金刚石磨具磨料简介
THE DATA OF SUPER ABRASIVES
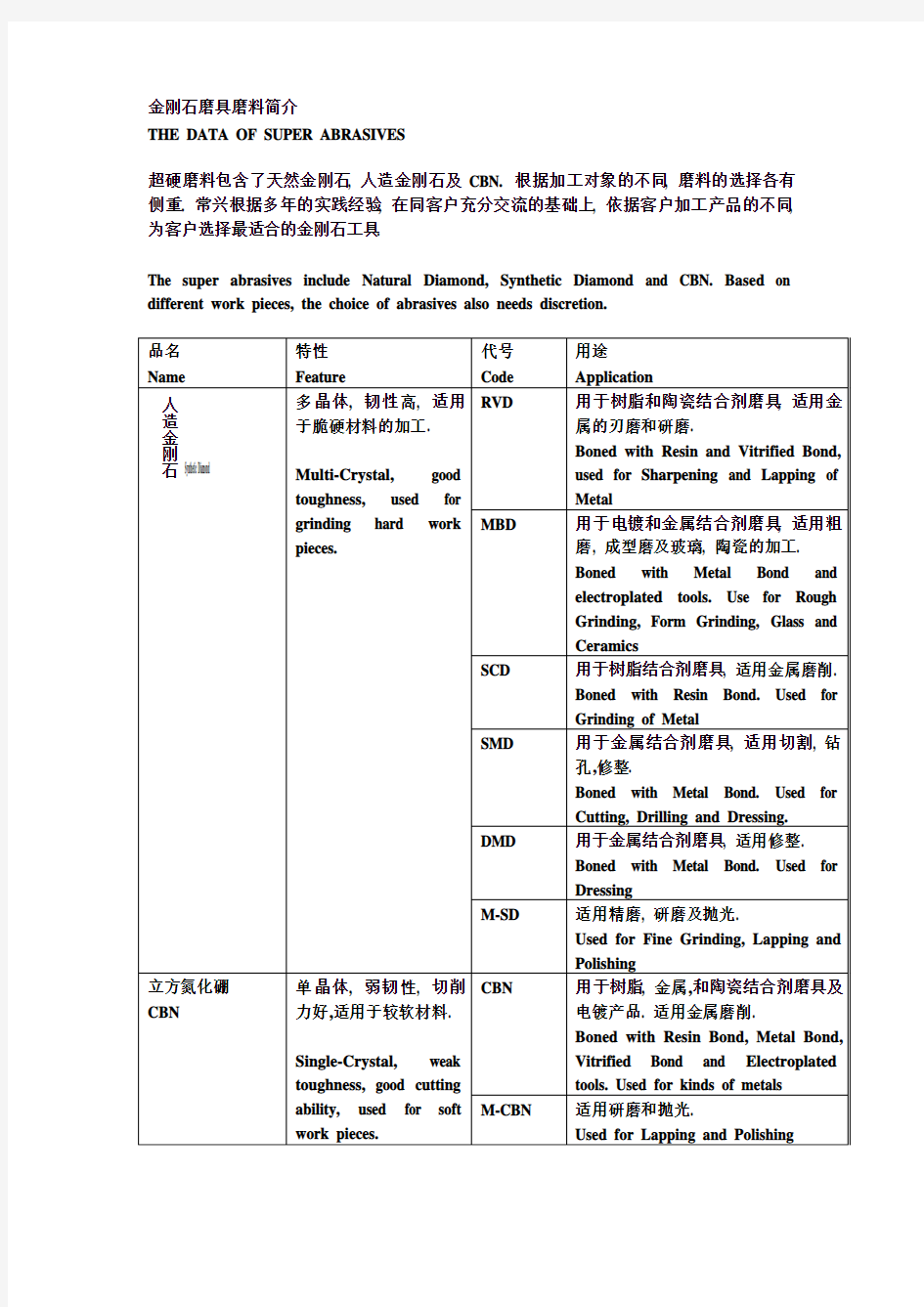
超硬磨料包含了天然金刚石, 人造金刚石及CBN. 根据加工对象的不同, 磨料的选择各有侧重. 常兴根据多年的实践经验, 在同客户充分交流的基础上, 依据客户加工产品的不同, 为客户选择最适合的金刚石工具.
The super abrasives include Natural Diamond, Synthetic Diamond and CBN. Based on different work pieces, the choice of abrasives also needs discretion.
结合剂简介
THE DATA OF BONDS
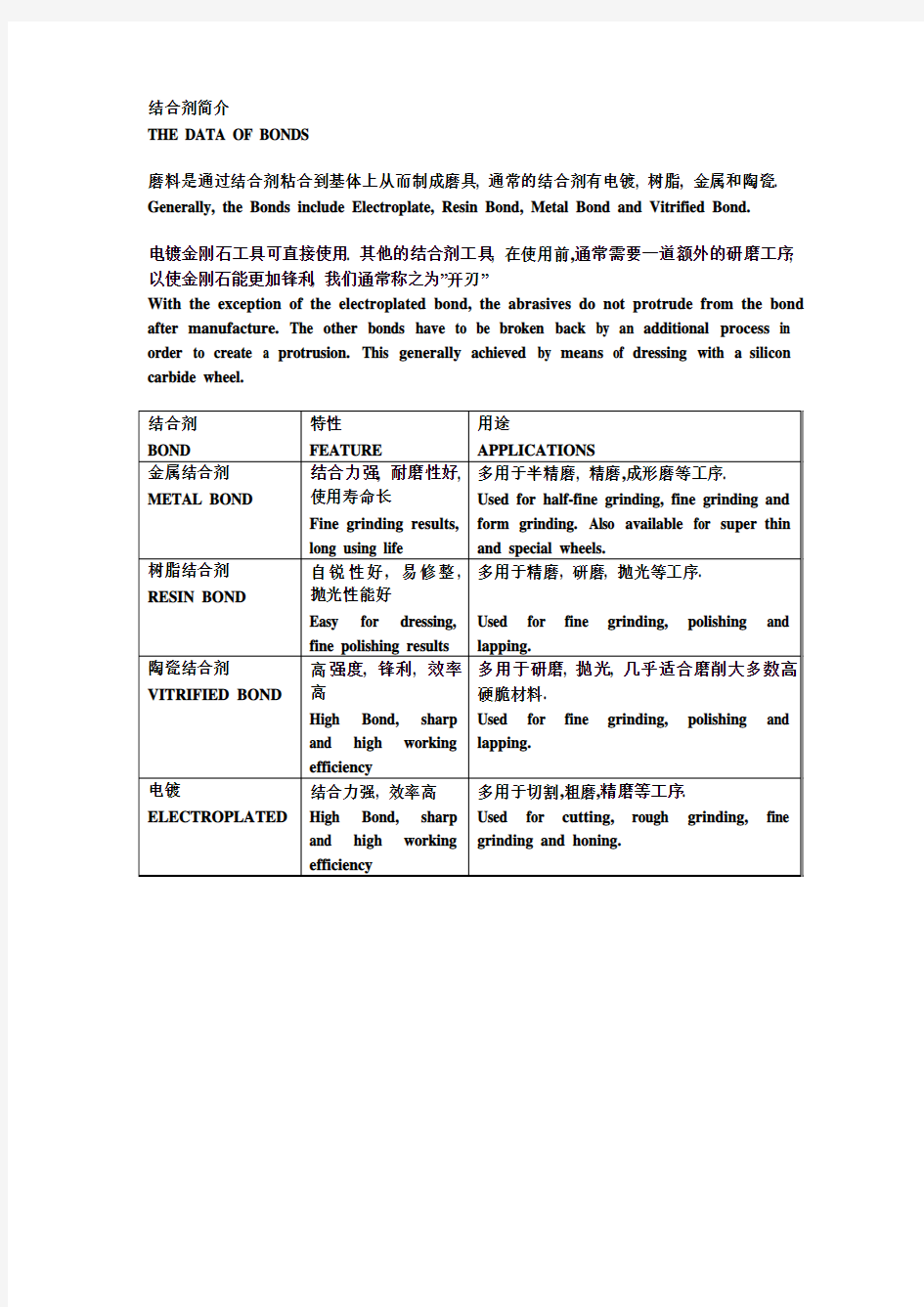
磨料是通过结合剂粘合到基体上从而制成磨具, 通常的结合剂有电镀, 树脂, 金属和陶瓷. Generally, the Bonds include Electroplate, Resin Bond, Metal Bond and Vitrified Bond.
