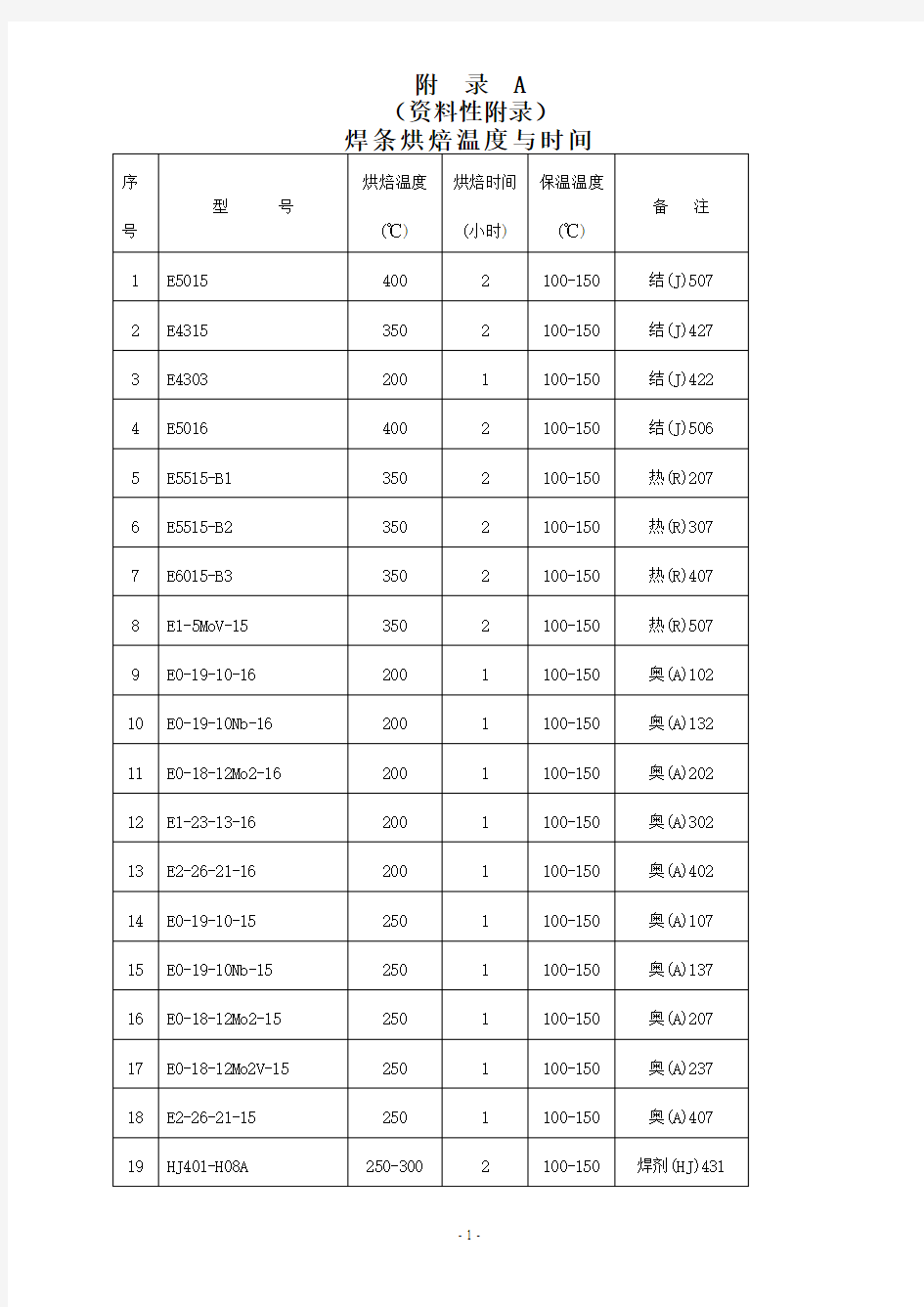
附录 A (资料性附录)
第二章焊接材料
2.1 焊接材料的概述
2.1.1 作用
焊接过程中的各种填充金属以及为了提高焊接质量而附加的保护物质统称为焊接材料。随着焊接技术的迅速发展,焊接材料的应用范围日益扩大。而且,焊接技术的发展对焊接材料无论在品种和产量方面都提出了越来越高的要求。
焊接生产中广泛使用焊接材料主要包括焊条、焊丝、焊剂和保护气体等。
焊接材料的质量对保证焊接过程的稳定和获得满足使用要求的焊缝金属起着决定的作用。归纳起来,焊接材料应具有以下作用:
1.保证电弧稳定燃烧和焊接熔滴顺利过渡;
2.在焊接过程中保护液态熔池金属,以防止空气侵入;
3.进行冶金反应和过渡合金元素,调整和控制焊缝金属的成分与性能;
4.防止气孔、裂纹等焊接缺陷的产生;
5.改善焊接工艺性能,在保证焊接质量的前提下尽可能提高焊接效率。
2.1.2 各国焊接材料发展现状
涂料焊条目前在世界各国焊接材料生产中仍占较大的比例。在焊条的使用方面,美国目前主要使用钛型、高纤维型和低氢型焊条,为了提高熔敷效率,在钛型和低氢型焊条药皮里加入一定量的铁粉。在欧洲主要是钛型、钛钙型和低氢型焊条,但北欧低氢型焊条比例较高,而且和美国一样,发展高效率铁粉焊条。日本用于低碳钢的焊条药皮类型主要是钛铁矿型、钛钙型和铁粉氧化铁型,用于高强钢、特殊钢和表面堆焊的几乎都是低氢型焊条。
世界各国在埋弧焊焊接材料的使用方面近年来变化不大。欧、美埋弧焊焊剂的用量一直保持在约占焊材总量的11%~15%之间,其中烧结焊剂的用量在逐渐增加,熔炼焊剂的用量逐渐减少。目前,在欧、美及日本等工业发达国家,烧结焊剂的使用量已占全部焊剂使用量的70%以上,且品种齐全,形成系列。日本在带极堆焊中,仍大量使用烧结焊剂。
从各国焊接材料的发展来看,近年来国外焊丝生产的增长速度较快,涂料焊条所占的比例有所下降,气体保护焊焊丝的品种和数量正在逐年增加,而且特别引人注意的是药芯焊丝的发展。在实芯焊丝的使用方面,日本大量采用的是CO2气体保护焊,美国则大量采用混合气体保护焊。
我国焊接材料生产能力,特别是自动焊接用焊丝的生产能力,近年来有了明显发展。我国焊材生产中焊条的年产量占焊材总量的比例在逐年减少,由80年代中期的90%以上降低到90年代初期的85%左右,预计今后数年间,这种变化仍将延续下去。
为适应我国经济发展的需要,应尽快提高我国焊接自动化水平,调整我国焊接材料的构成比例,大力发展自动和半自动焊接材料。预计今后数年我国药芯焊丝的产量和品种将会有较快的发展。
2.2 焊条
2.2.1 分类
电焊条的分类方法很多,可分别按用途、熔渣的碱度、焊条药皮的主要成分、焊条性能特征等不同
角度对电焊条进行分类。
1 按用途分类
电焊条按用途可分为十大类,见表2-1,表中还列出焊条型号按化学成分进行分类的方法以便于比较。
2 按熔渣碱度分类
在实际生产中,通常将焊条分为两大类---酸性焊条和碱性焊条(又称低氢型焊条),即按熔渣中酸性氧化物与碱性氧化物的比例分类。当熔渣中酸性氧化物的比例高时为酸性焊条,反之即为碱性焊条。
从焊接工艺性能来比较,酸性焊条电弧柔软,飞溅小,熔渣流动性和覆盖性均好,因此,焊缝外表美观,焊波细密,成形平滑;碱性焊条的熔滴过渡是短路过渡,电弧不够稳定,熔渣的覆盖性差,焊缝形状凸起,且焊缝外观波纹粗糙,但在向上立焊时,容易操作。
表2—1
酸性焊条的药皮中含有较多的氧化铁、氧化钛及氧化硅等,氧化性较强,因此在焊接过程中使合金元素烧损较多,同时由于焊缝金属中氧和氢含量较多,因而熔敷金属塑性、韧性较低。碱性焊条的药皮中含有多量的大理石和萤石,并有较多的铁合金作为脱氧剂和渗合金剂,因此药皮具有足够的脱氧能力。另外,碱性焊条主要靠大理石等碳酸盐分解出CO2做保护气体,与酸性焊条相比,弧柱气氛中氢的分压较低,且萤石中的氟化钙在高温时与氢结合成氟化氢(HF),从而降低了焊缝中的含氢量,故碱性焊条又称为低氢型焊条。但由于氟的反电离作用,为了使碱性焊条的电弧能稳定燃烧,一般只能采用直流反接(即焊条接正极)进行焊接,只有当药皮中含有多量稳弧剂时,才可以交直流两用。用碱性焊条焊接时,由于焊缝金属中氧和氢含量较少,非金属夹杂物也少,故具有较高的塑性和冲击韧性。
采用水银法或气相色谱法测定时,每100g熔敷金属中的扩散氢含量,碱性焊条为≤15ml,酸性焊条则为15mL以上,采用甘油法测定时,每100g熔敷金属中的扩散氢含量,碱性焊条为1~8ml,酸性焊条则为17~50ml。
3 按药皮的主要成分分类
焊条药皮由多种原料组成,按照药皮的主要成分可以确定焊条的药皮类型。药皮中以钛铁矿为主的称为钛铁矿型;当药皮中含有30%以上的二氧化钛及20%以下的钙、镁的碳酸盐时,就称为钛钙型。唯有低氢型例外,虽然它的药皮中主要组成为钙、镁的碳酸盐和萤石,但却以焊缝中含氢量最低作为其主要特征而予以命名。对于有些药皮类型,由于使用的粘接剂分别为钾水玻璃(或以钾为主的钾钠水玻璃)或钠水玻璃,因此,同一药皮类型又可进一步划分为钾型和钠型,如低氢钾型和低氢钠型。前者可用于交直流焊接电源,而后者只能使用直流电源。焊条药皮类型分类示于表2-2。
由于药皮配方组分不同,致使各种药皮类型焊条的焊接工艺性能、焊接熔渣的特性以及焊缝金属力学性能均有很大差别,因此在选用焊条时,要充分考虑各类焊条药皮类型的特点。此外,对于药皮中含有多量
铁粉的焊条,可以称为铁粉焊条。按照相应焊条药皮的主要成分,又可分为铁粉钛型、铁粉钛铁矿型、铁粉钛钙型、铁粉氧化铁型及铁粉低氢型等,构成了铁粉焊条系列。
4.按焊条性能分类
按性能分类的焊条,都是根据其特殊使用性能而制造的专用焊条,如超低氢焊条、低尘低毒焊条、立向下焊条、打底层焊条、高效铁粉焊条、防潮焊条、水下焊条、重力焊条等
2.2.2 组成
焊条由焊芯和药皮两部分组成,焊芯采用焊接专用的金属丝(即焊丝)。焊芯牌号的首位字母是“H”,后面的数字表示含碳量,其它合金元素含量的表示方法与钢材的表示方法大致相同。对高质量的焊条焊芯,尾部加“A”表示优质钢,加“E”表示特优质钢。通常各种电焊条所用的焊芯种类见表2—3。
种原材料粉末,按照一定的配方混合而成。各种原材料根据其在焊条药皮中的作用,可分成以下几类:稳弧剂、造渣剂、脱氧剂、造气剂、合金剂、增塑剂、粘结剂。
2.2.3电焊条的型号与牌号
1.电焊条的型号
焊条型号是以焊条国家标准为依据,反映焊条主要特性的一种表示方法。焊条型号包括以下含义:焊条类别、焊条特点(如焊芯金属类型、使用温度、熔敷金属化学组成或抗拉强度等)、药皮类型及焊接电源。不同类型焊条的型号表示方法也不同。
(1)碳钢焊条型号划分
碳钢焊条型号编制方法为:首字母"E"表示焊条;前面的两位数字表示熔敷金属抗拉强度的最小值,单位为kgf/mm2(1 kgf/mm2=9.81MPa);第三位数字表示焊条的焊接位置,"0"及"1"表示焊条适用于全位置焊接(即可进行平、立、仰、横焊),"2"表示焊条适用于平焊及平角焊,"4"表示焊条适用于向下立焊;第三位和第四位数字组合时表示焊接电流种类及药皮类型。
据GB/T5117-95《碳钢焊条》标准规定,碳钢焊条型号按熔敷金属抗拉强度、药皮类型、焊接位置和焊接电源种类的划分。见表2-4。
