车间温湿度自动化控制监控系统
洁净室环境温湿度
纺织厂车间温湿度控制
饼干厂车间温湿度控制
手机生产车间温湿度控制
印刷厂车间温湿度
菌类栽培温湿度控制系统
电子车间温湿度自动化控制系统方案
塑料车车监控温湿度控制
造纸厂车监控温湿度环境系统控制
北京盛世宏博科技有限公司(HB-CJ-LIU)
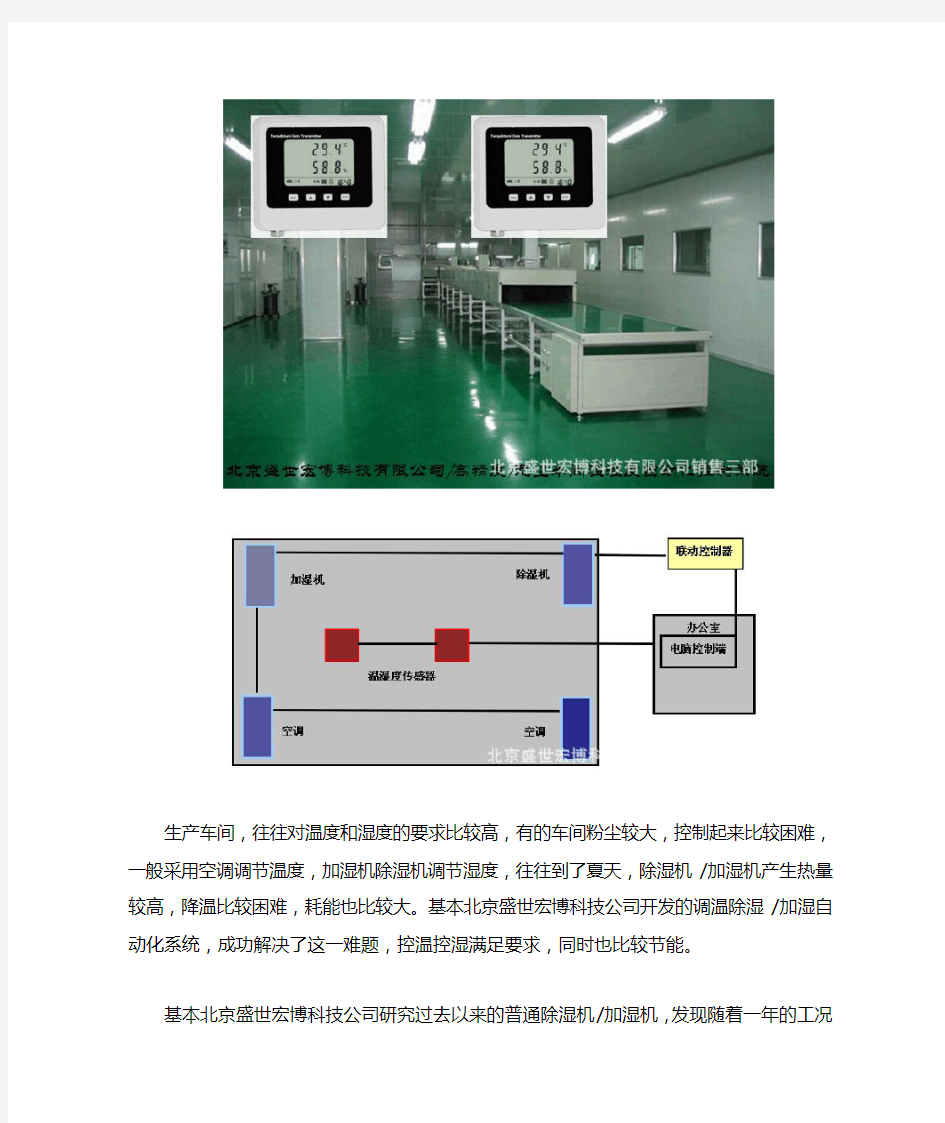
生产车间,往往对温度和湿度的要求比较高,有的车间粉尘较大,控制起来比较困难,一般采用空调调节温度,加湿机除湿机调节湿度,往往到了夏天,除湿机/加湿机产生热量较高,降温比较困难,耗能也比较大。基本北京盛世宏博科技公司开发的调温除湿/加湿自动化系统,成功解决了这一难题,控温控湿满足要求,同时也比较节能。
基本北京盛世宏博科技公司研究过去以来的普通除湿机/加湿机,发现随着一年的工况变化,除湿机/加湿机在额度除湿量上,需要不同的冷凝温度和风量。而普通除湿机/加湿机却不能解决这一问题,满足春天和秋天的配置,却满足不了夏天高温高湿的除湿/加湿要求,往往,到了夏天,机器在超负荷状态下工作,使用寿命大打折扣,耗电比春天时机要高出30%-50%。如果按照夏天工况配置,则到25度以下春天或秋天温度不高时,除湿量/加湿机又会大打折扣。
针对这些情况,基本北京盛世宏博科技公司多年一直在节能和高效利用方面细心研究开发。成功解决了这一瓶颈,目前基本北京盛世宏博科技公司的节能型热回收型除湿机/加湿机自动化控制系统,在夏天时,不但能有效除湿,还可以根据环境要求,解决温度问题,同量除湿/加湿能力下,耗电能降低20%-30%。到了温度较低季节环境,也能根据状况,改变除湿工况模式,有效除湿,大大提高了额定除湿/加湿能力。
随着除湿机/加湿机运用的扩大,北京盛世宏博科技有限公司自动化控制温度湿度系统也越来越受到重视。相关拓展图如下:
北京盛世宏博科技有限公司温湿度系统原理图
第一章引言 1.1 课题背景 在现代工业现场,随着科技的进步和自动化发展,温、湿度监测系统在某些行业中要求越来越高,特别是在大中型仓库管理系统中,由于温湿度过高或过低引起的仓库储藏物本身的水分过高或连续的高湿天气将导致储藏物新陈代谢加快而放出热量,放热引起的温升又是代谢进一步加剧以至发霉变质,因此仓库必须重视对空气温湿度精确的而又方便的实时监测,长期以来,由于受经济条件限制,我国仓库环境较差,而且管理落后。 仓库管理的重点之一就是要合理布置测温点,经常检查温度变化,以便及时发现储藏物发热点,减少损失。然而,堆积物的热传递又是那样的缓慢,使人感知极差,需要管理人员经常进入闷热、呛人的仓库内观察温、湿度,不断进行翻仓、加湿、通风和降温设备来控制温湿度,这样不但控制精度低、实时性差,而且操作人员的劳动强度大。这种繁重的体力劳动,不仅对人体有极大的伤害,而且不科学、不及时。所以,仓库储藏物虫蛀、霉变的情况时有发生。 我国的储藏物现均集中存放在地方或国家的仓库中。按照国家储藏物保护法,必须定期抽样检查粮食的温、湿度,以确保储藏质量。这就迫切需要温湿度监控系统来控制仓库。 本课题即以上述问题为出发点,设计仓库温、湿度监控系统,该系统不仅能采集仓库内的温、湿度值,而且能够迅速做出相应的处理,并将数据及处理结果显示给用户,并储存数据以方便以后的对比研究。 1.2 仓库温、湿度控制技术的国内外研究状况 近年来,由于超大规模集成电路技术、网络通信技术和计算机技术的发展,是监控系统在工农业生产等领域得到广泛引用,因此,仓库温、湿度监控技术的研究在软、硬件等方面都得到了一定的发展。 1.2.1 硬件技术 早期仓库温湿度检测主要采用温度计量算法,它是将温度计放入特定的插杆中,根据经验插入仓库的多个测温点,工作人员定期拔出读数,决定采取相应的措施。这种方法由于温度计精度、人工读数的人为因素等原因,温度检测不仅速度慢而且精度低,抽样不彻底,局部粮食温度过高不易被及时发现,局部粮食发霉变质引起大面积坏掉的情况时有发生。 随着科技的发展,温、湿度检测系统有了很大的改善和提高,系统在布线上采用矩阵式布线技术,简化了数据采集部分的线路;在传感器方面应用了热电偶、半导体等器件;在数据传输方面减少了传输线的根数,采用串行传输方式,他可对仓库的各个测试点进
车间温湿度控制制度 公司厂房使用的是中央空调,根据实际情况,为规范车间温湿度控制,满足产品生产、物料存储和人员办公等要求,控制在需求范围之内: 一、温湿度要求: 1、一般环境(指由中央空调控制的生产车间、库房、办公室)的温度要求: A,夏季温度控制在22℃——26℃,库房由于设备和人员少,可-2℃; B,冬季温度控制在18℃——24℃,库房由于设备和人员少,可-2℃; C,过渡季节温度在22℃+/-4℃; D,湿度:车间全年控制在30%-----80%RH; E,控制的过程中以满足要求为主,节约能源为辅的原则 2、湿度敏感区域的要求:温度10℃——30℃,湿度40%-----70%RH, 3、机房、实验室等有独立空调的地方本着够用节约的原则自行设定要求 二、监控与记录 1、一般环境和湿敏区域以干湿球温度计记录值为准。
2、监测环境温湿度的干湿球温度计的计量和维护由设备管理部暖通组负责,计量周期是 3个月,参考标准以外部计量合格的电子温湿度计为准。 3、暖通组控制的范围:A、B栋办公室,生产线、材料库、成品库、湿敏区。 4、暖通组监控点数量:B栋车间生产线6个,材料库10个,成品库4个,湿度敏感区1个,A、B栋办公室各1个,共计23个 5、暖通组记录点数量:A、B栋办公室各1个,生产线4个,成品库1个、材料库2个、湿敏区1个,共计10个。 6、库房人员对库房(含湿敏区)的所有环境温湿度计(15个)也作记录,湿敏区湿度偏低时库房人员自行采取人工加湿的办法以便满足要求,湿度偏高时暖通人员启动除湿机除湿。 7、暖通组监控频次:每两小时一次。 8、机房、试验室环境由IT&SAP、实验室各自监控,设备出现问题由使用部门报修。
