薄板坯连铸连轧铁素体+珠光体类型钢的强化与软化
- 格式:ppt
- 大小:8.93 MB
- 文档页数:22
《连续铸钢操作与控制》课程标准一、课程性质和任务本课程是钢铁智能冶金技术专业的专业核心课程。
《连续铸钢操作与控制》是培养冶金行业从事连铸技术工作的必修课。
课程以连续铸钢生产的全过程为工作对象,面向的主要岗位包括大包浇注、中包浇注、连铸主控、连铸切割、铸坯质检等,主要培养学生在充分掌握连铸理论的前提下,能对主要岗位进行正确操作,运用所学理论知识解决连铸生产复杂问题,能够进行连铸坯质量控制、产品设计、工艺设计,以及具有连铸技术创新与应用等专业能力,同时注重培养学生的社会能力和职业素养,使学生成长为有能力的连铸人才。
二、课程教学目标本课程是为培养和提高学生具备专业能力、方法能力、社会能力。
(一)知识教学目标:(1)掌握连续铸钢生产技术的国内外发展概况与特点;(2)掌握连续铸钢的基本概念、基本原理、工艺过程;(3)掌握主要设备的结构与原理等,能画出设备简图;(4)掌握主要设备的性能,并能说明主要设备的特点;(5)掌握连续铸钢生产技术的主要技术经济指标;(6)掌握连铸机分类的有关知识,具有选择机型能力;(7)掌握铸坯的形成过程和影响因素;(8)掌握和计算浇铸温度、拉坯速度、冷却制度等参数;(9)掌握连铸生产时各参数对铸坯质量影响;(10)掌握和总结影响铸坯质量的因素;(11)掌握连续铸钢生产技术新技术、新工艺。
(二)能力培养目标:(1)具有识别和选用连铸常用耐火材料能力;(2)具有识别和选用连铸常用功能材料能力;(3)具有连铸计算机仿真操作能力;(4)具有检查和使用连铸设备和使用工器具能力;(5)具有连铸开浇前的准备工作能力;(6)能进行连铸开浇能力;(7)具有控制二冷强度、拉坯矫直以及脱锭工作能力;(8)具有连铸坯切割以及停浇操作能力;(9)具有铸坯精整能力;(10)具有分析铸坯缺陷的特征,并根据缺陷分析原因能力;(11)具有分析生产事故的特征,分析原因并解决能力;(12)具有根据生产要求对工艺过程进行调整,并能分析相关工艺规程能力。
第36卷 第6期2001年6月 钢 铁IR ON A N D ST EELV ol.36,N o.6June2001薄板坯连铸连轧CSP生产低碳钢板的组织特征*康永林 柳得橹 傅 杰 李 晶 于 浩 王元立(北京科技大学)王中丙 李烈军(广州珠江钢铁有限责任公司)摘 要 对珠钢CSP线生产的低碳钢(Z J400)连铸坯及轧后的组织特征观察和硬度测定表明:CSP线生产的连铸坯铸态组织为较细的树枝晶,枝晶宽度为几微米到30 m,靠近表面层的枝晶宽度与中心区域差别很小。
经第一道次50%变形后,板坯组织明显细化,具有局部“树枝晶”特征,“枝晶”宽度约5 m,中心区域硬度降低。
成品薄板的晶粒尺寸平均为5 m,大多呈尖角型。
变形区应力、应变及温度分布的有限元模拟分析结果与实际组织分析结果吻合。
关键词 薄板坯连铸连轧 低碳钢 显微组织 有限元分析MICROSTRUCTURAL CHARACTERISTICSOF LOW CARBON STEEL STRIP PRODUCEDBY C SP TECHNOLOGYKANG Yonglin LIU Delu FU Jie LI Jing YU Hao WANG Yuanli(U niversity of Science and Technolog y Beijing)WANG Zhongbing LI Liejun(Guang zhou Zhujiang Iron and Steel Co.,Ltd.)ABSTRACT The microstructural characteristics and hardness have been studied on the lo w carbo n steel(ZJ400)thin slab and strip produced by CSP technolog y at Zhujiang Steel.The uniform fine dendrites w ith a w idth less than30 m are observ ed in continuously cast slab.After r eductio n of50%,the structure is obviously