焊接方法及自动控制
一、实验目的
1. 了解弧焊机器人的组成及结构。
2. 了解示教器的各种功能,初步掌握示教器的操作方法。
3. 掌握CO2气体保护焊和富氩混合气体保护焊电弧的特性,熔滴过渡特点和焊接成形规律。
二、实验原理
弧焊机器人基本工作原理是示教再现,即由用户导引机器人,一步步按实际任务操作一遍,机器人在导引过程中自动记忆示教的每个动作的位置、姿态、运动参数、焊接参数等,并自动生成一个连续执行全部操作的程序。完成示教后,只需给机器人一个起动命令,机器人将精确地按示教动作,一步步完成全部操作,实际示教与再现。弧焊机器人可以应用在所有电弧焊、切割技术及类似的工业方法中。最常用的范围是结构钢和不锈钢的熔化极活性气体保护焊(CO2焊、MAG 焊)、铝及特殊合金熔化极惰性气体保护焊(MIG焊)。
一套完整的弧焊机器人系统,应包括机器人机械手、焊接控制系统、变位机系统、焊件夹持装置。
三、实验设备及器材
1. 弧焊机器人一台
2. 钢板若干
3. φ1.2H0.8Mn2Si焊丝若干
4. CO2、80%Ar+20%CO2气各一瓶
5.钳子、钢板尺、工装夹具等。
四、实验方法及步骤
1. 打开机器人控制器、焊机等电源,检查焊接气体。
2. 确认机器人的动作范围内没有人员后打开伺服电源。
3. 固定工件,在示教模式下进行焊接程序的编写、跟踪、测试,进行焊接。
(1)CO2气体保护焊
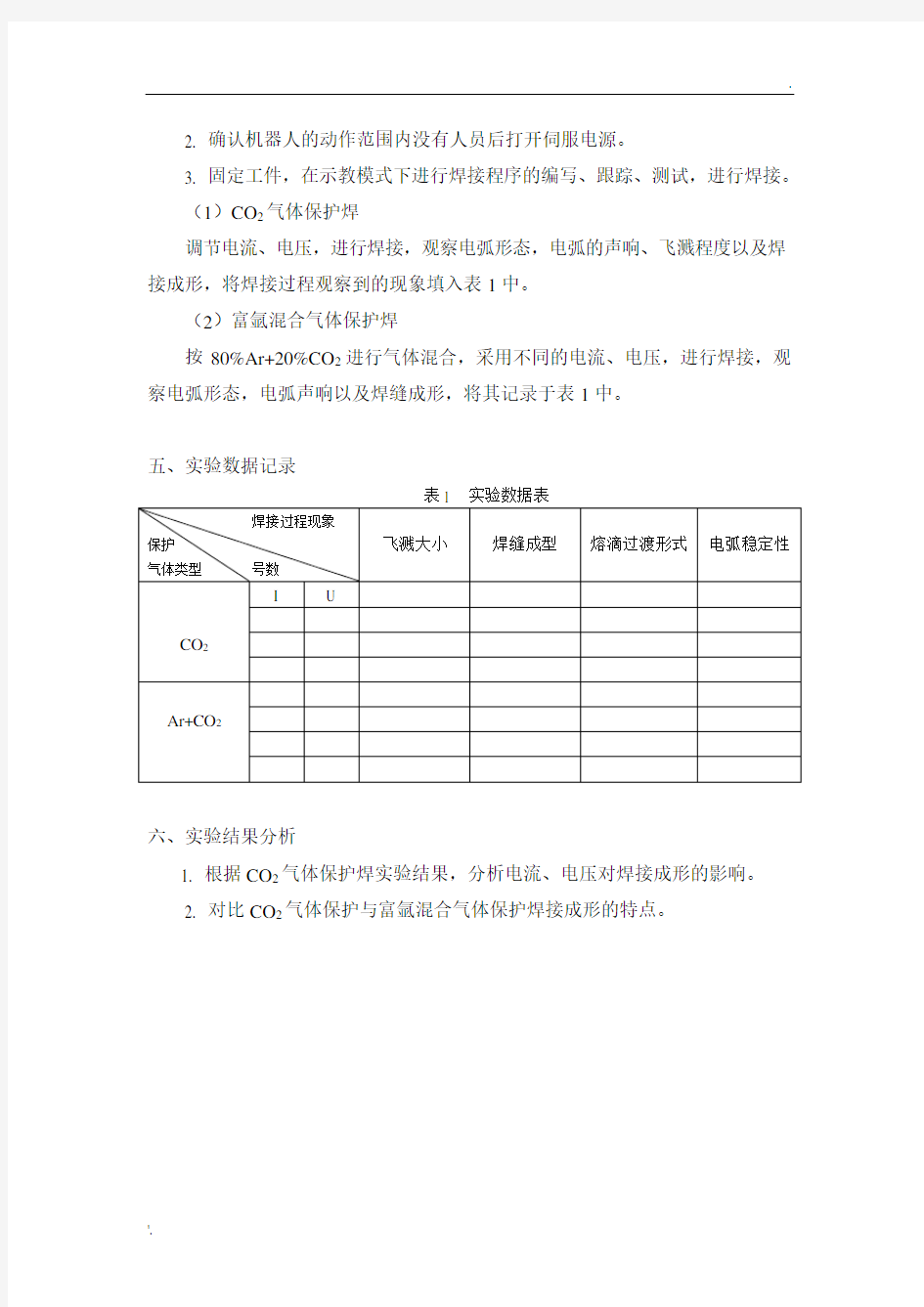
调节电流、电压,进行焊接,观察电弧形态,电弧的声响、飞溅程度以及焊接成形,将焊接过程观察到的现象填入表1中。
(2)富氩混合气体保护焊
按80%Ar+20%CO2进行气体混合,采用不同的电流、电压,进行焊接,观察电弧形态,电弧声响以及焊缝成形,将其记录于表1中。
五、实验数据记录
表1 实验数据表
六、实验结果分析
1. 根据CO2气体保护焊实验结果,分析电流、电压对焊接成形的影响。
2. 对比CO2气体保护与富氩混合气体保护焊接成形的特点。
1、利用反变形法控制焊接变形 为了抵消和补偿焊接变形,在焊前进行装配时,先将工件向与焊接变形相反的方向进行人为的变形,这种方法称为反变形法。反变形法是生产中最常用的方法,通常适用于控制焊件的角变形和弯曲变形。 2、用刚性固定法控制焊接变形 利用夹具、支撑、专用胎具、定位焊等方法来增大结构的刚性,减小焊接变形的方法称为刚性固定法。刚性固定法简单易行,是生产中常用的一种减小焊接变形的方法。生产中常用刚性固定配合反变形来控制焊接变形。 3、选择合理的装焊顺序控制焊接变形 同一焊接结构,采用不同的装焊顺序,所引起的焊接变形量往往不同,应选择引起焊接变形最小的装焊顺序。一般采取先总装后焊接的顺序,结构焊后焊接变形较小。 4、选择合理的焊接顺序控制焊接变形 当焊接结构上有多条焊缝时,不同的焊接顺序将会引起不同的焊接变形量。合理的焊接顺序是指:当焊缝对称布置时,应采用对称焊接;当焊缝不对称布置时,应先焊焊缝小的一侧。此外,采用跳焊法、分段退焊法等控制焊接变形均有较好的效果。 5、散热法 散热法又称强迫冷却法。就是把焊接处热量散走,使焊缝附近的金属受热面大大减小,达到减小变形的目的。散热法有水浸法和散热垫法。 6、锤击法 利用锤击焊缝使焊缝延伸,就能在一定程度上克服由焊缝收缩所引起的变形。例如,薄板对接焊后会产生波浪变形,就可以用锤在焊缝长度方向上对焊缝进行锤击来克服其变形。 7、选择合理的焊接方法 选用能量比较集中的焊接方法如CO2气体保护焊、等离子弧焊来代替气焊和手工电弧焊进行薄板焊接,可减小变形量。 焊接电弧 焊接电弧是一种强烈的持久的气体放电现象。在这种气体放电过程中产生大量的热能和强烈的光辉 。通常,气体是不导电的,但是在一定的电场和温度条件下,可以使气体离解而导电。 焊接电弧就是在一定的电场作用下,将电弧空间的气体介质电离 ,使中性分子或原子离解为带正电荷的正离子和带负电荷的电子(或负离子), 这两种带电质点分别向着电场的两极方向运动,使局部气体空间导电,而形成电弧。 1、焊缝位置的影响 2.结构的刚性对焊接变形的影响3、装配和焊接顺序对结构变形的影响
万方数据
万方数据
第4期高进等.以光纤支持的远程PLC自动控制系统应用及维护 ?117? RE5E§科。。!一OFNFliMc妒u!卜oN I 蜩 图4潜水泵采用EOCR-3DM电动机智能综合保护器保护接线图 (3)综保器对所有潜水泵的运行时间可以预先设定,达到这个运行时间后自动发出报警信号,以便更换泵轴承、电机加油等定期工作,记录此泵最后一次跳闸的原因,复现故障进行分析,及时排除故障。 (4)潜水泵在装配时应注意泵轴的进水节应突 出12—15mm,单边轴框为20丝为佳。泵体和电动 机装配完毕后要有5—10mm的“串量”,使推力盘和支撑点受力平衡,防止电机过载使轴承“偏磨”损坏潜水泵。 5结束语 以光纤支持的远程PLC自动控制系统最大的优点是:自动化程度高、运行可靠、无人职守、维护量小。系统投运后,从控制室CRT工艺流程画面上就可以对水源井各泵的运行水位、流量、电流进行在线监控,一旦遇到紧急状况保护动作自动停泵。意外事故则把操作开关打到“就地”位置,现场进行操作不影响生产供水。检修只需进行定期巡检,从而大大减轻了工人的劳动强度。系统应用广泛,具有很强的实用性。 (上接第107页) 4.2徐深XX外输加甲醇 将表4数据代入式(1)一式(11)中,得出结果为:徐深×x井外输当日的理论注醇量为36.94kg。 而徐深××井以前的日注醇量为70kg,这样每天可以节省甲醇的量为: 70一36.94=33.06kg 表4徐深××集气站外输至徐深×x集气站管线在XX年x×月XX日的生产数据表 入口压力 入口温度 出口压力 出口温度 甘输气量 日注醇量 /MPh/℃/MPa/℃相对密度 /104m3/kg4.74 27 4.45 12 O.6071 14.7417 75 可见,利用这种计算方法可以极大地节约甲醇,从而降低了生产成本。 