车间温湿度自动化控制监控系统 洁净室环境温湿度 纺织厂车间温湿度控制 饼干厂车间温湿度控制 手机生产车间温湿度控制 印刷厂车间温湿度 菌类栽培温湿度控制系统 电子车间温湿度自动化控制系统方案 塑料车车监控温湿度控制 造纸厂车监控温湿度环境系统控制 北京盛世宏博科技有限公司(HB-CJ-LIU)
生产车间,往往对温度和湿度的要求比较高,有的车间粉尘较大,控制起来比较困难,一般采用空调调节温度,加湿机除湿机调节湿度,往往到了夏天,除湿机/加湿机产生热量较高,降温比较困难,耗能也比较大。基本北京盛世宏博科技公司开发的调温除湿/加湿自动化系统,成功解决了这一难题,控温控湿满足要求,同时也比较节能。 基本北京盛世宏博科技公司研究过去以来的普通除湿机/加湿机,发现随着一年的工况变化,除湿机/加湿机在额度除湿量上,需要不同的冷凝温度和风量。而普通除湿机/加湿机却不能解决这一问题,满足春天和秋天的配置,却满足不了夏天高温高湿的除湿/加湿要求,往往,到了夏天,机器在超负荷状态下工作,使用寿命大打折扣,耗电比春天时机要高出30%-50%。如果按照夏天工况配置,则到25度以下春天或秋天温度不高时,除湿量/加湿机又会大打折扣。 针对这些情况,基本北京盛世宏博科技公司多年一直在节能和高效利用方面细心研究开发。成功解决了这一瓶颈,目前基本北京盛世宏博科技公司的节能型热回收型除湿机/加湿机自动化控制系统,在夏天时,不但能有效除湿,还可以根据环境要求,解决温度问题,同量除湿/加湿能力下,耗电能降低20%-30%。到了温度较低季节环境,也能根据状况,改变除湿工况模式,有效除湿,大大提高了额定除湿/加湿能力。 随着除湿机/加湿机运用的扩大,北京盛世宏博科技有限公司自动化控制温度湿度系统也越来越受到重视。相关拓展图如下: 北京盛世宏博科技有限公司温湿度系统原理图
实验室温湿度控制很重要 在实验室的监控项目中,不同实验室对温湿度都有要求,大部分实验都是在明确的温湿度环境中展开。在医药、生化、仪器校准、农业、建筑与电器等领域中,实验室环境条件直接影响着各种实验或检测的结果,每项实验的进行都需要精确可靠的监测仪器来提供准确的环境参数数据。 实验室要求适宜的温度和湿度。室内的小气候,包括气温、湿度和气流速度等,对在实验室工作的人员和仪器设备有影响。夏季的适宜温度应是18-28℃,冬季为16-20℃,湿度最好在30%(冬季)-70%(夏季)之间。除了特殊实验室外,温湿度对大多数理化实验影响不大,但是天平室和精密仪器室应根据需要对温湿度进行控制。 环境条件温湿度的控制方面考虑的要素就是保证实验操作的环境温湿度是能够满足实验程序各个过程的需要。我们主要从以下几个方面来制定实验室环境温湿度控制范围。 首先,识别各项工作对环境温湿度的要求。 主要识别仪器的需要、试剂的需要、实验程序的需要,以及实验室员工的人性化考虑(人体在温度18-25℃ 相对湿度在35-80%范围内总体感觉舒适,并且从医学角度来看环境干燥和喉咙的炎症存在一定的因果关系)四个方面要素综合考虑,列出对温湿度控制范围要求的清单。 第二,选择并制定有效的环境温湿度控制范围。从以上各要素所有要求清单中摘取最窄范围作为该实验室环境控制的允许范围,制定环境条件控制方面的管理程序,并依据该科室实际情况制定合理有效的SOP。 第三,保持和监控。通过各项措施保证环境的温湿度在控制的范围内,并对环境温湿度进行监控和做好监控的记录,超过允许范围及时采取措施,开空调调节温度,开除湿机控制湿度。 试剂室温度10-30℃,湿度35-80% 样品存放室温度10-30℃,湿度35-80% 天平室温度10-30℃,湿度35-80% 水分室温度10-30℃,湿度35-65% 红外室温度10-30℃,湿度35-60% 中心实验室温度10-30℃,湿度35-80% 留样室温度10-25℃,湿度35-70% 各个领域实验室的温湿度最佳范围 1 病理学实验室 病理学实验过程中,切片机,脱水机,染色机,电子天平等仪器的使用对温度有比较严格的要求。例如电子天平应尽可能在环境温度较稳定的条件(温度变化每小时不大于5|℃)下使用。因此,这类实验室的温湿度状况需要实时监控和记录。DSR温湿度记录仪可提供精确的温湿度记录数据.有助于各项实验的顺利进行。
1.目的 对本公司的卫生管理、生产过程、贮存和运输等方面的卫生要求进行控制。以保证本公司产品的质量及卫生安全。 2.范围 适用本公司产品的生产设施、生产过程、贮存和运输等方面的卫生管理。 3.职责 品质部负责提出本程序的控制要求并监督实施。 各部门负责所管辖范围内的生产设施与生产过程中的卫生控制。 人力行政部负责卫生管理制度、工作服管理和健康管理; 生产技术部负责基础设施、卫生设施、生产过程卫生管理和设施器具的清洗消毒; 品质部负责有毒有害物质管理; 仓库供应链负责成品贮存运输的卫生管理。 4.程序内容 4.1卫生管理制度 1)人力行政部及时收集、获取上级卫生质量管理部门有关食品卫生法规和有关规章制度,并及时宣传和贯彻; 2)人力行政部负责制定和修改公司各项卫生管理制度和细则; 3)人力行政部做好人员的培训工作,定期安排从业人员进行健康检查; 4)生产部负责在厂区及厂区周围定期除虫灭害,防止害虫孳生。不得已使用杀虫剂时,不得污染水源及生产设备、管道、工器具。用药后将所有设备、工具和容器彻底清洗,消除污染。 4.2基础设施 1)道路 厂区道路应顺畅,便于机动车通行并采用便于清洗的混凝土、沥青及其他硬质材料铺设,防止积水及尘土飞扬。 2)地面 生产车间地面应经过硬化并保持平整,同时应略高于道路路面且有适当的坡度,便于清洁。 3)墙壁 生产车间墙壁表面应平整光滑,用浅色、不吸水、不渗水、无毒材料覆涂,便于清洗。 4)门窗 车间的门、窗应关闭和严密,并装有纱窗、纱门,纱窗、纱门应