r efined and has partial“dendr itic feature”w ith a w idth of about5 m.T he hardness in central area decreases.M icr ostructure o f the ZJ400strip is mainly acicular fer rite,the averag e grain size is abo ut5 m.The finite element simulatio n of the stress,strain and tem peratur e distribution in defor matio n zone has been carried o ut.T he simulation results are in go od agreem ent w ith the ex perim ents.KEY WORDS co mpact str ip productio n,low carbon steel,m icrostructur e,finite element analysis1 前言薄板坯连铸连轧是当今世界钢铁工业具有革命性的前沿技术,它集科学、技术和工程为一体,将热轧板卷的生产在一条短流程生产线上完成,充分显示其先进性和科学性。
薄板坯连铸连轧(4)—包钢CSP 2006-12-19包头钢铁(集团)有限公司CSP生产线项目,是国家捆绑引进的三套薄板坯连铸连轧项目之一。
其主要技术装备由德国SMS、SIMENS、LOI等公司引进,部分装备国内配套制造。
包钢薄板坯连铸连轧工程是采用现代成熟CSP技术建设的二机二流薄板坯连铸连轧生产线,设计上解决了原有CSP生产线轧机生产能力远大于铸机生产能力的问题,与之配套的二炼钢系统,设计年产钢200万t,CSP系统年产板坯198万t,年产成品板卷94.51万t。
产品为厚度1.2~20mm、宽度98O~1 560mm的热轧板卷,钢种包括冷轧低碳钢、管线钢、热轧结构钢和硅钢等。
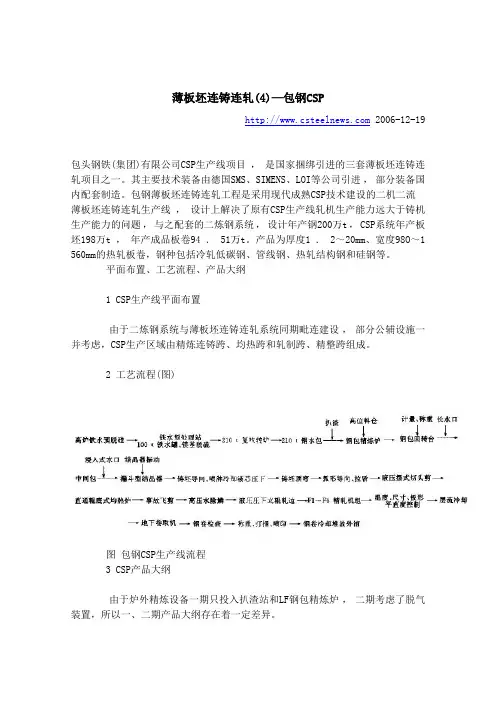
平面布置、工艺流程、产品大纲1 CSP生产线平面布置由于二炼钢系统与薄板坯连铸连轧系统同期毗连建设,部分公辅设施一并考虑,CSP生产区域由精炼连铸跨、均热跨和轧制跨、精整跨组成。
2 工艺流程(图)图包钢CSP生产线流程3 CSP产品大纲由于炉外精炼设备一期只投入扒渣站和LF钢包精炼炉,二期考虑了脱气装置,所以一、二期产品大纲存在着一定差异。
表1 一期产品大纲表2 二期产品大纲主要设备特点1 冶炼部分在转炉炼钢车间内布置一座210 t顶底复吹转炉,在精炼连铸跨内布置一座钢水扒渣站,一座200 t LF钢包精练炉以及两流薄板坏连铸机,分别预留了2号转炉和脱气装置的位置。
转炉采用首钢1997年购买的美国加州钢厂设备,具有顶底复吹工艺,装有副枪操作设备,可实现气动挡渣功能和溅渣护炉技术,冶炼过程可以实现动态计算机控制,抬炼和精炼部分配有专门的除尘装置,以保护环境。
两机两流的立弯式薄板坯连铸机由SMS公司提供,采用漏斗式结晶器,结晶器长度为1.1m;铸机冶金长度为7.14m,弯曲半径为3.25 m,采用了60t大容量双流中间罐。
结晶器可实现在线调宽和液面自动控制,浇铸过程还采用了保护浇铸、自动称量及液芯压下技术,通过流芯压下,可以把结晶器出口65 mm的铸坯厚度压至50 mm,以保证某些产品在质量方面的需求。
薄板坯连铸连轧工艺技术发展的概况摘要:薄板坯连铸连轧工艺问世这么多年来发展迅速,CSP、ISP、FTSR为代表的各种工艺技术的发展各具特色。
总的发展趋势是,提高铸机生产能力充分发挥后部连轧机的生产能力;改进品种质量,提高产品的市场覆盖率;采用无头轧制工艺、生产超薄规格产品,以取代部分冷轧产品的市场;应用范围扩大,越来越多的在以高炉铁水为原料的大型联合企业中得到应用,为该工艺的发展开拓了更广阔的前景。
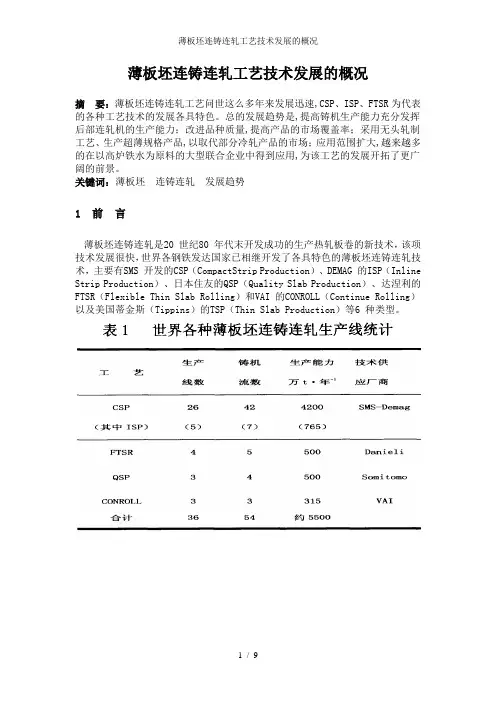
