
弹簧参数及尺寸 三分钟弹簧世界 一、小型圆柱螺旋拉伸弹簧尺寸及参数 1、弹簧的工作图及形式 1.1 工作图样的绘制按GB4459、4规定。 1.2 弹簧的形式分为A型和B型两种。 2、材料弹簧材料直径为0.16~0.45mm,并规定使用GB4357中B组钢丝或YB(T)11中B组钢丝。采用YB(T)11中B组钢丝时,需在标记中注明代号“S”。 3、制造精度弹簧的刚度、外径、自由长度按GB1973规定的3级精度制造。如需按2级精度制造时,加注符号“2”,但钩环开口尺寸均按3级精度制造。 4、旋向弹簧的旋向规定为右旋。如需左旋应在标记中注明“左”。 5、钩环开口弹簧钩环开口宽度a为0.25D~0.35D。注:D为弹簧中径。 6、表面处理 6.1采用碳素弹簧钢丝制造的弹簧,表面一般进行氧化处理,但也可进行镀锌、镀镉、磷化等金属镀层及化学处理。其标记方法应按GB1238的规定。 6.2采用弹簧用不锈钢丝制造的弹簧,必要时可对表面进行清洗处理,不加任何标记。 7、标记 7.1标记的组成弹簧的标记由名称、型式、尺寸、标准编号、材料代号(材料为弹簧用不锈钢丝时)以及表面处理组成。规定如下: 7.2标记示例 例1:A型弹簧,材料直径0.20mm,弹簧中径3.20mm,自由长度8.80mm,左旋,刚度、外径和自由长度的精度为2级,材料为碳素弹簧钢丝B组,表面镀锌处理。 标记:拉簧 A0.20*3.20*8.80-2左 GB1973.2——89-D-Zn 例2:B型弹簧,材料直径0.40mm,弹簧中径5.00mm,自由长度17.50mm,右旋,刚度、外径和自由长度的精度为3级,材料为弹簧用不锈钢丝B组。 标记:拉簧 B0.40*5.00*17.50 GB1973.2--89-S 8、计算依据标准中的计算采用如下基本公式: 切应力(N/mm2):τ=(8PDK)/(πd3) 变形量(mm):F=(8PD3n)/ Gd4 弹簧钢度(N/mm):P′=P/ F=(Gd4)/(8D3n) 曲度系数:K =(4C-1)/(4C-4)+ (0.615)/C 旋转比:C =D/d 自由长度(mm):H。=(n+1.5)d+ 2Dι 弹簧钢丝展开长度(mm):L≈(n + 2)πD 弹簧单件质量(mg):m≈(πd2/4)Lρ 注:ρ为弹簧材料密度,取ρ=7.85mg/mm3。初拉力P的计算公式与初应力τ。的选取范围:P。=(πd3/8D)τ。 ∵ P。=(πd3/8D)π。取π。C≈60, 则:P。=(πd3/8D)·(60/C)=(23.56d4)/D2 式中:D为弹簧的中径。 当选取初拉力时,推荐初拉力τ。值在图A1阴影区域内选取。本标准中的τ。是按照关系式τ。C≈60确定的,即取τ。上下限的近似中点而算出P。值。 二、小型圆柱螺旋压缩弹簧尺寸及参数 1、弹簧的工作图及型式 1.1 工作图样的绘制按GB 4459.4的规定。 1.2 弹簧的形式分为两端圈并紧不模型(YⅡⅠ)和两端圈并紧磨平型(YⅠ)两种。 2、材料弹簧材料直径为0.16 ~ 0.45mm,并规定使用GB4357中B组钢丝或YB(T)11中B组钢丝。当采用YB(T)11中的B组钢丝时,需在标记中注明代号“S”。 3、弹簧如需设置芯轴或套筒时,其尺寸按图3及表1规定。 4、制造精度弹簧的刚度、外径、自由高度按GB1973规定的3级精度制造。如果按2级精度制造时。则加注符号“2”。但两端面对外廓素线的垂直度按3级精度制造。
制动器用截锥形螺旋弹簧设计与制造技术规范(企业标准) 1 主题内容及适用范围 本规范规定了本公司汽车制动器、助力器和各种泵类用冷卷圆截面截锥形螺旋弹簧(简称锥形弹簧)的设计与制造技术。本规范也适合于公司其它类型产品上所使用的锥形弹簧的设计与制造技术。 2 引用标准及文件 ①GB/T 1805 弹簧术语 ②GB/T 1239.2 冷卷圆柱螺旋压缩弹簧技术条件 ③GB/T 4357 碳素弹簧钢丝 ④GB/T 4358 重要用途碳素弹簧钢丝 ⑤YB(T)11 弹簧用不锈钢丝 ⑥QC/T 625 汽车用涂镀层和化学处理 ⑦GB/T 1239.5 圆柱螺旋弹簧抽样检查 ⑧GB 6458 金属覆盖层中性盐雾试验 3 术语和定义 截锥螺旋弹簧:呈截锥状的螺旋弹簧(以下简称为锥形弹簧) 321 锥形弹簧的外形尺寸 32121锥形弹簧的高度 锥形弹簧的高度是指弹簧在无载荷时的高度。 32122 锥形弹簧的总圈数 锥形弹簧的总圈数是指沿弹簧螺旋轴线两端间的螺旋圈数。 32123 锥形弹簧的有效圈数 锥形弹簧的有效圈数是指计算弹簧载荷时的圈数。 32124 锥形弹簧的支承圈 锥形弹簧的支承圈是指端部用于支承或固定弹簧体的簧圈。 32125 锥形弹簧的小端尺寸 锥形弹簧的小端尺寸是指锥形弹簧有效圈小端头的曲率半径(中半径) 32126 锥形弹簧的大端尺寸 锥形弹簧的大端尺寸是指锥形弹簧有效圈大端头的曲率半径(中半径) 322 工作负荷 锥形弹簧工作过程中承受的力称为工作负荷。 323 工作极限负荷 锥形弹簧工作过程中出现的最大负荷称为工作极限负荷。 324 试验负荷 锥形弹簧允许承载的最大负荷称为试验负荷。 325 极限负荷 对应于弹簧材料屈服极限的负荷称为极限负荷。 326立定处理 将热处理后(指最后一次回火处理后)的锥形弹簧压缩到工作极限负荷高度以下,极限负荷以上,连续多次短暂压缩,以达到稳定锥形弹簧几何尺寸为主要目的的一种工艺方法。