便于拆下洗刷。 5)通道 车间的通道要宽畅,便于运输和清扫、洗刷、消毒。 6)通风 生产车间、仓库均应有良好通风,通风管道进风口要距离地面2米以上,并远离污染源和排风口,开口处应设防护罩。 7)采光、照明 位于工作台、产品和原料上方的照明设备应加防护罩。 4.3卫生设施 厕所: 厕所应设置在车间外侧,并一律为水冲式,备有洗手设施和排臭装置,其出入口不得正对车间门,要避开通道;其排污管道应与车间排水管道分设。 4.4设备和容器的清洗消毒 1)生产部应保证厂房和各种机械设备、装置、设施和排水系统等均保持良好状态,确保正常运行和整齐洁净。 2)正常情况下,生产部负责每年至少对厂房、设备、管道进行一次全面检修。 3)接触食品物料的设备、工具、管道,必须用无毒、无味、抗腐蚀、不吸水、不变形的材料制作。表面要清洁,边角圆滑,无死角,不易积垢,不漏隙,便于拆卸、清洗和消毒。 4)垃圾桶(箱)周围保持洁净,垃圾桶要有盖,垃圾箱要有门,防止污物外溢;要经常对垃圾桶(箱)进行消毒。 5)生产部在班前和班后应对生产车间的设备、工器具、管道进行清洁和管理。班后应打扫加工场地的地面、墙壁,必要时进行消毒。车间、设备、工器具用洗涤剂和消毒剂处理后,残留的消毒剂应该在车间和设备等重新使用前彻底冲洗干净。 6)品质部应制定有效的清洗和消毒方法和制度,以保证全厂所有车间和场所全部得到适当清洁,防止食品污染。 7)清洁、消毒方法必须安全、卫生,所采用的消毒剂必须经卫生行政部门批准。 4.5 生产过程的卫生要求 1)生产加工车间结构和设备布局合理,按照生产工序和产品特点,不同清洁卫生要求的区域分开设置,防止交叉污染。 2)生产设备、工具、容器、场地等应当保持清洁。工器具应在班前班后进行有效的清洁,必要时进行消毒。清洁消毒后的工器具应当
无尘车间温湿度测试的必要性和方法 无尘车间的温度和湿度控制对于无尘车间的运作来说也非常重要,人和净化介绍无尘车间温湿度控制的必要性和无尘车间温湿度测试的方法。 无尘室安全规范指出无尘室一般温度测试的测点,每个温度控制区或每个房间1个测点,测试点高度宜为工作面高度,测量时间应至少1H,并至少6min测量一次,读数稳定后做好记录。供应无尘车间内的温湿度应满足哪些条件的详细描述:无尘车间的温湿度主要是根据工艺要求来确定,但在满足工艺要求的条件下,应考虑到人的舒适度感。随着空气洁净度要求的提高,出现了工艺对温湿度的要求也越来越严的趋势。 具体工艺对温度的要求以后还要列举,但作为总的原则看,由于加工精度越来越精细,所以对温度波动范围的要求越来越小。例如在大规模集成电路生产的光刻曝光工艺中,作为掩膜板材料的玻璃与硅片的热膨胀系数的差要求越来越小。直径100 um的硅片,温度上升1度,就引起了0.24um线性膨胀,所以必须有±0.1度的恒温,同时要求湿度值一般较低,因为人出汗以后,对产品将有污染,特别是怕钠的半导体车间,这种无尘车间不宜超过25度。 无尘车间湿度过高产生的问题更多。相对湿度超过55%时,冷却水管壁上会结露,如果发生在精密装置或电路中,就会引起各种事故。相对湿度在50%时易生锈。 此外,无尘车间湿度太高时将通过空气中的水分子把硅片表面粘着的灰尘化学吸附在表面耐难以清除。相对湿度越高,粘附的难去掉,但当相对湿度低于30%时,又由于静电力的作用使粒子也容易吸附于表面,同时大量半导体器件容易发生击穿。对于硅片生产最佳温度范围为35—45%。 无尘车间室温的湿度测试是检验净化车间内部稳定性的一项重要工作,目的是确认空气处理设施的温度控制能力。无尘室湿度的测试通常采用通风干湿球湿度计、电容式湿度计、数字式湿度计、毛发式湿度仪器。 相对湿度测试的测点、测试频度和时间与温度测试时间相同,建议采用一同测试。 无尘车间的温湿度测试的要求:温度测试应在无尘车间进行调试,气流均匀性测试完成,无尘室功能温度测试,应将洁净工作区划分为等面积的栅格,每个
清华大学 毕业设计(论文) 题目基于PLC的大棚温度自动控制 系统设计 系(院)自动化系 专业电气工程与自动化班级2009级3班 学生姓名雷大锋 学号2009022321 指导教师王晓峰 职称副教授 二〇一三年六月二十日
独创声明 本人郑重声明:所呈交的毕业设计(论文),是本人在指导老师的指导下,独立进行研究工作所取得的成果,成果不存在知识产权争议。据我所知,除文中已经注明引用的内容外,本设计(论文)不含任何其他个人或集体已经发表或撰写过的作品成果。对本文的研究做出重要贡献的个人和集体均已在文中以明确方式标明。 本声明的法律后果由本人承担。 作者签名: 年月日 毕业设计(论文)使用授权声明 本人完全了解滨州学院关于收集、保存、使用毕业设计(论文)的规定。 本人愿意按照学校要求提交学位论文的印刷本和电子版,同意学校保存学位论文的印刷本和电子版,或采用影印、数字化或其它复制手段保存设计(论文);同意学校在不以营利为目的的前提下,建立目录检索与阅览服务系统,公布设计(论文)的部分或全部内容,允许他人依法合理使用。 (保密论文在解密后遵守此规定) 作者签名: 年月日
基于PLC的大棚温度自动控制系统设计 摘要 大棚温度自动控制系统是一种为作物提供最好环境、避免各种棚内外环境变化对其影响的控制系统。该系统采用FX2N系列PLC作为下位机,PC机作为上位机,采用三菱D-720通用变频器,采用温度、湿度、光照传感器采集现场信号,这些模拟量经PLC转化为数字信号,把转化来的数据与设定值比较,PLC经处理后给出相应的控制信号使环流风机、遮阴帘、微雾加湿机等设备动作,大棚温度就能实现自动控制。这种技术不但实现了生产自动化,而且非常适合规模化生产,劳动生产率也得到了相应的提高,通过种植者对设定值的改变,可以实现对大棚内温度的自动调节。 关键词:大棚,温度控制,PLC