关键词:薄板坯连铸连轧发展趋势1 前言薄板坯连铸连轧是20 世纪80 年代末开发成功的生产热轧板卷的新技术,该项技术发展很快,世界各钢铁发达国家已相继开发了各具特色的薄板坯连铸连轧技术,主要有SMS 开发的CSP(CompactStrip Production)、DEMAG 的ISP(Inline Strip Production)、日本住友的QSP(Quality Slab Production)、达涅利的FTSR(Flexible Thin Slab Rolling)和VAI 的CONROLL(Continue Rolling)以及美国蒂金斯(Tippins)的TSP(Thin Slab Production)等6 种类型。
图2典型的薄板坯连铸—连轧热带钢生产线薄板连铸连轧工艺与常规的工艺相比,由于它具有节能、投资省、生产周期短、劳动成本低及适应性强等优点,故引起了全世界的重视。
据统计全球各地已建成投产及在建的薄板坯连铸共约50流,总生产能力为5228万t/a。
2 几种主要类型的技术特点及其发展2.1 CSP工艺技术世界第一条CSP生产线薄板坯连铸连轧生产线已于1989年建成投产,因其工艺开发早,技术成熟,工艺及设备相对较简单可靠,故实际应用也最多。
至1997年末,SMS已签定的合同已有27流铸机。
CSP技术的主要特点是采用立弯式铸机漏斗形结晶器,最初的铸坯很薄,一般为40~50mm,未采用液芯压下,后部设辊底式隧道炉作为铸坯的加热均热及缓冲装置,采用5~6架精轧机,成品带钢最薄为1~2mm。
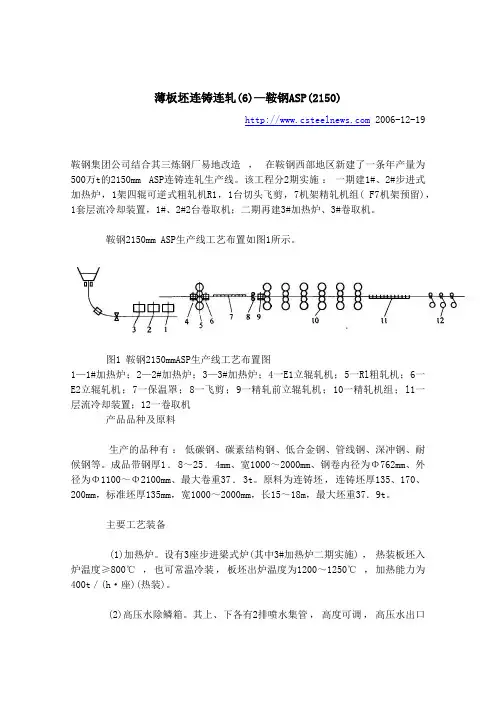
薄板坯连铸连轧(6)—鞍钢ASP(2150) 2006-12-19鞍钢集团公司结合其三炼钢厂易地改造,在鞍钢西部地区新建了一条年产量为500万t的2150mm ASP连铸连轧生产线。
该工程分2期实施:一期建1#、2#步进式加热炉,1架四辊可逆式粗轧机R1,1台切头飞剪,7机架精轧机组( F7机架预留),1套层流冷却装置,1#、2#2台卷取机;二期再建3#加热炉、3#卷取机。
鞍钢2150mm ASP生产线工艺布置如图1所示。
图1 鞍钢2150mmASP生产线工艺布置图1—1#加热炉;2—2#加热炉;3—3#加热炉;4一E1立辊轧机;5一Rl粗轧机;6一E2立辊轧机;7一保温罩;8一飞剪;9一精轧前立辊轧机;10一精轧机组;l1一层流冷却装置;12一卷取机产品品种及原料生产的品种有:低碳钢、碳素结构钢、低合金钢、管线钢、深冲钢、耐候钢等。
成品带钢厚1.8~25.4mm、宽1000~2000mm、钢卷内径为Φ762mm、外径为Φ1100~Φ2100mm、最大卷重37.3t。
原料为连铸坯,连铸坯厚135、170、200mm,标准坯厚135mm,宽1000~2000mm,长15~18m,最大坯重37.9t。
主要工艺装备(1)加热炉。
设有3座步进梁式炉(其中3#加热炉二期实施),热装板坯入炉温度≥800℃,也可常温冷装,板坯出炉温度为1200~1250℃,加热能力为400t/(h·座)(热装)。
(2)高压水除鳞箱。
其上、下各有2排喷水集管,高度可调,高压水出口压力为23MPa,喷嘴有4×26个。
(3)E1、E2立辊轧机。
其型式为附着上部驱动式(带液压AWC),最大单道次侧压量50mm,轧辊尺寸Φ1200/Φ1lOOmm×430mm,最大轧制力3800kN,轧制速度0~5.89m/s,主电机功率AC1200kW×2,转速200/400r/min。
(4)Rl粗轧机。
为四辊可逆式,工作辊尺寸为Φ1250/Φ1150mm×2150mm,支撑辊尺寸为Φ1650/Φ1500mm×2150mm,最大轧制力50000kN,道次最大压下量50mm,主电机功率10000kW ×2 AC,转速40/9Or/min,轧制速度0~ 5.89m /s。
薄板坯连铸连轧(3)—邯钢CSP 2006-12-19邯钢薄板坯连铸连轧生产线于1997年11月18日开工建设,1999年12月10日生产出第一卷热轧卷板,建设工期历时两年零一个月。
该生产线引进德国西马克90年代世界先进技术,总生产能力为250万t。
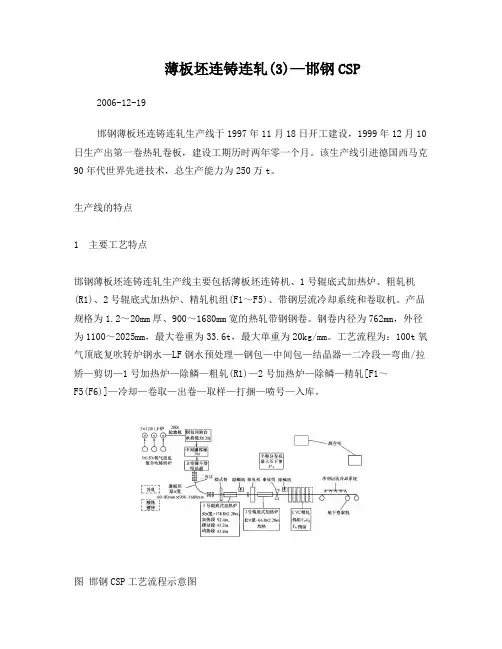
生产线的特点1 主要工艺特点邯钢薄板坯连铸连轧生产线主要包括薄板坯连铸机、1号辊底式加热炉、粗轧机(R1)、2号辊底式加热炉、精轧机组(F1~F5)、带钢层流冷却系统和卷取机。
产品规格为1.2~20mm厚、900~1680mm宽的热轧带钢钢卷。