压缩弹簧规格都有哪些?压缩弹簧规格主要包括弹簧的线径、外径、重量等信息,在使用前都应详细对照了解。为方便大家查询,世界工厂特汇总压缩弹簧规格一览表,以供参考学习。 压缩弹簧又叫螺旋弹簧,主要作用是承受压力。有圆柱形、圆锥形、中凸形和中凹形以及少量的非圆形等。当收到外载荷时弹簧收缩变形,有储存变形的功能。 弹簧规格一览表 型號外徑內徑自由長定數最大預荷重密荷長彈簧逃 外徑X長度(Φ) (Φ) (mm) 壓孔 量(mm) 直徑 (Φ) TR14.5X20 25 30 35 40 45 50 TR17X25 30 35 40 45 50 60 TR21X30 35 40 45 50 60 70 80 90 100 TR26X40 45 14.5 9 17 11 21 13 20 1.20 10 250.96 12.5 300.73 15 350.63 17.5 400.55 20 450.49 22.5 500.44 25 25 1.60 12.5 30 1.27 15 35 1.09 17.5 400.95 20 450.84 22.5 500.72 25 600.60 30 30 1.47 15 35 1.26 17.5 40 1.05 20 450.93 22.5 500.80 25 600.67 30 700.57 35 800.50 40 900.44 45 1000.40 50 40 2.25 20 45 1.91 22.5 8 10 12 1114 (187.9)16 18 20 10 12 1914 (186.3)16 18 20 23 12 14 16 18 2120 (285.9)23 27 31 34 39 16 18 16 19 23
弹簧公差对照表 圆柱螺旋压簧技术标准 1.弹簧的结构形式及分类:两端圈并紧并磨平,两端圈并紧不磨,两端圈不并紧。 2.极限偏差等级:弹簧特性与尺寸的极限偏差分为1、2、3三个等级,各项目的等级应根 据使用需要分别独立选定。 3.永久变形:将弹簧成品用试验负荷压缩三次后,其永久变形不得大于自由高度的0.3%。 将弹簧成品用试验负荷压缩三次后,测量第二次与第三次压缩后的自由高度变化值。 4.弹簧特性:在指定高度的负荷下,弹簧变形量应在试验负荷下变形量的20-80%之间。要 求1级精度时,弹簧在指定高度负荷下的变形量应在4mm以上。 5.弹簧刚度:在特殊需要时采用,其变形量应在试验负荷下变形量30-70%之间。 6.尺寸及极限偏差: 1)弹簧外径或内径 2)弹簧自由高度 3)弹簧总圈数(当弹簧有特性要求时,总圈数作为参考) 4)弹簧垂直度
5)指定高度时的负荷P的极限偏差 6)弹簧刚度P′的极限偏差 7)节距:等节距的弹簧在压缩到全变形量的80%时,其正常节距圈不得接触。 8)压并高度:对端面磨削约3/4圈的弹簧,当需要规定压并高度时计算Hb=n1×dmax 9)端面磨削:两端圈并紧并磨平的弹簧支承圈磨平部分大于或等于3/4圈,其粗造度12.5,端头厚度不小于1/8d。 二、圆柱螺旋拉伸弹簧技术标准 1.弹簧的结构形式及分类:半圆钩环,圆钩环,圆钩环压中心,偏心圆钩环,长臂半圆钩环,长臂 小圆钩环,可调试拉簧,两端具有可转钩环(另外还可分为德式钩和英式钩)。 2.极限偏差等级:弹簧特性与尺寸的极限偏差分为1、2、3三个等级,各项目的等级应根据使用需 要分别独立选定。 3、弹簧特性:在指定高度的负荷下,弹簧变形量应在试验负荷下变形量的20-80%之间。要求1级精度时,弹簧在指定高度负荷下的变形量应在4mm以上。 4、弹簧刚度:在特殊需要时采用,其变形量应在试验负荷下变形量30-70%之间。 5、尺寸及极限偏差: 1)弹簧外径
弹簧钢丝的标准及用途牌号 摘要我国弹簧纲丝标准是参照ISO和JIS制订的,本文以ISO和JIS为依据,分析了弹簧纲丝现行国家标准和行业标准的适用范围,各组别之间隐含的的差别,对弹簧钢丝的生产和使用都有参考价值。 关键词弹簧钢丝、标准、适用范围 弹簧是机械行业和日常生活中最常用的零件,弹簧主要作用是利用自身形变时所储存的能量来缓和机械或零部件的震动和冲击、控制机械或零部件的运动。 1、弹簧钢丝的使用特性和用途 弹簧在弹性范围内使用,卸载后应回复到原来位置,希望塑性变形越小越好,因此钢丝应具有高的弹性极限,屈服强度和抗拉强度。屈强比越高,弹性极限就越接近抗拉强度,因而越能提高强度利用率,制成的弹簧弹力越强。 弹簧依靠弹性变形吸收冲击能量,所以弹簧钢丝不一定要有很高的塑性,但起码要有能承受弹簧成型的塑性,以及足够的能承受冲击能量的韧性。 弹簧通常在交变应力作用下长期工作,因此要有很高的疲劳极限,以及良好的抗蠕变和抗松弛性能。 在特定环境中使用的弹簧,对钢丝还会有一些特殊要求,例如:在腐蚀介质中使用的弹簧,必须有良好的抗腐蚀性能。精密仪器中使用的弹簧,应具有长期稳定性和灵敏性,温度系数要低,品质因素要高,后效作用要小,弹性模量要恒定。在高温条件下工作的弹簧,要求在高温时仍能保持足够的弹性极限和良好的抗蠕变性能等。 此外,还应考虑弹簧钢丝的成形工艺和热处理工艺。冷拉弹簧钢丝和油淬火回火弹簧钢丝都以供货状态钢丝直接绕制弹簧,弹簧成形后经消除应力处理直接使用。冷拉弹簧钢丝的抗拉强度要略高于油淬火回火钢丝。大规格冷拉钢丝弹力太大,绕制弹簧很困难,所以冷拉弹簧钢丝使用规格一般小于8.0mm,油淬火回火钢丝使用规格一般小于13.0mm。实际上直径13.0mm弹簧多选用轻拉状态弹簧钢丝,冷拉绕制成形后再淬回火使用。直径15.0mm以上钢丝大多采用加热绕制工艺制簧。 弹簧根据运行状态可分为静态簧和动态簧。静态弹簧指服役期振动次数有限的弹簧,如安全阀弹簧,弹簧垫,秤盘弹簧,定载荷弹簧,机械弹簧,手表游丝等。