车间温湿度控制程序 (ISO9001:2015) 1.温湿度管理概述 要做好组装、测试间温湿度管理工作,首先要学习和掌握空气温湿度的基本概念以及有关的基本知识。 (1)空气温度 空气温度是指空气的冷热程度。 一般而言,距地面越近气温越高,距地面越远气温越低。 在日常温度管理中,多用摄氏表示,凡0度以下度数,在度数前加一个“-”,即表示零下多少摄氏度。 (2)空气湿度 空气湿度,是指空气中水汽含量的多少或空气干湿的程度。 表示空气湿度,主要有以下几种方法: ①绝对湿度 绝对湿度,是指单位容积的空气里实际所含的水汽量,一般以克为单位。 温度对绝对湿度有着直接影响。一般情况下,温度越高,水汽蒸发得越多,绝对湿度就越大;相反,绝对湿度就小。 ②饱和湿度 饱和湿度,是表示在一定温度下,单位容积空气中所能容纳的水汽量的最大限度。如果超过这个限度,多余的水蒸气就会凝结,变成水滴。些时的空气湿度便称为饱和湿度。 空气的饱湿度不是固定不变的,它随着温度的变化而变化。温度越高,单
位容积空气中能容纳的水蒸气就越多,饱和湿度也就越大。 ③相对湿度 相对温度是指空气中实际含有的水蒸气量(绝对湿度)距离饱和状态(饱和湿度)程度的百分比。即,在一定温度下,绝对湿度占饱和湿度的百分比数。相对湿度用百分率来表示。公工为: 相对温度=绝对湿度/饱和湿度×100% 绝对温度=饱和温度×相对温度 相对湿度越大,表示空气越潮湿;相对湿度越小,表示空气越干燥。 空气的绝对湿度、饱和温度、相对湿度与温度之间有着相应的关系。温度如发生了变化,则各种湿度也随之发生变化。 ④露点 露点,是指含有一定量水蒸气(绝对湿度)的空气,当温度下降到一定程度时所含的水蒸气就会达到饱和状态(饱和湿度)并开始液化成水,这种现象叫做结露。水蒸气开始液化成水时的温度叫做“露点温度”,简称“露点”。如果温度继续下降到露点以下,空气中超饱和的水蒸气,就会在商品或其他物料的表面上凝结成水滴,此现象称为“水池”,俗称商品“出汗”。此外,风与空气中的温湿度有密切关系,也是影响空气温湿度变化的重要因素之一。 2.内外温湿度的变化 从气温变化的规律分析,一般在夏季降低车间内温度的适宜时间是夜间10点钟以后~次日晨6点钟。当然,降温还要考虑到商品特性、车间条件、气候等因素的影响。
1 前言 温度和湿度的检测和控制是许多行业的重要工作之一,不论是货品仓库、生产车间,都需要有规定的温度和湿度,然而温度和湿度却是最不易保障的指标,针对这一情况,研制可靠且实用的温度和湿度检测与控制系统就显得非常重要。 温湿度的检测与控制是工业生产过程中比较典型的应用之一,随着传感器在生产和生活中的更加广泛的应用。在生产中,温湿度的高低对产品的质量影响很大。由于温湿度的检测控制不当,可能使我们导致无法估计的经济损失。为保证日常工作的顺利进行,首要问题是加强生产车间温度与湿度的监测工作,但传统的方法过于粗糙,通过人工进行检测,对不符合温度和湿度要求的库房进行通风、去湿和降温等工作。这种人工测试方法费时费力、效率低,且测试的温度及湿度误差大,随机性大。目前,在低温条件下(通常指100℃以下),温湿度的测量已经相对成熟。利用新型单总线式数字温度传感器实现对温度的测试与控制得到更快的开发。但人们对它的要求越来越高,要为现代人工作、科研、学习、生活提供更好的更方便的设施就需要从数字单片机技术入手,一切向着数字化,智能化控制方向发展。 对于国外对温湿度检测的研究,从复杂模拟量检测到现在的数字智能化检测越发的成熟,随着科技的进步,现在的对于温湿度研究,检测系统向着智能化、小型化、低功耗的方向发展。在发展过程中,以单片机为核心的温湿度控制系统发展为体积小、操作简单、量程宽、性能稳定、测量精度高,等诸多优点在生产生活的各个方面实现着至关重要的作用。 温湿度传感器除电阻式、电容式湿敏元件之外,还有电解质离子型湿敏元件、重量型湿敏元件(利用感湿膜重量的变化来改变振荡频率)、光强型湿敏元件、声表面波湿敏元件等。湿敏元件的线性度及抗污染性差,在检测环境湿度时,湿敏元件要长期暴露在待测环境中,很容易被污染而影响其测量精度及长期稳定性。 2002年Sensiron公司在世界上率先研制成功SHT10型智能化温度/温度传感器,体积与火柴头相近。它们不仅能准确测量相对温度,还能测量温度和露点。测量相对温度的围是0~100%,分辨力达0.03%RH,最高精度为±2%RH。测量温度的围是-40℃~
课程:院(部):专业:班级: 学生姓名:学号:指导老师:完成时间:
温湿度控制器设计报告 本设计研究单片机数字温湿度控制器,通过全数字型温湿度传感器测量宽范围的温湿度数据,用来满足恒温湿车间控制、大棚温湿度控制等工农业生产领域需要,要求温湿度测量响应时间快、长期稳定性好,抗干扰能力强,具有较高的应用价值。 一、性能特点 ●配用全数字型温湿度传感器DHT11,温度测量范围0℃--100℃,湿度测 量范围0%RH—90%RH,可以满足一般需要。若要求更宽测量范围,只需 更换温湿度传感器型号,硬件电路及软件程序全兼容。 ●温湿度测量响应时间快、长期稳定性好。 ●采用先进的专用微处理器芯片STC89C52,可靠性高,抗干扰能力强。 ●配用EEPROM芯片AT24C04,使存储的温度上下限和湿度上下限可以 掉电永久保存。 ●可以通过四个按键方便地实现温湿度上下限的调整。 ●当温度或湿度超限后,报警信号点亮相应报警灯。 ●配用三极管和继电器,可以通过驱动继电器打开或切断风机、加热器等 外部设备。 二、功能说明 1、实时测量当前温度值和湿度值,在液晶屏动态显示。 2、可以显示当前允许温度范围,在液晶屏显示,如“20-45”表示允许温度范围为20摄氏度至45摄氏度。 3、可以显示当前允许湿度范围,在液晶屏显示,如“15-60”表示允许湿度范围为15%至60%。 4、当温度低于温度下限时,低温报警灯亮,控制继电器动作。 5、当温度高于温度上限时,高温报警灯亮,控制继电器动作。
