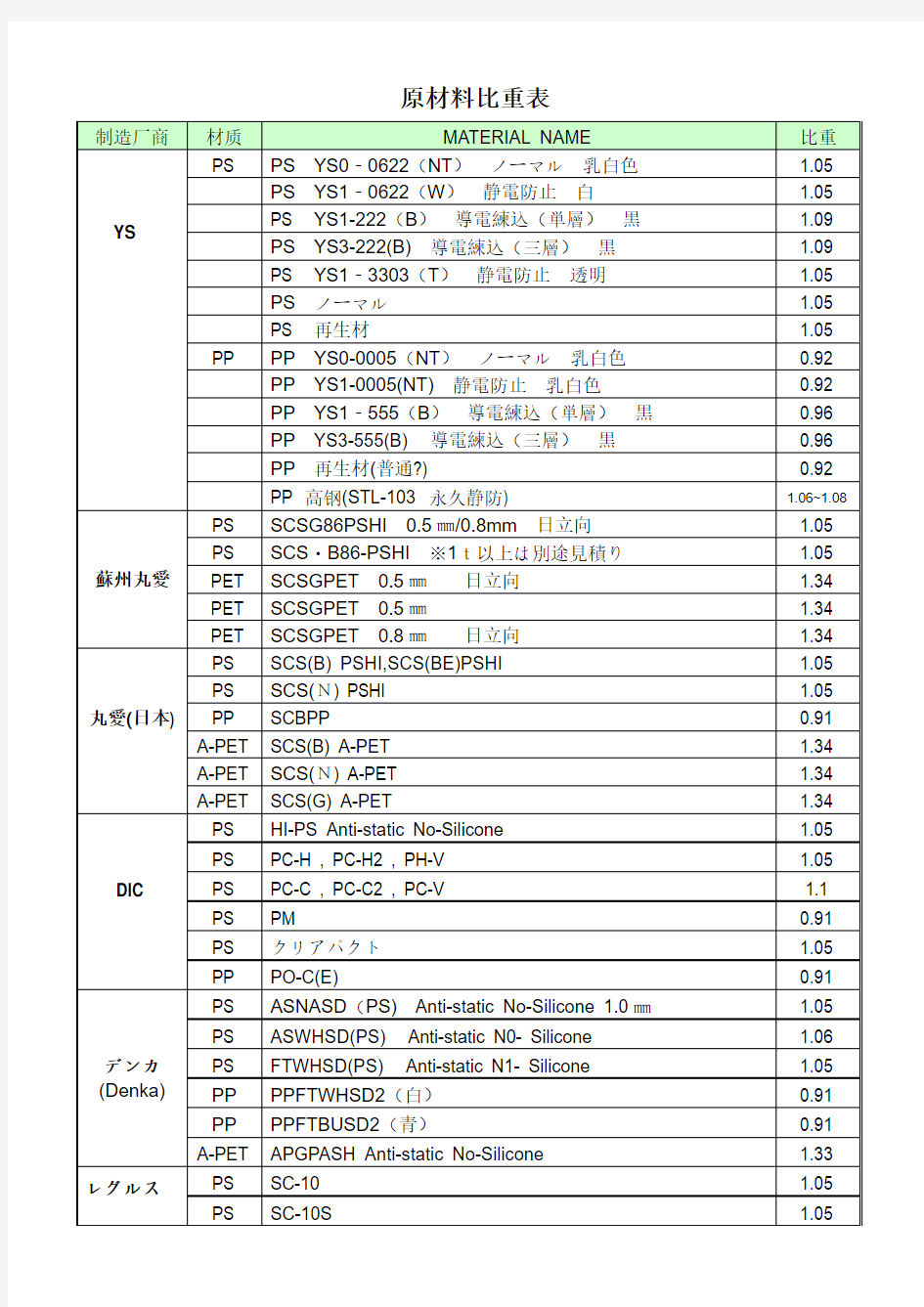
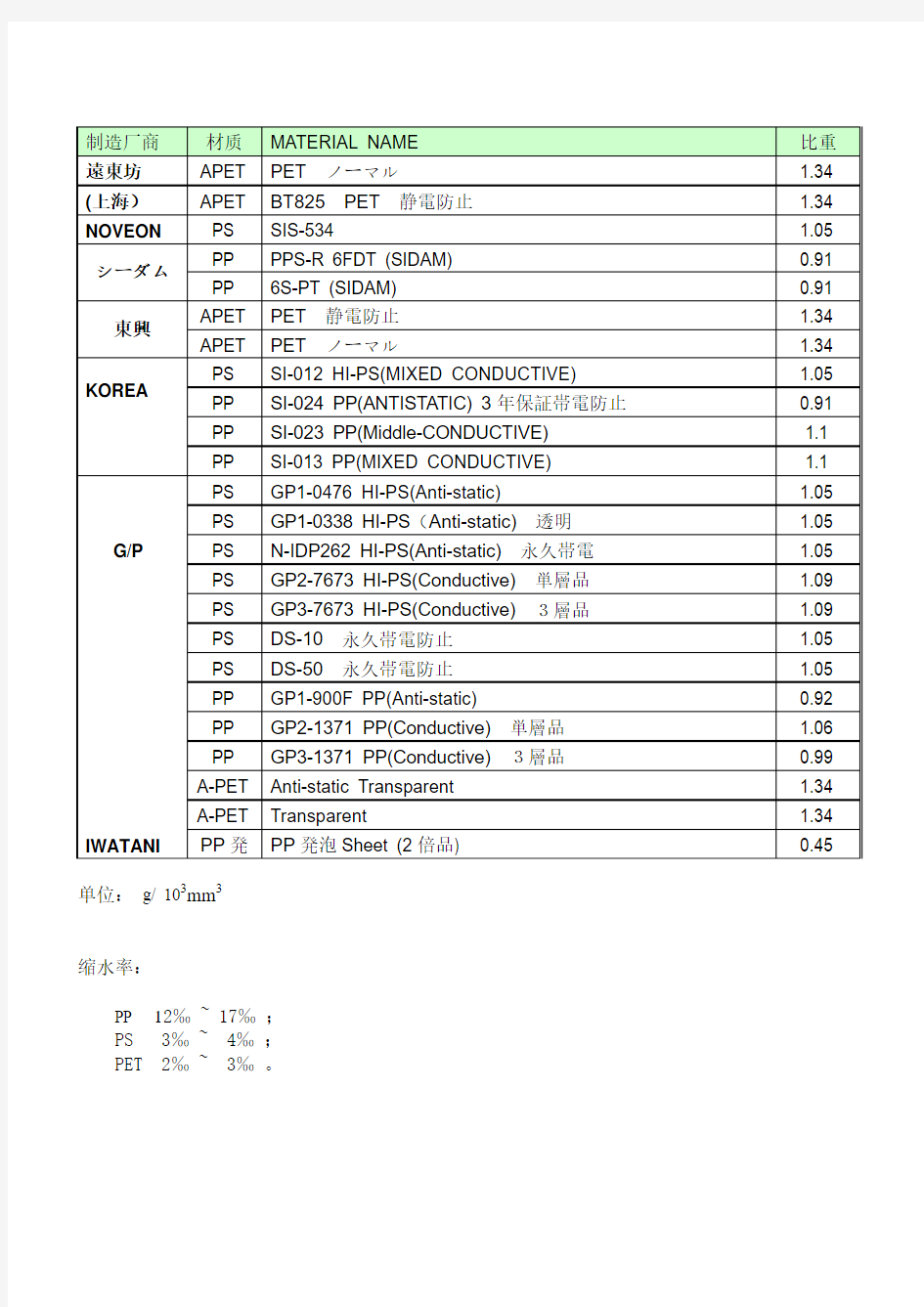
原材料比重表
单位:g/ 103mm3
缩水率:
PP 12‰ ~ 17‰; PS 3‰ ~ 4‰; PET 2‰ ~ 3‰。
日本材原材料比重表
深圳富昌隆包装材料公司https://www.doczj.com/doc/238009500.html, 薄膜名称典型厚度μ m 最大收缩 率% 收缩张力 N/cm2 收缩温 度℃ 热封温 度℃ 离子型聚合物25.4-76.2 20-40 100.4-172.4 90.5-135 121-204.5 聚丁烯12.7-50.8 40-80 68.96-241.4 87-176.6 148.9-204.5 PE,一般25.4-50.8 20-70 24.46-68.96 87-148.9 121-204.5 PE,重荷50.8-254.0 20-70 24.46-68.96 87-148.9 121-204.5 EVA 25.4-254.0 20-70 27.58-62.4 65.5-121 93.3-176.6 交链,PE 15.24-38.1 50-80 206.8-413.7 93.3-176.6 176.5-204.5 PP 12.7-38.1 50-80 206.8-413.7 93.3-176.6 176.5-204.5 PS 25.4 40-70 68.96-413.7 98.9-132.2 121-148.9 PVC,一般12.7-38.1 30-70 103.4-206.8 65.5-148.9 135-187.9 PVC,重荷38.1-76.2 55 162.4-206.8 63.5-148.9 135-187.9 PVDC共聚物 (VDC-VC) 10.16-16.4 15-65 34.5-137.5 66-143 121-148.9 PET 12.7-16.5 45-55 4.82-10.34 71.1-121.1 -
我的各种塑料缩水率参 考表 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
各种塑料实际缩水率表(此表只作参考,应根据 工厂实际情况计算缩水。) ----------------------- 1-----------------------以下收缩率经过几年实践得来,在产品不超过300mm 平均胶厚不超过3MM 以内绝对可靠(产品尺寸有超过300mm 的要小计0.0005,产品长宽高尺寸差异太大的 要X 轴,Y 轴,Z 轴分开来计算,遇到产品平均胶位过厚,过薄(0.5 以下)及产品尺寸大都要特别注意)。 ABS(超不碎胶):5/1000 PC(防弹胶):5/1000 PC+ABS:5/1000 PMMA(亚加力):5/1000 PS(硬胶):5/1000 HIPS(不碎胶):5/1000 PP(百折胶):16/1000 PP+20%GPT:5/1000 PP+30%GPT:3/1000 POM(赛钢):20/1000 PA6(尼龙):9/1000 PA66(尼龙):16/1000 PA66+15%GPT:8/1000
PA66+30%GPT:3/1000 PA66+50%GPT:2/1000 AS(透明大力胶):5/1000 GPPS:5/1000 BDS(K-RESIN0)/K 料:7/1000 GP (硬胶):5/1000 TPR(软胶):18/1000 PE: (软胶)20/1000 TPU(软胶) 18/1000 KVA (橡皮胶):20/1000 CA(酸性胶):5/1000 K 唐(KRATON):20/1000 ACETAL(AC):20/1000 PVC(软):20/1000 PU:20/1000 PBT: 15/1000 PBT+30%GPT:3/1000 ----------------------- 2----------------------- ABS和PC塑料系列: 塑料名称:ABS 实际开模缩水率:0.005 开模产品类型:汽车配件、电器外壳、医疗器材、手机壳。
甘肃省电力公司金昌供电公司计量客服中心综合楼 主要材料及构配件进场计划表 主要材料需用计划表 注:本计划表是以每班八小时制为基础编制的。 主要构配件需用计划 周转材料计划表篇二:材料进场计划 材料进场计划 1、工程主要材料进场计划 工程材料供应根据施工进度计划合理安排材料供应,主要材料计划详见《工程投入的主要材料及 进场计划表》。 工程投入的主要材料及进场计划表 注:一表示不需要V表示需要。2、工程主要材料投入保证措施 1、接到中标通知后,项目部将立即进行材料准备,对本工程中的主材进行统计。确保在开工前完 成对主材的审核、审批及进货,以保证工程按照原计划进行。 2、保证料源充足。对于主体工程,开工前作一次性备料计划,提前考察各种材料的货源、储量、运距等,详细制定出进料计划,保证各种物资的供应。 3、据生产计划编制材料供应计划,超前订货加工。同时严把原材料质量关,防止因不合格材料而影响工期。 4、加强施工材料计划管理与采购管理力度,确保按计划进度实施。各专业技术人员及时准确地提出材料设备需用计划,根据总体进度安排提出材料、设备的进场时间。并经常与材料采购部门经常保持联系。督促材料设备按计划进场。 