钢卷内径为762mm,外径为1100~2025mm,最大卷重为33.6t,最大单重为20kg/mm。
工艺流程为:100t氧气顶底复吹转炉钢水—LF钢水预处理—钢包—中间包—结晶器—二冷段—弯曲/拉矫—剪切—1号加热炉—除鳞—粗轧(R1)—2号加热炉—除鳞—精轧[F1~F5(F6)]—冷却—卷取—出卷—取样—打捆—喷号—入库。
图邯钢CSP工艺流程示意图2 主要技术参数1)薄板坯连铸机该连铸机为立弯式结构。
中间包容量36t,结晶器出口厚度70mm,结晶器长度1100mm,铸坯厚度60~80mm,铸坯宽度900~1680mm,坯流导向长度9325~9705mm,铸速(坯厚70mm)低碳保证值最大4.8m/min、高碳保证值最大4.5m/min、最小2.8m/min,弯曲半径3250mm。
2)加热炉该生产线包括两座辊底式加热炉,位于粗轧机前后。
1号加热炉炉长178.8m,由加热段、输送段、摆动段、保温段组成,炉子同时具有加热、均热、储存(缓冲)的功能,可容纳4块38m长的板坯,单机生产的缓冲时间20~30min,最高炉温1200℃,铸坯入炉温度870~1030℃,出炉温度1100~1150℃。
2号加热炉炉长66.8m,由一段构成,主要起均热、保温作用,最高炉温1150℃,铸坯最高入炉温度1120℃,最高出炉温度1130℃。
薄板坯连铸连轧工艺生产薄规格高强钢的研究现状宋畅马玉喜陶军晖刘志勇(武汉钢铁(集团)公司研究院,武汉 430080)摘要薄板坯连铸连轧工艺在实现“以热代冷”及“以薄代厚”方面较常规热轧具有独到的优势。
本文主要概述了国内外代表钢厂生产屈服强度700MPa级高强钢的现状,包括其成分设计思路、组织性能及强化机理,分析了薄板坯连铸连轧工艺生产高强钢的优势,提出了其关键技术及发展趋势。
关键词薄板坯连铸连轧高强钢薄规格微合金化Status of Producing Thin Strip with High Strength by TSCRSong Chang Ma Yuxi Tao Junhui Liu Zhiyong(Research and Development Center of WISCO, Wuhan, 430080)Abstract Thin Slab Controlled Rolling(TSCR) has particular advantages in substituting hot rolled strip for cold rolled strip and substituting thin strip for thick strip. This article mainly summarized the status of producing high strength steels of 700MPa at home and aboard, including chemical composition design, microstructure, property and strengthening mechanism. Moreover, the advantages of producing high strength steels by TSCR process were analysed. Finally, the key technologies and development trend of producing high strength steels by TSCR were presented.Key words thin slab controlled rolling, high strength steel, thin strip, microalloying随着世界能源、资源和环境保护问题日趋严峻,钢铁材料实现高强度、轻量化及节能降耗成为迫切需要。
本钢技术年第期16 20115本钢薄板坯连铸机生产无取向电工钢的工艺优化佟亚男(本钢炼钢厂,辽宁本溪 117021)摘 要:针对本钢薄板坯铸机在生产无取向电工硅钢的过程中存在的铸坯拉断、中包增碳、增氮等问题,进行了连铸工艺优化。
通过采用新型无碳中间包覆盖剂、环保中间包干式料及专用结晶器保护渣后,降低了铸坯增碳量;通过控制钢包到中间包的增氮环节,降低钢水增氮;适当增大二冷水量,控制钢水过热度,防止铸坯拉断等生产事故的发生。