表2-4 碳钢焊条(GB517-1995)
注:1.焊接位置栏中文字涵义:平—平焊,立—立焊,仰—仰焊,横—横焊,平角焊—水平角焊,立向下—向下立焊。
2.直径不大于4.0mm的E5014、E××15、E××16、E5018和E5018M型焊条及直径不大于5.0mm的其他型号的焊条,可适用于立焊和仰焊。
3.E4322型焊条适宜单道焊。
(2)低合金钢焊条型号划分
根据GB/T5118-95《低合金钢焊条》标准规定,低合金钢焊条型号按熔敷金属抗拉强度、拉伸性能要求(见表2-7)、化学成分、药皮类型、焊接位置和焊接电源种类的划分。见表2-5。
表2-5 低合金钢焊条(GB/T5118-1995)
注: 1.后缀字母×代表熔敷金属化学成分分类代号,如Al、B1、B2等。
2.焊接位置栏中文字涵义:平—平焊;立—立焊;仰—仰焊;横—横焊;平角焊—水平角焊。
3.表中立和仰是指适用于立焊和仰焊的直径不大于
4.0mm的E××15-×、E××16-×、E××18-×型及直径不大于
5.0mm的其他型号焊条。
低合金钢焊条型号编制方法与碳钢焊条基本相同,但后缀字母为熔敷金属化学成分的分类代号,并以短划"--"与前面数字分开。见表2-6,如还有附加化学成分时,附加化学成分直接用元素符号表示,并以短划“-”与前面后缀字母分开。
注:1.焊条型号中的“××”代表焊条的不同抗拉强度等级。
2.表中单值除特殊规定以外,均为最大百分比。
3.E5518-NM型焊条w(Al)不大于0.05%。
4.E××××-G型焊条只要一个元素符合表中规定即可,当有-40℃冲击吸收功要求≥54J时,该焊条型号标志为E××××-E。
表2-7 低合金钢焊条熔敷金属拉伸性能要求(GB/T5118-1995)
注:表中的单值均为最小值。
(3)不锈钢焊条型号划分
不锈钢焊条根据熔敷金属的化学成分、药皮类型、焊接位置及焊接电流种类划分型号。根据GB/T983-95《不锈钢焊条》标准规定,字母"E"表示焊条,"E"后面的数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,该化学成分用元素符号表示放在数字的后面。短划"-"后面的两位数字表示焊条药皮类型、焊接位置及焊接电流种类。
E 308 -15
型号后面附加的后缀(15、16、17、25、26)表示焊条药皮类型及焊接电源种类.后缀15表示焊条为碱性药皮,直流反极性焊接;后缀16表示焊条可以是碱性药皮,也可以是钛型或钛钙型药皮,交直流两用;后缀17是药皮类型16的变型,表示焊条为钛酸型药皮(用SiO2代替药皮类型16中的一些TiO2),焊接
熔化速度快,抗发红性能优良,可交直流两用。后缀25和26焊条的药皮成分和操作特征与药皮类型15和16的焊条非常类似,药皮类型15和16焊条的说明也适合于药皮类型25和26。
不锈钢焊条通常用于铬含量大于4%,镍含量小于50%的不锈钢或耐热钢的焊接。根据GB/T983-95〈〈不锈钢焊条〉标准规定,不锈钢焊条型号按熔敷金属的化学成分、力学性能、焊接电源种类和焊接位置划分,见表2-8、2-9、2-10。
注:1、表中单值均为最大值。
2、当对表中给出的元素进行化学成分分析还存在其他元素时,这些元素的总量不得超过0.5%(铁除外)。
3、焊条型号中的字母L表示碳含量较低,H表示碳含量较高,R表示碳、磷、硅含量料低。
4、考虑到以后标准修订中,将把E502、E50
5、E7Cr、E5MoV、E9Mo(5)型焊条归入合金钢焊条中,在本表中未摘录。
(4)堆焊焊条型号划分
根据GB984-85《堆焊焊条》标准规定,堆焊焊条型号按熔敷金属化学成分及药皮类型划分。堆焊焊条型号编制方法为:
首字母"E"表示焊条;第二位"D"表示堆焊;型号中第三位至倒数第三位表示焊条特点,用拼音字母或元素符号表示堆焊焊条的分类,见表2-11。最后两位数字表示焊条药皮类型及焊接电源种类,并用短划"-"与前面符号分开,见表2-12。如在同一基本型号内有几个分类时,可用字母A 、B 、C 等标志,再细分可加注数字,如A1、A2等。
堆焊焊条型号举列: E D P CrMo Al - 03
表示药皮类型为钛钙型,交、直流两用 表示细分的型号 表示含铬钼合金元素
表示型号分类(普通低中合金钢) 表示堆焊焊条类别 表示焊条
注:1、型号中XX表示药皮类型代号。
2、表中列出的化学成分单个值均为最大值,硬度单个值均为最低平均值。
3、标“*”者为经热处理后的硬度值,热处理规范在焊条说明书中规定。(5)铸铁焊条型号划分
根据GB10044-88《铸铁焊条及焊丝》标准规定,铸铁焊条型号按熔敷金属的化学成分及用途划分。首字母"E"表示焊条;字母"Z"表示用于铸铁焊接;在“EZ”后面用熔敷金属主要化学元素符号或金属类型代号表示,见表2-14,再细分时用数字表示。铸铁焊条型号划分及熔敷金属化学成分列于表2-15。
注:①在对本有中规定的化学元素进行分析时,如果发现存在其他元素,则应进一步分析,分析结果不应超过其他元素总量。
②表中所列单个值,除有其他规定,则均为最大值。
1)Ni含量包括附带的钻。
2)Co—有要求时最大为0.12。
3)Ta—有要求时最大为0.30。
4)Nb—有要求时最大为2.5。
(6)有色金属焊条型号
--镍及镍合金焊条(GB/T13814-1992)
-镍及镍合金焊条的化学成分及性能要求见表2-16和表2-17。
表2-17 镍及镍合金焊条的性能要求
注:表中所列值均为最小值。
铝及铝合金焊条(GB/T3669-1983)
铝及铝合金焊条的化学成分及抗拉强度要求的意见见表2-18和表2-19
表2-18焊芯化学成分(%)
铜及铜合金焊条(GB/T 3670-1995)
铜及铜合金焊条的化学成分及性能要求见表2-20
表2-20铜及铜合金焊条化学成分(%)及性能要求
注:①表中所列化学成分的单个值为最大值,力学性能的单个值为最小值。
②表中f表示微量元素。
- 20 -
焊条的分类及型号和牌号 一、焊条的分类 1.按用途分类: (1)碳钢焊条:主要用于强度等级较低的低碳钢和低合金钢焊接。 (2)低合金钢焊条:用于低合金高强度钢,含合金元素较低的钼和钻钼耐热钢及低温钢的焊接。 (3)不锈钢焊条:用于含金元素较高的钼耐热钢和钻钼耐热钢及各类不锈钢的焊接。 (4)堆焊焊条:用于金属表面层的堆焊。 (5)铸铁焊条:用于铸铁的焊接和补焊。 (6)铜及铜合金焊条:用于铜及铜合金的焊接、补焊式堆焊。 (7)铝及铝合金焊条:用于铝及铝合金的焊接、补焊式堆焊。 (8)特殊焊条:用于水下焊接。 2.按焊条药皮融化后的熔渣特性分类: (1)酸性焊条:溶渣以酸性氧化物(SiO2、TiO2、FeO3)为主的焊条为酸性焊条。 特点:1)引弧容易、燃烧稳定;
)可用于交、直流电源焊接;2 3)飞溅小、脱渣性好; 4)焊接烟尘少; 5)脱硫性能差、抗热裂纹性能差; )药皮的熔点高,导热慢,焊条端点熔化时药皮套筒 6 长;)焊条端部熔化面呈现内凹型;7 )CaF2(CaO、(2)碱性焊条:溶渣以减性氧化物和氟化钙为主的焊条为减性焊条。)燃烧的稳定性差,主要用于直流焊机焊接;特点:1 )飞溅较大,脱性能差; 2 )烟尘较多,放出氟化氢有毒气体;3 )熔渣流动性好;4 )焊条端面呈现凸型;5