6、当湿度低于湿度下限时,低湿报警灯亮,控制继电器动作。 7、当湿度高于湿度上限时,高湿报警灯亮,控制继电器动作。 8、可以通过键盘调整温度上下限和湿度上下限,具体方法是连续按设置键直至温度下限、温度上限、湿度下限、湿度上限相应的位置闪烁,再通过Up键和Down键调整数值,调整完毕继续按设置键进入正常状态。 9、可以保存设置参数至EEPROM中,具体方法是按保存键,此时当前设置参数存盘,重新上电显示新的设置值。如果不按保存键,所调整的设置参数只在此次运行有效,关电后恢复原先设定值。 三、硬件设计 1、设计框图 本研究设计的温湿度控制器框图如图1所示。
温湿度控制器设计报告 本设计研究单片机数字温湿度控制器,通过全数字型温湿度传感器测量宽范围的温湿度数据,用来满足恒温湿车间控制、大棚温湿度控制等工农业生产领域需要,要求温湿度测量响应时间快、长期稳定性好,抗干扰能力强,具有较高的应用价值。 一、性能特点 ●配用全数字型温湿度传感器DHT11,温度测量范围0℃--100℃,湿度测 量范围0%RH—90%RH,可以满足一般需要。若要求更宽测量范围,只需 更换温湿度传感器型号,硬件电路及软件程序全兼容。 ●温湿度测量响应时间快、长期稳定性好。 ●采用先进的专用微处理器芯片STC89C52,可靠性高,抗干扰能力强。 ●配用EEPROM芯片A T24C04,使存储的温度上下限和湿度上下限可以 掉电永久保存。 ●可以通过四个按键方便地实现温湿度上下限的调整。 ●当温度或湿度超限后,报警信号点亮相应报警灯。 ●配用三极管和继电器,可以通过驱动继电器打开或切断风机、加热器等 外部设备。 二、功能说明 1、实时测量当前温度值和湿度值,在液晶屏动态显示。 2、可以显示当前允许温度范围,在液晶屏显示,如“20-45”表示允许温度范围为20摄氏度至45摄氏度。 3、可以显示当前允许湿度范围,在液晶屏显示,如“15-60”表示允许湿度范围为15%至60%。 4、当温度低于温度下限时,低温报警灯亮,控制继电器动作。 5、当温度高于温度上限时,高温报警灯亮,控制继电器动作。
6、当湿度低于湿度下限时,低湿报警灯亮,控制继电器动作。 7、当湿度高于湿度上限时,高湿报警灯亮,控制继电器动作。 8、可以通过键盘调整温度上下限和湿度上下限,具体方法是连续按设置键直至温度下限、温度上限、湿度下限、湿度上限相应的位置闪烁,再通过Up键和Down键调整数值,调整完毕继续按设置键进入正常状态。 9、可以保存设置参数至EEPROM中,具体方法是按保存键,此时当前设置参数存盘,重新上电显示新的设置值。如果不按保存键,所调整的设置参数只在此次运行有效,关电后恢复原先设定值。 三、硬件设计 1、设计框图 本研究设计的温湿度控制器框图如图1所示。 图1 温湿度控制器方框图 图中STC89C52单片机每2秒钟从DHT11温湿度传感器中读入温度和湿度,在液晶屏上即时显示。 液晶屏上同时可以显示温湿度上下限值,该上下限设置值保存外外部EEPROM存储器中,掉电不失,并且可以通过四只按键上调或下调。 当温度或湿度值超过上下限值时,报警信号点亮相应报警灯。同时该报警信号通过三极管驱动继电器,以控制外部风机或加热器。
毕业设计说明书 题目:制药车间温湿度智能控制系统的设计姓名:师明元 学院:电气工程与信息工程学院 专业:电气工程及其自动化 班级:电气六班 学号:07230614 指导教师:包广清 2011年5月25 日
摘要 对于制药车间温湿度智能控制系统的设计,采用了以PID为控制算法,PLC为控制器的设计。为了解决制药车间所需的温/湿度点数多,为了提高数据传送的可靠性,降低系统成本,采用“ITU总线”数字式温湿度传感器LTM-8901来实现空调系统温湿度的采集。 温度的控制是以给定值和采集的温度平均值求得的偏差为PID输入值,通过判断PID 输出值的正负,来决定执行机构的动作。当PID输出值为正时,打开热水阀,用其数值来控制阀门开度,最终达到对空气加热程度的控制;当它为负时,打开冷水阀,用其数值的绝对值来控制阀门开度,最终达到对空气冷却程度的控制,为了防止冷水阀和热水阀频繁切换,在PID输出时设置了[-5%~5%]的死区。 湿度的控制也是以给定值和采集的湿度平均值求得的偏差为PID输入值,将PID输出值转化为控制除湿器工作的时间。送风量的控制是以洁净区与非洁净区空气压差传感器返回的压差值为控制依据,当其值大于10Pa时,通过调节送风阀门的开度来达到对送风量的增加。 对于监控系统的设计是采用组态王6.53组态软件来实现,监控系统软件由多个界面组成,能实时显示温湿度等值,并能设定参数,记录数据,打印报表和历史数据查询等功能。 关键词:PID;PLC;温湿度控制;监控系统