改进工艺后,精炼后到成品铸坯的平均增碳量能控制在10×10-6以内,平均增氮量能控制在4×10-6以内。
关键词:薄板坯连铸;无取向电工硅钢;增氮;增碳;工艺优化中图分类号:TF777 文献标识码:BTechnology Optimization of Producing Non-oriented Silicon Steel by BX STEELThin Slab CasterTONG Yanan(Steel Making Plant.,BX STEEL,Benxi Liaoning 117021)Abstract:The technology optimization has been adopted for preventing nitrogen increasing and carbonincreasing in Benxi thin slab producing non-oriented silicon steel. Measures accordingly were adopted andsatisfactory results were achieved.Keywords:thin slab casting;Non-oriented Silicon Steel;nitrogen increasing;carbon increasing;technologyoptimization本钢薄板坯铸机自2004年投产以来,现已具有年产280万t的生产能力,并生产出包括包晶钢、硅钢等在内的九大类钢种,其中硅钢生产的最高牌号50BW330,硅含量达到3.2 %。
第38卷 第8期2003年8月钢 铁IRON AND ST EELVo l.38,No.8August2003珠钢CSP薄板坯凝固层厚度研究岳尔斌 那贤昭 韩 朋 刘爱强 张兴中(钢铁研究总院)王进步 张振彪 洪兵雄 庄汉洲 李烈军(广钢集团珠江钢铁有限责任公司) (广钢集团)摘 要 结合珠钢生产实际情况,采用射钉法来测定二冷区不同位置的凝固坯壳厚度,试验结果表明,4.8 m/min拉速下铸坯液芯长度为4820mm,4.5m/min拉速下铸坯液芯为4490mm,两种拉速下连铸坯坯壳厚度的实际测量结果与凝固传热模型计算结果一致。
整个凝固过程坯壳厚度生长符合平方根定律。
关键词 CSP 薄板坯连铸 连铸坯坯壳 射钉法RESEARCH ON THE THICKNESS OF SOLIDIFIED SHELL OF CSP THIN SLAB YUE Erbin NA Xianzhao HAN Peng LIU Aiqiang ZHANG Xing zhong(Central Iro n and Steel Research Institute)WANG Jinbu ZHANG Zhenbiao HONG Bingx iong(Zhujiang Steel Co.,Ltd.)ZHUAN G Hanzhou LI Liejun(Guang zhou Steel Gro up)ABSTRACT The thickness of solidified shell o f CSP thin slab located in different second cooling zones w as determined by nail-shooting in pro duction.T he testing results indicated that the leng th of liquid cor e of thin slab is4820mm at a speed of4.8m/min,and4490mm at a speed of4.5m/min.The testing r esults coincide very well w ith the simulation r esults of m athematical heat transfer mo del.T he gro w th of solidified shell accords w ith the squar e ro ot r ule in w hole solidification pr ocess.KEY WORDS CSP,thin slab continuous casting,so lidification shell,nail-shooting m eans1 前言珠江钢铁公司引进的CSP薄板坯连铸连轧生产线是目前国际上最先进的近终形连铸连轧生产技术之一。