动态弹簧指服役期振动次数达1×106次以上的弹簧,如发动机阀门弹簧,车辆悬挂簧,防震弹簧,联轴器弹簧,电梯缓冲弹簧等。静态弹簧选材时主要考虑抗拉强度和稳定性,动态弹簧选材时主要考虑疲劳,松弛及共振性能。 弹簧根据负荷状况可分为轻载荷、一般载荷和重载荷三种状态。轻载荷指承受静态应力,应力较低,变形量较小的弹簧,如安全装置用弹簧,吸收振动用弹簧等。设计使用寿命103~104次。 一般载荷指设计寿命105~106次,在振动频率300次/min条件下使用的普通弹簧。在许用应力范围内,寿命保证1×106次,载荷应力越低,寿命越长。 重载荷指长时间工作、振动频繁的弹簧。如阀门弹簧,空气锤、压力机、液压控制器弹簧,其载荷较高,常常在低于许用应力10%左右使用,使用寿命大于1×106次,通常为107次。 弹簧选材的原则是:首先满足功能要求,其次是强度要求,最后才考虑经济性。 碳素弹簧钢是弹簧钢中用途广泛,用量最大的钢类。钢中含0.60%~0.90%的碳和0.3%~1.20%的锰,不再添加其它合金元素,使用成本相对较低。碳素弹簧钢丝经适当的加工或热
弹簧规格表_new 弹簧规格表 弹簧使用次数和压缩比的关系 使用100万次使用50万次使用30万次色别 (压缩比:占自由高度的%) 较小 40.0 45.0 50.0 黄色Yellow 轻 32.0 36.0 40.0 蓝色Blue 荷重中 25.6 28.8 32.0 红色Red 种类重19.2 21.6 24.0 绿色Green 超重 16.0 18.0 棕色Brown 弹簧几何尺寸及负荷公差 外径D(mm) 内径D(mm) 自由高度H 0 ?50(mm) 自由高度H 0 ?50(mm) 负荷P N (N) 旋向 0.0 +0.7 ?0.5 ?10%H 0 ?10%P N 右 -0.7 +0.1 弹簧最大压缩量 种类最大压缩度 较小荷重自由高度×58, 轻荷重自由高度×48, 中荷重自由高度×38, 重荷重自由高度×28, 超重荷重自由高度×24, 弹簧规格表-KH重荷重 KH 重荷重 Heavy Load
外径内径自由长定数 30万 50万 100万产品 Outer Inner Free Spring 0.3million 0.5million 1million 编号 Dia. Dia. Length Const. 压缩量(mm) 荷重(kgf) 压缩量(mm) 荷重(kgf) 压缩量(mm) 荷重(kgf) (mm) (mm) (mm) (kgf/mm) KH08x15 15 5.83 3.6 3.2 2.9 20 20 4.38 4.8 4.3 3.8 25 25 3.50 6.0 5.4 4.8 30 30 2.92 7.2 6.5 5.8 35 35 2.50 8.4 7.6 6.7 8 4 21 19 17 40 40 2.19 9.6 8.6 7.7 45 45 1.94 10.8 9.7 8.6 50 50 1.75 12.0 10.8 9.6 55 55 1.59 13.2 11.9 10.6 60 60 1.46 14.4 13.0 11.5 KH10x20 10 5 20 6.25 4.8 30 4.3 27 3.8 24 25 25 5.00 6.0 5.4 4.8 30 30 4.17 7.2 6.5 5.8 35 35 3.57 8.4 7.6 6.7 40 40 3.12 9.6 8.6 7.7 45 45 2.78 10.8 9.7 8.6 50 50 2.50 12.0 10.8 10.0 55 55 2.27 13.2 11.9 10.6 60 60 2.08 14.4 13.0 11.5 KH12x20 20 8.96 4.8 4.3 3.8 25 25 7.17 6.0 5.4 4.8 30 30 5.97 7.2 6.5 5.8 35 35 5.12 8.4 7.6 6.7 40 12 6 40 4.48 9.6 43 8.6 38 7.7 34 45 45 3.98 10.8 9.7 8.6 50 50 3.58 12.0 10.8 10.0 55 55 3.26 13.2 11.9 10.6 60 60 2.99 14.4 13.0 11.5 KH14x25 25 9.83 6.0 5.4 4.8 30 30 8.19 7.2 6.5 5.8 35 35 7.02 8.4 7.6 6.7 40 40 6.15 9.6 8.6 7.7 45 45 5.46 10.8 9.7 8.6 14 7 59 53 47 50 50 4.92 12.0 10.8 10.0 55 55 4.47 13.2 11.9 10.6 60 60 4.10 14.4 13.0 11.5 65 65 3.78 15.6 14.0 12.5 70 70 3.51 16.8 15.1 13.4 KH16x25 25 12.83 6.0 5.4 4.8 30 30 10.69 7.2 6.5 5.8 35 35 9.17 8.4 7.6 6.7 40 40 8.02 9.6 8.6 7.7 45 45 7.13 10.8 9.7 8.6 50 50 6.42 12.0 10.8 9.6 16 8 77 69 62 55 55 5.83 13.2 11.9 10.6 60 60 5.35 14.4 13.0 11.5 65 65 4.94 15.6 14.0 12.5 70 70 4.58 16.8 15.1 13.4 75 75 4.28 18.0 16.2 14.4 80 80 4.01 19.2