电镀金刚石工具可直接使用. 其他的结合剂工具, 在使用前,通常需要一道额外的研磨工序, 以使金刚石能更加锋利, 我们通常称之为”开刃”
With the exception of the electroplated bond, the abrasives do not protrude from the bond after manufacture. The other bonds have to be broken back by an additional process in order to create a protrusion. This generally achieved by means of dressing with a silicon carbide wheel.
金刚石拉丝模具不锈钢线材及电缆行业生产的重要工具,尤其在细线及微丝方面应用极为广泛。但因为其价格很贵,生产成本较高,如何有效提高金刚石拉丝模具的使用寿命是线材生产行业的一大重要课题。 金刚石拉丝模具是不锈钢线材及电缆行业生产的重要工具,尤其在细线及微丝方面应用极为广泛。但因为其价格很贵,生产成本较高,如何有效提高金刚石拉丝模具的使用寿命是线材生产行业的一大重要课题。 1 金刚石拉丝模具简介 金刚石拉丝模具有两种,一种是天然金刚石模具,天然金刚石具有硬度高、耐磨性好的特点,拉制的线材表面光洁度很高,由于天然金刚石在结构上具有各向异性,导致其硬度也呈各向异性,使模孔的磨损不均匀,制品不圆整,加之价格昂贵、稀少,一般用作表面质量要求高的细线拉线模或成品拉线模;另一种是造聚晶金刚石模具,人造聚晶金刚石是无定向的多晶体。它具有硬度高,耐磨性好,抗冲击能力强的优点。在硬度上不存在各向异性,磨损均匀,模具使用寿命,适用于高速拉拔。由于产聚晶模坯存在晶粒粗大、抛光性能差等质量问题,目前国内厂家多使用聚晶模作过渡模,而不用作成品模。但随着聚晶模内在质量和加工水平的提高,有取代昂贵的天然金刚石作成品模使用的趋势。 2 金刚石拉丝模具的磨损原因分析 2.1 拉丝模自身加工质量因素导致模具磨损
(1)金刚石模坯与模具钢套镶嵌不对称,烧结的硬质合金钢套分布不均匀或有空隙,都容易导致在拉拔线材过程中产生U形裂痕; (2)金刚石模坯在激光打孔过程中,烧结痕迹清理不干净或受热不均匀会导致金刚石层内金属触媒、结合剂等聚成一堆,样容易导致在拉丝过程中模具出现凹坑; (3)模具孔型设计不合理,入口润滑区开口过小、定型区过长,会导致润滑不畅,致使模具磨损甚至碎裂。 2.2 拉丝过程中使用不当因素导致模具磨损 (1)拉丝面缩率过大,导致模具产生裂痕或破碎。裂痕或断裂纹绝大部分是内应力释放所产生。在任何物料结构中,存在内应力是必然的,拉拔线材时产生的内应力本来可以增强金刚石微晶结构,但当拉丝面缩率过大、无法及时润滑从而温升过高就会导致金刚石模具表明部分物料被移走,微晶结构所承受的应力就大大增加,使其更容易产生裂痕或破碎。 (2)线材的拉伸轴线与模孔中心线不对称,致使对线材和拉线模产生应力作用不均匀,而机械振动产生的冲击也会对线材和拉线模造成很高的应力峰值,两者都将加速模子的磨损。 (3)因退火不均匀而造成的线材硬度不均匀等因素容易造成金刚石拉丝模具过早产生疲劳损伤,形成环形沟槽,加剧模孔磨损。
金刚石砂轮介绍 简介: 以金刚石磨料为原料,分别用金属粉、树脂粉、陶瓷和电镀金属作结合剂,制成各种形状的制品,用于磨削、抛光、研磨的工具叫金刚石磨具 结构 金刚石磨具结构一般由工作层、基体、过渡层三部分组成。 工作层又称金刚石层,由磨料、结合剂和填料组成,是磨具的工作部分。过渡层又称非金刚石层,由结合剂、金属粉和填料组成,是将金刚石层牢固地连接在基体上的部分。 基体是由铝、钢或电木加工而成,起支承工作层和装卡磨具的作用。 用途 由于金刚石磨料所具有的特性(硬度高、抗压强度高、耐磨性好),是金刚石磨具在磨削加工中成为磨削硬脆材料及硬质合金的理想工具,不但效率高、精度高,而且粗糙度好、磨具消耗少、使用寿命长,同时还可改善劳动条件。因此广泛用于普通磨具难于加工的低铁含量的金属及非金属硬脆材料,如硬质合金、高铝瓷、光学玻璃、玛瑙宝石、半导体材料、石材等。 [编辑本段] 分类: 金刚石砂轮按结合剂可分为:树脂结合剂金刚石砂轮;陶瓷结合剂金刚石砂轮;金属结合剂金刚石砂轮(青铜结合剂金刚石砂轮) 金刚石砂轮按生产工艺可分为:烧结式金刚石砂轮(树脂结合剂金刚石砂轮;陶瓷结合剂金刚石砂轮;金属结合剂金刚石砂轮);电镀金刚石砂轮;钎焊金刚石砂轮。 金刚石砂轮按磨削方式可分为:磨钻石用金刚石砂轮;磨硬质合金用金刚石砂轮(金刚石刀磨砂轮);磨金刚石复合片用金刚石砂轮;无芯磨床用无心磨金刚石砂轮;
磨陶瓷制品用金刚石砂轮;切割用金刚石砂轮(也被称为金刚石切割片);金刚石锯片。 金刚石砂轮按外观或形状可分为:平行砂轮;筒形砂轮;杯形砂轮;碗形砂轮;碟形砂轮;磨边砂轮;磨盘等。 人造金刚石又称"工业钻石",它和天然金刚石一样,是当今人们已知自然界中最硬的物质。由于它具有极高的硬度,抗压强度和耐磨性,抗酸碱性以及良好的导热性和半导体性能,因而它被制成的各种工具制品能广泛应用于冶金、机械、地质、石油、电子、光学、建筑、石材等各个领域。人造金刚石砂轮是以人造金刚石为主要原材料配以其他金属粉料经过高温、高压形成的一种人造金刚石制品,能广泛应用于硬质合金、有色金属和非金属的磨削加工。 粒度选用 人造金刚石粒度的粗细以粒度号表示。粒度的粗细直接影响工件表面粗糙度、磨削效率和磨具损耗。选择粒度原则上是在满足加工工件要求的条件下选用尽可能粗的粒度,这样可以提高磨削效率和降低磨具的损耗。(见右表) 金刚石粒度一般分 磨削工序选用粒度 粗磨30#-120# 中磨120#-240# 精磨240#-W40 研磨、抛光W40-W1 结合剂选用 人造金刚石砂轮根据结合剂的不同一般分为树脂砂轮、金属砂轮、陶瓷砂轮和电镀砂轮。不同的结合剂有着不同的性能,要根据不同的加工对象、要求来选用合适的结合剂。 结合剂代号主要用途 树脂结合剂B 用于硬质合金、玻璃、陶瓷、石材和宝石的切割、磨削。 金属结合剂M 用于硬质合金、玻璃、陶瓷、石材、宝石等重负荷切割、磨削耐磨性好。 陶瓷结合剂V 用于各种钢材和铸铁等的干磨和湿磨,更适合磨削长轴和丝轩。 电镀结合剂D 用于各种材料特殊型面、小孔的磨削及贵重材料的切割下料。