Abstract For pharmaceutical workshop temperature and humidity control system of intelligent design, adopted to control algorithm with PID controller is designed, PLC as. In order to solve pharmaceutical workshop of temperature/humidity points needed, in order to improve the reliability of data transmission, reduce the system cost, use "ITU bus" digital temperature and humidity sensors LTM - 8901 to achieve air conditioning system of temperature and humidity acquisition. The control of the temperature is a given value and collection temperature averages of deviation is obtained by judgment, the input value of PID plus or minus, output value of PID decide actuators movement. When PID output values for timing, open a hot water valve, with its numerical control valve opening, achieve finally to air heating degree of control; When it is negative, open the cold water valve, with the absolute value of its numerical control valve opening, achieve finally to air cooling degree of control, in order to prevent cold water valve and hot water valve frequent switching, output Settings in PID [- 5% ~ 5%] the dead zone. Humidity control is also known for a given value and collection of the humidity average deviation is obtained, the input value of PID output value of PID control dehumidifiers work is transformed into the time. Send air control is clean areas with the clean zone return air pressure difference sensors for pressure differential control basis, when its values greater than 10Pa by adjusting the supply air valve, the opening to send to the increase of air. For the design of monitoring and control system is to use kingview 6.53 configuration software to realize, monitoring system composed by multiple interface software, which can real-time display temperature and humidity equivalent, and can set parameters, record data, print report and historical data query etc. Function. Key Words:PID;PLC; Temperature and humidity control;Monitoring system
涂装车间喷房温湿度控制 中国汽车工业工程公司自控工程院覃振 中国汽车工业工程公司自控工程院罗祖宪 一、引言 涂装车间喷漆室空调温湿度控制不同于一般的空调控制系统。涂装车间喷漆室内的温湿度要求控制精度比较高,且要求持续稳定。但是,由于喷漆室内温度与湿度之间存在交叉耦合情况,即温度控制会引起湿度变化,湿度控制也会引起温度变化;并且,喷漆室空调的进风是直接采集于自然风,进风温湿度受外界天气的变化影响很大,不容易控制。因此,涂装车间喷漆室的温湿度控制是一种非线性的、滞后的、时变的复杂过程,这种系统若采用传统的仪表控制来实现显然是不合适宜的。本文根据多个涂装车间项目中控制喷漆室空调温湿度的经验,提供一个喷房温湿度控制的方法。 二、系统设计 整个空调温湿度控制系统主要分为三个控制段,分别为表冷段、加热段、喷淋段。进入表冷段的冷水量和加热段的热水量分别由他们各自管路上的冷、热水阀来控制,而进入喷淋段的水喷淋量则由喷林泵来实现。其硬件如下图所示: 系统硬件设计示意图 三、系统控制原理: 在介绍系统控制原理之前我们首先引入一个焓值的概念: 焓值是一种能量的单位,代表的是一定容积量空气中含的水分和温度的综合量,是空气温度和湿度大小的综合衡量单位,其值的大小完全只由温度和湿度决定,其计算公式如下: 温度:t 湿度:k 1、开式温度计算:
T=273.15+t 2、 饱和空气压力计算 3、 计算饱和空气压力蒸汽分压力 Pq=k/100*Ps 4、 计算含湿量 d=622* Pq/(101000- Pq) 5、 计算焓值 h=1.01t+0.001d(2501+1.84t) 也就是说,只要知道了当前的温湿度,就能通过以上公式计算相应的焓值。 温湿度控制系统的被控参数是喷漆室内的温度和湿度。温湿度信号由安装在喷漆室内的温湿度传感器检测得出。温湿度传感器将检测到的温湿度信号输入PLC ,由此,可在PLC 程序中通过电流值与温湿度值之间的换算关系计算出当时条件下温湿度的当前值。在程序中给PID 功能模块分别输入KP 、KI 、KD 参数,同时输入温湿度的设定值,程序中的PID 功能模块根据输入的这些值通过运算输出控制百分比,再由PLC 上的模拟量输出模块将控制百分比转换成4~20mA 电流信号分别来控制相应的执行机构。将PID 的输出分成加热、制冷和加湿信号,每个PID 功能模块分别单独控制各自的热水调节阀、冷水调节阀开度和加湿泵变频器的频率,从而实现了对喷漆室内温湿度的控制。 那么我们不妨定义一下,设定值和当前值为温度的PID 功能模块为温度功能模块;设定值和当前值为湿度的PID 功能模块为湿度功能模块;设定值和当前值为焓值的PID 功能模块为焓值功能模块。功能模块在PLC 程序中的表现如下: PID 控制程序段: 4.1635019C7 10*-0.9484024 C6 10*0.20747825C5 10*0.62215701C4 10-0.9677843C3 6.3925247 C2 -5674.5359 C1 :)ln(7654321)ln(12-18-6 -2 -432====?===?+?+?+?+?++=其中T C T C T C T C T C C T C Ps
组装测试车间温湿度管理程序 1.温湿度管理概述 要做好组装、测试间温湿度管理工作,首先要学习和掌握空气温湿度的基本概念以及有关的基本知识。 (1)空气温度 空气温度是指空气的冷热程度。 一般而言,距地面越近气温越高,距地面越远气温越低。 在日常温度管理中,多用摄氏表示,凡0度以下度数,在度数前加一个“-”,即表示零下多少摄氏度。 (2)空气湿度 空气湿度,是指空气中水汽含量的多少或空气干湿的程度。 表示空气湿度,主要有以下几种方法: ①绝对湿度 绝对湿度,是指单位容积的空气里实际所含的水汽量,一般以克为单位。 温度对绝对湿度有着直接影响。一般情况下,温度越高,水汽蒸发得越多,绝对湿度就越大;相反,绝对湿度就小。 ②饱和湿度 饱和湿度,是表示在一定温度下,单位容积空气中所能容纳的水汽量的最大限度。如果超过这个限度,多余的水蒸气就会凝结,变成水滴。些时的空气湿度便称为饱和湿度。 空气的饱湿度不是固定不变的,它随着温度的变化而变化。温度越高,单位容积空气中能容纳的水蒸气就越多,饱和湿度也就越大。
③相对湿度 相对温度是指空气中实际含有的水蒸气量(绝对湿度)距离饱和状态(饱和湿度)程度的百分比。即,在一定温度下,绝对湿度占饱和湿度的百分比数。相对湿度用百分率来表示。公工为: 相对温度=绝对湿度/饱和湿度×100% 绝对温度=饱和温度×相对温度 相对湿度越大,表示空气越潮湿;相对湿度越小,表示空气越干燥。 空气的绝对湿度、饱和温度、相对湿度与温度之间有着相应的关系。温度如发生了变化,则各种湿度也随之发生变化。 ④露点 露点,是指含有一定量水蒸气(绝对湿度)的空气,当温度下降到一定程度时所含的水蒸气就会达到饱和状态(饱和湿度)并开始液化成水,这种现象叫做结露。水蒸气开始液化成水时的温度叫做“露点温度”,简称“露点”。如果温度继续下降到露点以下,空气中超饱和的水蒸气,就会在商品或其他物料的表面上凝结成水滴,此现象称为“水池”,俗称商品“出汗”。此外,风与空气中的温湿度有密切关系,也是影响空气温湿度变化的重要因素之一。 2.内外温湿度的变化 从气温变化的规律分析,一般在夏季降低车间内温度的适宜时间是夜间10点钟以后~次日晨6点钟。当然,降温还要考虑到商品特性、车间条件、气候等因素的影响。
内蒙古大学鄂尔多斯学院2011级自动化专业学年论文 引言 目前我国土地沙漠化日益严重,所以在沙漠种植植物,防沙固土便显得很重要。但是,沙漠植物的存活率一直很低,在沙漠种植植物,如果存活不了,那么既不能改善环境,又浪费了人力物力资源。沙漠植物存活的环境由多个因子组成,如温度、光照、湿度及二氧化碳浓度等。时下,我国沙漠环境控制目前仍靠人工经验来管理,严重影响了沙漠植物生产的效益,阻碍了环境的发展进度,因此,采用先进的人工智能技术,科学、合理地控制影响植物的环境因子,通过计算机控制设备进行环境控制,以便给植物生长创造一个最佳的环境条件,既做到防沙固土,同时又改善了环境,这对沙漠环境施行自动检测和控制是非常必要的。沙漠设施的关键技术是环境控制,主要是温湿度的控制,其目的是提高控制及作业精度。温湿度控制仪的发展相当迅速,近几十年内,由于电子行业的迅速发展和集成电路和高集成电路的产生,控制仪走向微型化、多功能化。温湿度传感器在工农业生产、气象、环保、医学等领域得到越来越广泛的应用。温湿度控制仪目前普遍采用的方案: 方案:采用集温湿度传感器于一体的 SHT11 芯片为主要芯片的控制仪。由于传统的模拟式湿度传感器(方案一)一般不仅要设计信号调理电路,还要经过复杂的校准和标定过程,其测量精度难以保证。而SHT11是瑞士Sensiri-on公司生产的具有二线串行接口的单片全校准数字式新型相对湿度和温度传感器,可用来测量相对湿度、温度和露点等参数,具有数字式输出、免调试、免标定免外围
内蒙古大学鄂尔多斯学院2011级自动化专业学年论文 电路及全互换的特点。该传感器将CMOS芯片技术与传感器技术融合,为开发高集成度、高精度、高可靠性的温湿度测控系统提供了解决方案。
