《材料与焊接规范》2014修改通报(中)
- 格式:pdf
- 大小:671.37 KB
- 文档页数:52
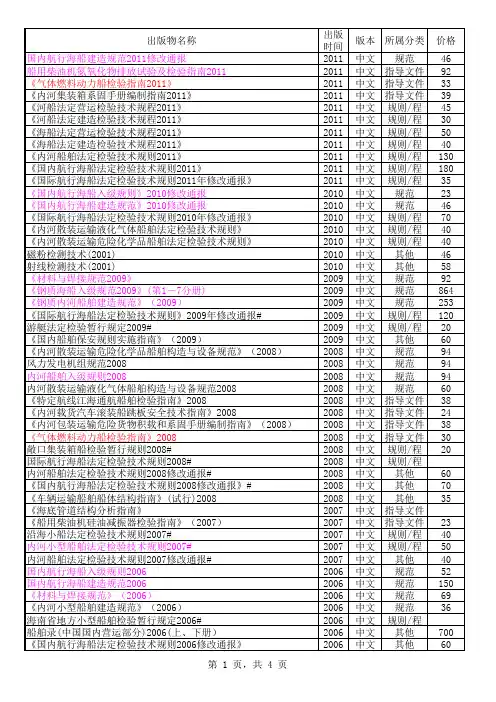
河南豫飞鹏升锻造股份有限公司CCS工厂认可试验大纲1.认可范围2.认可依据CCS《材料与焊接规范》(2012) 及其修改通报第一篇,第一,二,五章3.关键零件认可试验项目:6T吊钩组关键零件试验项目表10 T吊钩组关键零件试验项目表50 T吊钩组关键零件试验项目表125 T吊钩组关键零件试验项目表注:×表示适用,—表示不适用3.1化学成份分析化学成分:C,Si,Mn,S,P,Cr,Ni,Mo,Cu,及其他细化晶粒元素(标示Nb,V,Ti,Al)等。
化学成分包括钢锭熔炼样成分、钢锭成分及成品成分。
在钢锭和成品上分别化学成份样。
钢锭进厂进行复检,锻造完成后进行成品复检。
成分范围应符合《材料与焊接规范》(2012)及GB/T10051-2010标准的要求;成分偏差符合GB222要求。
6T吊钩组关键零件10T吊钩组关键零件50T吊钩组关键零件125T吊钩组关键零件3.2 力学性能试验项目和验收指标:试验结果应符合CCS《材料与焊接规范》(2012)第1篇第5章相关要求及GB/T10051-2010标准的要求,即如下表:6T吊钩组关键零件10T吊钩组关键零件50T吊钩组关键零件125T吊钩组关键零件参考标准:GB/T228《金属材料室温拉伸试验方法》GB/T229《金属材料夏比缺口冲击试验方法》GB/T231.1《金属布氏硬度试验第一部分试验方法》3.3超声波无损检测在机加工到适当阶段和最终热处理后,应对锻钢件进行超声波检测,锻件的超声波检测的质量等级评定不低于标准JB/T5000.15-2007表1规定的Ⅱ级;锻件的磁粉检测的质量等级符合标准JB/T5000.15-2007规定。
3.4表面质量与几何尺寸检查按CCS规范及标准GB908-87检查。
锻件应无有害的缩孔、裂纹、疤痕、折叠或其他非理想现象。
4力学性能试样形状和尺寸等说明4.1 试验用锻件的试样均从锻件本体上取得,按CCS材料规则确定的部位、尺寸进行取样,试样上将保留验船师留下的钢印,按CCS规范要求制作试验试棒,进行拉伸、冲击试样的制备加工和性能检测,均提供验船师确认。
ISO国际标准化组织EN ISO 5817:2014焊接 — 钢、镍、钛及其合金的熔化焊接头 (束焊除外)— 缺欠质量等级Welding —Fusion-weld joints in steel , nickel, titanium and their alloys (beam welding excluded) — Quality levels for imperfections替代EN ISO 5817:20072014年8月完成替代〓〓〓TonyJ1.应用范围该国际标准为0.5mm以上钢、镍、钛及它们的合金熔化焊焊缝(束焊除外),提供了一个缺欠质量等级。
包括全熔透、非全熔透对接焊缝和角焊缝。
束焊的缺欠质量等级参照ISO 13919-1。
本标准规定了三个级别的质量等级力求适用于大范围的焊接结构,分别用B、C、D来表示。
B表示最高的质量要求。
涉及几种类型的载荷,例如:静载、热疲劳、腐蚀载荷、压力载荷。
关于载荷的附加说明见附录C。
质量等级涉及生产和良好的工艺。
本标准适用于:a)非合金钢和合金钢b)镍和镍合金c)钛和钛合金d)手工焊,机械焊接和自动焊接e)所有的焊接位置f)所有焊接接头,例如:对接、角接和支管连接g)下面所讲的与国际标准 ISO4063 编号一致的焊接方法11 无气体保护的金属电弧焊12 埋弧焊13 金属气体保护焊14 钨极气体保护焊15 等离子焊31 氧焰气焊(仅针对钢)冶金方面的内容,如晶粒尺寸、硬度不包含在本标准内。
2. 参考标准本文档中全部或部分引用的下列标准文件在应用时是不可或缺的。
过时的引用标准,仅适用引用的版本。
对于未标明日期的标准,采用最新的版本(包括附加文件)。
ISO 6520-1:2007金属材料几何缺陷——第一部分:熔化焊3. 术语与定义本标准采用下列术语与定义3.1 质量等级基于特定缼欠种类、尺寸和数量,对焊缝质量的划分。
3.2 适用性在特定条件下,某个产品、方法或选用于规定目的的能力3.3 短缺欠焊缝长度≥100mm 时,100 mm焊缝长度范围内总长小于25mm,或者3.4 短缺欠焊缝长度<100mm时,总长小于焊缝长度25%的一个或多个缺欠。
第3篇焊接第1章通则第1节一般规定1.1.1 适用范围1.1.1.1 本篇适用于船体结构、海上设施结构、锅炉、受压容器、潜水器、管系和重要机械构件的焊接、焊工资格考核以及焊接材料的认可。
1.1.1.2 本篇的规定适用于手工电弧焊、埋弧焊、气体保护焊和电渣焊的焊接方法。
若选用其他方法应提供相应的适用性证明材料,经CCS批准后方可采用。
1.1.1.3 在船舶或海上设施建造中,若选用本规范规定以外的焊接材料(包括新焊接材料),应将其化学成分、力学性能和试验方法等有关技术资料提交CCS批准后方可采用。
1.1.1.4 大型集装箱船用厚度为50mm~100mm,屈服强度不小于460N/mm2的高强度船用结构钢的焊接,除应符合本篇相关规定外,还应满足CCS《船用高强度钢厚板检验指南》的要求。
1.1.2 焊接材料、设备和操作环境1.1.2.1 焊接材料(包括焊条、焊丝、焊剂和保护气体)应符合本篇第2章的有关规定,并应经CCS认可。
1.1.2.2 焊接材料的贮存、运输、焊前处理(包括焊条和焊剂烘干、焊丝除锈、气体干燥)和使用应符合焊接材料制造厂使用说明书的要求。
1.1.2.3 焊接用的设备和装置应适用于拟定的用途,并始终保持良好的工作状态。
同时,应对其妥善地加以布置,以保证有良好的焊接操作条件。
1.1.3 焊工和焊接工艺1.1.3.1 为保证焊接质量,各船舶、海上设施或船用产品的制造厂的焊工应按本篇第4章的要求参加焊工资格考试。
只有持有CCS颁发或承认的《焊工资格证书》的焊工方可从事与其证书相应的焊接工作。
1.1.3.2 焊接工艺规程应按本篇第3章的规定提交CCS批准后方可采用。
1.1.4 管理与无损检测人员1.1.4.1 工厂应具有健全的质量保证管理机构,并能有效地运行。
重要焊缝应由有经验的焊接检验员监督施焊,以确保焊接质量。
1.1.4.2 无损检测人员应持有CCS颁发的或接受的《无损检测人员资格证书》,并从事与证书的种类和等级相符的无损检测工作。