砂轮的种类与性能 一、砂轮的种类与性能 (一)、概况 砂轮是磨削加工中最主要的一类磨具。砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。由于磨料、结合剂及制造工艺不同,砂轮的特性差别很大,因此对磨削的加工质量、生产率和经济性有着重要影响。砂轮的特性主要是由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。 (二)、砂轮的分类 砂轮种类繁多,按所用磨料可分为普通磨料(刚玉(Al2O3)和碳化硅等)砂轮和超硬磨料(金刚石和立方氮化硼)砂轮;按砂轮形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮等;按结合剂可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。 先有个感性认识,砂轮示例: 白刚玉砂轮 棕刚玉砂轮
绿碳化硅砂轮 金刚石砂轮 (三)、砂轮的属性 砂轮是用磨料和结合剂等制成的中央有通孔的圆形固结磨具。 砂轮的特性由磨料、粒度、硬度、结合剂、形状及尺寸等因素来决定,现分别介绍如下。 1、磨料及其选择 磨料是制造砂轮的主要原料,它担负着切削工作。因此,磨料必须锋利,并具备高的硬度、良好的耐热性和一定的韧性。常用磨料的名称、代号、特性和用途见表1。
3、结合剂及其选择 结合剂的作用是将磨粒粘合在一起,使砂轮具有必要的形状和强度。 (1)、陶瓷结合剂(V):化学稳定性好、耐热、耐腐蚀、价廉,占90%,但性脆,不宜制成薄片,不宜高速,线速度一般为35m/s。 (2)、树脂结合剂(B):强度高弹性好,耐冲击,适于高速磨或切槽切断等工作,但耐腐蚀耐热性差(300℃),自锐性好。 关于自锐性:砂轮的磨削作用主要靠磨粒外露的锋利的棱角,在磨削过程中,锋利的棱角会慢慢会磨掉而变钝,削弱砂轮的磨削能力。这时表面的磨粒会脱落或断裂,从而形成新的磨削刃,以达到锋利的磨削效果,这就是自锐性。 (3)、橡胶结合剂(R):强度高弹性好,耐冲击,适于抛光轮、导轮及薄片砂轮,但耐腐蚀耐热性差(200℃),自锐性好。 (4)、金属结合剂(M):青铜、镍等,强度韧性高,成形性好,但自锐性差,适于金刚石、立方氮化硼砂轮。
一、前言 第八届中国国际机床展览会于2003年4月16日至22日在北京举办,本届展会在CIMT历史上规模空前,展示了当前国际机床工具制造业产品的最高水平。 本次展会参展的国外磨具厂商有4 家,国内磨料磨具厂商有23 家,国内厂商分别参加了中国机床工具工业协会磨料磨具分会、超硬材料分会和涂附磨具分会组织的展团。此外,还有一些国内外磨床厂商也展出了自己生产的磨具产品。 参展的具有代表性的国外磨具专业生产厂商有奥地利泰利莱(TAROLIT)中国有限公司、法国圣戈班(SAINT-GOBAIN)磨料磨具(上海)有限公司和瑞士的温特苏尔(WST WINTERTHUR)磨削技术有限公司。他们的磨具产品在本次展会上国外展出的数控磨床上得到大量应用。 国内磨料磨具除原有著名的白鸽集团、上海砂轮厂、苏州砂轮厂、苏北砂轮厂等行业著名企业之外,还有一批超硬材料磨具生产企业参展,形成了磨料磨具一条街,形势蔚为壮观,展出的产品品种齐全,令人瞩目。 具有国际领先水平的德国、美国、瑞士、奥地利等国的主要磨床生产厂商都参加了本次展会。他们展出的各种磨床、数控磨床、磨削中心及普通和超硬材料磨具,代表了当今磨削技术、磨床及磨具发展的最高水平,也展示了今后一个阶段磨削技术和磨床发展对磨具产品的需求及磨料磨具产品的发展方向。 目前,世界制造业中心正向中国转移,通过这次展出了解国际磨料磨具产品的技术发展,以及国际磨床和磨削技术发展对磨料磨具产品的市场需求,对今后我国磨具产品的开发和销售具有重要的意义,在此对本届展会的情况进行简单的介绍和评述,供行业同仁参考。 二、国外磨料磨具展商及展品 国外参展的主要磨具专业生产厂商虽然只有三家,但实际上包含了诸多国际著名品牌,如美国的诺顿(NORTON)、奥地利的泰利莱(TAROLIT)、德国的温特(WINTER)、英国的尤尼康(UNICON)意大利的文森特(VINCENT)、美国的贝斯登(BAY STA TE)、瑞士的温特苏尔(WINTERTHUR)等,这是由于上个世纪九十年代以来国际上企业并购、强强联合的结果。因此可以说本次展会展出的磨具产品代表了国际最高的水平。 圣戈班集团是总部设在法国的跨国公司,年销售额达304亿欧元,拥有三大产品部门、八大分支。圣戈班磨料磨具分支拥有NORTON、FLEXOVIT、CORA、WINTER、UNICON等全球知名磨料磨具品牌。圣戈班磨料磨具(上海)有限公司是圣戈班集团在中国的独资企业,以磨料磨具分会会员的身份加入磨料磨具分会展团,参加本次展出。该公司于1995年通过ISO9001质量体系认证,展出的展品包括各种刚玉陶瓷结合剂磨具、陶瓷结合剂CBN磨具和涂附磨具等。NORTON SG磨料是圣戈班公司开发并拥有专利的超微晶烧结刚玉磨料,采用引晶凝胶烧结工艺生产,具有比普通白刚玉小几千倍的晶粒尺寸,磨粒强度高,有微破碎性能,在磨削难磨材料的场合,要求高磨削效率和高精度的场合,具有优异的特性,同时可以大大减少砂轮的修整量,延长砂轮的使用寿命。由于SG磨料价格较贵,使用时根据不同要求按比例与刚玉磨料混合,形成不同牌号。为充分发挥其性能,开发了专用的陶瓷结合剂,一种是高效低温结合剂,还有一种是大气孔高效低温结合剂,后者主要用于强力磨削。该公司针对轿车工业加工的需求,开发了系列普通陶瓷结合剂磨具和超硬材料(CBN、金刚石)磨具及其它工具。公司还根据不同工件和不同磨削要求,推荐用于粗磨、精磨的各种价位的砂轮,给出了它们磨削效果的比较,以利于用户选用。用于轿车发动机、变速箱零件磨削的普通磨料砂轮使用速度通常为45~63m/s。圣戈班公司拥有WINTERT和UNICONR的超硬材料工具制造技术,其CBN磨具和金刚石修整滚轮具有独到之处,面向飞速发展的汽车工业,进行专用产品开发。其超硬材料磨具设置了四个硬度等级,更好地适应了不同磨削的要求。其磨具基体材料不仅有钢、铝合金、铜和陶瓷,还有其它一些合成材料,对于改进在某些条件下超硬材料磨具的使用效果,起到很好的作用。WINTER公司的各类高精度金刚石