连铸连轧工业与技术结业论文姓名:李春杰班级:冶金12-4学号:120123202084薄板坯连铸连轧技术研发高强度钢的概述李春杰(辽宁科技大学材料与冶金学院)摘要:随着世界大环境对节能降耗的要求越来越高,薄板坯连铸连轧技术以其显著的优势也被各大钢铁企业所采用,利用该技术研发高强度钢也成为了当今热点的研究项目之一。
近年来,该研究已取得了一些成果,不少钢厂有利用薄板坯连铸连轧技术生产的高强度钢投入市场。
但是,薄板坯连铸连轧技术的特点并非完全有利于高强度钢的研发,如何利用该技术在研发方面的优点、克服其缺点,也是亟待解决的问题。
关键词:薄板坯;连铸连轧;高强度钢;产品研发Overview of thin slab continuous casting and rolling technology research and development of high strength steelLI Chun-Jie(Liaoning university of science and technology school of material and metallurgy)Abstract: as the world's environment is more and more high to the requirement of saving energy and reducing consumption, thin slab continuous casting and rolling technology, with its significant advantages have also been adopted by each big iron and steel enterprises, the use of the technology research and development of high strength steel has become one of the hotspot of the research project. In recent years, the research has made some achievements, many steel mills have advantage of thin slab continuous casting and rolling technology, production of high strength steel were put on sale. However, the characteristics of thin slab continuous casting and rolling technology is not completely is conducive to the development of the high strength steel how to utilize the advantages of this technology in the research and development, to overcome its shortcomings, is also a problem to be solved.Key words: thin slab; Continuous casting and rolling; High strength steel; Product research and development1薄板坯连铸连轧技术的优势薄板坯连铸连轧的工艺过程与常规厚板坯连铸连轧工艺的最大不同在于热历史不同。
薄板坯连铸连轧(7)—马钢CSP 2006-12-19马钢的薄板坯连铸连轧生产线采用了德国SMS-Demag集团的CSP薄板坯连铸连轧技术,年设计生产热轧板卷200万吨。
马钢CSP产品品种马钢CSP设计的产品大纲:产品规格为:厚度0. 8~12. 7mm(其中≤2.Omm的占总产量的25%以上);宽度900~1600mm。