5、材料供应部门要根据合同规定的时间将供货厂家资料、材料报价表、材料进场计划等及时提供 给业主和监理单位,及时签字审。在采购合同签订后,及时将供货厂家资料、材料报价表、材料进场计划、采购合同等资料汇总报呈业主和监理单位,以便对我方采购的材料设备进行监督。 6、材料供应部门要制定材料供应保证措施,为材料供应提供制度、措施保障。对材料的供应要从开始询价至货到现场进行全过程跟踪,确保到货材料满足图纸设计及业主、监理的要求,避免安装后不必要的返工从而拖延工期。 7、材料供应部门要作好材料的进场验收、检验和试验工作,确保所有进场材料的质量均达到业主 监理、图纸设计及相关规范的要求。篇三:进度计划表 施工组织设计 一、进度计划(或工期网络图)、工期组织措施 一)施工进度计划 1、本工程计划工期为170日历天。 2、工程总进度计划安排(详见附表1 :进度横道图表)二)工期组织措施 1、项目管理机构 若我公司中标,据本工程实际情况,将迅速组建精干有力的通信工程施工项目经理部(详见图1: 工程管理体系框图),选派具有丰富通信工程施工经验的优秀管理人员和长期进行通信工程施工经验较丰富的施工队伍投入本工程的施工,并切实履行合同,按规定完成本工程项目的任务。
塑料缩水率表 简 称 全 名 密度 (g/cm) 缩小率 熔融温度 (℃) 模具温度 (℃) 射出压力 (Mpa) *145=PSI 射出速度 性质 ASA Acrylonitrile-Styrene-Acrylate 1.07 0.4~0.6 230~260 40~90 - - 非 结 晶 性 塑 胶 ABS Acrylonitrile-Butadiene-Styrene 1~1.2 0.5~0.6 195~240 38~93 120~140 平、慢 HIPS 耐冲击聚笨乙烯 1~1.1 0.4~0.7 180~280 10~85 100~200 快 PAI Polyamide-imide 1.4~1.6 0.1~0.2 305~370 205~200 160~200 快 PAS Polyaryl-Sulfone 1.36 0.6 340~370 120~155 138~200 PC Polycarbonate 1.2~1.5 0.4~0.7 270~325 80~110 138~200 快 PEI Polyether-imide 1.3~1.5 0.5~0.7 340~425 65~175 100~160 中等、快 PES Polyether-Sulfones 1.2~1.6 0.3~0.6 340~380 140~160 160~200 快 PETG PET (copolymer) 1.2~1.3 190~275 20~30 80~100 慢、快 PMMA Polymethy-methacrylate (acrylic) 1.1~1.2 0.4~0.8 200~260 38~60 100~200 各种 Polyester Thermoplastic Polyester 1.3 1.5~1.8 230~260 40~100 80~100 慢、平 PPO Polyphenylene-oxide 1.1~1.2 0.2~0.7 250~315 82~110 120~180 快 PS Polystyrene 1.0~1.1 0.4~0.7 180~280 10~85 100~200 快 PSU Polysulfone 1.2~1.6 0.7 310~400 100~170 慢 PVC Polyvinyl-Chloride 1.2~1.4 0.2~0.5 180~204 20~40 70~140 慢、中等 SAN Styrene-acrylonitrile 1.1~1.3 0.3~0.7 220~270 5~60 35~140 TPOR Thermoplastic Polyurethane 1.2~1.3 0.8~2 190~220 30~65 70~140 强化塑料 之填充材 在塑料材料中填加一些强化材,可提高强度、耐热性而且成形之收缩变少。强化材几乎都是纤维。 其中玻璃纤维 (Glass Fiber) 最多,其次为炭纤维 (Carbon Fiber)、Whisker 等。 1. 玻璃纤维:为一般纤维化玻璃称为E 玻璃,这些纤维的粗度为10~13μm 。由纤维之制程产生的分子配向愈细愈强,具有超过钢琴线的抗张力 (E 玻璃之抗张力为250kgf/mm 2)。为了使此纤维相缠,介于塑料之中,有助于补强,需要某种程度的纤维长度,但是在利用射出成形机的成形,因利用螺杆揉捏,长的纤维被切断,一般长度为0.5mm 。利用射出成形机之热可塑性塑料为PA 、PC 、POM 、 PSF 、PPE 、AS 、PP 等,玻璃纤维和其基本之塑料 (MATRIX) 的亲和性不佳时,因纤维脱离母料,失去 补强效果。总之,是纤维和母料表面之粘接性的问题。玻璃纤维之充填率一般为10~30%,充填率20%时,抗拉强度变成约2倍,耐热性也稍提高,耐冲击性也常变佳,但是几乎不伸长,将其称为强化热可塑性塑料。 2. 炭纤维:炭纤维利用原料和制法的差异可得到宽广的性质,但是在塑料之强化材上使用强化构造用的高强度品。和玻璃纤维相比,也在抗拉强度和弹性系数上取胜,潜变也少,膨胀系数也小,导电性优异,而且耐热性高,唯一的缺点是价格很贵。因此,只用于部份的运动用品、机械零件。