二、焊条的型号X X E XX 焊及型类皮药条焊 接电流种类。 适应的焊接位置。 度强属抗拉敷熔金 的最小值。表示焊条。 三、焊条的牌号通常以一个汉字拼音字母(或汉字)与三位数字表示。拼音字母(或汉字表示焊条各大类,后面的三位数字中,前二位数字表示熔敷金属抗拉强度最低值,第三位数字表示焊条药皮类型及焊接电源种类。 第二节碳钢焊条选用的和使用 碳钢焊条的选用原则一、使用性能要求:1、同种钢的焊接,按钢材抗拉强度等强的原则选用。1) )不同钢号的焊接,按强度较低一侧钢材选用。2承受动负载的焊缝,选用熔敷金属具有较高冲击韧度)3 的焊条。承受静负载的焊缝,选用抗拉强度与母材相当的焊条。)4 、
焊条型号与牌号的识别 (一)焊条药皮的作用与类型 1、焊条药皮的基本功能: (1)保护电弧与熔池。药皮比焊芯熔化慢,形成一个套筒,保护金属熔滴顺利地向熔池过渡;同时药皮放出气体和形成熔渣,保护电弧及熔池免受空气的有害作用。熔渣覆盖于熔敷金属表面,也降低了焊缝金属的冷却速度,有利于改善接头性能。 (2)冶金处理。通过冶金反应直到脱氧、脱硫、脱磷等去除杂质作用,同时还对焊缝金属起合金化作用。 (3)赋予焊条良好的焊接工艺性能。使电弧容易引燃,燃烧稳定,减少飞溅,增大熔深,保证焊缝成形等。 (4)满足某些专用焊条的特殊功能。如铁粉焊条药皮内含较多的铁粉,增加了焊条的熔敷系数,提高了焊接生产率。 2、焊条药皮的类型: 3、酸性焊条与碱性焊条: ●药皮在焊接时熔化形成熔渣。焊后熔渣为酸性的焊条称为酸性焊条,反之为碱性焊条。 ●酸性焊条的缺点:酸性焊条的熔渣组成物以酸性氧化物为主,对焊缝金属有较
强的氧化性,致使焊缝金属中合金元素的烧损量较大。同时焊缝金属中氢和氧的含量较高,焊缝金属的力学性能,特别是塑性和韧性较低。 ●酸性焊条的优点:对铁锈、油污及水分引起的气孔敏感性小。酸性焊条用交流或直流电源均可焊接。 ●碱性焊条的优点:碱性焊条的熔渣组成物以碱性氧化物为主,对焊缝金属的氧化性很小,冶金处理效果好。碱性焊条焊接时,药皮分解出CO2作保护气体,保护气体中氢含量很低,因此用碱性焊条焊成的焊缝金属含氢量低,综合力学性能好,特别是塑性、韧性较高。 ●碱性焊条的缺点:对气孔的敏感性较大。 (二)焊条统一编号的意义 焊条通常用型号和牌号来反映其主要性能特点及类别。 ◇焊条型号是以焊条国家标准为依据、反映焊条主要特性的一种表示方法。 ◇焊条牌号是根据焊条的主要用途及性能特点,对焊条产品的具体命名。由焊条厂家制定。 ◇我国焊条行业采用统一牌号:属于同一药皮类型、符合相同焊条型号、性能相似的产品统一命名为一个牌号。如J422、J507。 ★注意:不管是焊条厂自定的牌号,还是全国焊接材料行业统一牌号,都必须在产品样本或标签、质量证明书上注明该产品是“符合国标”、“相当国标”或不加标注(即与国标不符),以便用户结合产品性能要求,对照标准去选用。 ★每种焊条产品只有一个牌号,但多种牌号焊条可同时对应一个型号。如:牌号J507RH 和J507R,型号均为E5015-G。 焊条分类对照
J422焊条与E50焊条的区别 J422的强度為420MPA,牌号是E4303。 E50**强度在500MPa,常见的有E5015,5016等,相当于J506,J507 J是焊条牌号,中文结jie(结构钢)的首拼。字母后边的参数包括强度、药皮、电源种类等。 E是焊条型号。E是表示焊条,后面的数字一般是4位数,分别表示12强度,34焊接位置和焊接电流种类和药皮类型。 焊条的型号与牌号有何区别 含条的型号是国家标准规定的,其含义包括药皮类型、合金类型、强度、适用焊接电源等等,其分类很细。焊条牌号是生产企业制定的相对比较通用的叫法。如焊条型号E4303对应的牌号是J422 常用的焊条有哪些牌号或是型号? 母材是Q235的,用E4303(J422)焊条,母材是Q345的,用E5016(J506)焊条。 HRB335钢筋焊接时,是否可以采用J422焊条焊接?若不能使用,在哪部规范中有明确的条文。在金属焊接时,焊接材料如何选用? HRB335为二级螺纹钢,屈服强度为335Mpa. 若用于不要求强度或不要求等强度的结构时,可采用J42级焊条.否则采用J50级焊条. 对于结构钢的焊接,一般要求焊缝金属与母材等强度.可按结构钢的强度来选相应强度等级的电焊条.
这里要注意两点: 1.钢材是按屈服强度定等级的,而结构钢焊条的强度等级则是指其抗拉强度的最低保证值.一般是按结构钢抗拉强度保证值来选抗拉强度保证值相同或稍高的焊条. 2.并不是焊缝强度比母材高出越多越好.一般应使焊缝强度等于或稍高于母材.如焊缝强度过高往往有害.有的焊接接头则不要求焊缝与母材等强,对于这些焊缝应选用抗拉强度较低的焊条. 钢筋焊接对焊条有哪些要求? 牌号国家标准美国标准作用及用途 J421 E4313 E6013 焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。 J421Fe E4313 E6013 焊接一般低碳钢结构,特别适于薄板小件及短焊缝的间断焊和要求焊缝表面光洁的盖面焊。 J421Fe16 E4324 E6024 焊接一般低碳钢结构和用于要求表面光洁的盖面焊。 J421X E4313 E6013 适用于焊接一般船用碳钢及镀锌钢板,尤其适用于薄板立向下焊及间断焊。
焊条型号和牌号对照表
表12.4 常用焊条型号和牌号对照表 2
名词解释: E,表示焊条。前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。2表示焊条适 用于平焊和平角焊。4表示向下立焊。第3位和第4位数字组合时表示焊接电流种类及药皮 类型。在第四位数字后附加“R“表示耐吸潮焊条,附加“E,表示焊条。前两位数字表示熔 敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。第3位数字表示焊接位置:0 和1表示可以全位置焊接(平、仰、立、横)。2表示焊条适用于平焊和平角焊。4表示向 下立焊。第3位和第4位数字组合时表示焊接电流种类及药皮类型。在第四位数字后附加“R“表示耐吸潮焊条,附加“M“表示耐吸潮和力学性能有特殊规定的焊条,附加“-1“表 示冲击性能有特殊规定的焊条。例1:E4315,表示低氢钠型焊条,适用于全位置焊接,电流 种类为直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。例2:E4316,表示低氢钾型焊 2
条,适用于全位置焊接,电流种类为交流或直流反接,熔敷金属抗拉强度 ≥420Mpa(43kgf/mm2)。E4328 表示铁粉低氢型焊条,适用于平焊、平角焊,电流种类为交 流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。 2
项目介绍 D502阀门堆焊焊条符合 GB EDCr-A1-03 说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用, 焊接工艺良好。堆焊金属为1Cr13半铁素体高铬钢。堆焊层具有空淬特 性,一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当 加热至900-1000℃空冷或油淬后,可重新硬化。 2