1.1 Straight Wheels (Shape Code 1) 1.2 Tapered One Side Grinding Wheel(Shape Code 3) 1.3 Tapered Wheel Two Sides(Shape Code 4) 1.4 Cup Wheel(Shape Code 6) Email:sales5@https://www.doczj.com/doc/2417477539.html, Msn:xinfa-abrasive-grindingwheel@https://www.doczj.com/doc/2417477539.html, Skype: chinaabrasivefactory Shandong Xinfa Abrasives and Grinding Tools Co.,Ltd/Cara Liu
3.1 Crankshaft and Cam Shaft Grinding Wheel/ Straight Wheels (Shape Code 1) 3.2 Crankshaft and Cam Shaft Grinding Wheel / Recessed Wheel Two Side (Shape Code 7) 4.1 Centerless Grinding Wheels /Straight Wheel (Shape Code 1) 1.5 Bowl Type Wheel (Shape Code 11) 2. Cylinder Wheels Shandong Xinfa Abrasives and Grinding Tools Co.,Ltd/Cara Liu Email:sales5@https://www.doczj.com/doc/2417477539.html, Msn:xinfa-abrasive-grindingwheel@https://www.doczj.com/doc/2417477539.html, Skype: chinaabrasivefactory
金刚石砂轮 什么是金刚石砂轮?金刚石砂轮的组成、特性和用途有时什么?以下将做详细介绍。 以金刚石磨料为原料,分别用金属粉、树脂粉、陶瓷和电镀金属作结合剂,制成各种形状的制品,用于磨削、抛光、研磨的工具叫金刚石磨具,包括砂轮、油石(珩磨油石)、钻具、据具、粉状修正工具、修正滚轮、手工工具(锉刀类)、牙钻、雕刻工具、油石、内外圆切割锯片、砂轮刀、玻璃刀、车刀、木工圆盘锯片等。其中以金刚石砂轮,金刚石锯片应用最广泛。 金刚石砂轮一般由工作层、基体、过渡层三部分组成。工作层,又称金刚石层,由磨料、结合剂和填料组成,是砂轮的工作部分;过渡层,又称非金刚石层,由结合剂、金属粉和填料组成,是将金刚石层牢固地连接在基体上的部分;基体,用于承接磨料层,并在使用时用法兰盘牢固地把砂轮夹持在磨床主轴上,基体本身应该是在不影响其刚性和强度的条件下愈轻愈好,一般金属结合剂制品选用钢材,合金钢粉作基体,树脂结合剂制品选用铝合金,电木作基体。制品成型质量的好坏和使用精度的高低都与基体有很大关系。因此,基体应该有几何形状和尺寸精度以及表面粗糙度要求。 金刚石砂轮的特性包括金刚石磨料泊种类、粒度、浓度、结合剂和形状尺寸。 金刚石砂轮的用途:由于金刚石磨料所独具的特性(硬度高、抗压强度高、耐磨性好),使金刚石砂轮在磨削加工中成为磨削硬脆材料及硬质合金的理想工具,不但效率高、精度高、而且粗糙度好、砂轮消耗少,使用寿命长,同时还可改善劳动条件。因此广泛用于普通砂轮难以加工的低铁含量的金属和非金属硬脆材料,如硬质合金、高铝瓷、光学玻璃、玛瑙宝石、半导体材料、石材等。 各种型号金刚石砂轮的特点及用途 金刚石砂轮是磨削硬质合金、陶瓷、玻璃等材料的理想工具,采用优质金刚石,结合先进工艺配方,产品质量稳定可靠,磨削效率高,磨削成本低,是非常理想的磨削工具。 金刚石砂轮金属结合剂(代号J):常见的是青铜结合剂(代号Q),主要用于制作金刚石砂轮。青铜结合剂金刚石砂轮的特点是型面的成型性好,强度高,有一定韧性。但金属结合剂制成的砂轮自砺性差。 利用金属结合剂配以各种配比生产的青铜砂轮,动、静平衡度好,磨削效果上乘,是厂家理想的选择。 青铜金刚石砂轮 适用光学玻璃、装璜玻璃磨边,半导体材料,陶瓷硬脆岩石的磨削加工。 其特点是:耐磨性好、磨粒把持力强,砂轮寿命长;在玻璃、铁氧体等硬脆材料加工时,切削性能优异。
燕山大学 课程设计说明书题目:金刚石砂轮成型模具的设计 学院(系):材料科学与工程学院年级专业:10级超硬 学号: 学生姓名: 指导教师: 教师职称:教授 设计日期:2013.10.28-11.10
燕山大学课程设计(论文)任务书 院(系):材料科学与工程学院基层教学单位:10级超硬学号学生姓名专业(班级)10级超硬 设计题 目 金刚石砂轮成型模具的设计(杯型砂轮) 设计技术参数 1.金刚石砂轮成型模具选用合金工具钢作为模套、定位套、下压环以及上压环的材料。许用应力[σ]= 5000Kg/ cm 2,波桑系数=0.3。 2.设计杯型砂轮的尺寸为:150×25×10×30。工作层的厚度为6mm,基体的直径为150mm,工作高度为25mm,凹面高度10mm。砂轮内径为30mm。 3.结合剂选用金属基结合剂(铁基结合剂),相对密度θ为0.8~0.87,选取θ=0.8,侧压系数=0.38。 4.金属基结合剂单位面积需要压力为4000Kg/cm2,经过计算,压机需要提供的压力大概为176t.正式压制时,压力可以适当取大一些。 设计要求学生必须在规定的期限内完成下述任务: 1)规划设计:熟悉设计步骤,确定结构方案。 2) 设计计算:选择所用材料及确定材料的力学性能,根据材料性能及设备功能的要求设计结构尺寸,确定金刚石砂轮模具的生产效率。 3) 绘图:计算机上利用inventer软件 4) 编写设计说明书 本说明书主要在于设计一套砂轮模具用以大批量生产,结构为杯型砂轮,采用金属基结合剂,模具主要将工作层压制成型,然后经过后处理将工作层焊接于基体上。 工作量 技术熟练型员工平均日产500件。一套模具至少可以正常生产十万件而不出现较大的尺寸误差。