中山市古镇镇 大梗涌排涝泵站及水闸工程 原材料及构配件检测、施工检测计划 中山市南方水电工程有限公司 2013年01月
原材料及构配件检测、施工检测计划 为了加强对古镇镇大梗涌排涝泵站及水闸工程进场原材料、中间产品和成品件的质量控制,确保工程质量安全,根据《水利水电工程施工质量评定规程》(GS176-2007)、《水利水电建设工程验收规程》(GS223-2008)、《水利水电工程单元工程施工质量验收评定标准》(SL636-2012)、招标文件和国家相关规范,编写了该“原材料检测项目和检验频率”,供在施工过程中对比检、平行检测或自检时使用。 一、工程概况 本工程位于大梗涌与古神公路西侧之间三角地带,该地址交通十分便利,地势开阔,河道顺直,便于泵站、水闸的整体布局。 大梗涌排涝泵站及水闸工程等别为Ⅲ等,主要建筑物等级为3级,次要建筑物为4级。主要建筑物包括大梗涌自排防洪水闸、引水渠、清污机、进水前池、泵房、出水涵等。泵站主厂房总长度10.7米、宽度15.9米,底板高程-4.0米。水闸总净宽16米,底板高程-2.0米。泵站与水闸采用分离底板,并采用天然基础。 泵站前池前设置清污机,水泵进水道前设置拦污栅及检修闸门,出水流道口设防洪闸,并采用拍门断流。水闸采用两扇平板钢闸门。 水泵采用开敞式轴流泵,采用高压同步电机。 泵站及水闸电源由附近的海州变电站馈出的一条10KV线路提供。 工程主要建设内容为:泵站总设计流量为20立方米/秒,规模为中型,采用3台1400ZLKB6.7-2.0开敞式轴流泵,配套3台高压电机,装机总容量840千瓦;水闸分两孔,每孔净宽8米;规模为小(1)型。
收缩率表2007-10-25 09:42序号塑料名称代号收缩率 1 丙稀腈、丁二稀、苯乙烯ABS 0.3~0.8 2 氨基树脂AF 3 氯化聚醚CP 0.5 4 环氧树脂EP 5 聚三氟氯乙烯F3 6 聚四氟乙烯F4 7 聚四氟乙烯增强F4+20%GF 8 聚全氟乙丙烯F46 9 高密度聚乙烯(孖力士) HDPE 2~5.0 10 高抗冲聚苯乙烯(不脆胶) HIPS 0.2~0.6 11 硬质聚氯乙烯HPVC 0.6~1.0 12 液晶聚合物LCP 0.006 13 低密度聚乙烯LDPE 1.5~5.0 14 改性聚苯醚MPPO 15 聚酰胺6 PA6 0.6~1.4 16 聚酰胺6 增强PA6+30%GF 0.3~0.7 17 聚酰胺66 PA66 0.8~1.5 18 聚酰胺66 增强PA66+30%GF 0.2~0.8 19 聚芳砜PASF 0.8 20 聚对苯二甲酸丁二醇酯PBT 0.44 21 聚对苯二甲酸丁二醇酯增强PBT+30%GF 0.2 22 聚碳酸脂(防弹胶) PC 0.5 23 聚碳酸脂增强PC+30%GF 0.2 25 聚醚醚酮PEEK 26 聚醚酮PEK 27 聚醚酮酮PEKK 28 聚醚砜PES 0.6 29 聚对苯二甲酸乙二醇酯PET 1.8 30 (涤纶(的确凉)) PET+30%GF 0.2~0.9 31 酚醛塑料(电木粉) PF 32 聚酰亚胺PI 0.75 33 聚甲基丙烯酸酯(亚加力) PMMA 0.2~0.8 34 聚甲醛共聚(赛钢) 共聚POM 1.5~3.5 35 聚甲醛共聚增强共聚POM+25%GF 36 聚甲醛均聚均聚POM 1.5~3 37 聚丙烯(百折胶) PP 1~2.5 38 聚丙烯增强PP+30%GF 0.4~0.8 39 聚苯醚PPO 0.7 40 聚苯硫醚增强PPS+40%GF <0.12 41 聚苯乙烯(硬胶) PS 0.4~0.7 42 聚砜PSF 0.6 43 聚氨酯PU 44 软质聚氯乙烯SPVC 1.5~2.5
热轧圆钢和方钢理论质量速查表 圆钢直径d 理论质量(kg/m)圆钢直径d 理论质量(kg/m) 方钢边长a 圆钢方钢方钢边长a 圆钢方钢 (mm) (mm) 5.5 0.186 0.237 45 12.5 15.9 6 0.222 0.283 48 14.2 18.1 6.5 0.26 0.332 50 15.4 19.6 7 0.302 0.385 53 17.3 22 8 0.395 0.502 55 18.6 23.7 9 0.499 0.636 56 19.3 24.6 10 0.617 0.785 58 20.7 26.4 11 0.746 0.95 60 22.2 28.3 12 0.888 1.13 63 24.5 31.2 13 1.04 1.33 65 26 33.2 14 1.21 1.54 68 28.5 36.3 15 1.39 1.77 70 30.2 38.5 16 1.58 2.01 75 34.7 44.2 17 1.78 2.27 80 39.5 50.2 18 2 2.54 85 44.5 56.7 19 2.23 2.83 90 49.9 63.6 20 2.47 3.14 95 55.6 70.8 21 2.72 3.46 100 61.7 78.5 22 2.98 3.8 105 68 86.5 23 3.26 4.15 110 74.6 95 24 3.55 4.52 115 81.5 104 25 3.85 4.19 120 88.8 113 26 4.17 5.31 125 96.3 123 27 4.49 5.72 130 104 133 28 4.83 6.15 140 121 154