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG 热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。 母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流 304 δ=6A102 SMAW V 2G DC 70~100 316L δ=10A022 SMAW △2F DC 110 316L Φ60×2E316L-15 ER316L TIG/SMAW V 5G DC 60~90 304L Φ114×6A002 H00Cr21Ni10 TIG+SMAW V 5 G DC 65~85 附加:304(18Cr-8Ni) 最普通使用的钢种。耐蚀性、耐热性、低温强度、机械性能良好。深冲、折弯等常温加工性能良好。热处理后不产生硬化。 304L(18Cr-8Ni-LowC)为低碳304钢。耐蚀性在普通状态下与304相似。但在焊接后或解除应力后抗晶间腐蚀性良好。 316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。加工硬化性优秀。 316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好 常用不锈钢焊丝牌号近似对照 来源:我要不锈钢 [大中小] 添加收藏 我要评论(0)
2008-5-12 16:53:00 中国德国法国日本 GB DIN NF JIS 1H0Cr14X8Cr14Z8C13~ Y410 2H1Cr17X8Cr18Z8C17Y430 3H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1) 4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L 5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L 6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12- 9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y321 11H0Cr21Ni10X5CrNi19 9Y308(1) 12H00Cr21Ni10X2CrNi19 9Y308L(1) 13H1Cr24Ni13X12CrNi22 12Y309 14-X2CrNi24 12Y309L 15H1CrNi13Mo2--Y309Mo 16H0Cr26Ni21X2CrNiNb24 12-- 17H1Cr26Ni21X12CrNi25 20Y310 18-X40CrNi25 21-- 19- 常用不锈钢焊丝牌号近似对照 来源:我要不锈钢[大中小] 添加收藏
钼和铬钼耐热钢焊条 R107 E5515-A1 E7015-A1 用于工作温度在510℃以下含Mo0.5%的耐热钢或一般的低合金钢的焊接 R202 E5503-B1 用于工作温度在510℃以下的细珠光体耐热钢(如12CrMo)等结构的焊接 R207 E5515-B1 E8015-B1 用于工作温度在510℃以下含Cr0.5%-Mo0.5%的珠光体耐热钢的焊接,如12CrMo R307 E5515-B2 E8015-B2 用于工作温度在520℃以下含Cr1-Mo0.5%的珠光体耐热钢,如15CrMo等的焊接 R310 E5500-B2-V 用于工作温度在540℃以下含Cr1-Mo0.5%-V的珠光体耐热钢的焊接,如12CrMo等 R317 E5515-B2-V 用于工作温度在540℃以下含Cr1-Mo0.5%-V的珠光体耐热钢的焊接,如12CrMo等 R327 E5515-B2-VW 用于工作温度在570℃以下含CrMoVB的珠光体耐热钢结构的焊接,如15CrMoV等 R337 E5515-B2-VNb 用于工作温度570℃以下的珠光体耐热钢结构的焊接,如15CrMoV等 R347 E5515-B3-VWB 用于工作温度620℃以下的含CrMoVWB光体耐热钢结构的焊接 R407 E6015-B3 E9015-B3 用于工作温度550℃以下含Cr2.5%-Mo1%的珠光体耐热钢结构的焊接,如Cr2.5Mo等 R417 E5515-B3-VNb 用于工作温度620℃以下含CrMoVNb的珠光体耐热钢结构的焊接,如12Cr3MoVSiTiB等 R507 E5MoV-15 用于工作温度400℃高温抗氢腐蚀的含 Cr5%-Mo珠光体耐热钢结构的焊接,如Cr5Mo R707 E9MoV-15 用于焊接Cr9Mo耐热钢结构 R802 E11MoVNi-16 用于工作温度565℃以下耐热钢如Cr11MoV等R807 E11MoVNi-15 用于工作温度565℃以下耐热钢如Cr11MoV等 R817 E11MoVNiW-15 用于工作温度580℃以下耐热钢如Cr11MoNiWV 等结构的焊接 管道焊接专用焊条
焊条知识 一、简述: 焊条型号编制方法如下: 字母“E”表示焊条; 前两位数字表示熔敷金属抗拉强度的最小值; 第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接(平、立、仰、横),“2”表示焊条适用于平焊及平角焊,“4”表示焊条适用于向下立焊; 第三位和第四位数字组合时表示焊接电流种类及药皮类型。 在第四位数字后附加“R”表示耐吸潮焊条,附加“M”表示耐吸潮和力学性能有特殊规定的焊条,附加“-1”表示冲击性能有特殊规定的焊条。 二:焊条型号及各项参数: 焊条型号及其对应的熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类:--------------------------------------------------------------------------------看焊条牌号(如J422,J507)末位,末位数字0~5的是酸性焊条,6~9的是碱性焊条。 牌号末位数字表示具体含义: 0:不规定药皮类型,不规定适用电流类型 1:氧化钛型药皮,交直流两用 2:氧化钛钙型药皮,交直流两用 3:钛钙型药皮,交直流两用 4:氧化铁型药皮,交直流两用 5:高纤维素型药皮,交直流两用 6:低氢钾型药皮,交直流两用 7:低氢钠型药皮,交直流两用 8:石墨型药皮,交直流两用
9:盐基型药皮,直流专用 焊条的酸碱性从本质上,是根据熔渣的碱度来的。 酸性焊条药皮中含有大量SiO2、TiO2等酸性氧化物及一定数量的碳酸盐,熔渣碱度小于1。钛型条、钛钙型焊条、钛铁矿型焊条和氧化铁型焊条均属于酸性焊条。 碱性焊条药皮中含有大量如大理石、莹石等等碱性造渣物,并含有一定数量的脱氧剂和合金剂。低氢型焊条都是碱性焊条。 按GB/T 5117-1995《碳钢焊条》规定,碳钢焊条型号根据熔敷金属的抗拉强度、药皮类型、焊接位置和焊接电流种类编制。型号的编制方法和含义是这样的: E X1X2 X3X4 ■ E表示焊条,X1X2表示焊条系列,即熔敷金属抗拉强度的最小值,X3表示焊条的焊接位置,X3X4表示焊条 药皮类型及焊接电流种类,■表示附加代号。 焊接位置X3含义: 0:全位置(平、立、仰、横) 1:全位置(平、立、仰、横) 2:平焊、横角焊 4:立向焊接