5合理甲醇注入量的软件编程悼1 为了简化繁琐的计算过程,方便现场人员使用,特利用LabVIEW语言编制了“采气分公司甲醇防堵计算软件”。图1所示就是本计算软件的操作面板。 图1甲醇防冻堵计算软件操作面板 6结论及认识 本文针对甲醇防堵的原理以及合理注醇量的计算方法进行研究,并编制了合理注醇量的计算软件, 现总结如下: (1)加甲醇要防患于未然,应该根据产气量和产水量及时调整注醇量,减少需要加没加和不需要加反而加的情况发生。 (2)软件计算的结果是理论最少值,实际使用时由于注入方式等因素,不可避免地造成一定的甲醇消耗,所以应该考虑一定的富余量。建议甲醇采用雾化方式注入,以使甲醇与天然气能够充分接触。 (3)新井投产时,由于井底杂质比较多,压力和气流也不稳定,特别是冬季,应该多加些甲醇,以防止冻堵,影响正常投产。 参考文献: [1]李士伦,等.天然气工程[M].第1版.北京:石油工业出版 社.2000. [2]李允,诸林,穆曙光,等.天然气地面工程[M].第1版. 北京:石油工业出版社,2001. [3] 王永强,刘占良,洪鸿,等.榆林气田合理注醇量计算方法及防堵认识[J].石油地质与工程,2007。21(4):98— 100. [4]段宝林,钱卫明.腰英台气田天然气水合物防治[J].海洋 石油,2008,(1):78—81. [5]杨磊,杨乐平,李海涛.LabVIEW程序设计与应用[M]. 第2版.北京:电子工业出版社,2005. 万方数据
摘要 焊接过程是对焊件的局部进行高温加热使其达到融化状态,随后快速冷却结晶形成焊缝,由于急剧的非平衡加热及冷却,结构将不可避免地产生焊后残余变形、应力以及金属组织的变化。焊接应力与变形直接影响焊件的尺寸精度、强度、刚度、稳定性以及耐腐蚀性能等。是影响结构设计完整性、制造工艺合理性和结构使用可靠性的关键因素。焊接应力与变形过大时,不仅给产品制造工艺增加困难,还会因焊接裂纹或变形过大无法矫正而导致构件报废,造成巨大经济损失。本文主要阐述焊接变形的影响因素、控制措施和方法。 关键词:焊接变形;影响因素;控制措施
目录 第一章 1页
第一章焊接应力 在没有外力的情况下,物体内部存在的应力称为内应力,内应力在物体内部自相平衡,即物体内部各方向的内应力总和等于零,内应力对于任何一点的力矩总和等于零。常见的内应力有以下几种: 1、热应力:又称温度应力。它是在不均匀加热及冷却过程中所产生的应力,它与加热温度和加热不均匀程度、焊件的钢度以及焊件材料的热物理性能等因素有关。 2、相变应力:金属发生相变时,由于体积发生变化而引起的应力。 3、装配应力:在装配和安装过程中产生的应力。例如:紧固螺栓、热套结构等均匀有内应力产生。 4、残余应力:当构件上承受局部荷载或经受不均匀加热时,都会在局部地区产生塑性应变。当局部外载撤去后或热源离去,构件温度恢复到原始的均匀状态时,由于构件内部发生了不能恢复的塑性变形,因而产生了内应力,即残余应力。残留下来的变形即残余变形。 焊接过程中焊件的热应力是随时间而变化的瞬时应力,焊后残余下来,即为残余应力。按照焊接应力在空间的方向可以分为单项应力、双向应力和三项应力。薄板对接时,可以认为是双向应力。大厚度焊件的焊缝,三个焊缝的交叉处以及存在裂缝、加渣等缺陷通常出现三向应力,三相应力使材料的塑性降低、容易导致脆性断裂,它是一种最危险的应力状态。 第二章焊接变形 一、焊接变形发生的原因 钢材的焊接通常采用熔化焊方法,把焊接局部连接处加热至溶化状态形成熔池,待其冷却结晶后形成焊缝,使原来分开的钢材连接成整体。由于焊接加热时还焊接接头局部加热不均匀,金属冷却后沿焊缝纵向收缩时受到焊件低温部分的阻碍,使焊缝及其附近区域受拉应力,远离焊缝区域受压应力。因加热、冷却这种热变化在局部范围急速地进行,膨胀和收缩变形均受到拘束而产生塑性变形,焊接完成并冷却至常温后该塑性变形残留下来,焊接变形因此产生。 二、焊接变形的主要形式
电动蝶阀远程自动化 控制系统 深圳市安泰宇盛科技有限公司Shenzhen Antaiyusheng Technology.,Ltd
目录 第1章系统概况 (3) 1.1 现状概况 (3) 1.2 整治原则及目标 (3) 1.3 系统核心竞争优势 (4) 第2章系统组成 (5) 2.1 系统联网结构 (5) 第3章产品介绍 (6) 3.1 主控制器(首部) (6) 3.2 总线电动蝶阀控制器 (7) 3.3 电动蝶阀AC220V (8) 第4章配置 (9) 4.1 配置清单 (9)
第1章系统概况 1.1 现状概况 随着设施灌溉的进一步推进,我们会越来愈多的感受到新的问题: 1、人为随意延长灌溉时间,多开阀门,有时遇到灌溉次数不均匀造成部分农作物缺水受旱,农民通常又采用“点片补水”的办法补救,其结果是顾了头、顾不了尾,受旱面积越补越多。 2、严重破坏农作物水利运行规律,使滴灌质量无法保证,达不到节水增产增效的目的。 3、伴随轮灌制度的规范化和科学化,人工操作难度将会越来较大,人工操作已逐渐成为节水滴灌大面积发展的阻力。 4、很多种植户受长期沟灌传统思维影响不能严格按照设计灌溉时间、次序进行灌溉,而是经常人为增加轮灌面积,延长灌溉时间,造成轮灌计划得不到有效执行,最终造成农作物滴灌系统运行不正常,农田因灌水不均匀而局部减产。 1.2 整治原则及目标 新疆地区地域辽阔,土地较多,浇水施肥要用很多的劳动力,浇一次水可能要到几十上百公里的井泵房去操作,导致费时、费力、费人工。原有的节水灌溉系统虽然在降低作物灌溉制度,提高作物产量上有明显的作用,但由于人工操作的可变性过大,致使灌溉的合理性无法得到进一步的提高。而滴灌自动化控制系统是通过对土壤、作物、气象等各类因素的采集、分析后由操作系统发送相关信息指令对田间各类阀门进行控制,以此来实现降低人工分析决策的不合理性因素对农业灌溉的影响。作为现代化农业发展的趋势,在新疆现状农业灌溉已大面积实施节水工程的前提下,进一步推广滴灌自动化控制系统在节水工程中的使用,对促进新疆农业经济发展具有极大的意义。 滴灌是一种高效节能省水增产的微灌灌溉技术,它具有很多优点,适合我国的国情,具有很强的推广优势,而且很方便实现灌溉的全自动控制,滴灌将成为二十一世纪发展我国节水灌溉的重点,是加速我国农业实现节水灌溉、精准农业和设施农业的有效途径,将更好的促进我国农业现代化的发展,滴灌自动化系统在经济上是合理的,技术上是可行的,将成为