日本工业标准JIS标准—代号名称对照表【中文版】 招聘(广告) 管理提醒: 本帖被tuzi123执行锁定操作(2007-05-12) JISB0001ERRATUM1-2000机械工程技术制图(勘误1) JISB0001-2000机械工程技术制图 JISB0002-1-1998技术制图.螺纹和螺纹部件.第1部分:通用规范JISB0002-2-1998技术制图.螺纹和螺纹部件.第2部分:螺纹嵌镶件 JISB0002-3-1998技术制图.螺纹和螺纹部件.第3部分:简化表示JISB0003-1989齿轮的制图室实施规范 JISB0004-1995技术制图.弹簧画法 JISB0005-1-1999技术绘图.滚动轴承.第1部分:一般简化图解JISB0005-2-1999技术绘图.滚动轴承.第2部分:细节简化图解JISB0006-1993技术制图.花键和锯齿形花键的画法 JISB0011-1-1998技术制图.管道的简化表示法.第1部分:通则和正交表示法 JISB0011-2-1998技术制图.管道的简化表示法.第2部分:等角投影 JISB0011-3-1998技术制图.管道的简化表示法.第3部分:通风和排水系统终端部件 JISB0021-1998产品几何量技术规范(GPS).几何公差.形状、方
向、位置和偏转公差 JISB0022-1984几何公差的基准及基准系统 JISB0023-1996技术制图.几何公差.最大和最小的实体公差要求JISB0024-1988技术制图.公差表示的基本原则 JISB0025-1998机械制图.几何公差.位置公差 JISB0026-1998技术制图.尺寸和公差.非钢性部件 JISB0027-2000技术制图.剖面的尺寸和公差表示 JISB0028-2000技术制图.尺寸和公差表示.锥形 JISB0029-2000技术制图.方向和位置的公差表示.突出公差带JISB0031-2003产品几何量技术规范(GPS).技术产品文献表面结构标注方法 JISB0041-1999技术绘图.中心孔简化图解 JISB0090-10-2001光学元件和系统图的绘制.第10部分:表示透镜元件数据的表 JISB0090-11-2001光学元件和系统图的绘制.第11部分:不包含公差的数据 JISB0090-1-2001光学元件和系统图的绘制.第1部分:总则JISB0090-12-2001光学元件和系统图的绘制.第12部分:非球型表面 JISB0090-2-2001光学元件和系统图的绘制.第2部分:材料缺陷.应力双折射 JISB0090-3-2001光学元件和系统图的绘制.第3部分:材料缺陷.
D d t t'H h0h0/t f=0.25h0f=0.50h0f=0.75h0f=1.00h0kgs/1000pcs 外径内径厚度高度F/N F/N F/N F/N公斤/1000片 6 3.20.30.450.150.545841191530.044 8 3.20.20.40.21122026300.064 8 3.20.30.550.250.8346791041260.099 8 3.20.40.60.20.5691301862380.133 8 3.20.50.70.20.41282463574650.166 C8 4.20.20.450.25 1.25213339420.057 B8 4.20.30.550.250.8352891181420.086 A8 4.20.40.60.20.5781472102690.114 碟形弹簧规格表
10 3.20.30.650.35 1.175182981080.166 10 3.20.40.70.30.75751331792200.221 10 3.20.50.850.350.71652964045000.277 10 4.20.40.70.30.75791401892320.203 10 4.20.50.750.250.51102062943770.254 10 4.20.60.850.250.421823475026520.304 C10 5.20.250.550.3 1.2304858630.112 B10 5.20.40.70.30.75881552092570.18 A10 5.20.50.750.250.51222283254180.225 12 4.20.40.80.41851411782060.311 12 4.20.50.90.40.81432493314020.389 12 4.20.610.40.672244055576940.467 12 5.20.50.90.40.81502633504240.36 12 5.20.60.950.350.581963615066410.432 12 6.20.50.850.350.71342393264040.325 12 6.20.60.950.350.582143945526990.39 12.5 5.20.50.850.350.71112002703370.382 C12.5 6.20.350.80.45 1.29841301511600.254 B12.5 6.20.50.850.350.71202152933630.363 A12.5 6.20.710.30.432394576608550.508 C147.20.350.80.45 1.29681061231310.311 B147.20.50.90.40.81202102793380.444 A147.20.8 1.10.30.3828454779710400.711