我们的承诺... 我们不断努力拓展我们的产品线以满足客户从粗打磨到精细抛光 的每个步骤的需要。很多时候通过使用一种磨具,仅需更换适当 的配件,客户就能完成所有的步骤。 我们开发了广泛而深入的磨具系列产品,配合普通工具即可达到 最佳效果。Wendt GmbH持有大量独特的专利产品。我们的客户 不仅仅限于我们产品目录上列出的标准产品,我们更乐于提供特 殊满足需求的定制服务。 数十年来,我们研发了多种专利产品,因此而逐渐成为行业的领导之一。 质量: 所有应用于Wendt产品生产的原料都经过严格测试,以保证能使生产的产品 达到可能的最佳性能。所有原料都经过仔细筛选确保达到产品的要求。例如 适合用于百叶盘的砂纸不一定适合生产千叶轮。我们与欧洲最好的原料供应 商合作,我广泛地进行选择,确保我们仅使用“好中最好”的原料。 质量一贯性: 尽管原料来源不唯一,但是我们确保生产标准的一贯性。一旦某种产品的质量通过验证,所有原料都将被每批测试以保证原料用于生产时的质量和最初的质量相同。作为我们生产和采购能力的优势,客户也可以指定原料进行生产,最低订货数量另行协商。 温特是DIN EN ISO 9001: 2008认证生产商 服务: 2001年,我们新建了在英国和美国的生产基地以更好地服务当地市场。 2005年,我们开始在东欧设立和销售办事处,分别位于在俄罗斯和罗马尼亚。随后在法国和巴西设立了更多 分支机构。根据我们一贯的传统,我们建立了高度专业的服务团队以提供我们的客户最专业和高质量的服务。 我们不断寻找新的解决方案,致力于为我们全球客户提供更多利益。 Wendt 美国 Buffalo, New York Wendt 沙特阿拉伯 Sarreguemines, Frankreich Wendt 巴西 Indaiatuba Wendt 英国 Glasgow 第一个 生产制造10mm(3/8”)直径迷你千叶轮 第一个 生产制造3mm(1/8” )宽度的千叶轮 第一个 生产制造铝合金背板百叶盘,并且是唯一能磨料 全部消耗的产品 第一个 生产制造玻璃纤维背板百叶盘,目前全球85%的 生产商都已经使用这个方式生产百叶盘 第一个 生产制造迷你百叶盘 第一个 生产制造千叶磨环 第一个 以抛光材料(SCM)生产制造磨盘 第一个 以毛毡材料生产制造抛光轮 第一个 以毛毡材料生产制造磨卷
金刚石磨具磨料简介 THE DATA OF SUPER ABRASIVES 超硬磨料包含了天然金刚石, 人造金刚石及CBN. 根据加工对象的不同, 磨料的选择各有侧重. 常兴根据多年的实践经验, 在同客户充分交流的基础上, 依据客户加工产品的不同, 为客户选择最适合的金刚石工具. The super abrasives include Natural Diamond, Synthetic Diamond and CBN. Based on different work pieces, the choice of abrasives also needs discretion.
结合剂简介 THE DATA OF BONDS 磨料是通过结合剂粘合到基体上从而制成磨具, 通常的结合剂有电镀, 树脂, 金属和陶瓷. Generally, the Bonds include Electroplate, Resin Bond, Metal Bond and Vitrified Bond. 电镀金刚石工具可直接使用. 其他的结合剂工具, 在使用前,通常需要一道额外的研磨工序, 以使金刚石能更加锋利, 我们通常称之为”开刃” With the exception of the electroplated bond, the abrasives do not protrude from the bond after manufacture. The other bonds have to be broken back by an additional process in order to create a protrusion. This generally achieved by means of dressing with a silicon carbide wheel.
金刚石砂轮涂层技术应用 一、项目起因 2011年随着MAN项目的进展,公司内引进了等高齿锥齿轮加工技术。MAN桥锥齿轮铣齿机所用SPIRON刀盘用硬质合金刀具由配套B27磨刀机精磨削成型,磨削精度高、稳定性好。本机床所使用砂轮为德国进口金刚石颗粒砂轮,每盘砂轮价值7.8万元。 该机床所使用的金刚石砂轮为电镀涂层金刚石砂轮,在正常重磨的情况下(不包括刀条角度改型及毛坯刀条开刃),砂轮更换周期约为1500件刀条,每根刀条所耗费的砂轮成本52元。如砂轮磨损后直接报废,则成本较高。 目前公司内大部分齿轮加工刀具均进行涂层,为此,决定进行金刚石砂轮涂层试验,以降低磨刀成本,提高生产效率。 二、金刚石砂轮涂层技术概述 1.金刚石砂轮基础知识 以金刚石磨料为原料,分别用金属粉、树脂粉、陶瓷和电镀金属作结合剂,制成各种形状的制品,用于磨削、抛光、研磨的工具叫金刚石磨具,包括砂轮、油石(珩磨油石)、钻具、据具、粉状修正工具、修正滚轮、内外圆切割锯片、砂轮刀、玻璃刀、车刀、木工圆盘锯片等。其中以金刚石砂轮,金刚石锯片应用最广泛。 金刚石砂轮一般由工作层、基体、过渡层三部分组成。工作层,
又称金刚石层,由磨料、结合剂和填料组成,是砂轮的工作部分;过渡层,又称非金刚石层,由结合剂、金属粉和填料组成,是将金刚石层牢固地连接在基体上的部分;基体,用于承接磨料层,并在使用时用法兰盘牢固地把砂轮夹持在磨床主轴上。制品成型质量的好坏和使用精度的高低都与基体有很大关系。因此,基体应该有几何形状和尺寸精度以及表面粗糙度要求。 2.金刚石砂轮磨削修整原理 金刚石砂轮磨损可以看作经历了这样几个阶段:砂轮与工件接触初始阶段。金刚石砂轮在摩擦力和冲击力作用下,金刚石颗粒旋转,引起金刚石颗粒间结合剂的弹性变形,变形达到一定程度,结合剂出现裂纹,金刚石颗粒在摩擦力和冲击力的继续作用下旋转,造成结合剂裂纹的扩大,最终结合剂断裂,金刚石颗粒从砂轮表面脱落。 通常的金刚石砂轮整形主要是外圆、端面、斜面、外圆角和内、外圆弧面的整形,金刚石砂轮一般只有转动,而工具砂轮(一般是碳化硅砂轮、白刚玉砂轮,也可以选用金刚石砂轮)不仅仅有转动,还有进给运动和往复摆动。因此,金刚石砂轮和工具砂轮转动速度、工具砂轮的进给量就成为比较重要的工艺参数。 3.金刚石砂轮涂层技术 B27磨刀机所用砂轮是由德国EFFGEN提供的电镀金刚石砂轮,其特点有:电镀工艺简单,投资少,制造方便;无需修整,使用方便;单层结构决定了它可以达到很高的工作速度,目前国外已高达