铸铁焊条 - 铸铁焊条常用型号 CMC-E46N直接在铸铁上施焊,对于冲压模的金属磨耗非常有效。焊接金属第一层为奥氏体组织;从2层开始为马氏体组织耐磨耗性好。火焰淬火铸铁也可直接堆焊。 CMC-MS64N 铸铁用焊条,强度高、塑性好。适用于灰口铸铁及球墨铸铁、可机械加工。 CMC-E47N 直接在铸铁上施焊,对于冲压模的金属磨耗非常有效。焊接金属第一层为奥氏体组织;从2层开始为马氏体组织耐磨耗性好。火焰淬火铸铁也可直接堆焊。 CMC-E67N 特别适用于铸钢模硬面制作打底缓冲层,龟裂之焊合,焊合重建。 CMC-E65N cmc-e65n低温电焊条,膨胀系数小,硬化轻微,特别适用于铸铁.铸钢(fc.fcd)钢模硬面制作打底缓冲层。 CMC-E61N 适于各种铸铁品,合金铸铁,钢与铸铁接合,镍及其合金等,或如耐水压铸件之焊接。 铸铁焊条 - 铸铁焊条使用注意事项 铸铁焊条由于含碳量高,组织不均匀,强度低,塑性极差,属于可焊性差的材料,焊接过程极易产生裂纹;焊后冷速极快,容易产生白口组织,造成切削加工困难。铸铁的焊接和补焊,要达到较满意的结果,必须注意“三分材料、七分工艺”,不仅要选择焊条,而且采用适宜的补焊方法尤为重要。建议采用下列焊接工艺,作为铸铁焊接和补焊时参考: 1、首先清除焊接部位的油泥、砂、水、锈等脏物;对长期处于高温、蒸汽环境下工作的铸铁件,还要清除表面贫碳层及氧化层。 2、根据被焊部位的形状、缺陷类型,进行开坡口、打止裂孔及熔池造型等准备措
施。 3、对需要冷焊的工件,先预热500-600℃左右,选用适宜电流,可连续施焊,焊接过程始终保持预热的温度,焊后立即覆盖石棉粉等保温材料,让其缓慢冷却,以提高其抗裂性能和加工性能。 4、对于冷焊工件,防止母材熔化过多,减少白口倾向,防止热量集中过多,造成应力过大,应尽量采用小电流、短弧、窄道焊(每段焊道长度一般不超过 50mm)。焊后马上锤击焊缝以松弛应力防止开裂,待温度降到60℃以下再焊一道。 5、收弧时注意弧坑填满,以防收弧处裂。 铸铁焊条 - 铸铁焊条用途及选用 铸铁焊条首选北京科润达焊材有限公司铸铁是碳的质量分数大于2.14%的Fe-C合金。实际上工业铸铁一般是Fe-C-Si为主的多元合金。铸铁通常是按照碳在铸铁中的分布形态进行分类,一般可分为白口铸铁、灰铸铁、球墨铸铁、蠕墨铸铁和可锻铸铁。由于铸铁含碳量高、组织不均、塑性低、焊接性不良,在焊接过程中极易产生白口、裂纹和气孔等缺陷,在焊接时应特别注意焊接工艺和焊接材料的选用。对焊条电弧焊来说,目前国内可供选用的焊条有20余种,基本上可分为两大类,一类是同质焊缝型即铸铁型;另一类则是异质焊缝型如:钢(碳钢或者合金结构钢等)、纯Ni(纯镍308)、Ni-Fe(镍铁408)、Ni-Cu(镍铜508)、Ni-Fe-Cu、Fe-Cu等。在选用焊条时,可按不同的铸铁材料,不同的切削加工要求,不同的服役条件和重要程度,不同的结构特点,刚度大小等进行选用。为方便铸铁焊条的选用,现将铸铁焊条的牌号,型号,主要性能和用途列于表1-20 铸铁焊条的参考电流与事项 国标铸铁牌号型号对照表
药芯焊丝牌号对照表 序号 符合相当标准 GB AWS JIS 结构钢用药芯焊丝 1GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR 2GB/T 10045-2001 E501T-1A5.20 E71T-1 Z3313 YFW-C50DR 3GB/T 10045-2001 E500T-5A5.20 E70T-5Z3313 YFW-C503B 4------------ A5.29 E81T1-Ni1 Z3313 YFW-C603R 5GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR 6---------------------Z3313 YFL-C504R 7---------------------Z3320 YFA-50W 8GB/T 17493-1998 E550T1-W A5.29 E80T1-W Z3320 YFA-58W 耐热钢用药芯焊丝 9GB/T 17493-1998 E551T1-A1 A5.29 E81T1-A1 Z3318 YFM-C 10GB/T 17493-1998 E551T1-B1A5.29 E81T1-B1 Z3318 YFCM-C 11GB/T 17493-1998 E551T1-B2A5.29 E81T1-B2 Z3318 YF1CM-C 12-------------------------------- 13GB/T 17493-1998 E601T1-B3 A5.29 E91T1-B3 Z3318 YF2CM-C 气保焊不锈钢药芯焊丝
焊条标准牌号对照表 焊条新旧牌号对照及适用范围 国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1 h 0Cr19Ni10; 0Cr19Ni11Ti; A022 E00-18-12Mo-16 E316L-16 00Cr17Ni14 Mo2 A032 E00-19-13Mo2-Cu2-16 E317 Mo-CuL-16 0Cr18Ni12Mo2Cu2 A042 E00-23-13Mo2-16 E309 Mo L-16 00Cr23Ni13Mo2 A062 E00-23-13-16 E309 L-16 00Cr23Ni13 A101 E0-19-10-16 E308-16 1Cr19Ni9; Cr19Ni10; 0Cr19Ni11 A102 E0-19-10-16 E308-16 0Cr19Ni9; 0Cr19Ni11Ti A107 E0-19-10-15 E308-15 250℃×1 h 0Cr19Ni9 A132 E0-19-10Nb-16 E347-16 150℃×1 h C r19Ni11Ti A137 E0-19-10Nb-15 E347-15 250℃×1 h 0Cr19Ni11Ti A201 E0-18-12Mo2-16 E316-16 250℃×1 h(禁反复烘) 0Cr18Ni12Mo2 A202 E0-18-12Mo2-16 E316-16 150℃×1 h 0Cr18Ni12Mo2 A207 E0-18-12Mo2-15 E316-15 250℃×1 h 0Cr18Ni12Mo2; Cr13; Cr17 A242 E0-19-13Mo3-16 E317-16 150℃×1 h Cr19Ni13Mo3 A302 E1-23-13-16 E309-16 Cr23Ni13 A307 E1-23-13-15 E309-15 250℃×1 h Cr23Ni13 A312 E1-23-13Mo2-16 E309 Mo -16 150℃×1 h Cr23Ni13Mo2 A402 E2-26-21-16 E310 -16 Cr25Ni20 A407 E2-26-21-15 E310 -15 250℃×1 h Cr25Ni20 A412 E1-21-21Mo2-16 E310Mo -16 150℃×1 h Cr26Ni21Mo2 A422 Cr25Ni20Si2 说明:15、25—碱性,直流反接; 16、17、26—钛钙型,交流或直流反接。 