常用塑料缩水率表 ABS(丙烯腈/丁二烯/苯乙烯)共聚物 0.50% SAN(苯乙烯-丙烯腈)共聚物 0.40% PC聚碳酸酯 0.60% ABS+SAN(丙烯腈/丁二烯/苯乙烯)共聚物+ (苯乙烯-丙烯腈)共聚物 0.40% PVC 2.00% POM聚甲醛 1.70% PP聚丙烯 1.60% PMMA聚甲基丙烯酸甲酯 0.50% HDPE高密度聚乙烯(低压) 2.00% LDPE低密度聚乙烯(高压) 2.00% GPPS普通聚苯乙烯 0.50% PBT聚对苯二甲酸丁二酯 1.70% PET聚对苯二甲酸乙二酯 1.70% 尼龙6(PA6) 1.20% 尼龙66(PA66) 1.50% 尼龙1010(PA1010)
1.50% EV A(乙烯-醋酸乙烯)共聚物 2.00% 塑料的收缩率是指塑料制件在成型温度下尺寸与从模具中取出冷却至室温后尺寸之差的百 分比。它反映的是塑料制件从模具中取出冷却后尺寸缩减的程度。影响塑料收缩率的因素有:塑料品种、成型条件、模具结构等。不同的高分子材料的收缩率各不相同。其次塑料的收缩率还与塑件的形状、内部结构的复杂程度、是否有嵌件等有很大的关系。常用塑料收缩率如下: PE:1.2~1.28% PP:1.2~2.5% PVC(硬质):0.4~0.7% PVC(软质):1.0~5.0% PS:0.3~0.6% ABS:0.4~0.7% ABS(加玻纤):0.2~0.4% PC:0.6~0.8% PMMA:0.3~0.7% POM:1.8~3.0% PET:1.2~2.0% PPO:0.5~0.9% PPS:1% PEEK:1.2%
钢材理论重量表管类:公斤/米板类:公斤/平方米
钢材理论重量计算公式
角钢:每米重量(公斤)=*(边宽+边宽-边厚)*边厚 圆钢:每米重量(公斤)=*直径*直径(注:螺纹钢和圆钢相同) 扁钢:每米重量(公斤)=*厚度*边宽 管材:每米重量(公斤)=*壁厚*(外径-壁厚) 板材:每米重量(公斤)=*厚度 有色金属的板材的计算公式为:每平方米重量(公斤)=比重*厚度 各种有色金属的比重如下:紫铜板黄铜板锌板铅板铝板 铝花纹板:每平方米重量(公斤)=*厚度 紫铜管:每米重量(公斤)=*壁厚*(外径-壁厚) 黄铜管:每米重量(公斤)=*壁厚*(外径-壁厚) 镀层重量计算方法单面公称镀层重量40 50 60 90 100 110 125 135 175 225 锌层计算重量kg/m2 相当锌层厚度mm 如何在外观上辩别假冒伪劣钢材 1.伪劣钢材易出现折叠。折叠是钢材表面形成的各种折线,这种缺陷往往贯穿整个产品的纵向。产生折叠的原因是由于伪劣厂家追求高效率,压下量偏大,产生耳子,下一道轧制时就产生折叠,折叠的产品折弯后就会开裂,钢材的强度大下降。 2.伪劣钢材外表经常有麻面现象。麻面是由于轧槽磨损严重引起钢材表面不规则的凹凸不平的缺陷。由于伪劣钢材厂家要追求利润,经常出现轧槽轧制最超标。 3.伪劣钢材表面易产生结疤。原因有两点:1.伪劣钢材材质不均匀,杂质
多。2。伪劣材厂家导卫设备简陋,容易粘钢,这些杂质咬人轧辊后易产生结疤。 4.伪劣材表面易产生裂纹,原因是它的坯料是土坯,土坯气孔多,土坯在冷却的过程中由于受到热应力的作用,产生裂痕,经过轧制后就有裂纹。 5.伪劣钢材容易刮伤,原因是伪劣材厂家设备简陋,易产生毛刺,刮伤钢材表面。深度刮伤降低钢材的强度。 6.伪劣钢材无金属光泽,呈淡红色或类似生铁的颜色,原因有两点二、它的坯料是土坯。2、伪劣材轧制的温度不标准,他们的钢温是通过目测的,这样无法按规定的奥氏体区域进行轧制,钢材的性能自然就无法达标。 7.伪劣钢材的横筋细而低,经常出现充不满的现象,原因是厂家为达到大的负公差,成品前几道的压下量偏大,铁型偏小,孔型充不满。 8.伪劣钢材的横截面呈椭圆形,原因是厂家为了节约材料,成品辊前二道的压下量偏大,这种螺纹钢的强度大大地下降,而且也不符合螺纹钢外形尺寸的标准。 9.优质钢材的成分均匀,冷剪机的吨位高,切头端面平滑而整齐,而伪劣材由于材质差,切头端面常常会有掉肉的现象,即凹凸不平,并且无金属光泽。而且由于伪劣材厂家产品切头少,头尾会出现大耳子。 10.伪劣钢材材质含杂质多,钢的密度偏小,而且尺寸超差严重,所以在没有游标卡尺的情况下,可以对它进行称量核对。比如对于螺纹钢20,国家标准中规定最大负公差为5%,定尺9M时它的单根理论重量为120公斤,它的最小的重量应该是:120 X(l-5%)=114公斤,称量出来单根的实际重量比114公斤小,则是伪劣钢材,原因是它负公差超过了5%。一般来说整相称量效果会更好,主要考虑到累积误差和概率论这个问题。 11.伪劣钢材的内径尺寸波动较大,原因是;l、钢温不稳定有阴阳面。2、钢的成分不均匀。3、由于设备简陋,地基强度低,轧机的弹跳大。会出现有同一周内内径变化较大,这样的钢筋受力不均匀易产生断裂。 12.优质材的商标和印字都比较规范。 13.三钢材直径16以上的大螺纹,两商标之间的间距都在IM以上。 14.伪劣钢材螺纹钢的纵筋经常呈波浪形。 15.伪劣钢材厂家由于没有行车,所以打包比较松散。侧面呈椭圆形。