磨料磨具基础知识 磨料是在磨削,研磨和抛光中起切削作用的材料。磨料分天然磨料和人造磨料,自然界一切可以用于磨削或研磨的材料统称为天然磨料。磨具是磨料和结合剂按一定形状和尺寸黏结而成用于磨削的工具。磨具(Abrasives)是用以磨削、研磨和抛光的工具。大部分的磨具是用磨料加上结合剂制成的人造磨具,也有用天然矿岩直接加工成的天然磨具。磨具除在机械制造和其他金属加工工业中被广泛采用外,还用于粮食加工、造纸工业和陶瓷、玻璃、石材、塑料、橡胶、木材等非金属材料的加工。常用的天然磨料天然金刚石用于修正砂轮的金刚石,磨削和研磨难加工材料(如硬质合金,宝石玻璃、石料等)。天然刚玉1、优质刚玉(俗称宝石)有蓝宝石(含钛)、红宝石(含铬)等,普通刚玉,呈黑色或棕红色; 2、天然刚玉中,第一种主要用于首饰,二种可以作为磨料,用来制造砂轮、油石、砂纸、砂布或微粉、研磨膏等。人造磨料人造金刚石人造金刚石不仅可以加工成价值连城的珠宝,在工业中也大有可为。人造金刚石它硬度高、耐磨性好,可广泛用于切削、磨削、钻探;由于导热率高,电绝缘性好,可作为半导体装置的散热板。它有良好的透光性和耐腐蚀性,在电子工业中也得到广泛应用。 1、制造树脂结合剂磨具或研磨用等。 2、制造金属结合剂磨具、陶瓷结合剂磨具或研磨用等。 3、制造一般地层地质钻探钻头、半导体及非金属材料切割加工工具等。
4、制造硬地层地质钻头、修正工具及非金属硬脆性材料加工工具等。 5、树脂、陶瓷结合剂磨具或研磨等。 6、金属结合剂磨具、电镀制品。钻探工具或研磨等。 7、剧切、钻探及修正工具等。人造磨料刚玉系列的人造磨料有棕刚玉、白刚玉、锆刚玉、微晶刚玉、单晶刚玉、铬刚玉、镨钕刚玉、黑刚玉及矾土烧结刚玉等。 超硬结合剂主要有:树脂结合剂、陶瓷结合剂及金属结合剂。 人造刚玉自然界天然存在的α型氧化铝晶体叫做刚玉,常因含有不同的杂质而呈现不同的颜色.刚玉一般呈带蓝或带黄的灰色,有玻璃或金刚光泽,密度在3.9-4.1g/cm3,硬度8.8,仅次于金刚石和碳化硅,能耐高温.含有铁的氧化物的刚玉砂叫金刚砂,呈暗灰色、暗黑色,常作研磨材料,用于制各种研磨纸、砂轮、研磨石,也用于加工光学仪器和某些金属制品磨料磨具结合剂分别有树脂结合剂、陶瓷结合剂和金属结合剂。树脂结合剂树脂结合剂的磨料磨具自锐性能良好,弹性好,有抛光作用,特别用于超薄树脂切割片,磨削效率高,磨削粗糙度低,磨削温度低,由于树脂结合剂磨具的优越性能,其在超硬磨料磨具中使用广泛。树脂金刚石磨具用于硬质合金刀具及钢结硬质合金工件及部分非金属材料的半精磨、精磨。树脂立方氮化硼磨具主要用于高钒高速钢刀具的刃磨,工具钢、模具钢,不锈钢,耐热合金刚工件的半
关于金刚石砂轮中金刚石粒度、浓度等的选用一金刚石砂轮系列:人造金刚石又称“工业钻石”,它和天然金刚石一样,是当今人们已知自然界中最硬的物质。由于它具有极高的硬度,抗压强度和耐磨性,抗酸碱性以及良好的导热性和半导体性能,因而它被制成的各种工具制品能广泛应用于冶金、机械、地质、石油、电子、光学、建筑、石材等各个领域。人造金刚石砂轮是以人造金刚石为主要原材料配以其他金属粉料经过高温、高压形成的一种人造金刚石制品,能广泛应用于硬质合金、有色金属和非金属的磨削加工。 二粒度选用人造金刚石粒度的粗细以粒度号表示。粒度的粗细直接影响工件表面粗糙度、磨削效率和磨具损耗。选择粒度原则上是在满足加工工件要求的条件下选用尽可能粗的粒度,这样可以提高磨削效率和降低磨具的损耗,金刚石粒度一般分磨削工序选用粒度粗磨30#-120# 中磨120#-240# 精磨240#-W40 研磨、抛光W40-W1 三结合剂选用人造金刚石砂轮根据结合剂的不同一般分为树脂砂轮、金属砂轮、陶瓷砂轮和电镀砂轮。不同的结合剂有着不同的性能,要根据不同的加工对象、要求来选用合适的结合剂。结合剂代号主要用途树脂结合剂 B 用于硬质合金、玻璃、陶瓷、石材和宝石的切割、磨削。金属结合剂M 用于硬质合金、玻璃、陶瓷、石材、宝石等重负荷切割、磨削耐磨性好。陶瓷结合剂V 用于各种钢材和铸铁等的干磨和湿磨,更适合磨削长轴和丝轩。电镀结合剂D 用于各种材料特殊型面、小孔的磨削及贵重材料的切割下料。 四浓度选用浓度是指人造金刚石在磨具磨料层中的含量。①树脂结合剂砂轮一般采用50%-100%的浓度;其中大部分用75%,要求光洁度较高时可低于75%,成型磨削和要求使用寿命较长的砂轮,可用100%或以上。②金属结合剂制品中一般采用25%-150%的浓度;其中粗粒度的切割锯片、浓度一般较底,即25-50%,细粒度的较高;而其他金属结合剂砂轮一般要求浓度要50%-100%的浓度。总体而言,粗磨用较高浓度,半精磨用中等浓度,
普通磨料磨具的选择与使用 磨削过程就是磨具中的磨粒对工件的切削过程。选择磨具就是要充分利用磨粒的切削能力去克服工件材料的物理力学性能产生的抗力。由于磨具的品种规格繁多,而每一种磨具都不是万能的切削工具,只有一定的适用范围。因此对每一种磨削工作,都必须适当选择磨具的特性参数,才能达到良好的磨削效果。磨具特性主要包括磨粒、粒度、硬度、结合剂、组织、形状和尺寸。这里从磨具特性方面叙述选择磨具的一般原则。一. 磨料的选择 磨料种类很多,其选择原则与被加工材料物理力学性能直接关系。 一般来说,磨削抗拉强度较高的工件材料时,选择韧性较大的刚玉类磨料为宜,磨削抗拉强度低的工件材料,则以选择脆性较大而硬度较高的碳化硅类磨料为宜。部分材料的抗拉强度值与选用的磨料如表一。 表一磨料的选用 在选择磨料时,要考虑工件材料与磨料之间的化学反应性能、磨料和工件材料之间的化学亲和作用以及磨料的热稳定性(即红硬性) 下面介绍各种磨料的性能及适用范围 1.棕刚玉(A) 棕刚玉(A)磨料的韧性大,硬度高。颗粒锋锐。因此它适合于磨削抗拉强度较高的材料,如碳素钢、普通合金钢、可锻铸铁、硬青铜等。棕刚玉价格便宜,应用十分广泛,被视通用磨料。 2. 白刚玉(WA)
白刚玉磨料的硬度略高于棕刚玉,但其韧性差一些。硬的磨料容易切入工件,可以减少工件的变形和磨削热量。。白刚玉磨料最适于精磨,刀具的刃磨,螺纹的磨削及磨削容易变形及烧伤的工件。但价格高于棕刚玉。 3. 单晶刚玉(SA) 单晶刚玉磨料具有良好的多棱切削刃,并有较高的硬度及韧性。这种磨料在磨削时不易破碎,切削能力强、寿命长,适于加工较硬的金属材料。单晶刚玉磨料生产量较小,只推荐用于耐热合金及难磨金属材料的磨削。 4. 微晶刚玉(MA) 微晶刚玉的外观、色泽、化学成份均与棕刚玉相似,所不同的是它的颗粒是由许多微小晶粒体集合组成,它具有强度高、韧性大,自锐性良好的特点,磨削过程中不易成大颗粒地脱落。由它制成的磨具磨损小,适于不锈钢、碳素钢、轴承钢、特种球磨铸铁等材料的磨削,还用于重负荷磨削和精磨磨削。 5. 铬刚玉(PA) 铬刚玉磨料的硬度与白刚玉相近,韧性比白刚玉稍高,切削性能较好,具有较高的强度和足够的脆性,因此磨削工件的表面不容易烧伤和产生裂纹,并能提高生产效率。适合用于成形磨削、淬火钢、合金工具钢、螺纹的磨削加工、量具及仪表零件的精磨磨削。 6. 锆刚玉(ZA) 锆刚玉是Al 2O 3 和ZrO 2 的复合氧化物,韧性较好,适合重负荷磨削、耐热合金钢、钛 合金、奥氏体不锈钢的磨削。 7. 黑刚玉(BA) 黑刚玉磨料外观呈黑色,具有一定的韧性,硬度比棕刚玉低,多用于自由研磨,如电镀前、抛光的打磨或粗磨,用于喷砂、制作树砂轮、砂布、砂纸等。 8. 黑碳化硅(C) 黑碳化硅的硬度比刚玉类磨料高,切削刃锋利,但性脆。导热性良好,散热快,自锐性能优于刚玉磨料。适宜磨削抗拉强度较低的材料,如灰口铸铁、青铜、黄铜、矿石、耐火材料、骨材、玻璃、陶瓷、皮革、橡皮、塑料等,还适于磨削热敏性材料。 9. 绿碳化硅(GC) 绿碳化硅磨料性质比黑碳化硅硬而脆,较锋利,具有尖锐的切削刃,很容易切入被加工工件。但韧性不高。主要适合硬质合金刀具和工件磨削,螺纹磨削及其工件的精磨。