压缩气弹簧(gas spring)技术条件国家行业标准 压缩气弹簧技术条件 JB/T 8064.1-1996,压缩气弹簧(gas spring)技术条件国家行业标准,压缩气弹簧行业标准,压缩气弹簧,压缩气压杆,压缩支撑杆,在线企鹅:4-7-2-1-8-4-5-8-1. 中华人民共和国机械工业部 1996-10-03 发布 1997-07-01 实施 1 范围 本标准规定了压缩气弹簧(以下简称气弹簧)的术语、标记、技术要求、试验方法、检验规则、标志和包装、运输、贮存等。 本标准适用于充入氮气或惰性气体为工作介质的气弹簧。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB/T 1771—91 色漆和清漆耐中性盐雾性能的测定 GB 1800—79 公差与配合总论标准公差与基本偏差 GB/T 2348—93 液压气动系统及元件缸内径及活塞杆外径 GB 2349—80 液压气动系统及元件缸活塞行程系列 GB 2828—87 逐批检查计数抽样程序及抽样表(适用于连续批的检查) GB 6458—86 金属覆盖层中性盐雾试验(NSS 试验) GB 6461—86 金属覆盖层对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级 GB/T 13913—92 自催化镍–磷镀层技术要求和试验方法 JB 2864—81 汽车用电镀层和化学处理 JB/Z 111—86 汽车油漆涂层 3 型式 3.1 气弹簧的外形示意图及力–位移曲线见图1。 图1 3.2 气弹簧接头推荐使用型式见图2。 图2 4 气弹簧术语、符号、定义 气弹簧的术语、符号和定义见表 1。 表1 术语符号单位定义或说明 缸筒外径 D2 mm 气弹簧缸筒外径 活塞杆直径 D mm 气弹簧活塞杆直径 伸展长度 L mm 气弹簧活塞杆自由伸展至极限位置时两连接件中心距离行程 S mm 活塞杆从伸展状态压缩到最小安装尺寸时的轴向位移 一次循环活塞杆按规定的行程压缩和伸展一次 伸展速度υ mm/s 活塞杆从规定的行程的末端到初始位置自由伸展的平均速度 启动力 F0 N 气弹簧在伸展状态保持一定时间后开始压动活塞杆所需要的外力 气动阻尼段活塞杆伸展过程中从D 到M活塞运动受气体阻尼作用的区域
弹簧标准精选(最新) G1239.1《GB/T 1239.1-2009 冷卷圆柱螺旋弹簧技术条件第1部分:拉伸弹簧》G1239.2《GB/T 1239.2-2009 冷卷圆柱螺旋弹簧技术条件第2部分:压缩弹簧》G1239.3《GB/T 1239.3-2009 冷卷圆柱螺旋弹簧技术条件第3部分:扭转弹簧》G1358《GB/T 1358-2009 圆柱螺旋弹簧尺寸系列》 G1805《GB/T1805-2001 弹簧术语》 G1972《GB/T1972-2005 碟形弹簧》 G1973.1《GB/T 1973.1-2005 小型圆柱螺旋弹簧技术条件》 G1973.2《GB/T 1973.2-2005 小型圆柱螺旋拉伸弹簧尺寸及参数》 G1973.3《GB/T 1973.3-2005 小型圆柱螺旋压缩弹簧尺寸及参数》 G2088《GB/T 2088-2009 普通圆柱螺旋拉伸弹簧尺寸及参数》 G2089《GB/T 2089-2009 普通圆柱螺旋压缩弹簧尺寸及参数(两端圈并紧磨平或 制扁)》32.20 G2940《GB/T 2940-2005 柴油机用喷油泵、调速器、喷油器弹簧技术条件》 G5218《GB/T5218-1999 合金弹簧钢丝》 G13828《GB/T 13828-2009 多股圆柱螺旋弹簧》 G16947《GB/T 16947-2009 螺旋弹簧疲劳试验规范》 G18983《GB/T18983-2003 油淬火-回火弹簧钢丝》 G19844《GB/T 19844-2005 钢板弹簧》 G23934《GB/T 23934-2009 热卷圆柱螺旋压缩弹簧技术条件》 G23935《GB/T 23935-2009 圆柱螺旋弹簧设计计算》 G25750《GB/T 25750-2010 可锁定气弹簧技术条件》 G25751《GB/T 25751-2010 压缩气弹簧技术条件》 G28269《GB/T 28269-2012 座椅用蛇形弹簧技术条件》 G30817《GB/T 30817-2014 冷卷截锥螺旋弹簧技术条件》 G31214.1《GB/T 31214.1-2014 弹簧喷丸第1部分:通则》 GJ3527《GJB3527-1999 弹簧用高温合金冷拉丝材规范》 GJ5259《GJB5259-2003 航空用合金弹簧钢丝规范》 GJ5260《GJB5260-2003 航空用碳素弹簧钢丝规范》 HB3-51《HB3-51~53-2008 碳素、合金钢丝制圆柱螺旋压缩弹簧》 HB3-54《HB3-54~55-2008 碳素、合金钢丝制圆柱螺旋拉伸弹簧》 HB3-56《HB3-56-2008 碳素、合金钢丝制圆柱螺旋压缩拉伸弹簧规范》 H240《HB/Z240-1993 琴钢丝制圆柱螺旋压缩、拉伸弹簧的设计与制造》 H358《HB/Z358-2005 航空钢弹簧制件热处理》 H8284《HB 8284-2002 弹簧按钮》 H8286《HB 8286-2002 圆形弹簧卡圈》 H8291《HB 8291-2002 压缩弹簧》 H8292《HB 8292-2002 压缩弹簧和拉伸弹簧规范》 WJ760《WJ760-1997 兵器用蝶形弹簧规范》 WJ2674《WJ 2674-2005 小口径火炮用环形弹簧规范》 J3338《JB/T 3338-2013 液压件圆柱螺旋压缩弹簧技术条件》 J6653《JB/T 6653-2013 扁形钢丝圆柱螺旋压缩弹簧》 J6654《JB/T6654-1993 平面涡卷弹簧技术条件》