第十一章、原材料进场计划 一、材料的性能质量保证及有关规范 为保证乙供设备材料的性能质量,我司通过ISO9001体系关于材料控制管理程序,按招标文件技术规范约定的要求,对材料的质量进行严格控制,所有经过考核的供应商必须具备相应的材料代理权,所供材料按要求提供质量合格证书,材料中有害物质限量必须符合下列强制国家标准: (1)《室内装饰装修材料人造板及其制品中甲醛释放限量》GB/187680-2001 (2)《室内装饰装修材料胶粘剂中有害物质限量》GB/18683-2001 二、材料供应计划编制依据 材料供应计划是施工计划中的重要组成部分,是计划工作的核心,为了施工计划的顺利进行,按照施工进度和需要的时间进行安排采购、运输、组织配套供应的具体实施计划,材料的申请、订货、采购、储存和使用的重要依据,起着促进企业加强材料管理,也是本项工程的进度、质量在材料采购中得到有利的保证。 (1)计划期内施工生产任务对材料供应的要求。施工生产形象进度,施工进度的分期实物工程量以及本装饰工程项目对材料提出的数量、规格、时间、质量等要求。 (2)有关各类材料的资源、产地、数量、质量、价格、运输条件等资料以及各类材料的供应渠道。 (3)本工程有关运输能力、运输线路图、运费及装卸费标准的资料;
一些大的加工构件地点、仓库料厂吞吐能力、施工现场交通和场地条件等方面的实际状况。 三、复试材料必须在施工前复试合格方能使用。 四、材料的购进及供应措施 本工程在材料的运输方面必须要结合特殊的运输条件,考虑如何保证材料供应的问题。 (1)根据施工特点和进度要求组织进料,进行材料的集中加工,综合配套供应,合理调配劳动力和材料资源,从而保证项目建设进度。还可以要求生产厂家大批量集中采购而形成批量优势,采取直达供应方式,减少流通环节,降低流通成本,这样有助于加强材料管理,节约使用材料,推进材料管理的专业化、科学化、技术化。 (2)对工程所需的主要材料、大宗材料实行统一计划、统一采购、统一调度和统一核算。把材料管理工作贯穿于施工项目管理的投标报价、落实施工方案、组织项目管理班子、编制供料计划、组织材料核算、实施奖惩的全过程,有利于建立统一的内部材料库,进行材料供应的动态配置和平衡协调;有利于满足各项目的材料需求。 (3)材料采购过程受各方面因素影响较多,如资源渠道,生产厂家的生产状况,市场供求因素,施工生产需要及储存能力和资金等诸多因素。 (4)材料采购业务主要应做好采购准备、业务谈判、加工的成交、业务执行、经济结算几个阶段的工作。材料采购合同是保证采购业务正常进行的法律措施,只有加强材料采购合同的管理,才能确保材料
工厂生产用原材料管理办法 1.目的 加强原材料的生产管理,提高材料综合利用率,创造更大的经济价值。 2.适用范围 本办法适用于全厂生产用原材料的管理。 3.术语 无 4.引用文件 FTOP.22520.54.0-2004《北京欧曼冲压生产部原材料管理办法》。 5.职责 5.1材料科负责原材料年度采购计划的编制和月度采购计划的实施、合同签订、储运、调拨、结算、考核、控制、管理及质量异议的协调。负责原材料年、季、月度需求计划的提报、材料的接收、仓储管理及使用信息的反馈、协调、解决。 5.2生产科负责原材料年度采购计划的核实和季、月度需求计划的提报、材料的接收、使用前的校验、仓储管理及使用信息的反馈等相关过程配合。 5.3技术准备科负责材料消耗定额的制定、审核、修改、材料排样的审批。 5.4质检科负责原材料使用前的校验及生产过程的检验,提供检验结果。 5.5生产车间负责原材料使用过程中质量信息的反馈。 6.管理内容和规定 6.1工作流程图,见附件1
6.2为指导采购,满足生产要求,材料科必须根据生产科提供的工厂年度经营计划和季、月度生产计划,按材质、规格核算出原材料需求数量,在工厂年度经营计划下达5日内向福田公司生产管理部材料科提报《年度材料需求计划》,在生产科提供的季度生产计划下达4日内向福田公司生产管理部材料科提报《季度材料需求计划》,在生产科提供的月度生产计划下达3日内向福田公司生产管理部材料科提报《月度材料需求计划》,并核实当月用料到位情况。 6.3根据月度生产用料需求,及时与福田公司生产管理部材料科办理材料交接手续,交接时要求福田公司生产管理部材料科提供质量证明书。原材料入库后,材料科必须严格按防潮、防锈、防腐、防蚀、防盗等仓储管理制度执行。 6.4原材料在使用前必须经质检科参照质量保证书对主要参数进行理化及性能指标校验,合格后方可使用,无质量证明书拒绝使用,每月可对外观件用料抽查化验1-2次。 6.5材料科依据生产计划及排样所标明的材料规格、数量与备料车间办理出库手续,生产时必须做到先进先出,先开单后领料。每月原材料会计及库管员要进行盘点,做到帐、卡、物相符,对积压物资要进行分析上报。 6.6备料车间在开启卷板外包装及开平过程中,如发现有锈蚀、划伤、波纹、板厚超差等质量问题时,应及时通知材料科,由材料科会同质检科、生产科、技术准备科等单位一起现场确认,确属质量问题,由备料车间填写《原材料质量(数量)异议报告单》,按程序审批后,由材料科与福田公司生产管理部材料科协调。备料车间应对有问题的原材料样品、包装批号材质单等原始记录保管好,以备福田公司生产管理部材料科及钢厂等相关单位调查。 6.7冲压车间在生产过程中,因原材料的质量问题不能继续生产时,应及时通知相关单位到现场确认后,由质检科填写《生产过程不合格品报告单》,并组织对原材料进行化验,确定原材料出现质量问题的原因,由材料科与福田公司生产管理部材料科联系,冲压车间与备料车间、材料科办理退库手续,车间应对有问题的原材料样品、成型件、原始记录保管好,等待问题解决后,由材料科通知方可将废件处理。 6.8每月材料科必须对备料车间材料利用率,冲压车间综合利用率认真统计、核算、分析、并及时上报主管领导。