青铜基人造金刚石砂轮的强制“自锐”方法 摘要: 对使用青铜基金刚石砂轮片切削光学玻璃时,出现的截面质量逐渐下降甚至最终出现大量边缘破损的现象进行了分析,揭示了青铜基砂轮随着使用时间的增加,因无法“自锐”而“堵塞”、进而变得钝化是此种现象的根本原因。在此基础上,结合实践经验和相关试验,提出了相应的解决方法,并对这一方法的机理展开研究。 关键词: 青铜基金刚石砂轮;光学玻璃切割;“堵塞”钝化;油石;强制自锐 1引言 人造金刚石磨具是以人造金刚石作为磨料所制成的各种磨具。由于人造金刚石有着十分优越的物理机械性能,因此,在磨削或切割光学玻璃方面得到广泛的应用。常见金刚石磨具有多种结合剂,包括电镀、树脂和青铜;切割光学玻璃时,一般选择青铜结合剂的金刚石砂轮。 但是,使用青铜结合剂金刚石砂轮切割光学玻璃最常见的问题是切割砂轮的“堵塞”钝化。即砂轮在使用之初,切割能力强,非常锋利。在使用一段时间后,随着使用时间的推移,砂轮切割能力逐渐下降,以致不能使用。引起这种现象的主要原因是由于青铜结合剂的结合强度高,导致金刚石砂轮“自锐性”差,钝化的磨料颗粒无法破裂和从结合剂组织上脱落,伴之以切削对象堵塞了砂轮的容屑槽,从而降低了砂轮的切削能力。将这种现象称之为“堵塞”钝化。具体表现为:砂轮在使用一段时间后,砂轮割片就显得较钝,伴随着切削噪音增大;砂轮“堵塞”钝化后,切削负荷增大,引起被切削工件的截面变得粗糙,
切割质量下降;严重时,切割对象甚至在被切断之前,就被增大的切削力挤断、挤破。 2堵塞原因分析 与普通刀具一样,砂轮磨具在使用一段时间后,也会变钝。但普通砂轮无需重新刃磨,因为其具有自锐性:即在切削过程中,磨料颗粒在切削力的作用下,不断地破裂和脱落,暴露出新的切削刃口,从而长期保持砂轮的锋利。这种特性,称之为“自锐性”。青铜结合剂的主要特点是结合强度高,也就意味着这种磨具的自锐性差,即人造金刚石磨料在变钝后,无法自行脱落;此外,金刚石颗粒本身颗粒度较小,硬度极高,被切割的材料很难使金刚石颗粒破损,以暴露出新的切割刃口。从而使得这种砂轮自锐性极差,以致在使用一段时间后,砂轮磨具的切割能力就会急剧下降,导致砂轮堵塞现象发生。 3解决方法和机理 (1)解决方法:发现金刚石砂轮变钝后,用钳工用的油石对砂轮进行修磨。在喷射冷却液的情况下,金刚石砂轮以1.3~2.6m/s的线速度空转(无需将其从工作位置拆下)。操作人员借助一块长方形钳工油石,手动进给,让油石缓缓地、平稳地接触金刚石砂轮的工作表面(进给速度30mm/min),至全部工作表面与油石接触后,保持接触2s;然后将油石迅速退离,修磨即告完成。 经油石修磨过的金刚石砂轮,一般均可锋利如初,恢复其切削能力;生产率、切割断面质量显着提高,效果极好。 (2)机理分析:这种方法的原理是利用油石的磨料颗粒,在高速运动中,借助切削力,强制部分变钝的金刚石磨料颗粒破损或者从青铜结合剂组织上脱落,从而暴露出新的切削刃,以达到是金刚石刀具重新锋利的目的。这种方法有别于砂轮的自锐现象:自锐是指在切削过程中,切削对象在被切削的同
砂轮片的分类 砂轮片按所用磨料可分为普通磨料(刚玉和碳化硅等)砂轮和天然磨料超硬磨料和(金刚石和立方砂轮氮化硼等)砂轮; 金刚石砂轮 以金刚石磨料为原料,分别用金属粉、树脂粉、陶瓷和电镀金属作结合剂,制成的中央有通孔的圆形固结磨具称作金刚石砂轮(合金砂轮)。金刚石砂轮结构一般由工作层、基体、过渡层三部分组成。工作层又称金刚石层,由磨料、结合剂和填料组成,是砂轮的工作部分。过渡层又称非金刚石层,由结合剂、金属粉和填料组成,是将金刚石层牢固地连接在基体上的部分。 不锈钢砂轮片 不锈钢砂轮片是一款专业切割不锈钢的砂轮片,想必大家都知道,不锈钢是一种比较硬的材质,想要把它切断,那种厚的砂轮片难度非常大。 砂轮的特性参数主要有磨料、粘度、硬度、结合剂、形状、尺寸等。 砂轮片型号 砂轮片上面有写明规格,印刷上面都可以看到比如A30Q4B这样的字样,这个说明很多东西。首先A代表了磨料棕刚玉,磨料还有其他的WA白刚玉BA黑刚玉等。A后面的30是代表粒度,细的粒度磨的光滑一些,表面粗糙程度较低,但是磨的速度慢;粗的粒度呢表面粗糙程度较大,但是磨的快。Q代表硬度。4 代表组织号。最厚的BF代表树脂结合剂 砂轮片规格 砂轮片有不同的的形状和尺寸,适用于不同的磨削加工。砂轮片由此旋转时受到很大的离心力的作用,如果没有足够的强度,砂轮片就会爆裂而引起严重事故。 离心力的大小与砂轮片圆周速度的平方成正比,所以当砂轮片圆周速度增人到—定数值别,离心力就会超过砂轮强度所允许的范围,使砂轮片爆裂,故各种砂轮片都规定了安全工作速度,具速度要远低个砂轮片爆裂的速度。砂轮片的安全工作速度在砂轮片上以最高工作速度标识,其安全系数为 1.5 1.磨料及其选择原则 磨料是砂轮的基本材料,在磨削时主要起切削的作用。 磨料硬度是指磨料这种物质本身所具有的硬度。 磨料分为天然磨料和人造磨料两大类。