书号书名单价版别9158024229806消防给水及消火栓系统技术规范GB50974-201444中国计划1511223962商店建筑设计规范JGJ48-201410建筑工业915802423000020kV及以下变电所设计规范GB50053-201312中国计划1511223881装配式砼结构技术规程JGJ1-201423建筑工业1511223939钢管砼结构技术规范GB50936-201431建筑工业1511223935建筑基桩检测技术规范JGJ106-201429建筑工业9158024228700电气装置安装工程电力交流设备施工及验收规范GB50255-201412中国计划1511223918燃气热泵空调系统工程技术规程CJJ/T216-201410建筑工业9158024232509压型金属板工程应用技术规范GB50896-201320中国计划9158024233001压缩空气站设计规范GB50029-201417中国计划9787112170593新版建筑工程施工质量验收规范汇编(2014年版)※98建筑工业9158024235005电气装置安装工程低压电器施工及验收规范GB50254-201412中国计划9158024233407爆炸危险环境电力装置设计规范GB50058-201424中国计划1511223894钢筋焊接网砼结构技术规程JGJ114-201417建筑工业9787900672036建筑工程施工质量验收统一标准填写范例与指南(上下册)依据GB50300-20198 1511223940建筑轻质条板隔墙技术规程JGJ/T157-201410建筑工业1511223938水泥土复合管桩基础技术规程JGJ/T330-201413建筑工业9158024231403体育场建筑声学技术规范GB/T50948-201312中国计划9158024231700医药工程基本术语标准GB/T50902-201316中国计划9787502046149中华人民共和国安全生产法5未知9158024203103发生炉煤气站设计规范GB50195-201318中国计划9158024232608水电工程设计防火规范GB50872-201424中国计划1511223948城镇供热系统标志标准CJJ/T220-201415建筑工业1511223909建筑幕墙工程检测方法标准JGJ/T324-201415建筑工业1511223955城镇供热直埋蒸汽管道技术规程CJJ/T104-201414建筑工业9158024229905油气输送管道穿越工程设计规范GB50423-201328中国计划9787114115660公路电子不停车收费联网运营和服务规范JTG B10-01-201430人民交通9158024233803石灰粉料投加系统技术规程CECS372:201415中国计划9787112161072现行建筑施工规范大全 第1册 地基与基础·施工技术(含条文说明)288建筑工业9787112161089现行建筑施工规范大全 第2册 主体结构(含条文说明)282建筑工业9787112161119现行建筑施工规范大全 第5册 质量验收·安全卫生(含条文说明)298建筑工业9787112161102现行建筑施工规范大全 第4册 材料及应用·检测技术(含条文说明)282建筑工业9787112161096现行建筑施工规范大全 第3册 装饰装修·专业工程·施工管理(含条文说275建筑工业9158024229004冷轧带钢工厂设计规范GB50930-201318中国计划9158024231304石油化工装置设计文件编制标准GB/T50933-201321中国计划9158024228403光缆厂生产设备安装工程施工及质量验收规范GB50950-201312中国计划9158024229400氨纶工厂设计规范GB50929-201322中国计划9158024230109生物液体燃料工厂设计规范GB50957-201327中国计划9158024229509化纤工厂验收规范GB50956-201317中国计划9158024229608核电厂常规岛设计规范GB/T50958-201335中国计划9158024230307有色金属矿山工程建设项目设计文件编制标准GB/T50951-201329中国计划9158024232400石灰石矿山工程勘察技术规范GB50955-201318中国计划9158024231908铜加工厂工艺设计规范GB50962-201412中国计划9158024230406焦化机械设备安装规范GB50967-201427中国计划9158024231205装饰石材矿山露天开采工程设计规范GB50970-201422中国计划9158024232707露天煤矿工程质量验收规范GB50175-201424中国计划9158024236101合建式氧化沟技术规程CECS367:201425中国计划9158024233209水泥窑协同处置垃圾工程设计规范GB50954-201412中国计划9158024233506乡规划标准CECS366:201443中国计划9158024233605冶金烧结球团烟气氨法脱硫设计规范GB50965-201412中国计划9158024224603三氟甲烷灭火系统技术规程CECS359:201420中国计划9158017797701石油化工粉体料仓防静电燃爆设计规范GB50813-201212中国计划9158024234008有色金属矿山井巷安装工程质量验收规范GB50961-201435中国计划9158024233704磷酸、磷肥生产污水处理设计规范GB50963-201415中国计划151141915游艇码头设计规范JTS165-7-2014※↑35人民交通151141917水运工程标准编写规定JTS101-2014※↑40人民交通9787114115431公路隧道设计规范(第二册 交通工程与附属设施)JTG D70/2-201450人民交通9787114115417公路隧道照明设计细则JTG/T D70/2-01-201435人民交通1511223945预拌砼绿色生产及管理技术规程JGJ/T328-201410建筑工业9158024228205防静电工程施工与质量验收规范GB50944-201318中国计划9158024236309粉煤灰砼应用技术规范GB/T50146-201412中国计划9158024236002电动汽车充电站设计规范GB50966-201413中国计划1511223952矿物掺合料应用技术规范GB/T51003-201410建筑工业1511223958磷矿尾矿砂道路基(垫)层施工及质量验收规范CJJ/T208-201410建筑工业9787114115462公路隧道通风设计细则JTG/T D70/2-02-201470人民交通9787114115400公路工程卫星图像测绘技术规程JTG/T