生产现场温湿度管理规定 一、目的 为确保产品质量,特别对纸箱的生产质量要求,防止爆线,控制好含水率作出本程序规定。、 二、范围 适用于常规产品纸箱生产过程中的含水率控制的实施。 三、职责 1.品质部是本程序的接口部门负责对具体产品在成品的含水率方面的监控 和对测试数据的调整; 2.生产部负责实施对产品生产过程中的含水率检测的实施并确保产品达到 规定要求而必须做的相关的对应措施的事实。 3.品质部负责实施产品最后所要求标准的验证、确认、监视、检验和试验 活动,以及原材料的质量保证。 4.平板库,成品仓库是原材料、成品储存的保证,并对要求实施追踪和监控。 四、具体要求 1. 气候和环境对纸板含水率的影响: 1.1 车间的环境温湿度一般在温度10℃~30℃,湿度在40%~70%之间,当有变化时,一般可为: 1.2 在干燥寒冷季节内,流水线控制好工艺指标,保证下线纸板的含水率在(10%~14%),同时现场的环境湿度要保持>40%。 1.3 在湿润的夏季(或者雨季),流水线必须调整工艺指标,保证下线纸板的含水率在(5%~9%),下线后的平板必须吹风2~5分钟,当现场环境湿度>70%。所有成品要求缠绕膜进行外包来保证水份不流失。 2生产现场,仓库对环境温湿度的控制措施 2.1 在干燥季节内,车间必须将所有的门、窗必须常闭,纸板出货口、纸箱出货口在非工作时间内必须关闭。 2.2 车间和仓库的地面必须保证每天用湿水拖地,其余时间安排人员经常撒水,保持湿润; 2.3 首检发现纸箱或者纸板爆线,应立即擦水,擦水不易多,否则会起泡,擦的水要干净、否则会脏污;或对一些产品进行反折处理。 2.4 如有可能根据温湿度变化,产品可以做加湿或干燥处理;
引言 目前我国土地沙漠化日益严重,所以在沙漠种植植物,防沙固土便显得很重要。但是,沙漠植物的存活率一直很低,在沙漠种植植物,如果存活不了,那么既不能改善环境,又浪费了人力物力资源。沙漠植物存活的环境由多个因子组成,如温度、光照、湿度及二氧化碳浓度等。时下,我国沙漠环境控制目前仍靠人工经验来管理,严重影响了沙漠植物生产的效益,阻碍了环境的发展进度,因此,采用先进的人工智能技术,科学、合理地控制影响植物的环境因子,通过计算机控制设备进行环境控制,以便给植物生长创造一个最佳的环境条件,既做到防沙固土,同时又改善了环境,这对沙漠环境施行自动检测和控制是非常必要的。沙漠设施的关键技术是环境控制,主要是温湿度的控制,其目的是提高控制及作业精度。温湿度控制仪的发展相当迅速,近几十年内,由于电子行业的迅速发展和集成电路和高集成电路的产生,控制仪走向微型化、多功能化。温湿度传感器在工农业生产、气象、环保、医学等领域得到越来越广泛的应用。温湿度控制仪目前普遍采用的方案: 方案:采用集温湿度传感器于一体的 SHT11 芯片为主要芯片的控制仪。由于传统的模拟式湿度传感器(方案一)一般不仅要设计信号调理电路,还要经过复杂的校准和标定过程,其测量精度难以保证。而SHT11是瑞士Sensiri-on公司生产的具有二线串行接口的单片全校准数字式新型相对湿度和温度传感器,可用来测量相对湿度、温度和露点等参数,具有数字式输出、免调试、免标定免外围电路及全互换的特点。该传感器将CMOS芯片技术与传感器技术融合,为开发高集成度、高精度、高可靠性的温湿度测控系统提供了解决方案。
目录 1. 整体设计 (1) 设计要求及框图 (1) 元器件的选择 (2) 单片机的选择 (2) 温度传感器的选择 (2) 显示模块的选择 (2) 系统设计方案的确定 (2) 2. 系统的硬件设计 (4) 单片机的最小系统 (4) 温湿度传感器 SHT11 (4) LCD 显示--LCD1604 (5) LCD1604的连接电路 (5) LCD1604的连接电路 (5) 报警电路的设计 (6) 控制电路的设计 (7) 3. 软件系统设计 (8) 软件设计的整体思想 (8) 程序流程图设计 (8) 4. 调试 (10) 软件调试 (10) 硬件调试 (10) 液晶模块调试 (11) 报警电路调试 (1) 结论 (13) 致谢 (14) 参考文献 (14) 附录 (16) 附录A:系统电路图 (16)
文件制修订记录
1.0目的 依照电子行业的特性,确保各物料、生产辅材、产品及治工具、仪器设备等处于规定条件或受控状况下,以满足产品品质和客户要求。 2.0范围: 适用于本公司所有车间生产条件及各产品和相关设备的储存条件管理。 3.0参考文件 3.1产品实现过程控制程序 4.0职责: 各部门:负责每天的温湿度确认及记录,确保在受控条件下进行生产和产品储存; 制造技术课:负责对所有温湿度计进行有效管理和校正安排。 5.0定义: 适宜温/湿度:产品和设备可接受的范围; 警戒温/湿度:须采取措施的临界范围; 6.0程序: 6.1温湿度管理范围:
6.2温湿度自动测试仪 6.2.1车间如有使用“温湿度自动测试仪”的区域,IPQC每日按温湿度记录表规定的时间进行监测,如超出6.1表中温湿度管理范围,应向管理人员报告及时解决,并在IPQC巡拉报表上记录超出的范围、改善措施及改善结果。 6.3各区域达到或超出上下限警戒范围时,管理人员可以采取如下应急措施: 6.3.1①温度达到上限警戒范围(温度高)时: A、调低空调制冷温度; B、增加开启空调的台数; C、减少设备的运行台数。 ②温度达到下限警戒范围(温度低)时:关掉部分空调的使用。 6.3.2①湿度达到上限警戒范围(湿度高)时:开除湿机或将空调达到除湿档; ②湿度达到下限警戒范围(湿度低)时: A、安排人员对地板表面拖地增加湿度; B、对作业台表面用湿抹布进行清洁增加湿度; C、如使用自动加湿仪时,则湿度控制设定为32%,当环境湿度低于32%会自动进行加湿动作。 6.4记录表使用及保存: 6.4.1温湿度记录表在使用时由记录员负责在适宜和警戒范围用不同的颜色进行标识: 适宜范围用红色标识,警戒范围用蓝色标识。 6.4.2各生产及储存场所担当人员于每日上班时分按温湿度记录表上的时间点对温湿度进行确认并记录实际温、湿度。 6.4.3记录由使用部门自行保存,保存期限为两年。 7.0记录表格 《化学品仓库温湿度记录表》 《生产车间温湿度记录表》