标准件及常用件 在各种机器和设备上,经常用到螺栓、螺柱、螺钉、螺母、键、销、齿轮、弹簧、滚动轴承等各种不同的零件。这些零件的应用范围广,使用量很大,为了提高产品质量和降低成本,国家标准对这类零件的结构、尺寸和技术要求实行全部或部分标准化。实行全部标准化的零件,称为标准件;实行部分标准化的零件,称为常用件。在绘图时,对它们的结构和形状,可根据相应的国家标准所规定的画法、代号和标记,进行绘图和标注。如图6-1为一齿轮油泵的零件分解图,它是柴油机润滑系统的一个部件,在组成该部件的零件中,销、螺栓、螺母、垫圈、键、轴承等属于标准件,齿轮、弹簧属于常用件。 本章主要介绍标准件和常用件的基本知识、规定画法、代号、标注及查表方法。 图6-1齿轮油泵 6.1 螺纹和螺纹紧固件 6.1.1 螺纹的形成和螺纹的要素 1.螺纹的形成和加工方法 螺纹是指在圆柱(或圆锥)表面上,沿着螺旋线所形成的具有相同断面的连续凸起和凹陷的沟槽。在圆柱面上形成的螺纹为圆柱螺纹;在圆锥面上形成的螺纹为圆锥螺纹。在零件外表面加工的螺纹称外螺纹;在零件孔腔内加工的螺纹称内螺纹。 螺纹的加工方法很多,如图6-2a、b是在车床上加工内、外螺纹的情况,它是根据螺旋线原理加工而成。圆柱形工件作等速旋转运动,车刀与工件相接触作等速的轴向移动,刀尖相对工件即形成螺旋线运动。由于刀刃的形状不同,在工件表面被切去部分的断面形状也不
同,所以可加工出各种不同的螺纹。图6-2c、d表示用板牙或丝锥加工直径较小的螺纹,俗称套扣或攻丝。 a)b) c) d) 图6-2 螺纹加工方法 a)车外螺纹b)车内螺纹c)套外螺纹d)攻内螺纹 2.螺纹要素 (1)牙型牙型是指在通过螺纹轴线的断面上,螺纹的轮廓形状。其凸起部分称为螺纹的牙,凸起的顶端称为螺纹的牙顶,沟槽的底部称为螺纹的牙底。常见的螺纹牙型有三角形、梯形、锯齿形和矩形等,如图6-3所示。国标对标准牙型规定了标记符号,见表6-1。 a) b) c) d) 图6-3螺纹的牙型
其时我们弹簧厂好多做的是非标弹簧,根本用不上国标,客户需要什么弹簧你按客户要求来做,建议你去888弹簧网上去了解. 弹簧处理工艺: 整定处理: 又称“立定处理”。将热处理后的压缩弹簧压缩到工作极限载荷下的高度或压并高度(拉伸弹簧拉伸到工作极限载荷下的长度,扭转弹簧扭转到工作极限扭转角),一次或多次短暂压缩(拉伸、扭转)以达到稳定弹簧几何尺寸为主要目的的一种工艺方法。 加温整定处理: 又称“加温立定处理”。在高于弹簧工作温度条件下的立定处理。 强压处理: 将压缩弹簧压缩至弹簧材料表层产生有益的与工作应力反向的残余应力,以达到提高弹簧承载能力和稳定几何尺寸的一种工艺方法。(另一种是加温强压处理,这类弹簧主要适用在温控器及过载保护器中) 强拉处理: 将拉伸弹簧拉伸至弹簧材料表面产生有益的与工作应力反向的残余应力,以提高弹簧承载能力和稳定其几何尺寸的一种工艺方法。 弹簧常用符号和单位: A——弹簧材料截面面积(mm²);当量弯曲刚度(N/mm);系数 a——距形截面材料垂直于弹簧轴线的边长(mm);系数 B——平板的弯曲刚度(N/mm);系数 b——高径比;距形截面材料平行于弹簧轴线的边长(mm);系数 C——螺旋弹簧旋绕比;碟簧直径比;系数 D——弹簧中径(mm) D1——弹簧内径(mm) D2——弹簧外径(mm) d——弹簧材料直径(mm) E——弹簧模量(MPa) F——弹簧的载荷(N) F'——弹簧的刚度 Fj——弹簧的工作极限载荷(N) Fo——圆柱拉伸弹簧的初拉力(N) Fr——弹簧的径向载荷(N) F'r——弹簧的径向刚度(N/mm) Fs——弹簧的试验载荷(N) f——弹簧的变形量(mm) fj——工作极限载荷Fj下的变形量(mm) fr——弹簧的静变形量(mm) fs——试验载荷Fs下弹簧的变形量(mm);线性静变形量(mm) fo——拉伸弹簧对应于处拉力Fo的假设变形量(mm); 膜片的中心变形量(mm) G——材料的切变模量(MPa) g——重力加速度,g=9800mm/s²
日本J I S B 2 7 0 4 ~ 2 7 0 9 弹簧设计公差弹簧特性的许容差: 一.冷间成形压缩线圈弹簧的寸法及弹簧的特性许容差。 项目许容差或范围 、r ?—r、/ * ,t r. r 八w ,—尸一- I /、i > ( a )有指定的弹簧特性时要做为参考值 ( b)没指定弹簧特性时要参考次表. 自由高度: D/d : 1 级 2 级 3 级 4以上8以下± 1.0% ± 2.0% ± 3.0% 最小± 0.2mm 最小± 0.5mm 最小± 0.7mm 8以上15以下± 1.5% ± 3.0% ± 4.0% 最小± 0.5mm 最小± 0.7mm 最小± 0.8mm 15以上22 以下± 2.0% ± 4.0% ± 6.0% 最小± 0.6mm 最小± 0.8mm 最小± 1.0mm 线圈直径是内径或外径的选那一方规定, 其数值是按照如下表 D/d : 1 级 2 级 3 级 4以上8以下± 1.0% ± 1.5% ± 2.5% 最小± 0.15mm 最小± 0.2mm 最小± 0.4mm 8以上15以下± 1.5% ± 2.0% ± 3.0% 最小± 0.2mm 最小± 0.3mm 最小± 0.5mm 15以上22 以下± 2.0% ± 3.0% ± 4.0% 最小± 0.3mm 最小± 0.5mm 最小± 0.7mm 总卷数: (a)有指定的弹簧特性时要做为参考值. (b)没指定弹簧特性时要参考次表(20T以下,土1/4T). 进行端面研削弹簧的线圈外侧面面的倾斜许容限度如下表: 等级 1 级 2 级 3 级 线圈外侧面倾斜:0.05H0(1.15 °) 0.05H0(2.9 °) 0.08H0(4.6 °) 注:H。:自由高度 括弧内的倾斜角度 弹簧特性: 指定:弹簧特性是要把指定高度时的荷重指定, 但是需要弹簧定数时, 也可以指定这个公差. 指定长度的荷重: 有效圈数 1 级 2 级 3 级