生产的主要品种有:碳素结构钢、优质碳素结构钢、地合金高强度结构钢、汽车结构钢、高耐候结构钢、管线钢和超低碳钢。
其中热轧产品的70~80%作为冷轧原料。
产品中碳素结构钢(代表钢号Q195~Q235)占总量的约50%以上,优质碳素结构钢(代表钢号08、08Al、10~35号钢)约占20%,低合金高强度结构钢(代表钢号Q345~Q460)约占10%,汽车结构钢(SAPH310~SAPH440)、高耐候结构钢(09CuP、09CuPCrNi)和管线钢(S290~S480)等专用材约15%,少量超低碳钢(不足5%)。
马钢CSP已生产的钢号品种有:SS400、Q215、Q195A、Q345A、Q345D、Q460D 、SPHC、SPHD、集装箱板等。
正在或将研制开发的钢种有造币钢、搪瓷钢、耐蚀板、汽车大梁板等。
马钢CSP的产品更倾向于薄规格,生产线中连铸速度有较大的提高,采用了更长的冶金长度和均热炉长度,并在精炼手段上配备了RH装置,使得马钢CSP生产线具备了超低碳钢的生产能力。
为保证半无头轧制,卷取机前增设飞剪。
精轧最大轧制速度达20耐s,且能实现升速轧制,同时预留了近距离卷取机,有利于极薄规格带钢的生产。
大量新技术的应用,在保证全线产量的同时,进一步提高了产品质量。
由马钢的工艺设计、设备能力和质量控制水平来看,马钢CSP生产线具备生产国内外CSP线能够生产的所有品种。
产品开发将在打通现有产品大纲的前提下,逐步和世界先进水平接轨,为我国热轧板卷生产达到世界一流水平做出应有的贡献。
钢CSP线主要设备及工艺布置简图马钢CSP生产线主要包括两台薄板坯连铸机、两座辊底隧道式均热炉、一架立辊轧机、7机架四辊CVC精轧机组、轧后冷却系统、卷取机及钢卷运输系统等。
薄板坯连铸连轧生产65Mn钢的CCT曲线和淬透性黄刚;吴开明;周峰;周春泉;周明伟;焦国华【摘要】Using Formaster dilatometer and metallographic method, the CCT diagram of 65Mn steel produced by thin slab continuous casting and rolling process (Compact Strip Production, CSP) was measured. The critical points are Ac1 =719℃, Ac3 = 747℃ , Mδ = 267℃ and the critical cooling rate is 35℃/s. By hardness tester and scanning electron microscopy (SEM) analysis showed that quenched 65Mn steel produced by CSP has fine and uniform microstructure and high hardness, and its hardena-bility was superior to that of the steel produced by traditional process.%利用Formaster热膨胀仪和金相法,测定了薄板坯连铸连轧工艺(CSP)生产的高碳高强度65Mn钢的CCT曲线,测得临界点为Ac1=719℃,Ac3=747℃,M.=267℃,临界冷却速率为35℃/s.使用扫描电镜和硬度仪分析表明,薄板坯连铸连轧工艺生产的65Mn 钢的淬火组织细小均匀,硬度高,比传统工艺生产的65Mn钢的淬透性好.【期刊名称】《材料工程》【年(卷),期】2012(000)004【总页数】5页(P52-55,61)【关键词】薄板坯连铸连轧;CSP;CCT曲线;淬透性【作者】黄刚;吴开明;周峰;周春泉;周明伟;焦国华【作者单位】武汉科技大学国际钢铁研究院,武汉430081;武汉科技大学国际钢铁研究院,武汉430081;武汉科技大学国际钢铁研究院,武汉430081;湖南华菱涟源钢铁有限公司,湖南娄底417009;湖南华菱涟源钢铁有限公司,湖南娄底417009;湖南华菱涟源钢铁有限公司,湖南娄底417009【正文语种】中文【中图分类】TG111;TG142高碳65Mn钢,具有淬透性好,脱碳倾向小,价格低廉,切削性好等优点,用途广泛,是制造高档金刚石圆锯片等切割工器具的重要材料。