C21-02-201425人民交通9158024216806火灾自动报警系统设计规范GB50116-201329中国计划1511223845建筑照明设计标准GB50034-201318建筑工业1511223831建筑工程施工质量验收统一标准GB50300-201310建筑工业9158024229707建筑工程建筑面积计算规范GB/T50353-201312中国计划1511223813养老设施建筑设计规范GB/T50867-201310建筑工业1511223820医疗建筑电气设计规范JGJ312-201314建筑工业1511223826教育建筑电气设计规范JGJ310-201318建筑工业1511223849混凝土结构加固设计规范GB50367-201343建筑工业9158024215908建筑地面设计规范GB50037-201318中国计划9158024225303室外排水设计规范GB50014-2006(2014年版)46中国计划1511223860建筑边坡工程技术规范GB50330-201334建筑工业1511223861绿色办公建筑评价标准GB/T50908-201327建筑工业1511223793绿色工业建筑评价标准GB/T50878-201319建筑工业1511223825建筑深基坑工程施工安全技术规范JGJ311-201318建筑工业1511223778砼外加剂应用技术规范GB50119-201318建筑工业1511223804城市照明节能评价标准JGJ/T307-201310建筑工业1511223879建筑工程绿色施工规范GB/T50905-201410建筑工业1511223761建筑施工临时支撑结构技术规范JGJ300-201316建筑工业1511223846工业企业噪声控制设计规范GB/T50087-201310建筑工业9158024215601光伏发电接入配电网设计规范GB/T50865-201312中国计划1511223878建筑日照计算参数标准GB/T50947-201410建筑工业1511223873钢-砼组合结构施工规范GB50901-201313建筑工业1511223747大型塔式起重机砼基础工程技术规程JGJ/T301-201311建筑工业1511223781建筑通风效果测试与评价标准JGJ/T309-201310建筑工业1511223779建筑模数协调标准GB/T50002-2013(代替GBJ2-86和GB/T50100-2001)10建筑工业1511223809建设工程施工现场环境与卫生标准JGJ146-201310建筑工业1511223880塑料排水检查井应用技术规程CJJ/T209-201316建筑工业1511223863医院洁净手术部建筑技术规范GB50333-201324建筑工业1511223897砌体结构工程施工规范GB50924-201416建筑工业1511223816地铁设计规范GB50157-2013100建筑工业1511223900机械式停车库工程技术规范JGJ/T326-201411建筑工业1511223790房地产估价基本术语标准GB/T50899-201313建筑工业9158024214109组合钢模板技术规范GB/T50214-201318中国计划1511223862单层防水卷材屋面工程技术规程JGJ/T316-201314建筑工业1511223814城镇建设智能卡系统工程技术规范GB50918-201310建筑工业1511223780家用燃气燃烧器具安装及技术规范CJJ12-201313建筑工业9158024213508人造板工程环境保护设计规范GB/T50887-201312中国计划9158017799101城市规划基础资料搜集规范GB/T50831-201212中国计划91580177192081水利水电工程地质勘察规范GB50487-200847中国计划1511223794建设领域信息技术应用基本术语标准JGJ/T313-201319建筑工业1511223796供热系统节能改造技术规范GB/T50893-201316建筑工业1511223799城镇供热直埋热水管道技术规程CJJ/T81-201318建筑工业1511223817城市道路低吸热路面技术规范CJJ/T206-201310建筑工业1511223829生活垃圾收集运输技术规程CJJ205-201310建筑工业1511223858密肋复合板结构技术规程JGJ/T275-201320建筑工业1511223866砼中氯离子含量检测技术规程JGJ/T322-201310建筑工业1511223872自保温混凝土复合砌块墙体应用技术规程JGJ/T323-201411建筑工业1511223912建筑屋面雨水排水系统技术规程CJJ142-201415建筑工业9158024216103钢管砼拱桥技术规范GB50923-201323中国计划9158024213805抗爆间室结构设计规范GB50907-201332中国计划9158024215502钢-砼组合桥梁设计规范GB50917-201324中国计划9158024215304人造板工程节能设计规范GB/T50888-201312中国计划9158024228908氧气站设计规范GB50030-201319中国计划1511223789生活垃圾土土工试验技术规程CJJ/T204-201319建筑工业1511223806城市轨道交通工程监测技术规范GB50911-201330建筑工业1511223821城市地理空间框架数据标准CJJ/T103-201316建筑工业1511223844城镇供水管网运行、维护及安全技术规程CJJ207-201311建筑工业1511223818低温辐射电热膜供暖系统应用技术规程JGJ319-201310建筑工业1511223870城镇燃气埋地钢制管道腐蚀控制技术规程CJJ95-201310建筑工业1511223871镇(乡)村仓储用地规划规范CJJ/T189-201410建筑工业1511223883城镇排水管道非开挖修复更新工程技术规程CJJ/T210-201416建筑工业1511223867城市规划数据标准CJJ/T199-201330建筑工业1511223915城镇燃气管网泄漏检测技术规程CJJ/T215-201410建筑工业1511223901劲性复合桩技术规程JGJ/T327-201410建筑工业1511223911住房公积金基础数据标准JGJ/T320-201414建筑工业1511223908建筑工程裂缝防治技术规程JGJ/T317-201417建筑工业9158024214000机械工业工程节能设计规范GB50910-201317中国计划9158024216707有色金属冶炼厂节能设计规范GB50919-201340中国计划1511223798城市轨道交通接触轨供电系统技术规范CJJ/T198-201310建筑工业1511223903预应力高强钢丝绳加固砼结构技术规程JGJ/T325-201412建筑工业9158024215106煤炭工业半地下储仓建筑结构设计规范GB50874-201313中国计划1511223774室内混响时间测量规范GB/T50076-201310建筑工业9158024216400化学工业给水排水管道设计规范GB50873-201312中国计划9158