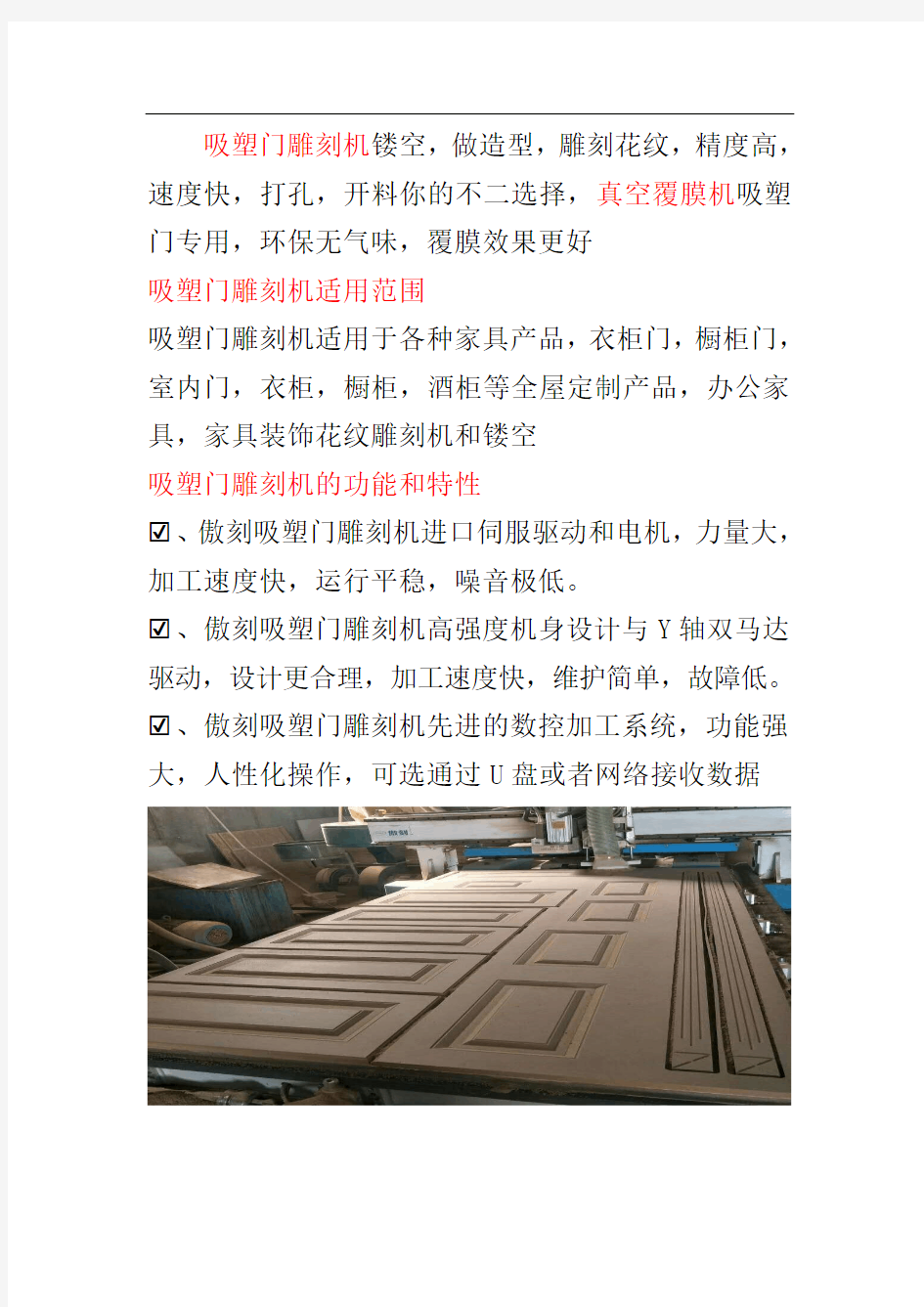

吸塑门雕刻机镂空,做造型,雕刻花纹,精度高,速度快,打孔,开料你的不二选择,真空覆膜机吸塑门专用,环保无气味,覆膜效果更好
吸塑门雕刻机适用范围
吸塑门雕刻机适用于各种家具产品,衣柜门,橱柜门,室内门,衣柜,橱柜,酒柜等全屋定制产品,办公家具,家具装饰花纹雕刻机和镂空
吸塑门雕刻机的功能和特性
?、傲刻吸塑门雕刻机进口伺服驱动和电机,力量大,加工速度快,运行平稳,噪音极低。
?、傲刻吸塑门雕刻机高强度机身设计与Y轴双马达驱动,设计更合理,加工速度快,维护简单,故障低。?、傲刻吸塑门雕刻机先进的数控加工系统,功能强大,人性化操作,可选通过U盘或者网络接收数据
?、傲刻吸塑门雕刻机Z轴采用进口工业级滚珠丝杆,定位准确,让加工效果更完美。
?、傲刻吸塑门雕刻机大功率主轴,恒功率,噪音低,超强的雕刻与切割力量,大大提高工作效率。
?、傲刻吸塑门雕刻机进口高精密线性轨道,运行平稳,精度高,支撑稳定,延长机器使用年限。
?、傲刻吸塑门雕刻机配合专业木材雕刻刀具,使雕刻板材的过程更加流畅。
?、傲刻吸塑门雕刻机软件兼容性好,可兼容,云熙,
海迅,1010设计拆单软件,TYPE3、Artcam、精雕JD、文泰雕刻、UG、MasterCAM、PowerMill等多种CAD/CAM 设计制作软件。
傲刻双工位全自动真空覆膜机
产品用途:对工艺复合门、家具、橱柜、音箱等产品的表面贴覆pvc。配套本公司提供的专用硅胶板,可对实木门芯板、家具等产品的表面单面贴覆实木皮、热转印。
傲刻真空覆膜机设备特点:
1. 国产顶级真空泵,高效、稳定、寿命长。
2. 双层保温,新型材料全密封设计,节省能源。
3. 特殊钢板工作台,耐高温,耐腐蚀。
4. 先进的数控技术,自动化程度高,操控简便。
5. 不锈钢发热元件,加热均匀,效率高。
6. 多种产品系列,满足不同用户需求。
傲刻拥有专业的售后团队,在信阳、商丘、郑州、宁
夏、山东、江苏等全国地长期驻守专业技术人员,一方面培训新客户,另一方面及时为各地的客户提供及时的售后维修服务。
欢迎需要板式家具设备的客户来电咨询,来厂参观出师表
两汉:诸葛亮
先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
先帝知臣谨慎,故临崩寄臣以大事也。受命以来,夙夜忧叹,恐托付不效,以伤先帝之明;故五月渡泸,深入不毛。今南方已定,兵甲已足,当奖率三军,北定中原,庶竭驽钝,攘除奸凶,兴复汉室,还于旧都。此臣所以报先帝而忠陛下之职分也。至于斟酌损益,进尽忠言,则攸之、祎、允之任也。
愿陛下托臣以讨贼兴复之效,不效,则治臣之罪,以告先帝之灵。若无兴德之言,则责攸之、祎、允等之慢,以彰其咎;陛下亦宜自谋,以咨诹善道,察纳雅言,深追先帝遗诏。臣不胜受恩感激。
今当远离,临表涕零,不知所言。
