
SMT回流焊温度曲线测试操作指导书一范文
一、目的:用于指导回流焊温度曲线测试操作指示。
二、适用范围:适用于本公司SMT回流焊温度测试
三、职责:无
四、作业内容:
4.1设定温度参数制程界限:
4.1.1工程师根据锡膏型号、特殊元件规格、特殊测量位置、FPC制程以及客户的要求制定
一个合理的温度曲线测试范围,包括:升温区、浸泡(保温)区、回流区、冷却区的具体参
数及定义
回流焊标准温度曲线
4.1.2预热区:通常是指由室温升温至150度左右的区域。在此温区,升温速率不宜过快,
一般不超过3度/秒。以防止元器件应升温过快而造成基板变形或元件微裂等现象。
4.1.3浸泡(保温)区:通常是指由110度~190度左右的区域。在此温区,助焊剂进一步挥
发并帮助基板清楚氧化物,基板及元器件均达热平衡,为高温回流做准备。此区一般持续时间问60~120秒。
4.1.4回流区:通常是指超过217度以上温度区域。在此温区,焊膏很快熔化,迅速浸润焊
接面,并与基板PAD形成新的合金焊接层,达到元件与PAD之间的良好焊接。此区持续时
间一般设定为:45~90秒。最高温度一般不超过250度(除有特定要求外)。
4.1.5冷却区:该区为焊点迅速降温,将焊料凝固,使焊料晶格细化,提高焊接强度。本区
降温速率一般设置为-3~-1度/秒左右。
4.2测温板的制作
4.2.1采用与生产料号一致的样品板作为测温板,制作测温板时,原则上应保留必要的具有
代表性的测温元器件,以保证测试测量温度与实际生产温度保持一致。
4.2.2测温板与生产料号在无法保持一致情况下,经工程师验证认可,可使用与之同类型的测温板进行测量。
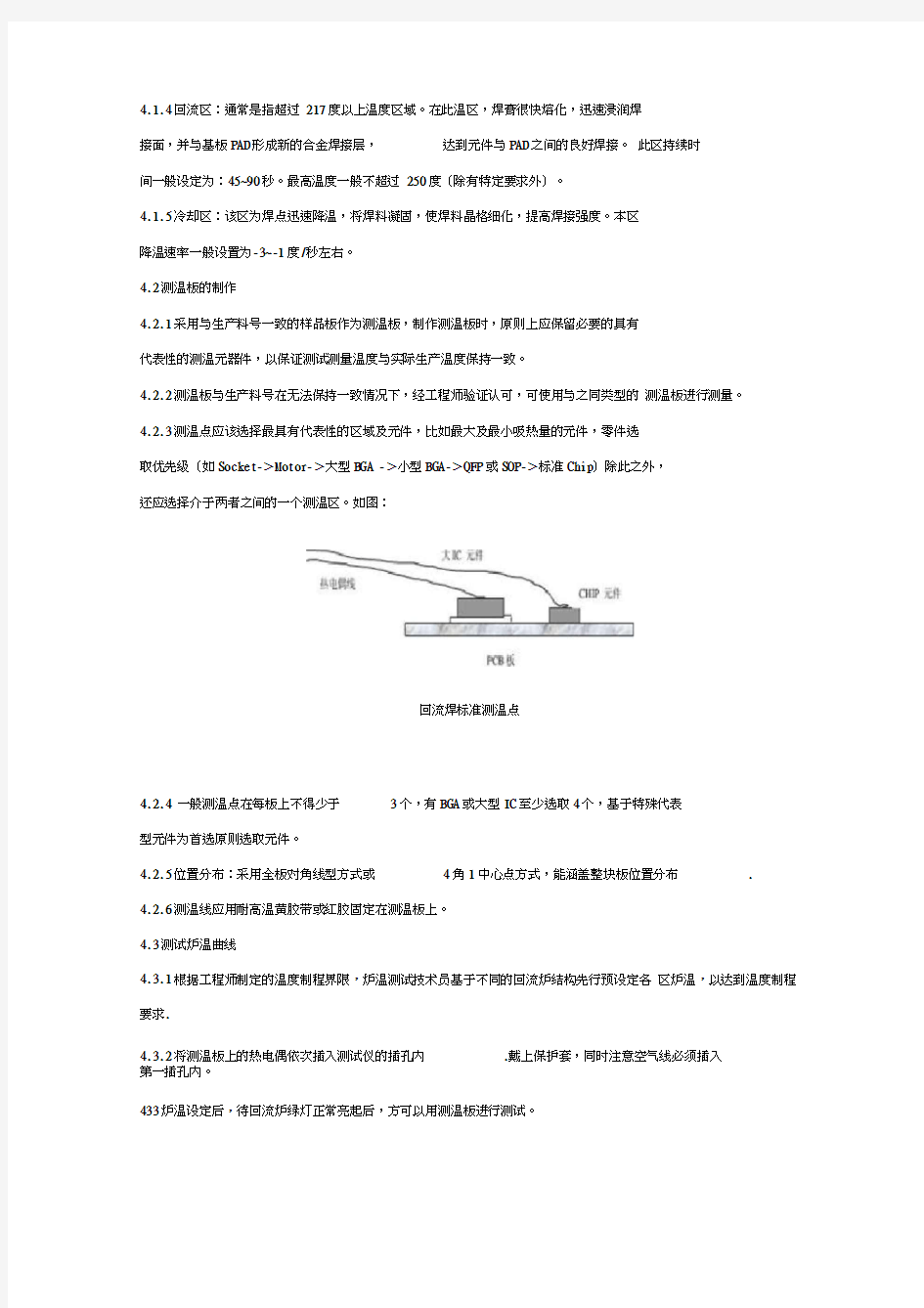
4.2.3测温点应该选择最具有代表性的区域及元件,比如最大及最小吸热量的元件,零件选
取优先级(如Socket->Motor->大型BGA ->小型BGA->QFP或SOP->标准Chip)除此之外,
还应选择介于两者之间的一个测温区。如图:
回流焊标准测温点
4.2.4 一般测温点在每板上不得少于3个,有BGA或大型IC至少选取4个,基于特殊代表