在焊接过程中由于急剧地非平衡加热及冷却,结构将不可避免地产生不可忽视地焊接残余变形。焊接残余变形是影响结构设计完整性、制造工艺合理性和结构使用可靠性地关键因素。针对钢结构工程焊接技术地重点和难点,根据多年地工程实践经验, 本文主要阐述实用焊接变形地影响因素及控制措施和方法。 钢材地焊接通常采用熔化焊方法,是在接头处局部加热,使被焊接材料与添加地焊接材料熔化成液体金属,形成熔池,随后冷却凝固成固态金属,使原来分开地钢材连接成整体。由于焊接加热,融合线以外地母材产生膨胀,接着冷却,熔池金属和熔合线附近母材产生收缩,因加热、冷却这种热变化在局部范围急速地进行,膨胀和收缩变形均受到拘束而产生塑性变形。这样,在焊接完成并冷却至常温后该塑性变形残留下来。 焊接变形地影响因素 焊接变形可以分为在焊接热过程中发生地瞬态热变形和在室温条件下地残余变形。 影响焊接变形地丙素很多,但归纳起来主要有材料、结构和工艺3个方而。 1 . 1材料因素地影响 材料对于焊接变形地影响不仅和焊接材料有关,而且和耳材也有关系,材料地热物理性能参数和力学性能参数都对焊接变形地产生过程有重要地影响。英中热物理性能参数地影响主要体现在热传导系数上,一般热传导系数越小,温度梯度越大,焊接变形越显箸。力学性能对焊接变形地影响比较复杂,热膨胀系数地影响最为明显,随着热膨胀系数地增加焊接变形相应增加。同时材料在高温区地屈服极限和弹性模量及其随温度地变化率也超着十分重要地作用,一般情况下,随着弹性模量地增大,焊接变形随Z减少而较高地屈服极限会引起较高地残余应力,焊接结构存储地变形能量也会因此而增大,从而可能促使脆性断裂,此外,由于塑性应变较小且塑性区范協不大, 因而焊接变形得以减少。 1 ? 2结构因素地影响 焊接结构地设讣对焊接变形地影响最关键,也是最复杂地因素-其总体原则是随拘束度地增加,焊接残余应力增加,而焊接变形则相应减少。结构在焊接变形过程中, 工件本身地拘束度是不断变化着地,因此自身为变拘束结构,同时还受到外加拘束地影响。一般情况下复杂结构自身地拘束作用在焊接过程中占据主导地位,而结构本身在焊接过程中地拘束度变化情况随结构复杂程度地增加而增加,在设il焊接结构时,常需要采用筋板或加强板来提高结构地稳左性和刚性,这样做不但增加了装配和焊接工作S,而且在某些区域,如筋板、加强板等,拘束度发生较大地变化,给焊接变形分析与控制带来了一泄地难度。因此,在结构设汁时针对结构板地厚度及筋板或加强筋地位置数量等进行优化.对减小焊接变形有着十分重要地作用。 1.3工艺因素地彩响
2014年工业自动控制系统装置制造业简析 一、行业监管体制、主要法律法规及政策 (2) 1、行业主管部门及监管体制 (2) 2、主要法律法规及产业政策 (2) 二、行业概况 (3) 三、上下游产业链结构 (4) 四、行业竞争格局 (5) 五、影响行业发展的因素 (6) 1、有利因素 (6) (1)国家产业政策支持 (6) (2)通用机械行业的巨大需求 (7) 2、不利因素 (8) (1)行业标准欠缺、多为非标准化产品影响产业发展 (8) (2)通用机械行业转型升级的挑战 (8) 六、市场需求及变动趋势 (8) 1、市场需求情况 (8) (1)各行业技术改造带来的需求 (9) (2)国家政策及技术进步支持带来的需求 (9) (3)供需不对称带来的需求 (9) (4)传统产业的竞争带来的新需求比如汽车行业的带动 (10) 2、行业市场容量及其变动情况 (10) 七、行业风险 (12) 1、宏观经济风险 (12) 2、下游行业需求变化风险 (12)
一、行业监管体制、主要法律法规及政策 1、行业主管部门及监管体制 专用设备制造业的监管单位是工信部及其下属分支机构,该部门侧重于行业宏观管理,目前该行业尚未设立行业协会。公司产品不涉及须取得主管政府部门专门许可的项目。 2、主要法律法规及产业政策 (1)产业结构调整指导目录(2011年本)(2013年修正) 鼓励类:“十四、机械”之“4、数字化、智能化、网络化工业自动检测仪表与传感器,原位在线成份分析仪器,具有无线通信功能的低功耗智能传感器,电磁兼容检测设备,智能电网用智能电表(具有发送和接收信号、自诊断、数据处理功能),光纤传感器” (2)《“十二五”国家战略性新兴产业发展规划》之“三、重点发展方向和主要任务”之“(四)高端装备制造产业”:“5.智能制造装备产业。重点发展具有感知、决策、执行等功能的智能专用装备,突破新型传感器与智能仪器仪表、自动控制系统、工业机器人等感知、控制装置及其伺服、执行、传动零部件等核心关键技术,提高成套系统集成能力,推进制造、使用过程的自动化、智能化和绿色化,支撑先进制造、国防、交通、能源、农业、环保与资源综合利用等国民经济重点领域发展和升级。” (3)《高端装备制造业“十二五”发展规划》之“四、重大工程与
行业资料:________ 控制压力容器管板焊接变形的方法 单位:______________________ 部门:______________________ 日期:______年_____月_____日 第1 页共8 页