二、合金钢焊条新旧牌号对照及适用范围 国家标准GB982-77 国家标准GB5118-95 烘干适用于焊接钢材 R102 E5003-A1 150~200℃×1 h 15Mo预热90~110℃,605~635℃回火处理 R107 350℃×1 h R202 E5503-B1 150~200℃×1 h 12CrMo预热150~200℃,605~635℃回火处理R207 350℃×1 h R302 E5503-B2 150~200℃×1 h 15CrMo预热160~200℃,675~705℃回火处理R307 E5515-B2 350℃×1 h R312 E5503-B2-V 200℃×1 h 12CrMoV预热250~300℃,715~745℃回火处理 R317 E5515-B2-V 350℃×1 h R327 E5515-B2-VW 15CrMoV 预热250~300℃,715~745℃回火处理 R337 E5515-B2-VNb
1.For personal use only in study and research; not for commercial use 2. 3.焊条型号与牌号 焊条型号是国家标准中规定的焊条代号。焊接结构生产中应用最广的碳钢焊条和低合金钢焊条,相应的国家标准是GB/T5117和GB/T5118。标准规定,碳钢焊条型号由字母E和四位数字组成。 如:“E4301”,其含义如下: 在我国已公布的碳钢焊条型号中,代表熔敷金属抗拉强度最小值的数字仅有:“43”和“50”系列两种。 焊条牌号是焊条生产行业统一的焊条代号。表,“×××”代表数字,前两位数字代表焊缝金属抗拉强度等级。末尾数字表示焊条的药皮类型和焊接电流种类(表 表4.2.3 部分常用碳钢焊条型号与牌号对应表焊条型号是根据熔敷金属抗拉强度、药皮类型、焊接位置、电流种类及极性划分的,以便供用户选焊条时参考。但同一种焊条型号可能有不同性能的几种焊条牌号与之对应。如J427和J427Ni属于同一种焊条型号E4315。
仅供个人用于学习、研究;不得用于商业用途。 For personal use only in study and research; not for commercial use. Nur für den pers?nlichen für Studien, Forschung, zu kommerziellen Zwecken verwendet werden. Pour l 'étude et la recherche uniquement à des fins personnelles; pas à des fins commerciales. толькодля людей, которые используются для обучения, исследований и не должны использоваться в коммерческих целях. 以下无正文
焊条型号与牌号
焊条型号与牌号 (1)焊条的牌号 以结构钢为例:牌号,编制法。结XXX,结为结构钢焊条,第3个数字,代表药皮类型,焊接电流要求,第1、2数:代表焊缝金属抗拉强度。 ( 2)焊条的型号 焊条的型号是按国家有关标准与国际标准确定的。EXXX,以结构钢为例,型号编制法为字母“E”表示焊条,第一、二位表示熔敷金属最小抗拉强度,第三位数字表示焊条的焊接位置,第三、四位数字表示焊接电流种类及药皮类型。 4.焊条的分类 根据不同情况,电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。 按照焊条的用途,可以将电焊条分为:结构钢焊条、耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。 如果按照焊条药皮的主要化学成分来分类,可以将电焊条分为:氧化钛型焊条、氧化钛钙型焊条、钛铁矿型焊条、氧化铁型焊条、纤维素型焊条、低氢型焊条、石墨型焊条及盐基型焊条。 如果按照焊条药皮熔化后,熔渣的特性来分类,可将电焊条分为酸性焊条和碱性焊条。酸性焊条药皮的主要成分为酸性氧化物,如二氧化硅、二氧化钛、三氧化二铁等。碱性焊条药皮的主要成分为碱性氧化物,如大理石、萤石等。 焊条 2)按熔渣性质分类可将焊条分为:酸性焊条和碱性焊条两大类。熔渣以酸性氧化物为主的焊条称为酸性焊条。熔渣以碱性氧化物和氟化钙为主的焊条称为碱性焊条。在碳钢焊条和低合金钢焊条中,低氢型焊条( 包括低氢钠型、低氢钾型和铁粉低氢型) 是碱性焊条;其他涂料类型的焊条均属酸性焊条。 碱性焊条与强度级别相同的酸性焊条相比,其熔敷金属的延性和韧性高、扩散氢含量低、抗裂性能强。因此,当产品设计或焊接工艺规程规定用碱性焊条时,不能用酸性焊条代替。但碱性焊条的焊接工艺性能( 包括稳弧性、脱渣性、飞溅等) 较差,对锈、水、油污的敏感性大,容易出气孔,有毒气体和烟尘多,毒性也大。酸性焊条和碱性焊条的特性对比见表2—3。 表2-3 酸性焊条和碱性焊条的特性对比 酸性焊条 1.对水、铁锈的敏感性不大,使用前经100~150℃烘焙1h
碳钢焊条 牌号GB(中国) AWS(美国) JIS(日本) DIN(德国) CHE40 J421 E4313 E6013 D4313 E4332 R3 CHE420T J420G E4300 CHE421 J421 E4313 E6013 D4313 E4332 R3 CHE421Fe16 J421Fe16 E4324 E6024 CHE421Fe18 J421Fe18 E4324 E6024 CHE421D J421X E4313 E6010 D4313 E4333R (C) 3 CHE42 J422 E4303 E6019 D4303 CHE422 J422 E4303 D4303 CHE423 J423 E4301 D4301 CHE424 J424 E4320 E6020 D4320 E4354AR11160 CHE424Fe16 J424Fe16 E4327 E6027 D4327 E4354AR11160 CHE425 J425 E4311 E6011 D4311 CHE425G J425G E4310 E6010 CHE425GX J425G E4310 E6010 E4343C4 CHE426 J426 E4316 E6016 D4316 E4343B10 CHE47 J427 E4315 CHE427 J427 E4315 CHE427T J427X E4315 CHE501Fe J501Fe E5014 E7014 E4321AR11120 CHE501Fe16 J501Fe16 E5024 E7024 