统spps由测量机器人(图1)、测量标架(图2)、强制对中三脚架、控制计算中心、无线信息显示器等共同组成。
图1测量机器人
图2测量标架
4.2 测量机器人的构成
测量机器人由全自动全站仪、数传电台组成。
全自动全站仪:全站仪测角精度≥1秒、测距精度≥1mm+2ppm,全站仪由伺服马达驱动,具有自动搜索、瞄准、跟踪目标等功能。
数传电台:内置锂电池、通讯电台和协议转换模块等器件,能外接气象传感器。
气象传感器:测量环境温度、湿度和气压。
4.3 测量标架及安置
⑴测量标架采用合金硬铝制作,由横梁、门字框、触及端、定位球棱镜(两个)等组成。
⑵每套轨道板精密调整系统共设四套标架,其中三套标架用于轨道板定位精调作业,另一套为标准标架,安置在已调标准轨道板上进行检核校准其他三套标架。
⑶球棱镜:球棱镜各向异性互差满足≤0.3mm,球棱镜加常数互差≤0.2mm。
在标架安放位置上不论怎样放置和旋转,测量中心位置始终保持不变。
⑷轨道板上共有左右10对承轨槽,每个承轨槽的轨顶中心共有20个支点;每块轨道板上共有30个轨座支点,见图3。
图3测量标架
⑸测量标架i安置在第28、30承轨槽上,标架ⅱ安置在第13、15承轨槽上,标架ⅲ安置在第1、3承轨槽上,标架ⅳ(两棱镜相距1300mm)安置在精调合格的轨道板最后一对承轨槽上,为待调板测量定向和控制轨道板空间位置平顺搭接。
⑹全站仪面向测量标架,标架固定端放在左侧,活动端放在右侧。
将每付标架固定端的两个触及端触及到左边承轨槽的打磨斜面上,活动端放在右边承轨槽的打磨斜面上。
5 精调测量系统spps流程及技术要求
5.1 精调测量系统spps流程
⑴在基准点(grp)上通过强制对中三脚架分别架设全站仪和后视棱镜;
⑵全站仪后视grp点上的棱镜为已经精调完毕的轨道板上的标架ⅳ上的两个棱镜进行定向;
⑶系统自动测量三副标架上的六个棱镜;
⑷系统自动计算对应测量棱镜处、调整工位的调整量,发送该数据至相应无线数据显示器上;
⑸根据调整量用精调二维螺栓对轨道板进行调整;
⑹系统自动重测各标架上的棱镜,获取精调成果的残差;
⑺将灌注后的轨道板复测成果导入精调成果评估软件,评估精
调结果和进行模拟调整,决定是否揭板重调或者更换扣件垫板。
5.2 精调测量技术要求
5.2.1 轨道板粗铺控制指标
首先在底座板/支撑层上分别放样出轨道板的铺设边线,粗铺时的位置偏差纵向≤10mm,横向≤调节装置横向调程的1/2。
5.2.2 轨道板精调及扣压复测技术要求
全站仪距待调轨道板的距离在6.5~19.5m。
定向点架设在第一块轨道板尾端基准点上,全站仪架设在待调的第三块轨道板首端基准点上,单点定向完成,进行待调板的精调作业,依次测量待调板承轨槽上ⅰ、ⅱ、ⅲ号标架的6个球棱镜的三维坐标,根据实测值对应里程的设计值较差,对轨道板进行横向和竖向调整。
更换测站后,依据基准点,检测已调整合格的轨道板上的标架ⅳ,检测的横向和竖向偏差均≤2mm,纵向偏差≤10mm,方可进行搭接建站。
轨道板精调后的限差应满足表1要求:
表1轨道板精调后的允许偏差表
项目允许偏差(mm)
支点实测与设计值横向±0.5
竖向±0.5
轨道板竖向弯曲±0.5
相邻板接缝承轨台顶面相对高差±0.3
平面位置±0.3
5.2.3 轨道板精调后检测控制指标
轨道板精调及扣压复测合格后进行灌浆作业,灌注后采用cpⅲ进行验收测量时,须满足表2要求后方可进行验收。
表2轨道板灌注后验收测量允许偏差
检查项目允许偏差(mm)
高程±2
中线±2
相邻板接缝承轨台顶面相对高差0.6
平面位置0.6
注:其中相邻轨道板接缝处承轨台顶面相对高差、平面位置两项指标不能出现连续3块板以上的同向搭接偏差。
6 精调测量作业
6.1 准备工作
根据轨道板精调技术方案,准备仪器设备、数据解算软件及精调系统,布板软件计算、仪器设备及精调系统检测及设置。
6.2 精调作业
6.2.1 全站仪定向
设定轨道板精调相关信息,输入观测者、天气、温度、日期等信息,全站仪定向。
全站仪的定向在利用基准点定向后,必须利用前一块已精调好的轨道板上的最后一对支点联合定向,消除搭接误差。
第一块板定向不考虑标架ⅳ联合定向。
6.2.2 倾斜传感器检校
为了使倾斜传感器正确的表示棱镜间的高差,在每天精调工作
开始时以及与全站仪测量之间出现较大误差时,进行倾斜传感器数值修正。
修正方法:采用全站仪测量带倾斜传感器的标架上的两个棱镜高差,和倾斜传感器的输出值进行比较,得出修正值进行修正。
6.2.3 轨道板头尾的精调步骤
⑴测量标架ⅰ上的1、8号棱镜,根据测量数据将轨道板头端在精调爪上调到其应在的位置。
一般先调高度再调平面位置,且在调整时,轨道板两侧的精调爪应同时进行。