吸塑生产工艺流程吸塑生产过程可包括: 一.客户询价; 二.业务部门报价; 三.吸塑模具电脑辅助设计; 四.泡壳模具的开发和打样; 五.制作泡壳的生产模具; 六.吸塑成型生产; 七.冲床裁切; 八.分检包装; 一、客户发出询价请求:途径一打电话询价,途径二发传真询价,途径三发Email询价,途径四通过网络聊天工具询价。客户必须提供吸塑制品的长、宽、高和所用材料的厚度、颜色和型号(PVC、PET、PS),产品数量和生产周期。 二、业务部门报价:吸塑制品单价的高低跟以下因素有关:吸塑制品的长、宽、高和吸塑成型的复杂程度;所用材料的类型、厚度和颜色;吸塑产品的后道加工工艺(折边、打孔、封边等)、订单数量和订单周期。报价员会以客户的样品和描述有一个最初报价,最终报价会在打样之后报出。 三、吸塑模具的电脑辅助设计:客户对于报价基本认可后,会将要求、实物或是吸塑样品交到业务部,生产调度会要求电脑设计部将客户的实物扫描并结合印刷品的设计,制作出吸塑制品的平面设计图 四、泡壳模具的开发和打样:客户认可电脑设计稿后,生产调度会根据吸塑产品的复杂程度决定采用哪种方式开发模具(石膏模、铜模、铝模),开发周期3-5天。吸塑打样以石膏模打样居多,其操作步骤是:1.先将实物用手工泥糊出成型轮廓;2.放到吸塑打版机上成型泡壳毛胚;3.用配好的吸塑专用石膏倒入泡壳毛胚中,风干后形成石膏毛胚;4.采用电动铣床对石膏毛胚和规则形状进行深加工;5.手工打磨和手工添加部件;6.将各个抛光好的石膏部件粘合成完整的石膏模;7.再放入吸塑打版机吸塑成型完整的样品;8.按成品尺寸,手工切边、封边,完成全部打样过程。如果有需求,印刷打样部门同时会将吸塑样品所用的纸卡、不干胶或彩盒一起制作,他们会借助全开的印刷数码打样机能将实际印刷结果反映出来,由深正电业伺服丝杆吸塑机阙龙宇提供,微信号:412152899。 五、制作生产模具:样品被客户认可后,通常会下一定数量的生产订单。生产调度会根据产量、吸塑成型的复杂程度决定采用哪种模具量产:采用石膏模生产,模具制作过程类似于吸塑打样,优点在于生产周期短,成本最低,制作一整版(60X110cm)模具只需一到两天时间,不足之处在于吸塑成品表面粗糙,生产中模具容易碎裂,耐用性差无法成型深度大、复杂度高、片材厚的产品。采用电镀铜模,其工艺是将打好样的泡壳表面喷上一层导电剂,再放入电解槽内镀上厚厚的铜层,电镀过程需要72小时,接着要对铜模进行灌石膏(增加硬度)、抛光、打气眼处理,采用电镀铜模生产的优点是吸塑制品表面光滑,成本适中,耐用性强,缺点是模具制作周期长,无法完成精密吸塑制品的生产。采用吸塑铝模生产,模具制作需要先采用电脑设计图纸,再采用CNC数控铣床加工,优点是制作周期适中,后期模具处理时间短(钻气眼工作在CNC加工时完成),吸塑产品尺寸精度高,模具耐用性强,缺点是成本高。由于全自动高速吸塑成型机的成型范围是66X110cm左右,所以不管是石膏模、铜模还是铝模,都需要将单个的模具拼在一起,达到成型尺寸,我们都称这个过程为拼版,需要拼在打好气孔的铝板或木板上,拼好后的整版模具我们称之为底模。对于吸塑成型深度大的产品,还需要制作上模,在底模将片材真空吸成型的同时,从片材上方施加压力,将片材均匀地拉伸到每一个部位,否则会引起局部厚度过薄。生产模具的整个制作周期应为5至7天。 六、吸塑成型生产:采用全自动高速吸塑成型机生产,其基本原理是:将成卷的片材拉进电炉烘箱内加热至软化状态,乘热再拉到吸塑模具上方,模具上移并抽真空,将软化的片材吸附到模具表面,同时将冷却水以雾状喷于成型片材表面,使其硬化,成型的片材再自动被拉至贮料箱,气动裁刀将成型与未成型片材分离,从而完成全部过程。吸塑产品出现的主要质量问题大多在此过程发生:1.吸塑不到位,是指形状变形,没有吸塑成与模具相同形状的产品;2.吸塑过度,是指产品过薄;3.拉线,是指成型产品上出现不应有的线痕;4.厚薄不均。这些问题都需要在上好模具后,调试到位,包括:片材前进的时间、加热的温度和时间、抽真空的强度和时间、上模下落的位置、时间和深度、拼版中模具的摆放位置、模