E5142RR11160 CHE502 J502 E5003 D5003 CHE503 J503 E5001 CHE505 J505 E5011 E7011-A1 CHE505G E5010 E7010-A1 CHE505GX E5010 E7010-A1 CHE56 J506 E5016 E7016 D5016 E5154B (R) 10 CHE506 J506 E5016 E7016 D5016 E51431310 CHE50 J507 E5015 E7015 CHE507 J507 E5015 E7015 E51551310 CHE507T J507X E5015 E7015 E51551310 CHE507Fe16 J507Fe16 E5028 E7028 D5026 E5155B (R) /2160 CHE58-1 E5018-1 E7018-1 D5016 E5154B (R) 10 CHE508-1 E5018-1 E7018-1 E5154B10 CHE508 E5018 E7018 D5016 E5153B10 CHE508T E5048 E7048 低合金钢焊条 牌号GB(中国) AWS(美国) JIS(日本) DIN(德国) CHE502WCu J502Wcu TBE5003-G CHE505Mo E5010-A1 E7010-A1 CHE506NiLH E5016-G E7016-G CHE506WCu J506Wcu TBE5016-G CHE507NiLH E5015-G E7015-G 1 / 6
焊条型号大类与焊条牌号大类对照表 名词解释: 焊条型号大类与焊条牌号大类对照表 焊条型号大类与焊条牌号大类对照表 焊条型号焊条牌号 焊条大类(按化学成分分类) 焊条大类(按用途分类) 国家标准编号名称代号类别代号字母汉字 GB5117-85 碳钢焊条 E 一结构钢焊条J 结 GB5118-85 低合金钢焊条 E 一结构钢焊条J 结 GB5118-85 低合金钢焊条 E 二钼和铬钼耐热钢焊条R 热 GB5118-85 低合金钢焊条 E 三低温钢焊条W 温 GB983-85 不锈钢焊条 E 四不锈钢焊条G 铬 GB983-85 不锈钢焊条 E 四不锈钢焊条 A 奥 GB984-85 堆焊焊条ED 五堆焊焊条 D 堆 GB10044-88 铸铁焊条EZ 六铸铁焊条Z 铸 七镍及镍合金焊条Ni 镍 GB3670-83 铜及铜合金焊条TCu 八铜及铜合金焊条T 铜 GB3669-83 铝及铝合金焊条TAl 九铝及铝合金焊条L 铝 十特殊用途焊条Ts 特 常用母材与焊材选用表/ 焊条型号牌号对照表 国标厂标对应埋弧焊丝对应CO2 焊丝对应氩弧焊丝主要用途 E4303 J422 H08A/H08MnA H08Mn2Si H08Mn2SiA 5-A.F/Q235-A/10#20# E4316 J426 H08A/H08E/ H08MnA H08Mn2Si H08Mn2SiA 5-D/Q235-C/20G/20g/ 20R/20 E4315 J427 E5016 J506 H10MnSi H120Mn2 H08Mn2SiA H10MnSi 16Mn 16MnR E5015 J507 E5515-B1 R207 H13CrMoA H08CrMoA 12CrMo/12CrMoG E5515-B2 R307 15CrMo/15CrMoG E5515-B2-V R317 H08CrMoVA H08CrMoVA 12CrMoV/12CrMoVG E6015-B2 R407 Cr2.5Mo E308-16 A102 H0Cr21Ni10 H0Cr21Ni10 0Cr18Ni9/00Cr19Ni10/00Cr19Ni11Ti E308-15 A107 E308L-16 A002 00Cr19Ni10/00Cr18Ni10Ti E316L-16 A022 焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢 E347-16 A132 H0Cr21Ni10Ti H0Cr21Ni10Ti 0Cr18Ni10Ti 1Cr18Ni9Ti E347-15 A137 E309-16 A302 焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢 E309-15 A307 E310-16 A402 焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13 钢等 E310-15 A407
压力容器用钢焊材一览表 类型牌号中国 GB美国 AWS 碳 THJ422E4303— 钢 THJ426E4316E6016焊 THJ427E4315E6015条 THJ506E5016E7016 THJ507E5015E7015 THJ506R E5016-G E7016-G THJ507RH E5015-G E7015-G THJ557R E5MoV-15— 低 THJ606E6016-D1E9016-D1合 金 THJ607E6015-D1E9015-D1钢 THW707Ni E5515-C1— 焊 THR207E5515-B1E8015-B1条 THR307E5515-B2E8015-B2 THR317E5515-B2-V— THR407E6015-B3— THR507E5MoV-15— 类型 不 锈 钢 焊 条 气保护 实芯焊丝 牌号中国 GB美国 AWS THA002E308L-16E308L-16 THA022E316L-16E316L-16 THA102E308-16E308-16 THA107E308-15E308-15 THA132E347-16E347-16 THA137E347-15E347-15 THA202E316-16E316-16 THA207E316-15E316-15 THA212E318-16E318-16 THA242E317-16E317-16 THA302E309-16E309-16 THA307E309-15E309-15 THG202E410-16E410-16 ——— THQ-G2Si EN440 G38 4MG2Si THQ-50CG4EN440 G38 3CG4Si1
金华博威焊业有限公司银焊条介绍 博威银焊条是一种以银或银基固深体的钎料,具有优良的工艺性能,不高的溶点、良好的润湿性和填满间隙的能力,并且强度高、塑性好,导电性和耐蚀性优良,可以用来钎焊除铝、镁及其他低熔点金属以外的所有黑色和有色金属,广泛应用于制冷、灯饰、五金电器、仪器仪表、化工、航空航天等工业制造领域。 一.银磷铜焊条牌号对照及简介(标准:GB/T10046-2000) 环保银铜磷焊料,不高的熔点,也能加工成焊片,焊圈,盘丝产品,可用来钎焊 二.银焊条环保焊料牌号对照及简介(标准:GB/T10046-2000) 环保银焊料,优良的焊接效果,最常用的钎料,优良的加工性能,能做成焊丝,焊片,焊料圈,焊料片等,可焊接铜,铜合金,钢,不锈钢,铁,镍硬质合金等等黑色