024214505饰面人造板工程设计规范GB50890-201313中国计划9158024213607人造板工程职业安全卫生设计规范GB50889-201312中国计划9158024215809装饰石材工厂设计规范GB50897-201324中国计划9158017790504电厂动力管道设计规范GB50764-201249中国计划9158024226102扩声系统工程施工规范GB50949-201312中国计划9158024224207急救中心建筑设计规范GB/T50939-201312中国计划9158024213003轻金属冶炼机械设备安装工程施工规范GB50882-201330中国计划9158024212907尾矿设施设计规范GB50863-201325中国计划9158024224405地热电站设计规范GB50791-201324中国计划9158024221800油气田及管道工程仪表控制系统设计规范GB/T50892-201327中国计划9158017797206±800kV直流换流站设计规范GB/T50789-201221中国计划9158024229004冷轧带钢工厂设计规范GB50930-201318中国计划9158024231304石油化工装置设计文件编制标准GB/T50933-201321中国计划9158024228403光缆厂生产设备安装工程施工及质量验收规范GB50950-201312中国计划9158024229400氨纶工厂设计规范GB50929-201322中国计划9158024218701石油化工工程防渗技术规范GB/T50934-201312中国计划9158024214802水源涵养林工程设计规范GB/T50885-201312建筑工业1511223792直线电机轨道交通施工及验收规范CJJ201-201319建筑工业9158024213300核电厂工程气象技术规范GB/T50674-201314中国计划9158024214208火炸药工程设计能耗指标标准GB50767-201312中国计划9158024215205非织造布设备工程安装与质量验收规范GB/T50904-201314中国计划9158024214307机械工业厂房结构设计规范GB50906-201337中国计划9158024214406有色金属冶炼工程制图标准GB/T50837-201320中国计划9158024215403钢铁渣粉砼应用技术规范GB/T50912-201312中国计划9158024216202小水电电网节能改造工程技术规范GB/T50845-201312中国计划9158024220308化学工业建(构)筑物抗震设防分类标准GB50914-201314中国计划9158024216301小型水电站安全检测与评价规范GB/T50876-201315中国计划9158024222906尾矿设施施工及验收规范GB50864-201324中国计划9158024227703冶炼烟气制酸工艺设计规范GB50880-201318中国计划9158024222005林产工业工程术语标准GB/T50886-201312中国计划9158024226201煤矿设备安装工程质量验收规范GB50946-201349中国计划9158024221305水利水电工程结构可靠性设计统一标准GB50199-201324中国计划9158024229301大中小水电工程建设风险管理规范GB/T50927-201321中国计划9158024229103煤矿瓦斯抽采工程设计文件编制标准GB/T50935-201312中国计划1511223810建筑采光追逐镜施工技术规程JGJ/T295-201310建筑工业9158024228700电气装置安装工程电力变流设备施工及验收规范(GB 50255-2014)12中国计划915802423000020kV及以下变电所设计规范(GB 50053-2013)12中国计划。
核电站20MN5M碳钢铸件阀门焊接工艺评定实施分析内容本文主要介绍核电站安装使用的材质为20MN5M碳钢铸件的阀门,由于材质的特殊性,优先选用该材质材料进行焊接工艺评定的制作,对评定试验结果进行分析,得出由于20MN5M母材性能不满足焊接工艺评定要求的结论,最终重新选择A105和A106GR.C母材,完成阀门焊接工艺评定。
标签:碳钢铸件焊接工艺评定不合格分析母材缺陷引言:核电安装现场出现材质为20MN5M碳钢铸件阀门,该材质材料最小抗拉强度为Rm≥485Mpa,常规焊接工艺评定无法覆盖,需对此材料进行专项焊接工艺评定,实施过程中,由于出现不满足技术要求的結果,经过原因分析、采取合理的方法,使阀门焊接工艺评定顺利完成。
1焊接工艺评定的规划及实施涉及材质20MN5M阀门的焊口为对接焊缝,母材组合主要有20MN5M+A106GR.B、20MN5M+P265GH、20MN5M+P280GH、20MN5M+TP304L 等,根据《RCCMM11121、2、3级设备用承压碳钢铸件》确认20MN5M材质为碳钢铸件,最小抗拉强度Rm≥485Mpa,现场常规材料最小抗拉强度Rm≥470 Mpa,需对20MN5M材料实施专项焊接工艺评定的规划、制作。
选择20MN5M材料实施阀门专项焊接工艺评定,项目清单及实施情况,详见如下表1:2)实施结果根据试验结果,有5项阀门专项焊接工艺评定试验不合格,根据试验情况,所有不合格试验均指向母材问题,重新对20MN5M母材进行采购,对WPQR-03、WPQR-04、WPQR-05进行第二次制作,实施结果仍为不合格,详见表1。
2实施分析根据评定试验结果,针对碳钢铸件20MN5M母材焊接工艺评定实施进行如下分析:1)焊接操作人员焊接工艺评定的试件焊接均是选择技能熟练的焊接操作人员。
2)焊接材料上述7项焊接工艺评定所用的焊接材料使用前按照技术规格书的要求实施焊材验收试验,未出现力学试验不合格的情况。
《焊接材料质量评价方法》标准制定概述
《焊接材料质量评价方法》是由中国国家标准化管理委员会制定的标准,标准号为:GB/T 30764-2014。
该标准主要涉及焊接材料的质量评价方法,包括焊丝、焊条、药芯焊丝、气体保护焊丝和焊剂等多种类型的焊接材料。
该标准制定的目的是为了规范焊接材料质量评价方法,确保焊接材料的质量符合国家
标准和行业标准要求,减少因焊接材料质量问题引起的焊接质量问题和安全事故。
该标准制定的过程经历了以下几个步骤:
一、确定标准的工作组成员
在制定《焊接材料质量评价方法》标准前,国家标准化管理委员会组织了相关领域的
专家进行评审,最终确定了标准工作的组成员,由专家组成。
二、收集相关资料
标准工作组成员收集了国内外关于焊接材料质量评价方法的相关参考资料,对国际标准、国内标准、企业标准以及相关技术文献进行了全面的调研和分析,并考虑了相关标准
和技术的发展趋势。
三、起草标准
标准工作组成员根据前期工作收集的相关资料,制定了《焊接材料质量评价方法》标