塑料收缩率表序号塑料名称代号收缩率 1 丙稀腈、丁二稀、苯乙烯ABS 0.3~0.8 2 氨基树脂AF 3 氯化聚醚CP 0.5 4 环氧树脂EP 5 聚三氟氯乙烯F3 6 聚四氟乙烯F4 7 聚四氟乙烯增强F4+20%GF 8 聚全氟乙丙烯F46 9 高密度聚乙烯(孖力士) HDPE 2~5.0 10 高抗冲聚苯乙烯(不脆胶) HIPS 0.2~0.6 11 硬质聚氯乙烯HPVC 0.6~1.0 12 液晶聚合物LCP 0.006 13 低密度聚乙烯LDPE 1.5~5.0 14 改性聚苯醚MPPO 15 聚酰胺6 PA6 0.6~1.4 16 聚酰胺6 增强PA6+30%GF 0.3~0.7 17 聚酰胺66 PA66 0.8~1.5 18 聚酰胺66 增强PA66+30%GF 0.2~0.8 19 聚芳砜PASF 0.8 20 聚对苯二甲酸丁二醇酯PBT 0.44
21 聚对苯二甲酸丁二醇酯增强PBT+30%GF 0.2 22 聚碳酸脂(防弹胶) PC 0.5 23 聚碳酸脂增强PC+30%GF 0.2 25 聚醚醚酮PEEK 26 聚醚酮PEK 27 聚醚酮酮PEKK 28 聚醚砜PES 0.6 29 聚对苯二甲酸乙二醇酯PET 1.8 30 (涤纶(的确凉)) PET+30%GF 0.2~0.9 31 酚醛塑料(电木粉) PF 32 聚酰亚胺PI 0.75 33 聚甲基丙烯酸酯(亚加力) PMMA 0.2~0.8 34 聚甲醛共聚(赛钢) 共聚POM 1.5~3.5 35 聚甲醛共聚增强共聚POM+25%GF 36 聚甲醛均聚均聚POM 1.5~3 37 聚丙烯(百折胶) PP 1~2.5 38 聚丙烯增强PP+30%GF 0.4~0.8 39 聚苯醚PPO 0.7 40 聚苯硫醚增强PPS+40%GF <0.12 41 聚苯乙烯(硬胶) PS 0.4~0.7 42 聚砜PSF 0.6 43 聚氨酯PU
原材料检验计划 编制人: 审核人: 审批人: 新龙路(北横泾-新镇路)道路新建项目部 2014年12月11日
目录 一、工程概况 二、检测单位 三、试件、试块制作送检制定 四、取样标准 1钢筋混凝土用钢热轧光圆钢筋 2 热轧光圆钢筋、热轧带肋钢筋 3 钢筋电弧焊接头 4钢筋电渣压力焊接头 5 钢筋机械连接接头 6 常用水泥 7 砂子 8 碎石或卵石 9 砂浆试配 10混凝土试配 11 烧结普通砖(含粘土砖、页岩砖) 12 蒸压加气混凝土砌块 13 改性沥青防水卷材 14 防水涂料 15 灰土地基 16混凝土试块 17干压陶瓷砖、瓦取样方法 18建筑门窗取样方法
19建筑涂料取样方法 20电线电缆 21阀门 22 建筑给排水用管材管件的取样方法 23.聚苯板
原材料检测计划 一、工程概况:新龙路(北横泾-新镇路)道路新建工程主要工程道路西起北横泾,与北横泾以西的现状新龙路接顺,东至新镇路,沿线有一座上跨北横泾的地面桥,与规划航新路、航西路、新镇路平交,新龙路起点K0+1500+240是衔接段K0+2400+720.132是整幅路段全线570.132m。道路红线宽度32m,道路全线按照32m红线宽度布置。 二、检测单位:根据工程的实际情况和对检测单位的评审,我方委托晋中科汇工程质量检测有限公司负责本工程试验检测工作。 三、试件、试块制作送检制定 材料部门负责提供各种原材料的合格证、进场数量等文件,并交于试验员,对各种原材料凭经验作初步的质量检查。试验员接收证明文件,按照规范规定的取样方法、数量,通知监理单位见证取样,并填写见证取样记录、试验送检委托单,统计备案后及时送检。试验结果出来后将试验报告、合格证、取样记录交资料员备案,试验送检委托单留底。 1、试块、试件的制作、管理由试验员负责。各专业试验员按规定留置试块、试件,试验员对试块、试件的监督、检查,并填写见证取样记录、统计表、试验委托单,试验员负责及时送检和各种材料的收集、传递,资料整理由资料员负责,交接时办理收文记录,送检和资料员双方签字,项目工程师负有领导责任。 2、试验员要协调好检测单位的工作,并向项目经理、项目工程师及时反馈信息。 四、取样标准 1钢筋混凝土用钢热轧光圆钢筋 1.1 依据标准: 钢筋混凝土用钢热轧光圆钢筋1499.1—2008
原材料出库作业指导书 一、制定目的: 为规范原材料出库的作业程序,使仓库有计划有顺序地进行备货工作,确保所需原材料流入相应环节。同时对仓管员的作业过程、工作方法等进行有效的管控,最终使仓库入库程序达到安全、快速、准确和合理。 二、适用范围: 原材料出库及备货全过程 三、职责: 3.1 计划部:负责生产计划的下达和告知,原则上要求提前3天以上; 3.2 技术部:负责将生产计划的产品“包材工艺单”及时派发; 3.3 生产部:负责生产领料单的填制与审核,并通过ERP生成相关的领料单;一般 上午10:30前下达第二天的领料计划; 3.4原材料仓:负责接单、备料、发货及相关出库单据审核; 四、作业流程内容描述: 工作准备备料工作核对发货制单销帐 五、作业流程内容描述: 5.1工作准备: 5.1.1根据生产计划单,结合产品“包材工艺单”查看生产需要的所有原材料是否齐全; 如有缺料情况,仓管必须跟进缺料数据,及时知会采购部与生产部; 5.1.2结合产品“包材工艺单”审核“领料单”的开具是否准确、完善;并汇总出“仓 库备料清单” 5.2备料工作:
5.2.1备料依据: 5.2.1.1有下达生产任务单且生产日期准确,如未下生产计划不予备料; 5.2.1.2 生产部提供准确、完善的“领料单”,无领料凭证或手续不全,仓库不予备料; 5.2.1.3如生产当天需紧急插单生产时,凭证需各部门经理签字确认后,仓库方可备货、 出库(原则上插单生产尽量避免); 5.2.1.4未经检验合格的原材料不得备料出库; 5.2.2备料说明: 5.2.2.1按“仓库备料清单”顺序进行备料,并将备好的原材料配套放到备料区内;并 将明细贴于卡板上; 5.2.2.2 按“领料单”数量进行定额备料(因此生产部如需计算损耗可将数量放大调整); 5.2.2.3如出现超额领料情况或生产不够原材料时,生产部人员需开具“超额领料单” 且由生产部经理签字确认后,仓库方可补料发货; 5.2.2.4备料时应按“先进先出”原则备料,同时先发库存余料或上批退回的原材料; 5.2.2.5备好此款原材料后,需填写物料卡进行销帐,并核对结存数据是否准确; 5.3 核对发货: 5.3.1发货时间一般定在8:30至10:30之间,由生产部领料员到仓库领料; 5.3.2 领料员必须仓管员核对所发原材料的名称、规格、数量,如有异议及时处理;如 无误双方在“领料单”上签字确认; 5.4制单销帐: 5.4.1依据“领料单”填制“原材料出库单”,确保信息相一致; 5.4.2依据“原材料出库单”对帐务或ERP系统进行销帐并检查; 5.4.3制定“原材料出库日报表”发于主管审核批复;
塑料名称:PCTA 实际开模缩水率:0.003 开模产品类型:化装品 塑料名称:PETG 实际开模缩水率:0.004 开模产品类型:化装品 塑料名称:AS 实际开模缩水率:0.005 开模产品类型:化装品 PBT+30%GF 实际开模缩水率:0.004 保安器上下盖,支架 塑料名称:ABS 实际开模缩水率:5/1000 开模产品类型:电器外壳 塑料名称:PP 实际开模缩水率:16/1000 开模产品类型:餐具 塑料名称:POM 实际开模缩水率:16/1000 开模产品类型:胶轮 塑料名称:PC 实际开模缩水率:8/1000 开模产品类型:手机水晶壳
塑料名称:PA6 实际开模缩水率:0.020 开模产品类型:闭锁器摇臂 塑料名称:TPR 实际开模缩水率:0.015 开模产品类型:车仔轮胎 看来这里面多数是做壳子类的高温阻燃材料用得极少塑料名称:LCP 实际开模缩水率: 1.5~2/%0 开模产品类型:连接器 塑料名称:PA6T 实际开模缩水率: 3~5/%0 开模产品类型:连接器 塑料名称:PA9T 实际开模缩水率: 3~5/%0 开模产品类型:连接器 塑料名称:PC940 实际开模缩水率: 8/%0 开模产品类型:各式插头座外壳 塑料名称:NTF FR52 实际开模缩水率: 3~5/%0 开模产品类型:连接器 塑料名称:pom 实际开模缩水率:0.018
开模产品类型:遥控-开关-支架== 塑料名称:POM M90-44 实际开模缩水率:0.018 开模产品类型:小齿轮 塑料名称:POM TR-20 实际开模缩水率:0.015 开模产品类型:机芯 塑料名称:TPR 实际开模缩水率:0.012 开模产品类型:软胶 塑料名称:PPS+30%GF 实际开模缩水率:0.0045 开模产品类型:测距仪机芯 塑料名称:PP 实际开模缩水率:0.016 开模产品类型:汽车配件(反光镜) 塑料名称:PA+30%GF 实际开模缩水率:0.0035 开模产品类型:汽车配件(反光镜) 塑料名称:ABS+PA 实际开模缩水率:0.007 开模产品类型:汽车配件(反光镜) 塑料名称:PVC
原材料使用预警机制 1、目的: 制订施工生产中可能发生的材料消耗、超耗的解决方案,制定准确合理的材料采购计划,从而不断减少原材料库存积压,对材料库存进行分析,规范库存管理制度,对部分超耗材料的原因进行简单的分析。明确执行责任与检查方法,最大限度完成施工生产计划。 2、计划分析: 2.1月度计划分析:根据技术部门提供的主要物资需用量月计划(ZTQJ.02),结合上月结余数量, 物资部门汇总编制分类材料申请/采购计划(ZTQJ.03)。每月末,材料员根据《用料单》汇总编制物资的收、发、存动态表,由项目物资人员与财务的物资明细帐进行核对。项目物资与财务人员对工地物资进行一次盘点,并填写《存货盘点记录》。 2.2日计划分析:把前一天的计划完成情况用《原材料使用计划跟踪记录表》(见附件1)向物资部部长反馈。重点关注异常情况的补救计划,无计划则描述“无使用计划”。 3、原材料使用消耗、超耗预警管理: 3.1作业队按照分包合同约定的材料范围、名称、数量、单价由项目部进行供应;并严格执行材料供销数量零对零和过错人承担损失的原则 3.2因作业队原因造成材料数量超过分包合同(含设计变更)约定数量的。(1)项目部采购价格高于原分包合同约定的供应价格的,按项目部实际采购价格与分包单位结算;(2)项目部采购价格低于原分包合同约定的供应价格的,按原分包合同中约定的价格与分包单位结算。 3.3.作业队应实行单项工程材料消耗管理责任制,按照生产计划和施工图纸核算所需物资数量,控制发料数量,建立工号(工点)限额领料台帐,针对不便计算数量的各种辅助材料及消耗品种不固定的单项工程,依据生产计划、施工产值等,以一定的资金限额进行发料,并按单项工程材料需求量进行供应,项目部每月底对作业队进行限额领料情况审查。当本月作业队领料数量(金额)达到定额量的80%时,发料人应向作业队发出预告,提醒本月领料量已达80%,当领料数量(金额)达100%时,项目物资部门负责人书面通知作业队,由作业队提出增加定额数量的申请报告,经项目负责人审核签字后,物资部门据以继续发料,单项工程材料消耗管理责任人根据工程需要(技术部门提供的数量)进行领料、监督使用以及材料的列销工作。项目