控制压力容器管板焊接变形的方法 在压力容器制造中,由于在控制压力容器管板进行焊接时,没有对焊接工艺参数进行合理的选择,导致在焊接过程管板焊接变形,本文主要对控制压力容器管板焊接变形的方法进行探讨。随着科学技术的迅猛发展,压力容器被普遍应用到能源工业、石油化学工业、科研工业等工业的生产过程中。因为压力容器属于危险性比较高的一类物品,很容易出现燃烧起火、爆炸等情况,对相关人员和单位造成一定的经济损失和伤害。在压力容器在压力容器制造中,往往由于组装与施焊的顺序不当,以及焊接工艺参数选择的不合理,易引起管板焊接变形,导致密封不严,管子拉脱。因此,在压力容器制作的过程中,对密封性要求非常的高。为了有效的避免因为各种不利因素对导致压力容器的密封性降低,本文主要对控制压力容器管板焊接变形的方法进行探讨。管板焊接变形的原因及影响因素 管板焊接变形的原因主要表现在两个方面。一是主要是由于筒体与管板焊接的横向收缩变形在厚度方向上的不均匀分布引起的;管板与筒体的焊缝一般为单面单边V型坡口,焊接时焊缝的背面和正面的熔敷金属的填充量不一致,造成了构件平面的偏转,所以这种变形在客观上是绝对存在的;二是管板与筒体焊接角变形主要由两种变形组成,即筒体与管板角度变化和管板本身的角变形,前者相当于两个工件对接焊接引起的角变形,后者相当于在管板上堆焊时引起的角变形。而焊接变形的大小的主要取决于管板的刚性、焊接线能量、坡口角度、焊缝截面形状、熔敷金属填充量焊接操作等因素有关。根据管板变形的原因及影响因素,由于管板焊接不能实现双面焊,焊接时电流过大会引起烧穿伤及换 第 2 页共 8 页
远程自动化控制特点分析 发表时间:2009-11-20T15:55:12.200Z 来源:《中小企业管理与科技》2009年5月下旬刊供稿作者:李陶[导读] 对110kv及以上电压等级变电站,以服务于电力系统安全、经济运行为中心李陶(广东电网公司惠州供电局信息部自动化监控班)摘要:对110kv及以上电压等级变电站,以服务于电力系统安全、经济运行为中心。通过先进的计算机技术、通信技术的应用,为新的保护 和控制技术采用提供技术支持,解决过去能解决的变电站监视、控制问题,促进各专业在技术上、管理上配合协调,为电网自动化进一步发展提供基础,提高变电站安全、可靠和稳定。关键词:变电站自动化特点分析 1 概述 对110kv及以上电压等级变电站,以服务于电力系统安全、经济运行为中心。通过先进的计算机技术、通信技术的应用,为新的保护和控制技术采用提供技术支持,解决过去能解决的变电站监视、控制问题,促进各专业在技术上、管理上配合协调,为电网自动化进一步发展提供基础,提高变电站安全、可靠和稳定运行水平。如,采集高压电器设备本身的监视信息,断路器、变压器和避雷器等的绝缘和状态等;采集继电保护和故障录波器等装置完成的各种故障前后瞬态电气量和状态量的记录数据,将这些信息传送给调度中心,以便为电气设备的监视和制定检修计划、事故分析提供原始数据。对新建变电站取消常规的保护、测量监视、控制屏,全面实现变电站综合自动化,实现少人值班逐步过渡到无人值班;对老变电站在控制、测量监视等进行技术改造,以达到少人和无人值班的目的。 对35KV及以下电压等级变电站,以提高供电安全与供电质量,改进和提高用户服务水平为重点。侧重于利用变电站综合自动化系统,对变电站的二次设备进行全面的改造,取消的保护、测量、监视和控制屏,全面实现变电站综合自动化,以提高变电站的监视和控制技术水平,改进管理,加强用户服务,实现变电站无人值班。 2 变电站综合自动化要实现的目标 变电站综合自动化要实现: 2.1 随时在线监视电网运行参数、设备运行状态;自检、自诊断设备本身的异常运行,发现变电站设备异常变化或装置内部异常时,立即自动报警并闭锁相应的出口,以防止事态扩大。 2.2 电网出现事故时,快速采样、判断、决策,迅速隔离和消除事故,将故障限制在最小范围。 2.3 完成变电站运行参数在线计算、存储、统计、分析报表和远传,保证自动和遥控调整电能质量。 3 变电站综合自动化的内容 变电站综合自动化应包括两个方面: 3.1 横向综合:利用计算机手段将不同厂家的设备连在一起,替代或升级老设备。 3.2 纵向综合:在变电站层这一级,提供信息、优化、综合处理分析信息和增加新的功能,增加变电站内部和各控制中心间的协调能力。如借用人工智能技术,在控制中心间的协调能力。如借用人工智能技术,在控制中心实现对变电站控制和保护系统进行在线诊断和事件分析,或在变电站当地自动化功能协调之下,完成电网故障后自动恢复。 变电站综合自动化与一般自动化区别在于:自动化系统是否作为一个整体执行保护、检测和控制功能。 4 变电站综合自动化系统的特点 变电站综合自动化系统具有功能综合化、系统结构微机化、测量显示数字化、操作监视屏幕化、运行管理智能化等特征。同传统变电站二次系统不同的是:各个保护、测控单元既保持相对独立,(如继电保护装置不依赖于通信或其他设备,可自主、可靠地完成保护控制功能,迅速切除和隔离故障),又通过计算机通信的形式,相互交换信息,实现数据共享,协调配合工作,减少了电缆和没备配置,增加了新的功能,提高了变电站整体运行控制的安全性和可靠性。 4.1 功能综合化。变电站综合自动化系统是各技术密集,多种专业技术相互交叉、相互配合的系统。它是建立在计算机硬件和软件技术、数据通信技术的基础上发展起来的。它综合了变电站内除一次设备和交、直流电源以外的全部二次设备。微机监控子系统综合了原来的仪表屏、操作屏、模拟屏和变送器柜、远动装置、中央信号系统等功能;微机保护子系统代替了电磁式或晶体管式的保护装置;微机保护子系统和监控系统相结合,综合了故障录波、故障测距、无功电压调节和中性点非直接接地系统等子系统的功能。 4.2 分级分布式微机化的系统结构。综合自动化系统内各子系统和各功能模块由不同配置的单片机或微型计算机组成,采用分布式结构,通过网络、总线将微机保护、数据采集、控制等各子系统连接起来,构成一个分级分布式的系统。一个综合自动化系统可以有十几个甚至几十个微处理器同时并行工作,实现各种功能。 