准的起草稿。
起草过程中,引用了多个已有的标准,并结合国内焊接材料生产和应用的实
际情况,制定了本标准的内容、原则、适用范围、定义、术语与符号、评价要求、试验方
法等各方面的要求。
四、论证和审定
五、发布标准
经过内部论证和专家评审,国家标准化管理委员会最终发布了《焊接材料质量评价方法》标准,并于2014年7月1日正式实施。
该标准的发布为我国焊接材料质量评价领域的规范化建设提供了重要支持,有助于推动焊接材料质量的不断提高和标准化发展。
随着造船工业的不断发展,造船工业所用的材料,品种越来越多,数量越来越大。
例如建造一艘16000吨级多用途集装箱货船,单船体用钢材就需要4600吨,2005 年我国造船量为1200万载重吨,消耗钢材400多万吨,由此可见材料对发展造船工业的重要性。
造船材料分为金属材料和非金属材料两大类。
现代船舶的船体结构制造所用材料主要是一般强度船体结构用钢、高强度船体结构用钢、奥氏体不锈钢和双相不锈钢、复合钢板、Z向钢、铝合金、增强塑料等。
根据CCS 1998年《材料与焊接》规范和2002、2004年规范修改通报要求,所有金属材料必须从力学性能(强度、塑性、硬度、蠕变)、工艺性能(弯曲、焊接性)、化学成分、脱氧方法、交货状态(热处理)等方面符合规范要求。
第一节船体结构对其金属材料的基本要求由于船舶工作条件的特殊性和复杂性,因而对制造船体结构的金属材料提出了较高的要求,大致有以下几方面:一、良好的力学性能1.强度强度—金属材料在外力作用下抵抗断裂和变形的能力。
2.塑性塑性—金属材料在外力作用下产生塑性变形而不破坏的能力。
3.冲击韧性冲击韧性—金属材料抵抗冲击载荷和脆性破坏的能力。
4.疲劳强度疲劳强度—金属材料抵抗外力反复作用下的能力,即在交变载荷无限次作用下不致引起破坏的能力,以6.表示。
5.硬度硬度—金属材料抵抗比它更硬物体压入表面内的能力。
二、优良的工艺性能所谓工艺性能是指材料对各种加工方法的适应性。
在现代造船中,采用最多的金属材料加工方法是焊接与弯曲。
因此,作为船体结构材料必须具有良好的焊接性和优良的承受弯曲加工的性能。
三、良好的耐腐蚀性能船体结构用金属材料在海水中具有较高的耐腐蚀性能,而目前的一般强度船体结构用钢和高强度船体结构用钢还不能完全满足要求,在海水中的腐蚀都比较严重,据统计碳素钢为0.1毫米/年,含镍合金钢为0.08毫米/年。
因此,船舶设计时必须增放腐蚀余量,这就增加了船体自重和材料消耗。
从耐腐蚀观点出发,奥氏体不锈钢和双相不锈钢作为造船材料是比较理想的。

中国船级社材料与焊接规范修改通报20042004年12月30日生效第1篇 金属材料第2章 力学性能试验与工艺性能试验标题改为:“第2章 材料的性能试验第1节 一般规定2.1.1.1改为:“2.1.1.1本章规定适用于船用金属材料的常规力学性能试验、工艺性能试验和不锈钢耐腐蚀性能试验。
本章规定以外的试验可按本篇其他章节中的规定或本社接受的有关标准执行。
”2.1.4.1改为:“2.1.4.1 所有试验应由合格的试验人员按规定的程序在认可形式的试验机上进行操作。
”新增2.1.4.2如下:“2.1.4.2 试验机应保持良好而准确的状态,并至少每年一次由本社承认的机构或组织进行校验。
试验机的校验应按本社承认的标准进行,被校准的试验机应能溯源到国家基准。
”新增2.1.4.3如下:“2.1.4.3 拉伸试验机和冲击试验机的量值精度误差不超过±1%。
”第2节拉伸试验全部改为:“第2节 拉伸试验2.2.1 一般要求2.2.1.1 船用金属材料的抗拉强度、屈服强度、伸长率以及断面收缩率等力学性能应由拉伸试验测定。
2.2.2 试样2.2.2.1 拉伸试样的形状和尺寸应符合表2.2.2.1的规定。
试样的端部可加工成适宜于试验机夹持的形状。
拉伸试样的形状和尺寸 表2.2.2.1试样形状试样尺寸(mm)适用场合1板状试样比例试样: a = t,b = 25,R = 25L= 5.65Lc = L+2钢质板材、扁坯和型材;②非比例试样1:a = t,b = 25,R = 25L= 200mm,LC≥2152:a = t,b = 12.5⑨,R = 25,L= 50,LC≥55t≤12.5mm的铝质板材和型材。
2圆形试样比例试样:d = 10 ~ 20,(优选14)L= 5d,LC= L+ 0.5dR = 10 ③厚钢板和型材;t >12.5mm的铝质板材和型材④;金属锻件;线材⑤、棒材⑥;铸件(灰铸铁除外);3圆形管子试样比例试样: L= 5.65LC= L+0.5D⑦薄壁小直径管4管子切割试样比例试样:a = t,b≥12,R≥10L= 5.65LC= L+2b大直径管⑧5灰铸铁试样非比例试样:d = 20,R = 25注:① 表中a为试样厚度、b为试样宽度、d为试样直径、D为管件外径、L为标距长度、Lc为试样平行段长度、R为试样过渡半径、S为试样原始截面积、t为材料板厚。
AC-14大抓力锚及其标准化研究AC一14大抓力锚及其标准化研究刘志东王红宇王大任许佐军金向红提要本文介绍在国内研制成功AC-14大抓力锚的基础上编制上海市企业标准和船舶行业标准的情况及标准的主要技术内容,包括锚的结构,材料,技术要求和检验规则. 关键词大抓力锚标准1前言随着造船,航运和海洋事业的发展,各种船舶和海上建筑物对维系其安全的锚设备要求越来越高,为适应我国造船工业走向国际市场的需要.为适应海洋开发的不断发展,国产锚的系列规格,材料性能和试验方法都必须同国际接轨.过去国内生产的锚仅为普通锚,如无杆锚,有杆锚,斯贝克锚和霍尔锚等.国内虽有单位生产AC一14大抓力锚,但由客户提供图纸,按国外标准生产.锚作为船舶的重要部件之一,是控制船舶运动的设备.起抛锚则是保障船舶停泊安全的手段,研究开发大抓力锚和超大抓力锚是新形势的迫切需求,在国内HD.AC一14大抓力锚是原沪东造船厂1997年开始自行开发研制生产,并得到LR,NK,KR和CCS等国内外船级社认可,经过多年努力,产品面向国内外市场,远销东南亚,韩国和日本,市场前景看好.沪东中华造船集团在AC一14大抓力锚制造技术攻关取得突破性进展的基础上,适时开展标准化研究,先后编制上海市企业标准Q/UCAB009(HD.AC一14大抓力锚》,沪东企业标准HD10103(大抓力锚海上抓力试验方法》和沪东中华企业规范H&Z 918016(船用锚拉力试验规范》,目前又主编了中华人民共和国船舶行业标准(AC一14大抓力锚》,从而实现严格按标准生产AC一14大抓力锚,确保AC一14 大抓力锚满足国内外客户的需求.2国内外概况当前国内外大抓力锚的型号主要有燕尾锚,钢板波尔锚,丹富尔锚和AC一14大抓力锚,其中使用12较多的是AC一14大抓力锚.我国AC一14大抓力锚的结构和尺寸借鉴英国AC一14大抓力锚的成功经验,对其薄弱部位在结构上增厚,使其使用性能更可靠.