型元件为首选原则选取元件。
4.2.5位置分布:采用全板对角线型方式或4角1中心点方式,能涵盖整块板位置分布.
4.2.6测温线应用耐高温黄胶带或红胶固定在测温板上。
4.3测试炉温曲线
4.3.1根据工程师制定的温度制程界限,炉温测试技术员基于不同的回流炉结构先行预设定各区炉温,以达到温度制程要求.
4.3.2将测温板上的热电偶依次插入测试仪的插孔内.戴上保护套,同时注意空气线必须插入
第一插孔内。
433炉温设定后,待回流炉绿灯正常亮起后,方可以用测温板进行测试。
434将测温板及测试仪小心的放入回流焊的传送带或链条上,并打开测试仪的电源及记录
数据开关,进板方式应与所生产的板子相同。
4.3.5测试完成后,在出板端取出测试仪。
4.3.6在电脑端读出温度曲线,检查曲线是否在合理的制程范围内,否则技术员需要继续调试
各区温度,直到测量出符合制程界限的温度曲线。
4.4数据收集
4.4.1打开电脑回流焊测温程序。并检查锡膏制程是否0K.
打开电脑回流焊测温程序
4.4.2输入相关信息包括炉温、温区、链速、测试通道等。
输入回流焊测试参数值
4.4.3根据提示连接测温仪,开始读取数据。
连接测温仪导出数据
444根据温度曲线要求分析数据,并将符合规定的温度曲线打印出来,以便存档
445填写《温度曲线确认表》,并有ME、IPQC共同确认0K后张贴在回流炉上。
4.5炉后检查
检查在此温度设置下的基板过炉后焊接情况,根据此焊接良率来确认此设定范围及炉温参数
设定的合理性。
4.6测试频率
回流焊的温度曲线由技术员每天测试一次,若换线应重新做,并将正确的温度曲线图打印,
填写相应的《温度曲线确认表》。
4.7注意事项:
4.7.1如客户有要求需测量IC/QFP温度时,要将热电偶线引接在IC的引脚上。
4.7.2如客户有要求需测量BGA温度时,需在测试板正面的BGA焊盘处位置上的钻一个孔直至反面,把热电偶线从测试板反面插入焊接到BGA的焊点上,同时将整个BGA焊接在
测试板上。
4.7.3如需测量手焊元件温度时,要将热电偶线从正面穿过焊孔,伸出测试板的长度为
1.5-2mm以便接触到锡波。
4.8健康安全:在测试的过程中注意安全,防止高温烫伤。