4.3 测量显示数字化。用CRT显示器上的数字显示代替了常规指针式仪表,直观、明了;而打印机打印报表代替了原来的人工抄表,这不仅减轻了值班员的劳动强度,而且提高了测量精度和管理的科学性。 4.4 操作监视屏幕化。变电站实现综合自动化,使原来常规庞大的模拟屏被CRT屏幕上的实时主接线画面取代;常规在断路器安装处或控制屏上进行的分、合闸操作,被屏幕上的鼠标操作或键盘操作所取代;常规在保护屏上的硬连接片被计算机屏幕上的软连接片所取代;常规的光字牌报警信号,被屏幕画面闪烁和文字提示或语言报警所取代,即通过计算机上的CRT显示器,可以监视全变电站的实时运行情况和对各开关设备进行操作控制。 4.5 运行管理智能化。智能化的含义不仅是能实现许多自动化的功能,例如:电压、无功自动调节,不完全接地系统单相接地自动选线,自动事故判别与事故记录,事件顺序记录,制表打印,自动报警等,更重要的是能实现故障分析和故障恢复操作智能化,实现自动化系统本身的故障自诊断、自闭锁和自恢复等功能,这对于提高变电站的运行管理水平和安全可靠性是非常重要的,也是常规的二次系统所无法实现的。变电站综合自动化的出现为变电站的小型化、智能化、扩大设备的监控范围、提高变电站安全可靠、优质和经济运行提供了现代化的手段和基础保证。它的运用取代了运行工作中的各种人工作业,从而提高了变电站的运行管理水平。 变电站综合自动化是实现无人值班(或少人值班)的重要手段,不同电压等级、不同重要性的变电站其实现无人值班的要求和手段不尽相同。但无人值班的关键是通过采取种种技术措施,提高变电站整体自动化水平,减少事故发生的机会,缩短事故处理和恢复时间,使变电站运行更加稳定、可靠。
当代工业自动化控制系统的集成信息平台设计 摘要:目前,我国的国民经济在高速的发展,我国的工业在不断地完善,随着 我国工业化程度的发展,传统的手工工业和以老式机械控制为主的工业生产都会 耗费大量的人力物力,已经无法适应工业发展的需要。但是我国目前的自动化控 制系统在运营管理、软件规划等方面仍存在一些问题,特别是有关工业自动化控 制系统的集成信息平台设计,还存在很大的发展空间。针对上述背景,对当代工 业过程自动化控制系统的集成信息平台进行设计,为当代工业过程提供更多的技 术支持。 关键词:工业过程;自动化;控制系统;集成信息平台 引言 随着社会的发展和科技的进步,工业生产过程自动化越来越受到国家和民众 的重视。随着我国工业市场发展的越来越快,集成信息平台作为一种使用c语言 构件的分布式框架,在当代工业过程中发挥的作用也是十分显著的,可以有效推 动企业的信息化建设。 1控制系统的多元化 1.1现场总线的崛起 多年以来,工业自动化领域的过程控制体系历经基地式仪表控制系统、电动 单元组合式模拟仪表控制系统、集中式数字控制系统、集散控制系统(DCS)等4代过程控制系统,当前我国工业自动化的主流水平即处于以PLC为基础的DCS系 统阶段。与早期的一些控制系统相比,DCS系统在功能和性能上有了很大进步, 可以在此基础上实现装置级、车间级的优化和分散控制,但其仍然是一种模拟数 字混合系统,从现场到PLC或计算机之间的检测、反馈与操作指令等信号传递, 仍旧依靠大量的一对一的布线来实现。 现场总线是应用在生产现场的全数字化、实时、双向、多节点的数字通信系统。现场总线技术将专用的CPU置入传统的测控仪表,使它们各自都具有数字计 算和通信能力,即所谓“智能化”,采用可进行简单连接的双绞线、同轴电缆等作 为联系的纽带,把挂接在总线上作为网络节点的多个现场级测控仪表连接成网络,并按公开、规范的通信协议,使现场测控仪表之间及其与远程监控计算机之间实 现数据传输与信息交换,形成多种适应实际需要的控制系统。 1.2现场总线的新动向 长期以来的标准之争,实际上已延缓了现场总线的发展速度。为了加快新一 代系统的发展,人们开始寻求新的出路,一个新的动向是从现场总线转向Ethernet,用以太网作为高速现场总线框架的主传。以太网是计算机应用最广泛 的网络技术,在IT领域已被使用多年,已有广泛的硬、软件开发技术支持,更重 要的是启用以太网作为高速现场总线框架,可以使现场总线技术和计算机网络技 术的主流技术很好地融合起来。为了促进Ethernet在工业领域的应用,国际上成 立了工业以太网协会,开展工业以太网关键技术的研究。 2当代工业自动化控制系统的集成信息平台硬件设计 2.1集中监控设计 为了将系统的各个功能有机结合在一起,使各个系统的作用得到最大化的发挥,因此设计了集中监控方式。集中监控方式的目的在于对工业生产过程中的全 部电气设备进行监控,以保证各个生产环节的有序进行。并且这种集中监控系统 运行简单,便于维修,以最小的投入实现各个设备的统一管理。
LINE DESCRIPTION 生产线设备描述 Position 1 设备一 PLASMA CUTTING TABLE 12,000 x 2,500 x 40 mm(等离子切割台) To cut with plasma technology the steel blank producing trapezium sheet, triangle reinforcement, base plate, etc... It has the following specifications: (采用等离子技术切割钢坯,制作梯形板、三角加强筋板、底板等…它具有以下规格:) - Material thickness: Up to 40 mm(材料厚度:最大40毫米) - Maximum blank width: 2,530 mm(最大钢板宽度:2530毫米) - Maximum blank length: 12,050 mm(最大钢板长度:12050毫米) - Total slide length: 13,000 mm(全台长度:13000毫米) - Filter