我集团在设计HD.AC一14大抓力锚时,参考多家船级社规范和日本标准,其系列图纸得到四国船级社认可,与国际接轨.日本早在二十世纪四十年代生产各种规格锚的时候,没有统一标准,如锚的重量由订货方决定,因而提高了成本.为了便于生产,并符合各国船级社要求,满足日本船舶安全法有关法规,1951年日本制订了"JIS.F.3301锚"标准,但直到2000年,JIS标准才首次将AC一14大抓力锚的技术内容补充进去.在1998年中国船级社《材料与焊接规范》中,规定了普通锚和大抓力锚的主要技术要求,2001年中国船级社《材料与焊接规范》修改通报中,对锚的章节作了比较大的修改,其中关于抓力试验,明确规定了大抓力锚和超大抓力锚海上抓力试验的试验条件,试验力值测试和试验结果评定等方面细则.3大抓力锚本船舶行业标准对大抓力锚的术语,定义为抓力至少为同等重量普通无杆锚两倍以上的锚.也有不少技术文献从另一角度叙述大抓力锚,如锚的重量为普通无杆锚75%的大抓力锚,其海上抓力为该普通无杆锚的一倍以上,或则描述为大抓力锚与相当其重量1.33倍的普通无杆锚等效.大抓力锚的标志印志为HHP,它是一种高性能的锚,巨型船舶和军用舰船对其需求量较大.在国内有关专家指导下,我集团开发的HD.AC一14大抓力锚,吸取兄弟锚厂制造经验,重点项目技术攻关.在检验项目上,增加坠落试验和捶击试验,从而适应性更强,更能满足国内外船东需求.4标准适用范围本标准适用于AC一14大抓力锚的设计,选用,制造和验收.AC一14大抓力锚的型式为带有转动锚爪,其锚冠呈向下凹弧线状,重心在销轴以上的无杆锚.对其他型式的大抓力锚,可以参照使用该标准.由于这些大抓力锚的结构型式有差异,所以这里指参照使用,主要指试验方法和检验规则,如海上抓力试验,陆上拉力试验和材料理化试验等.5锚的结构与材料AC一14大抓力锚的结构见图l,锚的零部件材料按表l选用.表1锚的零部件材料材料零件名称名称牌号标准号卸扣本体,锚干,锚爪,封头铸钢ZG230-45oHGB7659-1987卸扣本体,锚干锻钢20GB/T699—1999卸扣横销,小轴,横销,封头钢棒材AC一14大抓力锚零部件选用的材料与日本等国外标准和船规基本一致,铸钢材质在化学成分大致相同的条件下,力学性能有所提高.材料机械性能的提高,不仅仅是产品强度的提高,而且对生产管理和技术管理也提出更高要求.锚的卸扣横销,小轴,横销和封头等零部件,近几年采用锻造或牌号相同的热轧圆钢,按GB/T699规定,这里指直径不大于250mm的20#优质碳素结构钢棒材.这样既兼顾了锚的安全性,又有利于锚的生产管理.1一卸扣本体;2-卸扣横销;3-锚干;4-锚爪;5一小轴;6-横销;7-封头.图1AIC-14大抓力锚136锚重本标准关于锚的重量有三个不同提法,即锚的实际重量,锚的名义重量和锚的试验计算重量.锚的名义重量指锚设计选用时的重量系列;锚的实际重量指装配完整后称得的重量;而锚的试验计算重量是指在进行试验室拉力试验时,必须按锚的试验计算重量查表求得拉力试验负荷.锚的试验计算重量为该锚实际重量的1.33倍.锚经称重后,其实际重量相对于名义重量允许有偏差,在各国船规和标准中这方面的规定各不相同,也有些国外船规(如GL和LR等)没有列入锚重的允许偏差.本标准规定的允许偏差等同采用CCS的规定,详见表2.衰2锚重允许偏差标准船规GB/T548jIS.F3301ccSmrv本标准允许偏差一3%~+7只能正公差±7±7±7实际锚重总和每艘船锚备注不得小于名义2001年修的总重满改通报锚重总和足要求时7坠落试验大抓力锚坠落试验,锚干和锚爪分别进行,锚干处于水平状态,锚爪头部朝下.关于试验时锚的提升高度,目前国内外有两种规定,即3.7米和4米.本标准考虑国内实情,提升高度取3.7米,并坠落在固定于坚实基础且厚度不小于50mm的钢垫上.坠落试验后经捶击检查,工件应发出清晰声音,不应出现裂纹缺陷.必要时可按GB94A.4.磁粉探伤.至于是否要进行"坠落试验"项目的检测.则要视合同要求和不同船级社的规定而行.鉴于本标准增加了坠落试验和捶击检查,适应了美国ABS和日本NK船级社规范,使产品更具市场适应性.8拉力试验对组装后的AC一14大抓力锚,国内外船规都要求进行拉力试验(非破坏性试验).拉力试验是指在试验室内卧式拉力试验机上进行的力值验证试验. 以考核组装后整个锚的质量.锚拉力试验的具体步骤,有关标准规范规定详简不一.本标准是在总结国内拉力试验经验的基础上,为统一试验程序,特以附14录的形式制定了大抓力锚拉力试验方法,详细规定试验设备,试验载荷,试验用锚和试验步骤.同时按2001年CCS中国船级社《材料与焊接规范修改通报》,规定锚拉力试验后残余变形不超过标距的1%.沪东中华造船集团在研制AC一14大抓力锚的过程中,扩建了锚链试验室,开发了200T数字显示卧式拉力试验机,采用电液伺服阀,对主要技术参数进行设置后,加载,保载和卸载均自动完成,载荷值和保载计时都有窗口数字显示.在锚的装夹连接区域,设有锚坑和横梁,代替钢丝绳连接捆扎锚爪.在锚爪浇铸时,我们增加两块防滑耳板,从而确保采用横梁装夹AC一14大抓力锚的质量,防止试验过程中锚打滑,此试验方法处于国内领先水平.另外在锚坑前方还有30公尺长的凹型通道,顶端布置卷扬机,从而使该试验室不仅可以进行各种型号锚的拉力试验,而且可以进行柴油机起吊工夹具,钢丝绳以及锚链的拉力试验,并获得GL,ABS,NK,DNV,KR和CCS等国内外船级社认可,成为上海地区造船系统目前最大的锚链试验室.9抓力试验目前,国际上对新设计生产的大抓力锚和超大抓力锚要求进行实船抓力对比试验,通过试验证实大抓力锚的抓力为与其重量相当的普通无杆锚抓力的两倍以上.对大抓力锚的海上抓力试验,国内外船规有规定,但不具体且有差异,如前苏联船舶登记局对大抓力锚海上试验,就只要求须经船检审批,船规中并不反映试验技术参数.由于大抓力锚海上试验场面大,人员广,耗时长和干扰多,为确保试验安全成功和测试数据的可比性,本标准附录C对大抓力锚海上抓力试验方法作了统一规定,主要技术内容是试验用锚,试验船舶, 试验程序,试验记录和数据处理等,其中试验气象条件,海域条件和试验装置均参照CB/T3430{海洋及港作拖船系柱拖力试验方法》等标准.10海上实船试验我集团在HD.AC一14大抓力锚研制过程中.国内首家进行了海上实船抓力试验,确认锚抛落海底时,无论其落在海底的初始角度或位置如何,都能在很短时间内.使锚有效地抓住海底.按本标准规定, 试验用锚应根据大抓力锚生产系列选定.试验用大抓力锚至少选两种规格,较大的应不小于该系列最大锚重的十分之一,较小的应不小于较大锚重的十分之一,用作对比试验的两种规格普通无杆锚,实际重量应与选取的大抓力锚重量相当.HD.AC一14大抓力锚为2O吨以下系列,实际试验用锚详见表3. 表3海上试验用锚序号锚名称锚重(Kg)1斯贝克锚4802Ac—l4大抓力锚4953斯贝克锚21004Ac—l4大抓力锚2140我们规定试验用锚首先应按本标准附录B.