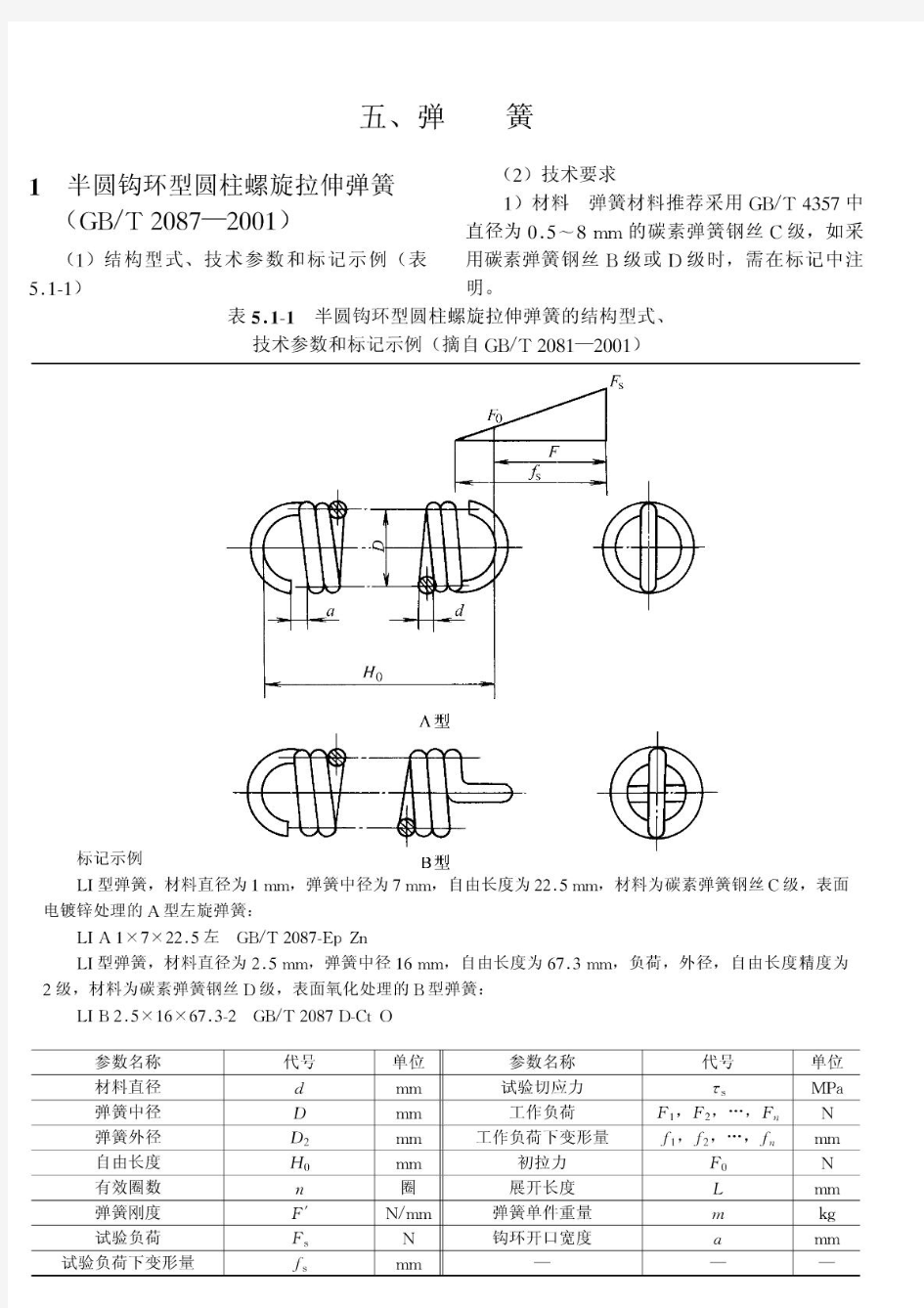
弹簧国家标准一览 中国的弹簧标准化工作始于60年代初期,至今已40多年历史,已经形成了较为完善的标准体系,目前已有弹簧国家标准22项、行业标准30项。1999年由国家质检总局批准成立全国弹簧标准化技术委员会(SAC/TC235),弹簧标准化工作得以全面推进。2004年国际上成立了ISO/TC 227(弹簧),我国以成员身份参与工作,这标志着中国弹簧标准化工作进入了新的阶段,即;全面跟踪、实质性参与工作阶段。 -------------------------------------弹簧标准目录: GB/T 1239.2-1989 冷卷圆柱螺旋压缩弹簧技术条件 GB/T 1239.3-1989 冷卷圆柱螺旋扭转弹簧技术条件 GB/T 1239.4-1989 热卷圆柱螺旋弹簧技术条件 GB/T 1239.6-1989 圆柱螺旋弹簧设计计算 GB/T 1973.1-1989 小型圆柱螺旋弹簧技术条件 GB/T 1973.2-1989 小型圆柱螺旋拉伸弹簧尺寸及参数 GB/T 1973.3-1989 小型圆柱螺旋压缩弹簧尺寸及参数 GB/T 2087-2001 圆柱螺旋拉伸弹尺寸及参数(半圆钩环型) GB/T 2088-1997 圆柱螺旋拉伸弹(圆钩环压中心型)尺寸及参数 GB/T 2089-1994 圆柱螺旋压缩弹簧(两端并紧磨平或锻平型)尺寸及参数 GB/T 4142-2001 圆柱螺旋拉伸弹尺寸及参数(圆钩环型) GB/T 2785-1988 内燃机气门弹簧技术条件 GB/T 2940-1982 柴油机用喷油泵、调速器、喷油器弹簧技术条件 GB/T 4036-1983 手表发条 GB/T 4037-1983 手表游丝
齿轮精度等级、公差的说明 名词解释: 齿轮及齿轮副规定了12个精度等级,第1级的精度最高,第12级的精度最低。齿轮副中两个齿轮的精度等级一般取成相同,也允许取成不相同。齿轮的各项公差和极限偏差分成三个组齿轮各项公差和极限偏差的分组 -------------------------------------- 齿轮及齿轮副规定了12个精度等级,第1级的精度最高,第12级的精度最低。齿轮副中两个齿轮的精度等级一般取成相同,也允许取成不相同。齿轮的各项公差和极限偏差分成三个组齿轮各项公差和极限偏差的分组-------------------------------------------------------------------------------- 公差组公差与极限偏差项目误差特性对传动性能的主要影响ⅠFi′、FP、FPk Fi″、Fr、Fw 以齿轮一转为周期的误差传递运动的准确性Ⅱfi′、fi″、ff ±fPt、±fPb、ff β在齿轮一周内,多次周期地重复出现的误差传动的平稳性,噪声,振动ⅢFβ、Fb、±FPx 齿向线的误差载荷分布的均匀性根据使用的要求不同,允许各公差组选用不同的精度等级,但在同一公差组内,各项公差与极限偏差应保持相同的精度等级。齿轮传动精度等级的选用 -------------------------------------------------------------------------------- 机器类型精度等级机器类型精度等级测量齿轮3~5 一般用途减速器6~8 透平机用减速器3~6 载重汽车6~9 金属切削机床3~8 拖拉机及轧钢机的小齿轮6~10 航空发动机4~7 起重机械7~10 轻便汽车5~8 矿山用卷扬机8~10 内燃机车和电气机车5~8 农业机械8~11 关于齿轮精度等级计算的问题 某通用减速器中有一对直齿圆柱齿轮副,模数m=4mm,小齿轮z1=30,齿宽b1=40mm,大齿轮2的齿数z2=96,齿宽b2=40mm,齿形角α=20o。两齿轮的材料为45号钢,箱体材料为HT200,其线胀系数分别为α齿=11.5310-6K-1, α箱=10.5310-6K-1,齿轮工作温度为t齿=60oC,箱体工作温度t箱=30oC,采用喷油润滑,传递最大功率7.5KW,转速n=1280r/min,小批生产,试确定其精度等级、检验项目及齿坯公差,并绘制齿轮工作图。 回答你的问题: 1、齿轮精度主要是控制齿轮在运转时齿轮之间传递的精度,比如:传动的平稳性、瞬时速度的波动性、若有交变的反向运行,其齿侧隙是否达到最小,如果有冲击载荷,应该稍微提高精度,从而减少冲击载荷带给齿轮的破坏。 2、如果以上这些设计要求比较高,则齿轮精度也就要定得稍高一点,反之可以定得底一点 3、但是,齿轮精度定得过高,会上升加工成本,需要综合平衡 4、你上面的参数基本上属于比较常用的齿轮,其精度可以定为:7FL,或者7-6-6GM 精度标注的解释: 7FL:齿轮的三个公差组精度同为7级,齿厚的上偏差为F级,齿厚的下偏差为L级 7-6-6GM:齿轮的第一组公差带精度为7级,齿轮的第二组公差带精度为6级,齿轮的第三组公差带精度为6级,齿厚的上偏差为G级,齿厚的下偏差为M级 5、对于齿轮精度是没有什么计算公式的,因为不需要计算,是查手册得来的。 6、精度等级的确定是工程师综合分析的结果,传动要求精密、或者是高负载、交变负载……就将精度等级定高一点