number: 2(过滤器数量:2个) - Cutting technology: Plasma(切割技术:等离子) It includes the following equipment:(包含下列设备:) - No.1 (one) Independent portal bridge(一个独立龙门桥架) - No.1 (one) Bevel plasma equipment(一个斜面等离子设备) - No.1 (one) Master bevel cut mechanical equipment plasma torch group (HYPERTHERM HPR-260)(一个主斜面切割机械等离子火炬组:海宝HPR-260)- No.12 (twelve) Suction filters(12个抽风过滤器) - No. 2 (two) Exhaust filter auto cleaning(2个排气过滤器自动清洗装置) - No.1 (one) Air dryer in alumina(1个氧化铝空气干燥器) - No.1 (one) CNC control (ESA-GV mod. KVARA 500)(1个计算机数字控制器(ESA-GV MOD. KVARA 500)) - CAD /CAM ALMA (CAD/CAM ) - Electrical panels & control panels(电气面板和控制面板) Picture no. 1图片一 Position 2 设备二 FLATTENING AND CUT TO LENGTH LINE 1500 x 8 L=14 (The machine starts from coil and inline, completely in automatic without any manipulation, produce trapezium sheet well flattened without mechanical internal stress).(扁平化及切成一定长度的线1500×8为L =14 (本机开始从线圈和内联,在自动完全没有任何操作,产生梯形表扁平化,内部无机械应力)。) To prepare the flat sheet rectangular shape and trapezium shape for making poles, on the same line. It has the following specifications:(在同一生产线上准备长方形和梯形平板作为极点。具备以下规格:)
1、焊接变形的定义 在焊接过程中,焊缝金属和基材的冷热循环所引起的膨胀和收缩形成焊接变形。焊接时,沿 同一边持续焊接引起的变形比两边交叉焊接的变形大。在焊接引起的冷热循环中,很多因素 影响金属的收缩并导致变形,如金属在受热时其物理、机械性能发生变化。当热膨胀增加、 热量增大时(见图1),焊接区域温度升高,焊接区域钢板的弯曲强度、弹性、热导性能将降低。 2、产生焊接变形的原因 在金属冷热变化过程中,应了解怎样产生变形、为什么产生变形。图2 为一组钢板冷热变化 时产生的变形示例。均匀加热钢板时,向各个方向均匀膨胀,见图2a。当钢板冷却至室温时,也是均匀收缩并恢复至原始尺寸。如果钢板在加热时给予刚性约束(见图2b),两个侧边就不 会产生变形。但是,加热时钢板一定会膨胀,所以只能在无约束的垂直方向膨胀(厚度方向),从而使钢板变得更厚。同样,当钢板温度降至室温时,也将在各方向上收缩(见图2c),这样,工件就发生了永久性弯曲或扭曲变形。
在焊接受热过程中,膨胀和收缩作用于焊接金属和基材上,焊缝和基材因局部被加热而形成 很大的温度梯度。冷却时,焊接金属试图正常收缩至室温时的体积。但是,熔化的焊接金属 因基材而受到约束,焊缝金属和基材之间就会产生应力集中。焊缝附近区域因此产生应力集 中而伸展或弯曲或变薄,这些超过焊缝金属屈服应力的集中释放就形成了永久变形。当焊接 温度接近室温,整个基材受到约束而无 法变形,金属的伸缩应力接近屈服应力。如果约束(夹具固定工件或反收缩力)取消,残余应 力释放,基材将发生迁移,焊接工件将产生变形。金属内部结构因焊接不均匀的加热和冷却 产生的内应力叫焊接应力,由焊接应力造成的变形叫焊接变形。不同的焊接工艺引起的焊接 变形量不同。 3 影响焊接结构变形的主要因素和变形的种类 (1)影响焊接结构变形的主要因素。 a.焊缝在结构中的位置; b.结构刚性的大小; c.装配和焊接顺序; d.焊接规范的选择。 (2)焊接变形的种类。 a.纵向收缩和横向收缩(在焊缝长度方向上的收缩称纵向收缩,在垂直于焊缝纵向的收缩称 横向收缩); b.角变形; c.弯曲变形; d.波浪变形; e.扭曲变形。 (3)从焊接工艺上分析,影响焊接收缩量的因素。 a.采用焊条电弧焊焊接长焊缝时,一般采用焊前沿焊缝进行点固焊,有利于减小焊接变形,同时也有利于减小焊接内应力。 b.备料情况和装配质量对焊接变形也会产生影响。 c.焊接工艺中影响焊缝收缩量的因素有: ①线膨胀系数大的金属材料其焊接变形大,反之焊接变形小。 ②焊缝的纵向收缩量随着焊缝长度的增加而增加。 ③角焊缝的横向收缩比对接焊缝的横向收缩小。 ④间断焊缝比连续焊缝的收缩量小。 ⑤多层焊时,第一层引起的收缩量最大,以后各层逐渐减小。 ⑥在夹具固定条件下的焊接收缩量比没有夹具固定的焊接收缩量小,减少约40%~70%。