在卧式拉力试验机上进行拉力验证试验后.才能进行海上试验.这是因为通过拉力验证考核锚的残余变形和锚爪的转动灵活性等都符合技术要求.我集团在东海区域对比试验数据表明,船用锚在使用中所受实际拉力(抓力),远小于拉力验证负荷(详见表4),从而保证在海上实船使用中的安全可靠性.表4拉力与抓力的对比锚拉力(KN)抓力()l抓力/拉力2.It斯贝克锚236281(平均)l22.4%2.It大抓力锚457213(平均)I46.69'HD.AC一14大抓力锚海上实船试验.得到四国船级社认可.在三种不同类型海底土质状况的水域. 测试的数据都表明,HD.AC一14大抓力锚抓力远大于同等重量斯贝克锚抓力的两倍,试验数据详见表5.表5抓力试验结果抓力(KN)锚名称规格砂土亚粘土(硬塑)淤泥(硬塑)斯贝克锚35.626.833.6(4BOK~)大抓力锚75.273.568.6(AC一14,495Kg)斯贝克锚93.169.976.1(2100Kg)大抓力锚213.9213.92o8.7(AC一14,2140Kg)行测定.生产厂家取得大抓力锚的生产资格,首先必须按本标准进行抓力试验,以证明大抓力锚的抓力为其重量相当的无杆锚抓力的两倍以上.当工厂今后批量制造在规定范围内的大抓力锚时.一般不再进行抓力试验.而拉力试验对每一只大抓力锚都是必不可少的检验项目.l1.2抓力验收指标本标准附录C是试验方法标准.不涉及验收指标问题,但需要说明的是,如果试验数据反映该规格大抓力锚的抓力值小于与其重量相当的无杆锚抓力的两倍,则这种"大抓力锚",将不能成为名副其实的大抓力锚,也不会得到船级社认可.必须重新设计研制试验.l1.3关于附录A的说明附录A列出化学分析方法引用标准24项.为规范性附录.由于GB/T223(钢铁及合金化学分析方法》共有75项分标准,而本标准的主要零部件材料ZG23O-45OH和20#钢所含需要化学分析的元素仅lO个,且各单位应用的化学分析方法有异.为此本标准参照GB/T17107的编写格式,在符合行业标准编写规定的前提下,将引用的24项标准不列入"规范性引用文件"这一章节,而单独作为附录,这样编写层次更清楚使用起来更方便.l1.4标准的实施应用AC一14大抓力锚的标准化,为船舶设计部门提供了新的船用锚选用依据,为生产,试验和检验统一了测试方法标准.这样不但解决了国内需求.而且开拓了新的经济增长点,有利于拥有自主知识产权的大抓力锚打进国际市场,经济效益和社会效益十分明显.l1.5其他本标准的附录B"大抓力锚拉力试验方法".不仅适用于大抓力锚的拉力试验,对民船用锚的拉力试验,除拉力试验载荷外,基本上可用,但对军船用锚,因执行国家军用标准,在试验过程,试验程序和结果评判等方面有差异,在操作实施时应引起注意.12参考文献11结束语1.中华人民共和国船舶行业标准<AC一14大抓力锚)报批稿2004.1l1.1拉力试验与抓力试验2.'大抓力锚海上实船抓力试验研究.舰船标准化与环境条拉力试验是指在试验室卧式拉力试验机上进行3.<船舶工程金属材料实用手册)绾委会船用金属材料实用手册北的力值验证试验,而抓力试验则必须在海上实船进京中国标准出版社199515。
中 国 船 级 社材料与焊接规范RULES FOR MATERIALSAND WELDING修 改 通 报AMENDMENTS2014中 国 船 级 社材料与焊接规范RULES FOR MATERIALSAND WELDING修 改 通 报AMENDMENTS2014北 京Beijing目 录《材料与焊接规范》2014年修改通报1月版 (1)第1篇 金属材料 (2)第3章 钢板、扁钢与型材 (2)第3节 高强度船体结构用钢 (2)第5章 铸钢件 (2)第2节船体结构用锻钢件 (2)第10章 设备 (3)第2节 船用锚链及附件 (3)第3篇 焊接 (4)第1章 通则 (4)第1节 一般规定 (4)《材料与焊接规范》2014年修改通报7月版 (5)第1篇 金属材料 (6)第1章 通则 (6)第2节试验与检验 (6)第2章 材料的性能试验 (7)第1节一般规定 (7)第2节拉伸试验 (7)第3节冲击试验 (7)第6节 管材延性试验 (7)第10节 金属材料落锤试验 (8)第3章 钢板、扁钢与型钢 (9)第1节一般规定 (9)第12节锚链及其附件用轧制圆钢 (9)第5章 锻钢件 (10)第1节一般规定 (10)第3节轴系与机械结构用锻钢件 (11)第5节齿轮锻钢件 (11)第6章 铸钢件 (12)第1节一般规定 (12)第3节机械结构用铸钢件 (13)第7章 铸铁件 (14)第2节灰铸铁件 (14)第8章 铝合金 (15)第1节一般规定 (15)第2节铝合金板材与型材 (15)第4节铝合金活塞 (16)第9章 其他有色金属 (17)第1节铜质螺旋桨 (17)第2节铸铜合金 (18)第10章 设备 (19)第2节船用锚链及其附件 (19)第3节海上设施定位用系泊链及其附件 (19)第2篇非金属材料 (21)第1章 通则 (21)第2节试验与检验 (21)第2章 塑料材料 (22)第2节原材料 (22)第3章 纤维增强塑料船体材料 (23)第1节一般规定 (23)第2节原材料 (23)第5章 围裙材料及其连接件 (25)第3节 裙布的试验与力学性能 (25)第7章 纤维绳 (26)第2节 海工用纤维绳 (26)第3篇 焊接 (27)第1章 通则 (27)第2节试验 (27)第2章 焊接材料 (28)第2节焊接材料的力学性能 (28)第3节电弧焊焊条 (28)第4节埋弧自动焊的焊丝-焊剂 (30)第6节电渣焊或气电立焊的焊接材料 (31)第8节不锈钢焊接材料 (31)第3章 焊接工艺认可 (33)第1节 一般规定 (33)第2节 对接焊工艺认可试验 (33)第3节 角接焊工艺认可试验 (34)第4节 倾斜或T形管节点全焊透工艺认可试验 (34)第5章 船体结构的焊接 (35)第1节 一般规定 (35)第3节 焊缝检验与修补 (36)第8章 重要机件的焊接 (39)第4节螺旋桨的无损检测与焊接 (39)第11章 有色金属的焊接和铆接 (40)第1节一般规定 (40)第2节铝合金的焊接 (40)第3节钛及钛合金的焊接 (42)第4节铆接 (45)中 国 船 级 社材料与焊接规范RULES FOR MATERIALS AND WELDING修 改 通 报AMENDMENTS2014年1月版2014年1月1日生效Effective from January 1 2014北 京Beijing第1篇 金 属 材 料第3章 钢板、扁钢与型材第3节 高强度船体结构用钢新增3.3.1.2如下:“3.3.1.2 大型集装箱船用厚度为50mm~100mm、屈服强度不小于460N/mm2的高强度船用结构钢应满足CCS《船用高强度钢厚板检验指南》的要求。
”第5章 铸 钢 件第2节 船体结构用锻钢件5.2.1.1和5.2.4.3中“舵梢”改为“舵销”。