吸塑作业指导书 一、客户发出询价请求:途径一打电话询价,途径二发传真询价,途径三发Email询价,途径四通过网络聊天工具询价。客户必须提供吸塑制品的长、宽、高和所用材料的厚度、颜色和型号(PVC、PET、PS),产品数量和生产周期。 二、业务部门报价:吸塑制品单价的高低跟以下因素有关:吸塑制品的长、宽、高和吸塑成型的复杂程度;所用材料的类型、厚度和颜色;吸塑产品的后道加工工艺(折边、打孔、封边等)、订单数量和订单周期。报价员会以客户的样品和描述有一个最初报价,最终报价会在打样之后报出。 三、电脑设计:客户对于报价基本认可后,会将要求、实物或是吸塑样品交到业务部,生产调度会要求电脑设计部将客户的实物扫描并结合印刷品的设计,制作出吸塑制品的平面设计图 四、吸塑打样:客户认可电脑设计稿后,生产调度会根据吸塑产品的复杂程度决定采用哪种方式开发模具(石膏模、铜模、铝模),开发周期3-5天。吸塑打样以石膏模打样居多,其操作步骤是:1.先将实物用手工泥糊出成型轮廓;2.放到吸塑打版机上成型泡壳毛胚;3.用配好的吸塑专用石膏倒入泡壳毛胚中,风干后形成石膏毛胚;4.采用电动铣床对石膏毛胚和规则形状进行深加工;5.手工打磨和手工添加部件;6.将各个抛光好的石膏部件粘合成完整的石膏模;7.再放入吸塑打版机吸塑成型完整的样品;8.按成品尺寸,手工切边、封边,完成全部打样过程。如果有需求,印刷打样部门同时会将吸塑样品所用的纸卡、不干胶或彩盒一起制作,他们会借助全开的印刷数码打样机能将实际印刷结果反映出来。 五、制作生产模具:样品被客户认可后,通常会下一定数量的生产订单。生产调度会根据产量、吸塑成型的复杂程度决定采用哪种模具量产:采用石膏模生产,模具制作过程类似于吸塑打样,优点在于生产周期短,成本最低,制作一整版(60X110cm)模具只需一到两天时间,不足之处在于吸塑成品表面粗糙,生产中模具容易碎裂,耐用性差无法成型深度大、复杂度高、片材厚的产品。采用电镀铜模,其工艺是将打好样的泡壳表面喷上一层导电剂,再放入电解槽内镀上厚厚的铜层,电镀过程需要72小时,接着要对铜模进行灌石膏(增加硬度)、抛光、打气眼处理,采用电镀铜模生产的优点是吸塑制品表面光滑,成本适中,耐用性适中,缺点是模具制作周期长,无法完成精密吸塑制品的生产。采用吸塑铝模生产,模具制作需要先采用电脑设计图纸,再采用CNC数控铣床加工,优点是制作周期适中,后期模具处理时间短(钻气眼工作在CNC加工时完成),吸塑产品尺寸精度高,模具耐用性强,缺点是成本高。由于全自动高速吸塑成型机的成型范围是66X110cm左右,所以不管是石膏模、铜模还是铝模,都需要将单个的模具拼在一起,达到成型尺寸,我们都称这个过程为拼版,需要拼在打好气孔的铝板或木板上,拼好后的整版模具我们称之为底模。