三、含镉银焊料牌号及性能简介(标准:GB/T10046-2000) 属不环保银焊料,含镉钎料具有不高的熔点,良好的流动性和焊接性能, 并可加工成焊丝,焊圈,焊片形状, 被广泛的使用于各种工业产品的生产,但是含镉银焊条
好间隙为0.03~0.075mm。 2.银磷铜的钎料,要注意尽量的快速加热钎焊,这样才能形成漂亮的钎缝,如果加热时间过长,或者钎焊温度过高,都有可能生产气孔. 3.银磷铜钎料焊接紫铜不需要焊粉(焊膏),钎焊黄铜可以配焊粉(焊膏),焊后焊缝更漂亮.一般的焊缝焊后成黑色,酸洗后成光亮的灰白色, 4.不含磷钎料,正常钎焊后一般呈黄铜色,含镉钎料焊缝颜色偏红和白色,环保钎料随含银量的增加,焊缝颜色越发白色. 5.银焊条使用时一般都要配银焊粉(银焊膏)产品来做助焊剂,帮住焊条更好的熔化并渗透至焊缝中. 6.金华博威焊业有限公司,欢迎您来人来电咨询. 博威银焊条产品规格 1,焊丝系列:Ф0.5-3.0盘丝; 2,焊条系列:Ф1.0-Ф6.0焊条,1.3×3.2扁焊条; 3,带材系列:厚度为0.1-0.25、带材或扁丝材; 4,焊环系列:丝径Ф0.5-Ф3,焊圈内径Ф3.5以上各种规格的焊环。
国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1 h 0Cr19Ni10; 0Cr19Ni11Ti A022 E00-18-12Mo-16 E316L-16 150℃×1 h 00Cr17Ni14 Mo2 A032 E00-19-13Mo2-Cu2-16 E317 Mo-CuL-16 150℃×1 h 0Cr18Ni12Mo2Cu2 A042 E00-23-13Mo2-16 E309 Mo L-16 150℃×1 h 00Cr23Ni13Mo2 A062 E00-23-13-16 E309 L-16 150℃×1 h 00Cr23Ni13 A101 E0-19-10-16 E308-16 150℃×1 h 1Cr19Ni9; Cr19Ni10; 0Cr19Ni11 A102 E0-19-10-16 E308-16 150℃×1 h 0Cr19Ni9; 0Cr19Ni11Ti A107 E0-19-10-15 E308-15 250℃×1 h 0Cr19Ni9 A132 E0-19-10Nb-16 E347-16 150℃×1 h Cr19Ni11Ti A137 E0-19-10Nb-15 E347-15 250℃×1 h 0Cr19Ni11Ti A201 E0-18-12Mo2-16 E316-16 250℃×1 h(禁反复烘) 0Cr18Ni12Mo2 A202 E0-18-12Mo2-16 E316-16 150℃×1 h 0Cr18Ni12Mo2 A207 E0-18-12Mo2-15 E316-15 250℃×1 h 0Cr18Ni12Mo2; Cr13; Cr17 A242 E0-19-13Mo3-16 E317-16 150℃×1 h Cr19Ni13Mo3 A302 E1-23-13-16 E309-16 150℃×1 h Cr23Ni13 A307 E1-23-13-15 E309-15 250℃×1 h Cr23Ni13 A312 E1-23-13Mo2-16 E309 Mo -16 150℃×1 h Cr23Ni13Mo2 A402 E2-26-21-16 E310 -16 150℃×1 h Cr25Ni20 A407 E2-26-21-15 E310 -15 250℃×1 h Cr25Ni20 A412 E1-21-21Mo2-16 E310Mo -16 150℃×1 h Cr26Ni21Mo2 A422 Cr25Ni20Si2 说明:15、25—碱性,直流反接; 16、17、26—钛钙型,交流或直流反接。
★焊条的型号和牌号的区别: 型号是国家标准中对焊条规定的编号,用来区别各种焊条熔敷金属的力学性能、化学成分、药皮类型、焊接位置和焊接电流种类。标有型号的焊条,其技术要求、性能指标、检验方法都应按国家标准的规定进行。焊条国家标准不可能包括所有的焊条。 焊条牌号是焊条制造厂对作为产品出厂的每种焊条标的特定编号,用来区别不同焊条熔敷金属的力学性能、化学成分、药皮类型和焊接电流种类。与焊条的型号相比,牌号中没有区别焊接位置的编号,但增加了特殊性能的符号(如超低氢、高韧性、打底焊……)。【JB4708-2000中释义5.3.1.2:国内压力容器行业对焊条的牌号熟悉用过焊条的型号,大家都习惯说焊条的牌号】 焊条分类对照 (一)、焊条牌号的表示方法 ◆通常用一个汉语拼音字母(或汉字)与三位数字表示。如A302(奥302)、W607(温607) ◆有的焊条牌号在三位数字后面加注后缀字母和/或数字。如J507RH、
A022Mo 、J422Fe16 1) 第一位字母:表示焊条种类; 2) 前两位数字:表示熔敷金属强度或合金类型; 3)第三位数字:表示药皮类型及电流种类; 结构钢焊条牌号中第三位数字的药皮类型和电源种类 4)数字后面的字母和数字:附加合金元素或焊条特性(具有特殊性能和用途)。■如:“Fe”,表示铁粉焊条(药皮中含有铁粉);“X”,表示立向下焊专用焊条;
“G”,表示管道焊接专用焊条;“GM”,表示盖面专用焊条;“D”,表示封底焊专用焊条;“Z”,表示重力焊条;“GR”,表示高韧性焊条;“LMA”,表示耐潮焊条;“H”,表示超低氢焊条;“R”,表示韧性焊条;“DF”,表示低氟焊条;“RH”高韧性超低氢焊条。常用结构钢焊条型号和牌号对照表
常用焊条标准牌号对照表 国标厂标对应埋弧焊丝对应 CO2 焊丝 对应氩弧焊丝主要用途 E4303 J422 H08A/H08MnA H08Mn2Si H08Mn2SiA Q235-A/10#20# E4316 J426 H08A/H08E/ H08MnA H08Mn2Si H08Mn2SiA 5-D/Q235-C/20G/20g/ 20R/20 E4315 J427 E5016 J506 H10MnSi H120Mn2 H08Mn2SiA H10MnSi 16Mn 16MnR E5015 J507 E5515-B1 R207 H13CrMoA H08CrMoA 12CrMo/12CrMoG E5515-B2 R307 15CrMo/15CrMoG E5515-B2-V R317 H08CrMoVA H08CrMoVA 12CrMoV/12CrMoVG E6015-B2 R407 E308-16 A102 H0Cr21Ni10 H0Cr21Ni10 0Cr18Ni9/00Cr19Ni10/00Cr19Ni11Ti E308-15 A107 E308L-16 A002 00Cr19Ni10/00Cr18Ni10Ti E316L-16 A022 焊接尿素及合成纤维设备,铬不锈钢, 复合钢,异种钢 E347-16 A132 H0Cr21Ni10Ti H0Cr21Ni10Ti 0Cr18Ni10Ti 1Cr18Ni9Ti E347-15 A137 E309-16 A302 焊接相同类型的不锈钢,不锈钢衬里, 异种钢,高铬钢 E309-15 A307 E310-16 A402 焊接高温下工作的同类型耐热不锈 钢, Cr5Mo/Cr9Mo/Cr13 钢等 E310-15 A407