第10章 设 备第2节 船用锚链及附件10.2.9.2修改如下:“10.2.9.2 符合要求的锚链或附件应由CCS签发证书,证书上应至少有下列各项:(1) 制造厂名称;(2) 等级;(3) 炉号(适用于附件);(4) 化学成分(包括铝的总含量);(5) 名义直径/重量;(6) 拉力载荷/破断载荷;(7) 热处理;(8) 锚链或附件的标记;(9) 长度(适用于锚链);(10) 力学性能(如适用)。
”第3篇 焊 接第1章 通 则第1节 一 般 规 定新增1.1.1.4如下:“1.1.1.4 大型集装箱船用厚度为50mm~100mm,屈服强度不小于460N/mm2的高强度船用结构钢的焊接,除应符合本篇相关规定外,还应满足CCS《船用高强度钢厚板检验指南》的要求。
”中 国 船 级 社材料与焊接规范RULES FOR MATERIALS AND WELDING修 改 通 报AMENDMENTS2014年7月版2014年7月1日生效Effective from July 1 2014北 京Beijing第1篇 金 属 材 料第1章 通 则第2节 试验与检验新增1.2.2.2如下:“1.2.2.2 熔炼化学成分通常应在每炉钢出钢时取样。
当产品以不同炉次钢水在钢包中混合时,则应在钢包中取样。
熔炼化学成分应以重量百分比报告。
”原后续条文号顺延。
新增1.2.8.1如下:“1.2.8.1 制造厂应采用一套能够有效追溯产品生产过程的标识系统。
并在产品和证书上予以标识。
”原后续条文号顺延。
第2章 材料的性能试验第1节 一 般 规 定2.1.3.1修改如下:“2.1.3.1 制取试样的试件应在材料最终状态下分割。
若采用分离试件,则试件应与所代表的材料同时进行相同的处理。
试样制备的方式应尽可能不影响原材料的性能。
”新增2.1.4.4如下:“2.1.4.4 夏比摆锤冲击试验机的校验应符合ISO 148-2或等效标准的要求。
”新增2.1.5如下:“2.1.5试验程序2.1.5.1 除本章规定外,不同试验的试验程序可遵循相应国际或国家标准所确定的习惯做法。
”原后续条文号顺延。
第2节 拉 伸 试 验表2.2.2.1注②、⑦修改如下:“② 对轧制产品的全厚度试样,应保留原轧制面。
若试验机能力不足时,可对一个轧制面进行加工,将厚度减薄至25mm;当钢板厚度大于40mm时,可改取序号2的圆形试样。
⑦ 试样沿管轴纵向截取,试样平行段长度部分不应被压平,而试样的夹持部分则允许压平。
当壁厚足够时,可改取序号2的圆形试样。
圆形试样的轴线应位于管壁厚度中心处。
”第3节 冲 击 试 验2.3.1.3修改如下:“2.3.1.3 在任何情况下均应就材料厚度尽可能加工出最大尺寸的试样。
标准辅助试样与标准试样的冲击功换算关系如表2.3.1.3所示。
对小于5mm的试样,一般不要求进行冲击试验。
”第6节 管材延性试验新增2.6.1如下:“2.6.1一般要求2.6.1.1 管材延性试验一般用于检验金属管状材料的延展性能和冶金缺陷。
2.6.1.2 除本节规定的延性试验外,若需进行圆环扩展试验或圆环拉伸试验,则应分别按ISO8495或ISO 8496进行。
”原后续条文号顺延。
第10节 金属材料落锤试验2.10.2.2修改如下:“2.10.2.2 试样的尺寸如表2.10.2.2所示。
取样时应尽材料的厚度可能制取最大厚度的试样。
除下列要求外,试样的制备(包括尺寸偏差、启裂焊道堆焊和缺口加工)应符合公认标准(如GB/T6803)的要求。
(1) 试样的边缘应以锯切或机加工形成。
若采用火焰切割方法,则试样边缘距火焰切割边至少25mm;(2) 当材料厚度大于试样厚度要求时,应仅在板的一侧进行机加工减薄。
”第3章 钢板、扁钢与型钢第1节 一 般 规 定3.1.7.3修改如下:“3.1.7.3 材料的合格证书应包括下列内容:(1) 订货方的名称和合同号以及使用该材料的船名或机号(可能时);(2) 材料运往的目的地;(3) 材料的说明书和尺寸;(4) 交货数量和重量;(5) 材料的技术规格或等级;(6) 炉罐号和熔炼化学成分;(7) 力学性能试验结果;(8) 除轧制状态以外的供货状态。
”第12节 锚链及其附件用轧制圆钢3.12.8.2修改如下:“3.12.8.2 每批圆钢应由CCS验船师签署相应的合格证书。
合格证书的内容除本章3.1.7.3所要求的内容外,当按本节3.12.5.1规定进行了成品锚链所要求的热处理,则还应包括试样热处理的详情、试样数量和相应的力学试验结果。
对于OM4S和OM5级系泊链用圆钢还应列出氢脆试验和无损检测等检查的结果以及奥氏体显微晶粒度、非金属夹杂物和淬透性检查结果的信息。
”第5章 锻 钢 件第1节 一 般 规 定5.1.2.1修改如下:“5.1.2.1 锻钢件的熔炼分析化学成分通常是在每炉钢出钢适当时候取样,当多炉混合时则应在混合的钢包中取样。
试样的熔炼分析化学成分应符合本章各节的规定。
具体化学成分应适合于锻制钢材的种类、锻钢件的尺寸和规定的力学性能。
”5.1.5.1修改如下:“5.1.5.1 锻钢件试件的大小应满足所需试验和可能进行复试的需要,其横截面尺寸应不小于所代表的锻钢件的那一部分截面。
除5.1.5.2和5.1.5.3另有规定外,试件应与锻件为一个整体。
分离锻制的试样应与其所代表的锻件具有相似的锻造比。
”新增5.1.5.2如下:“5.1.5.2 当一个锻件锻后被分为数个部件,所有这些部件又在同一炉内进行热处理时,则可视其为一个锻件,应按原始锻件的总长度和总重量确定试件的数量。
”原后续条文号顺延。
原5.1.5.6中最后一句“除另有规定外,制造厂可自行决定选用夏比V型缺口或夏比U型缺口的冲击试样。
”修改为:“冲击试样应选用夏比V型缺口的试样。
”5.1.5.7修改如下:“5.1.5.7 拉伸试验和冲击试验应符合本篇第2章的要求。
凡本章各节中有要求时,应进行硬度试验。
除另有协议外,所有试验应在验船师在场下进行。
”新增5.1.6.4如下:“5.1.6.4 当结构规范有要求,或以按本章5.1.3.8规定获得认可的焊接工艺焊接组合成一个锻钢组合部件,在验收前工厂应进行适当的无损检测,并报告检测结果。
”原后续条文号顺延。
原“5.1.6.5 锻钢件在机加工到适当阶段和最终热处理后,通常应进行径向和轴向两个方向超声波检测。
当形状或尺寸受限时,可进行轴向或径向超声波检测,并符合公认的检测方法与判定标准。
”修改如下:“5.1.6.6 锻钢件在机加工到适当阶段和最终热处理后,通常应进行径向和轴向两个方向超声波检测。
当形状或尺寸受限时,可进行轴向或径向超声波检测。
检测应按公认的检测方法进行,并应满足CCS《船舶焊接检验指南》第7章附录7A或公认验收标准的要求。
”5.1.7.2修改如下:“5.1.7.2 除曲轴锻钢件外,经CCS同意,锻钢件表面可进行焊接修补。