对于吸塑成型深度大的产品,还需要制作上模,在底模将片材真空吸成型的同时,从片材上方施加压力,将片材均匀地拉伸到每一个部位,否则会引起局部厚度过薄。生产模具的整个制作周期应为5至7天。 六、吸塑成型生产:采用全自动高速吸塑成型机生产,其基本原理是:将成卷的片材拉进电炉烘箱内加热至软化状态,乘热再拉到吸塑模具上方,模具上移并抽真空,将软化的片材吸附到模具表面,同时将冷却水以雾状喷于成型片材表面,使其硬化,成型的片材再自动被拉至贮料箱,气动裁刀将成型与未成型片材分离,从而完成全部过程。吸塑产品出现的主要质量问题大多在此过程发生:1.吸塑不到位,是指形状变形,没有吸塑成与模具相同形状的产品;2.吸塑过度,是指产品过薄;3.拉线,是指成型产品上出现不应有的线痕;4.厚薄不均。这些问题都需要在上好模具后,调试到位,包括:
汽车内饰吸塑件 一、客户发出询价请求:途径一打电话询价,途径二发传真询价,途径三发Email询价,途径四通过网络聊天工具询价。客户必须提供吸塑制品的长、宽、高和所用材料的厚度(或克重)、颜色和型号(PVC、PET、PS、PP),产品数量和生产周期。 二、业务部门报价:吸塑制品单价的高低跟以下因素有关:吸塑制品的长、宽、高和吸塑成型的复杂程度;所用材料的类型、厚度和颜色;吸塑产品的后道加工工艺(折边、打孔、封边等)、订单数量和订单周期。报价员会以客户的样品和描述有一个最初报价,最终报价会在打样之后报出。 三、电脑设计:客户对于报价基本认可后,会将要求、实物或是吸塑样品交到业务部,生产调度会要求电脑设计部将客户的实物扫描并结合印刷品的设计,制作出吸塑制品的平面设计图 四、吸塑打样:客户认可电脑设计稿后,生产调度会根据吸塑产品的复杂程度决定采用哪种方式开发模具(石膏模、铜模、铝模),开发周期3-5天。吸塑打样以石膏模打样居多,其操作步骤是:1.先将实物用手工泥糊出成型轮廓;2.放到吸塑打版机上成型泡壳毛胚;3.用配好的吸塑专用石膏倒入泡壳毛胚中,风干后形成石膏毛胚;4.采用电动铣床对石膏毛胚和规则形状进行深加工;5.手工打磨和手工添加部件;6. 将各个抛光好的石膏部件粘合成完整的石膏模;7.再放入吸塑打版机吸塑成型完整的样品;8.按成品尺寸,手工切边、封边,完成全部打样过程。如果有需求,印刷打样部门同时会将吸塑样品所用的纸卡、不干胶或彩盒一起制作,他们会借助全开的印刷数码打样机能将实际印刷结果反映出来。 五、制作生产模具:样品被客户认可后,通常会下一定数量的生产订单。生产调度会根据产量、吸塑成型的复杂程度决定采用哪种模具量产:采用石膏模生产,模具制作过程类似于吸塑打样,优点在于生产周期短,成本最低,制作一整版(60X110cm)模具只需一到两天时间,不足之处在于吸塑成品表面粗糙,生产中模具容易碎裂,耐用性差无法成型深度大、复杂度高、片材厚的产品。采用电镀铜模,其工艺是将打好样的泡壳表面喷上一层导电剂,再放入电解槽内镀上厚厚的铜层,电镀过程需要72小时,接着要对铜模进行灌石膏(增加硬度)、抛光、打气眼处理,采用电镀铜模生产的优点是吸塑制品表面光滑,成本适中,耐用性适中,缺点是模具制作周期长,无法完成精密吸塑制品的生产。采用吸塑铝模生产,模具制作需要先采用电脑设计图纸,再采用CNC数控铣床加工,优点是制作周期适中,后期模具处理时间短(钻气眼工作在CNC加工时完成),吸塑产品尺寸精度高,模具耐用性强,缺点是成本高。