风电场及远程监控自动化管理系统 一、系统概述 风电场及远程监控自动化系统采用分层分布的体系结构,整个自动化系统分为三层:风场控制层、区域控制层和集中控制层。风场控制层设在风电场现场,为风电场运行 与管理提供完整的自动化监控,为上级系统提供数据与信息服务;区域控制层 设在区域风电场中央控制室,负责所辖风电场运行状态的监视与管理,为集中 控制层提供数据与信息服务;集中控制层作为总部或集团的风力发电监控中 心,全面掌控所有风电场运行状况,统筹资源调配。 建设风电场及远程监控自动化系统,实现各风电场设备的集中监视和管理,对提高公司综合管理水平、优化人员结构、提高风电场发电效益等十分重要。 提高风电场自动化水平 无人值班少人值守是风电场运营模式的发展方向,对风电场的设备状态、自动化水平、人员素质和管理水平都提出了更高的要求,是风电场一流的设备、一流的人才、一 流的管理的重要标志,建立可以实现风电场及远程监控自动化系统,是实现风 电场无人值班少人值守的必要条件,对全面提高风电场自动化水平有极大的促 进作用。 提高风电场群的经济效益 设置风电场及远程监控自动化系统,建立与当地气象部门的联系,根据气象部门对未来时段天气预报的预测信息,制定风电场在未来时段的生产计划,合理地安排人员调 配和设备检修计划,使资源得到充分利用,提高风电场群的经济效益。 提高风电场群在电网中的竞争优势 随着风电场群规模的日益扩大,风电发电量在电网中占的比重将越来越大,通过建立风电场及远程监控自动化系统,对各风电场的发电状况进行预测,并上报电网公司, 以利于电网公司电力调度计划的制定,提高发电公司在电网中的竞争优势。提高公司管理水平 由于风电场群具有风电场设备多且分布分散,地处偏远的特点,如果对每个风电场单独进行管理,需要消耗大量的人力物力。设置风电场及远程监控自动化系统,实现风 电场群的集中运行管理、集中检修管理、集中经营管理和集中后勤管理,通过 人力资源、工具和备件、资金和技术的合理调配与运用,达到人、财、物的高
钢结构制造事业部焊接变形控制工艺 编制: 校对: 审核: 批准: 重庆建工工业有限公司 钢结构事业部 2015年6月11日
1 焊接应力 (2) 1.1焊接应力的种类 (2) 2 焊接变形 (2) 2.1焊接变形发生的原因 (2) 2.2焊接变形的主要形式 (2) 3 焊接变形的影响因素 (3) 3.1材料因素的影响 (3) 3.2结构设计因素的影响 (3) 3.3焊接工艺的影响 (3) 3.3.1焊接方法的影响 (3) 3.3.2焊接接头形式的影响 (3) 3.3.3焊接层数的影响 (4) 3.4焊接参数的影响 (4) 3.4.1电弧电压 (4) 3.4.2焊接电压过高 (4) 3.4.3焊接速度 (4) 3.4.4焊丝伸出长度 (4) 3.4.5焊枪倾斜角度 (4) 4 焊接变形的预防与控制措施 (5) 4.1设计措施 (5) 4.4.1尽量减少焊缝数量 (5) 4.4.2合理地选择焊接的尺寸和形式 (5) 4.4.3合理设计结构形式及合理安排焊缝位置 (5) 4.2工艺措施 (5) 4.2.1焊前预防措施 (5) 4.2.2焊接过程控制措施 (6) 4.3焊后矫正措施 (6) 4.3.1机械矫正 (6) 4.3.2加热矫正 (6)
1 焊接应力 焊接时,由于焊缝局部加热到高温状态,焊件温度均匀不分布,造成钢结构不均匀冷却收缩而产生变形。其次,在焊接时,由于不同焊接热循环作用引起金相组织发生转变,随之而出现体积的变化,当体积变化受到周围金属阻碍时便产生了应力,从而出现整体变形。 焊接变形分为局部变形和整体变形。局部变形指焊接结构的某部分发生变形,在焊接中易于矫正;整体变形指整个结构的形状或尺寸发生变化,是由于焊接在各个方向上收缩不均所引起的,这在焊接中尤为重要,一般不允许发生整体变形。焊接变形产生的原因很多,不均匀的局部加热和冷却是最主要原因。焊接时,焊件局部加热到熔化状态,形成了温度不均匀分布区,使焊接出现不均匀的热膨胀,热膨胀受到周围金属的阻碍不能自由膨胀而受到压应力,周围的金属则受到拉应力。当被加热金属受到的压应力超过屈服点时,就会产生塑性变形;焊接冷却时,由于加热的金属在加热时已产生了压缩的塑性变形,所以,最后的长度要比未被加热金属的长度短些,从而产生变形。 1.1焊接应力的种类 1.1.1热应力:又称温度应力。它是在不均匀加热及冷却过程中所产生的应力,它与加热温度和加热不均匀程度、焊件的钢度以及焊件材料的热物理性能等因素有关。 1.1.2相变应力:金属发生相变时,由于体积发生变化而引起的应力。 1.1.3装配应力:在装配和安装过程中产生的应力。 1.1.4残余应力:当构件上承受局部荷载或经受不均匀加热时,都会在局部地区产生塑性应变。当局部外载撤去后或热源离去,构件温度恢复到原始的均匀状态时,由于构件内部发生了不能恢复的塑性变形,因而产生了内应力,即残余应力。残留下来的变形即残余变形。 焊接过程中焊件的热应力是随时间而变化的瞬时应力,焊后残余下来,即为残余应力。 2 焊接变形 2.1焊接变形发生的原因 钢材的焊接通常采用熔化焊方法,把焊接局部连接处加热至溶化状态形成熔池,待其冷却结晶后形成焊缝,使原来分开的钢材连接成整体。由于焊接加热时还焊接接头局部加热不均匀,金属冷却后沿焊缝纵向收缩时受到焊件低温部分的阻碍,使焊缝及其附近区域受拉应力,远离焊缝区域受压应力。因加热、冷却这种热变化在局部范围急速地进行,膨胀和收缩变形均受到拘束而产生塑性变形,焊接完成并冷却至常温后该塑性变形残留下来,焊接变形因此产生。 2.2焊接变形的主要形式 焊接变形主要有收缩变形、角变形、弯曲变形、扭曲变形和破浪变形五种基本形式。其成因如下: 收缩变形是由于焊缝的纵向(沿焊缝方向)和横向(垂直焊缝方向)收缩引起的 角变形由于V型坡口对接焊焊缝布置不对称,造成焊缝上下横向收缩量不均匀而引起的变形