序号名称型号单位数值 1 钢筋Φ6 kg/m 0.222 2 钢筋Φ8 kg/m 0.3950 3 钢筋Φ10 kg/m 0.6169 4 钢筋Φ12 kg/m 0.8880 5 钢筋Φ14 kg/m 1.21 6 钢筋Φ16 kg/m 1.5800 7 钢筋Φ18 kg/m 2 8 钢筋Φ20 kg/m 2.4700 9 钢筋Φ22 kg/m 2.98 10 钢筋Φ25 kg/m 3.8500 11 钢筋Φ28 kg/m 4.8300 12 钢筋Φ32 kg/m 6.3100 13 钢筋Φ36 kg/m 7.9900 14 钢筋Φ40 kg/m 9.8700 15 钢筋Φ50 kg/m 15.42 16 低碳钢热轧圆盘条Φ5.5 kg/m 0.187 序号名称型号单位数值 17 低碳钢热轧圆盘条Φ6.0 kg/m 0.222 18 低碳钢热轧圆盘条Φ6.5 kg/m 0.2600 19 低碳钢热轧圆盘条Φ7.0 kg/m 0.3019 20 低碳钢热轧圆盘条Φ7.5 kg/m 0.3469 21 预应力混凝土用钢绞线 22 预应力混凝土用钢绞线(1×2)10 kg/km 310 23 预应力混凝土用钢绞线(1×2)12 kg/km 447 24 预应力混凝土用钢绞线(1×3)10.8 kg/km 465 25 预应力混凝土用钢绞线(1×3)12.9 kg/km 671 26 预应力混凝土用钢绞线(1×7)标准型9.5 kg/km 432 27 预应力混凝土用钢绞线(1×7)标准型11.1 kg/km 580 28 预应力混凝土用钢绞线(1×7)标准型12.7 kg/km 774 29 预应力混凝土用钢绞线(1×7)标准型15.2 kg/km 1101 30 预应力混凝土用钢绞线(1×7)摸拔型12.7 kg/km 890 31 预应力混凝土用钢绞线(1×7)摸拔型15.2 kg/km 1295 32 刻痕钢丝 5.000 kg/km 0.016 序号名称型号单位数值 1 热轧圆钢Φ5.5 kg/m 0.186 2 热轧圆钢Φ6 kg/m 0.222 3 热轧圆钢Φ6.5 kg/m 0.260 4 热轧圆钢Φ7 kg/m 0.302 5 热轧圆钢Φ8 kg/m 0.395 6 热轧圆钢Φ9 kg/m 0.499 7 热轧圆钢Φ10 kg/m 0.617 8 热轧圆钢Φ11 kg/m 0.476
2008年主要原材料、半成品及辅料价格分析 一、铅零件、指示器及滤气片 (一)铅零件 铅零件成本主要由材料费和加工费构成。其中**厂材料费主要为铅合金和铜零件(军品)、钢零件(部分端子)、不锈钢零件(侧端子)等材料,由于**厂从我公司购入这些材料和零件与交回成品铅零件时两者费用基本抵消,故从狭义上看,材料费不构成对**厂铅零件价格的影响因素。对**分公司来说,材料费主要是铅合金费用,成本随铅价的波动而变动。 除材料费外影响铅零件价格或者增加采购成本因素主要是加工费,包括管理费用、人员工资等。从大环境来看,2008年工业用水、电费用可能随通货膨胀而上涨,物价水平的上涨和新劳动法带来的用工规范化可能使人工成本提高,因此对加工费而言存在上涨压力。 从**厂情况来看,该厂的民品总供货量受各种因素影响在逐年的减少,使其管理成本占总成本比例增高,利润减少,也对加工费形成上涨压力。同时供货量及利润的减少,使该厂相关管理者的心理落差较大,对提高产品价格(实质即加工费)的欲望逐步增强。预计在年内会在一些品种上(如新定型产品、军品)提出高于我公司预期的价格或涨价要求。 下面对**厂供货量减少因素分析如下 1、现实因素 (1)前几年八车间手工线搬迁至**分公司,**分公司就地供应**
分公司铅零件,使**厂供货量大幅减少; (2)干荷部并入**分公司后,其焊条由**分公司自制,进一步造成了供货量减少。 (3)民品胶壳电池6CQ195计划量(市场需求)的减少,使其相应零件供货量减少; (4)原干荷部及**分公司手工线电池,配套部分已切换至**分公司生产,由于**分公司需要进行开模定型工作,目前暂时仍由**厂供货,使运输费用增加;待**分公司开始供货后,**厂供货量进一步减少; 2、预计将发生的影响因素 (1)压铸铅管的推广已经是一种趋势使**厂铅管供货量减少; (2)**分公司目前生产的品种是否能保留,目前有两种可能: a、据技术部门消息,小型电池新技术品种(36Ah\40Ah等)将继续在**分公司生产; b、公司取消微蓄汽车电池生产,转移至其他非本部制造单元。 (3)随着军品胶改塑的进程,相应零件供货量进一步缩减。 与**厂的情况相对应,**分公司铅零件品种逐步增加,产量逐步加大的同时,投入也相应增加,短期内估计为成本增加因素为主,长期来看则为利好。 为保证供应,避免**厂供货出现问题,以及增加与**厂商谈价格方面的优势而采取的措施也会对成本产生增长的作用,详述如下: a)为避免在**厂转产的情况下,出现铅零件无法供货的情况,需 要**分公司在模具、人员、技术方面针对性投入,做好干荷部、