磨料:Abrasive/Grinding Material 磨具:Abrasive Tool Grinding Tool、abrasive products 磨粒:Abrasive Grain 安息角:angle of Repose 人造磨料:artificial Abrasive 黑刚玉:Black fused Alumina 黑碳化硅:Black Silicon Carbide 碳化硼:Boron carbide 白刚玉:white fused alumina 棕刚玉:brown fused alumina 碳化硅:silicon carbide 石榴石:garnet 锆刚玉:zirconia alumina 单晶刚玉:monocrystalline alumina 堆积密度:Bulk Density 毛细现象capillarity 混合粒度:Combination Grain Size 抗压强度:Compressive strength 普通磨料:conventional abrasive 立方氮化硼:cubic boron nitride 立方碳化硅:cubic silicon carbide 金刚石:diamond 天然金刚砂:emery 电熔刚玉:fused alumina 粒度:grain size 粒度组成:grain size distribution 绿碳化硅:green silicon carbide 粒度号:grit designation 冲击韧性:impact toughness 自由磨粒:losse grain 粗磨粒:macrograins 磁性物:magnetic Material 金属衣金刚石:metal clad diamond 微晶刚玉:microcrystalline alumina 微粉:microgrits 天然磨料:Natural abrasive 天然刚玉:natural corundum 天然金刚石:natural diamond 物理刚玉:physical corundum 铬刚玉:Pink fused alumina 多晶体:polycrystal 立方氮化硼烧结体:polycrystalline cubic boron nitride 人造金刚石烧结体:polycrystalline diamond 单晶体:single crystal 烧结刚玉:sintered alumina 比表面积:specific surface area 超硬材料:super abrasive 人造金刚石:synthetic diamond 砂带:abrasive belts 砂布:abrasive cloth 布砂带:abrasive cloth belt 卷状砂布:abrasive cloth in roll 页状砂布:abrasive cloth in sheets 砂盘:abrasive discs 砂纸:abrasive paper 砂纸带:abrasive paper belt 卷状砂纸:abrasive paper in rolls 页状砂纸:abrasive paper in sheets 砂套:abrasive sleeves 粘结剂:adhesive 烧结刚玉磨石:Aluminum oxide sintered stick 烧结刚玉砂轮:aluminum oxide sintered wheel 基材:backing 平衡试验:balancing test 结合剂:bond 磨石:brick‘s stick 固结磨具:bonded abrasive products 对接砂带:butt joint belts 无心磨砂轮:centreless grinding wheel 无心磨导轮:centreless regulating wheel 密植砂:closed coated 闭口气孔:closed pore
金刚石砂轮及应用 【摘要】 本文通过介绍金刚石砂轮的特性,来阐述其应用的范围和作用。 【关键词】结构特性用途分类应用金刚石砂轮的新发展 以金刚石磨料为原料,分别用金属粉、树脂粉、陶瓷和电镀金属作结合剂,制成的中央有通孔的圆形固结磨具称作金刚石砂轮。 金刚石砂轮结构一般由工作层、基体、过渡层三部分组成。工作层又称金刚石层,由磨料、结合剂和填料组成。过渡层又称非金刚石层,由结合剂、金属粉和填料组成,是将金刚石层牢固地连接在基体上的部分。基体,用于承接磨料层,并在使用时用法兰盘牢固地夹持在磨床主轴上。一般金属结合剂制品选用钢材、合金钢粉作基体;树脂结合剂选用铝合金、电木作基体。由铝、钢或电木加工而成,起支承工作层和装卡磨具的作用。砂轮成型质量的好坏和使用精度的高低都与基体有很大关系。 由于金刚石磨料所具有的特性(硬度高、抗压强度高、耐磨性好),使金刚石磨具在磨削加工中成为磨削硬脆材料及硬质合金的理想工具,不但效率高、精度高,而且粗糙度好、磨具消耗少、使用寿命长,同时还可改善劳动条件。因此广泛用于普通磨具难于加工的低铁含量的金属及非金属硬脆材料,如硬质合金、高铝瓷、光学玻璃、玛瑙宝石、半导体材料、石材等。 金刚石砂轮按结合剂可分为:树脂结合剂金刚石砂轮;陶瓷结合剂金刚石砂轮;金属结合剂金刚石砂轮(青铜结合剂金刚石砂轮)。金刚石砂轮按生产工艺可分为:烧结式金刚石砂轮(树脂结合剂金刚石砂轮;陶瓷结合剂金刚石砂轮;金属结合剂金刚石砂轮);电镀金刚石砂轮;钎焊金刚石砂轮。金刚石砂轮按磨削方式可分为:磨钻石用金刚石砂轮;磨硬质合金用金刚石砂轮(金刚石刀磨砂轮);磨金刚石复合片用金刚石砂轮;无芯磨床用无心磨金刚石砂轮;磨陶瓷制品用金刚石砂轮;切割用金刚石砂轮(也被称为金刚石切割片);金刚石锯片。金刚石砂轮按外观或形状可分为:平行砂轮;筒形砂轮;杯形砂轮;碗形砂轮;碟形砂轮;磨边砂轮;磨盘等。 金刚石砂轮用于玻璃、陶瓷、铁氧体、半导体材料等硬脆性材料和金属材料的研磨加工、硬质合金材料的外形加工、电解磨削加工,以及磨削加工中心用金刚石钻头的磨削等重负荷切割,具有磨削耐磨性好、效率高、使用寿命长的特点。 金刚石砂轮是磨削硬质合金、玻璃、陶瓷、宝石等高硬脆材料特效工具。近几年来,随着高速磨削超精密磨削技术迅速发展,对砂轮提出了更高要求,陶瓷树脂结合剂砂轮已不能满足生产需要,金属结合剂砂轮因其结合强度高、成型性好、使用寿命长等显著特性而生产得到了广泛应用。金属结合剂金刚石砂轮按制造方式不同主要有有烧结、电镀两种类型。为了充分发挥超硬磨料作用,国外从20世纪90年代初开始用高温钎焊工艺开发一种新型砂轮,即单层高温钎焊超硬磨料砂轮。陶瓷金刚石砂轮还处于研制开发阶段。陶瓷结合剂金刚石砂轮具有金刚石和陶瓷结合剂的共同特点,与普通刚玉、碳化硅砂轮相比,它的磨削力强,磨削时温度比较低,砂轮磨损比较小;可以适应各种冷却液的作用;磨削时砂轮的形状保持性好,磨出工件的精度高;砂轮内有较多的气孔,磨削时有利于排屑和散热,不易堵塞、不易烧伤工件;砂轮的自锐性比较好,修整间隔的时间长,修整比较容易。因此陶瓷结合剂金刚石砂轮在国外一些发达国家的使用日益增多。烧结型金属结合剂砂轮多以青铜等金属作为结合剂,用高温烧结法制造,其结合强度高,成型性好,耐高温,导热性耐磨性好,使用寿命长,可承受较大负荷。因砂轮烧结过程不可避免地存着收缩及变形,所以使用前必须对砂轮