令狐采学创作 焊接变形的控制 方法 令狐采学 1 焊接应力与变形 焊接是一种局部加热的工艺过程。焊接过程中以及焊后,构件不可避免地会产生焊接应力和变形。焊接应力和变形在一定条件下还影响焊接结构的性能,如强度、刚度、尺寸精度和稳定性、受压时的稳定性和抗腐蚀性等。不仅如此,过大的焊接应力与变形, 还会大大增加制造工艺中的困难和经济消耗, 而且往往因焊接裂纹或变形过大无法矫正而导致产品的报废。 2 焊接应力与变形的形成过程 焊接应力与变形是由焊接产生的不均匀温度场而引起的。 假设有一块平板条( 如图所示) , 在他中心堆置一条焊缝。 图1 假定是焊接加热时的情况。 图 2 为焊接以后, 温度恢复到室温时的情况。与此同时, 由于不均匀加热还会产生垂直焊缝方向( 横向) 的盈利和 变形, 厚度则还产生板厚度方向的应力。 3 影响焊接应力与变形的主要因素
令狐采学创作 影响焊接应力与变形的因素主要有两个方面,第一个方面是焊缝及其附近不均匀加热的范围和程度, 也就是产生热变形的范围和程度; 第二个方面是焊件本身的刚度以及受到周围拘束的程度; 实际上也就是就是阻止焊缝及其附近加热所产生热变形的程度。两个方面作用的结果决定了焊缝附近压缩塑性变形区的大小和分布, 也决定了残余应力与残余变形的大小。 焊缝尺寸和焊缝数量及为止, 材料的热物理性能( 导热系数、比热、膨胀系数等) , 焊接工艺方法( 气焊、手工焊、埋弧焊、气体保护焊等) , 焊接参数( 焊接电流、电弧电压、焊接速度等) 以及施焊方法( 直通焊、跳焊、逆向分段汉等) 等因素影响到焊缝及其附近区不均加热的范围和程度, 影响到热变形的大小和分布; 焊接构件的尺寸和形状, 胎夹具的应用, 焊缝的布置以及装配焊接顺序等因素影响到焊接构件的刚度和周围的约束程度。一般来说, 焊接构件在约束小的条件下, 焊接变形达而应力小; 反之, 则焊接变形小而应力大。 4 焊接残余变形的预防和矫正 4.1 设计措施
浅谈工业自动化控制系统中的智能控制 ——郝庆超 在自动化(automation)不断完善和发展的今天,自动化水平已经成为衡量企业现代化水平的一个重要标准,而自动化的一个重要分支——工业自动化,更是生产型企业提高生产效率,稳定产品质量的重要手段。我国的自动化发展历程也经历了以“观测”为主的第一阶段,以“观测”并“人为反应”的第二阶段,已经逐渐进入到“自动测量自动反应”的第三阶段。这些进步,同时需要控制理论和实践的完善,智能控制(intelligent controls)作为现代控制理论基础上发展起来的新型控制理论,已经广泛应用于各个自动化领域,全自动洗衣机就是典型的智能控制自动化的例子。 一个控制系统包括控制器(controller)、传感器(sensor)、变送器(transmitter)、执行机构(final controlling element)、输入输出接口(I/0 interface)五部分组成。控制器的输出经过输出接口、执行机构,加到被控系统上;控制系统的被控量,经过传感器,变送器,通过输入接口送到控制器,这样完成了一次正常的运算控制操作。 按照自动控制有无针对对象来划分,自动控制可分为“开环控制”和“闭环控制”。区分“开环控制”和“闭环控制”最直接的办法是看是否有最终对象的反馈,当然这个反馈不是人为直观观察的。例如向一个容器里加水,有水位测量设备,水位到达设定的高度,水龙头自动关断,这就是“闭环控制”;如需人为的看水是否到了设定的高度,而去人为的关水龙头,这就是“开环控制”。当然,智能控制,目标是不需要人为干预,所以,我们可以简单的认为“开环控制”是人为干预控制,不能完全体现智能控制的特点,所以在这里不去深究它。“闭环控制”按照执行机构的不同,可分为“状态闭环控制”和“调节闭环控制”。区分“状态闭环控制”和“调节闭环控制”的办法是看对执行机构的作用方式,如上例中,如果水龙头是开关两位的,在水位到达设定的高度,自动关断水龙头,则此为“状态闭环控制”;如果水龙头是可调节的,根据水位高度的不同,调节水龙头开度的大小,通过加水量的不同,让水位保持平衡,此为“调节闭环控制”。 目前工业自动化控制中,“状态闭环控制”多用于保护类控制,例如汽机的ETS,锅炉的MFT,化工的ESD,水泵保护等等。其优点是反应比较快,控制器本身不需要复杂的计算,通过逻辑运算基本可以实现;其缺点是一旦收到的反馈信号为假信号,则按照假信号进行动作,工程上多称之为“误动”。由于动作迅速(一般是以“毫秒”为单位进行计算),所以一旦误动产生,无法在执行之前或之中做出人为反应处理,只能事后补救,而一些重要的保护一旦产生误动,其影响和损失都是比较大的。针对这个问题,根据现场“状态闭环控制”的重要性和损失性,需要将反馈信号进行品质判断处理,判断出信号的真实性,如果是假信号,则保持原信号不变,不触发执行机构工作,避免误动。而且几乎所有的“状态闭环控制”都有是否允许执行的开关,即联锁按钮。联锁按钮可根据实际情况,屏蔽控制内容,这样就可以部分的对其进行提前控制,把误动的可能性减到最低。 “调节闭环控制”相对“状态闭环控制”要复杂一些,需要控制器进行复杂的运算,计算出输出的结果给执行机构,执行机构进而调节被调节对象。从时间上来讲,“调节闭环控制”是不间断的时时进行计算和输出,其周期决定于控制器的运算周期。“调节闭环控制”需要人为或通过系统计算给定一个被控制对象的理想的状态数值(给定值set value,简写为S),控制器会比较实际的被控制对象的数值(测量值practical value,简写P)与给定值之间的偏差,并计算出输出到执行机构的值(输出值output value,简写O)给执行机构,执行机构变化,使测量值改变,控制器再次比较测量值与给定值的偏差(以下简称偏差),进行下一循环的计算并输出。“调节闭环控制”一般常用的控制方式是“比例积分微分控制”即“PID控制”或“PID调节”。PID控制器就是根据偏差,利用比例(proportional)、积分(integration)、微分(differentiation)计算出控制量进行控制的。PID控制器问世至今已有近几十年的历史,它以其结构简单、稳定性好、工作可靠、调整方便而成为工业控制的主要技术之一。很多盘装仪表控制器就具备很好的带有记忆功能的PID控制功能。“调节闭环控制”对控制系统中各个