由于全自动高速吸塑成型机的成型范围是66X110cm左右,所以不管是石膏模、铜模还是铝模,都需要将单个的模具拼在一起,达到成型尺寸,我们都称这个过程为拼版,需要拼在打好气孔的铝板或木板上,拼好后的整版模具我们称之为底模。对于吸塑成型深度大的产品,还需要制作上模,在底模将片材真空吸成型的同时,从片材上方施加压力,将片材均匀地拉伸到每一个部位,否则会引起局部厚度过薄。生产模具的整个制作周期应为5至7天。 六、吸塑成型生产:采用全自动高速吸塑成型机生产,其基本原理是:将成卷的片材拉进电炉烘箱内加热至软化状态,乘热再拉到吸塑模具上方,模具上移并抽真空,将软化的片材吸附到模具表面,同时将冷却水以雾状喷于成型片材表面,使其硬化,成型的片材再自动被拉至贮料箱,气动裁刀将成型与未成型片材分离,从而完成全部过程。吸塑产品出现的主要质量问题大多在此过程发生:1.吸塑不到位,是指形
吸塑罩/泡壳的生产工艺技术 一、吸塑罩即泡壳的主要分类 1、按材料厚度分类,可分为 A、普通薄吸塑厚度为0.14~5.0mm―――主要是采用PVC、PP、PS(HIPS)、PET(包括APET和PETG)、PE、BOPS和可回收纸托等各种材质与效果的折边、对折、三折、圆筒、折盒、天地盒、高周波等非热成型吸塑制品,广泛应用于食品、医药、电子、玩具、电脑、日用品、化妆品和机械五金等行业。 B、特殊厚吸塑厚度为0.14~8.0mm―――主要是采用PV C、PP、PS(HIPS)、PET(包括APET和PETG)、ABS、PC、PE和PMMA等各种材质与效果的注塑类型吸塑制品,主要产品有冰箱内胆、广告灯箱、商品展示架、宠物笼底盘、背投电视后壳和各种机械面板等,可以替代注塑产品,具有模具费用低(只有注塑模具的1/20),生产周期短,模具开发时间短(一般只要3~5天)等特点。之所以不就材料的种类来进行分类,主要是考虑到普通薄吸塑与特种厚吸塑所采用的材料有一些区别,但是PVC、PP、PS和PET却在这两类吸塑制品中都占有一席之地,堪称吸塑制品用材家族的“四大天王”! PVC硬片韧性适中,不易燃烧,燃烧时会产生氯气,对环境造成一定影响,PVC易热合,可采用封口机和高频机封边,是生产透明吸塑制品的主要原料。 PS硬片密度低,韧性差,易燃烧,燃烧时会产生苯乙烯气体(属有害气体),所以一般用来生产各种工业用的吸塑托盘。 PET硬片韧性好,透明度高,易燃烧,燃烧时不产生有害气体,属于环保材料,但价格高,适宜做高档的吸塑制品,欧美国家的吸塑泡壳一般要求采用PET 硬片,但其不易热合,给封装带来很大困难,为了解决这一问题,人们在PET 表面复合上一层PVC膜,取名为PETG硬片,但价格更高一些。 PVC片材是一种用途广泛而深受欢迎的材料,PVC胶片可以分为食品级及工业级两种,且可以制成透明、彩色、防静电、镀金、植绒等各种各样片材用于真空成型,其特点主要透明度高、表面光泽好、晶点少、水纹小、用途广、耐冲击性强、并且易于成型,制成产品符合美国FDA、日本PL食品卫生标准,制成产品广泛用于玩具、食品、电子产品、医药、电器、礼品、化妆品、文具等产品外包装。 PS片材及其制品介绍 PS片材是近年发展起来的新型环保包装材料,凭着其优良热成型性能,良好的抗卫击为性能、环保性能及卫生性能,广泛应用于医药、食品、玩具、电子和服装。