J I S弹簧设计公差标准Last revision on 21 December 2020
日本JIS B 2704~2709弹簧设计公差弹簧特性的许容差: 一.冷间成形压缩线圈弹簧的寸法及弹簧的特性许容差。 项目许容差或范围 (a)有指定的弹簧特性时要做为参考值. (b)没指定弹簧特性时要参考次表. 自由高度: D/d: 1级 2级 3级 4以上8以下±% ±% ±% 最小±0.2mm 最小±0.5mm 最小±0.7mm 8以上15以下±% ±% ±% 最小±0.5mm 最小±0.7mm 最小±0.8mm 15以上22以下±% ±% ±% 最小±0.6mm 最小±0.8mm 最小±1.0mm 线圈直径是内径或外径的选那一方规定,其数值是按照如下表 D/d: 1级 2级 3级 4以上8以下±% ±% ±% 最小±0.15mm 最小±0.2mm 最小±0.4mm 8以上15以下±% ±% ±% 最小±0.2mm 最小±0.3mm 最小±0.5mm 15以上22以下±% ±% ±% 最小±0.3mm 最小±0.5mm 最小±0.7mm
总卷数: (a)有指定的弹簧特性时要做为参考值. (b)没指定弹簧特性时要参考次表(20T以下,±1/4T). 进行端面研削弹簧的线圈外侧面面的倾斜许容限度如下表: 等级 1级 2级 3级 线圈外侧面倾斜:°) °) °) 注:H。:自由高度 括弧内的倾斜角度 弹簧特性: 指定:弹簧特性是要把指定高度时的荷重指定,但是需要弹簧定数时,也可以指定这个公差. 指定长度的荷重: 有效圈数 1级 2级 3级 3以上10以下±5% ±10% ±15% 10以上±4% ±8% ±12% 指定高度时的荷重是这时的垂度是规定于试验荷重时的垂度20~80%之间. 弹簧定数: D/d: 1级 2级 3级 3以上10以下±5% ±10% ±15% 10以上±4% ±8% ±12% 弹簧定数是在於试验荷重时的垂度30~70%之间的2个荷重点,按照荷重的差和垂度的差来规定.
标准公差表 线性和角度尺寸未注公差 根据国际标准,以下为线性尺寸未注公差的公差表。 这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于: ?线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; ?角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); ?机加工组装件的线性和角度尺寸。 这些极限偏差不适用于:
?已有其他一般公差标准规定的线性和角度尺寸; ?括号内的参考尺寸; ?矩形框格内的理论正确尺寸。 形状位置公差 零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差。 形状公差 形状公差是指单一实际要素的形状所允许的变动全量。 形状公差用形状公差带表达。形状公差带包括公差带形状、方向、位置和大小等四要素。 形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。 位置公差
位置公差是指关联实际要素的位置对基准所允许的变动全量。 定向公差 定向公差是指关联实际要素对基准在方向上允许的变动全量。这类公差包括平行度、垂直度、倾斜度3项。 定位公差 定位公差是关联实际要素对基准在位置上允许的变动全量。这类公差包括同轴度、对称度、位置度3项。 跳动公差 跳动公差是以特定的检测方式为依据而给定的公差项目。跳动公差可分为圆跳动与全跳动。零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下表。 分类项 目 符号简要描述 形状公差直 线 度 直线度是表示零件 上的直线要素实际形 状保持理想直线的状 况。也就是通常所说 的平直程度。 直线度公差是实际 线对理想直线所允许 的最大变动量。也就 是在图样上所给定 的,用以限制实际线 加工误差所允许的变 动范围。 平 面 度 平面度是表示零件 的平面要素实际形 状,保持理想平面的 状况。也就是通常所 说的平整程度。 平面度公差是实际 表面对平面所允许的 最大变动量。也就是 在图样上给定的,用 以限制实际表面加工 误差所允许的变动范 围。 圆 度 圆度是表示零件上 圆的要素实际形状, 与其中心保持等距的 情况。即通常所说的 圆整程度。 圆度公差是在同一 截面上,实际圆对理 想圆所允许的最大变 分 类 项 目 符号简要描述 位 置 公 差 定 向 平 行 度 平行度是表示零 件上被测实际要素 相对于基准保持等 距离的状况。也就 是通常所说的保持 平行的程度。 平行度公差是: 被测要素的实际方 向,与基准相平行 的理想方向之间所 允许的最大变动 量。也就是图样上 所给出的,用以限 制被测实际要素偏 离平行方向所允许 的变动范围。 垂 直 度 垂直度是表示零 件上被测要素相对 于基准要素,保持 正确的90°夹角状 况。也就是通常所 说的两要素之间保 持正交的程度。 垂直度公差是: 被测要素的实际方 向,对于基准相垂 直的理想方向之 间,所允许的最大 变动量。也就是图 样上给出的,用以 限制被测实际要素 偏离垂直方向,所