工艺流程图托盘 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
1、目的: 为了保证产品的质量,方便生产工艺的管理,提高生产效率,特制订以下生产流程图。 2、工作要求: 要求各个生产部门严格按照以下工艺流程图来严格作业,确保产品质量。 3、工艺流程图 4 关键工序控制点(为关键控制点) 4.1.1 PP片材的关键控制点:确保所采购的原材料(PP片材)符合制成品卫生标准的要求。 4.1.2 吸塑成型工序关键控制点:温度、真空度、加热时间、真空时间、冷风时间。 4.1.3成品关键控制点:包装生产过程应进行消毒,并对其有效包装以防尘、防潮、防霉、防污染。 关键工序控制点工艺要求 4.2.1PP片材:PP片材应符合制成品卫生标准的要求。 4.2.2吸塑成型: 4..2.2.1、吸塑成型机预热箱温度的控制:200℃-280℃,模具温度40℃-60℃。4..2.2.2、吸塑真空度:当片材厚度为0.12mm-0.55mm时为±;当片材厚度为 0.55mm-1mm时为±。 4..2.2.3、加热时间:当片材厚度为0.12mm-0.55mm时为25-30S;当片材厚度为 0.55mm-1mm时为30-35s。 4..2.2.4、延时合模:1s±;延时真空:±。 4..2.2.5、真空时间:当片材厚度为0.12mm-0.55mm时为8-9S;当片材厚度为 0.55mm-1mm时为9-10s。
4..2.2.6、定型时间:2-3秒,运风时间:±; 4..2.2.7、冷风时间:当片材厚度为0.12mm-0.55mm时为10-20S;当片材厚度为0.55mm-1mm时为15-25s。 4.2.3成品在包装生产过程中应进行消毒,并对其有效包装以防尘、防潮、防霉、防污染。 5、相关文件 《关键控制点管理办法》 6、相关记录 《吸塑成型工艺卡》 《吸塑工艺控制记录卡》
吸塑生产工艺流程 吸塑生产过程可包括: 一.客户询价; 二.业务部门报价; 三.吸塑模具电脑辅助设计; 四.泡壳模具的开发和打样; 五.制作泡壳的生产模具; 六.吸塑成型生产; 七.冲床裁切; 八.分检包装; 一、客户发出询价请求:途径一打电话询价,途径二发传真询价,途径三发Email询价,途径四通过网络聊天工具询价。客户必须提供吸塑制品的长、宽、高和所用材料的厚度、颜色和型号(PVC、PET、PS),产品数量和生产周期。 二、业务部门报价:吸塑制品单价的高低跟以下因素有关:吸塑制品的长、宽、高和吸塑成型的复杂程度;所用材料的类型、厚度和颜色;吸塑产品的后道加工工艺(折边、打孔、封边等)、订单数量和订单周期。报价员会以客户的样品和描述有一个最初报价,最终报价会在打样之后报出。 三、吸塑模具的电脑辅助设计:客户对于报价基本认可后,会将要求、实物或是吸塑样品交到业务部,生产调度会要求电脑设计部将客户的实物扫描并结合印刷品的设计,制作出吸塑制品的平面设计图 四、泡壳模具的开发和打样:客户认可电脑设计稿后,生产调度会根据吸塑产品的复杂程度决定采用哪种方式开发模具(石膏模、铜模、铝模),开发周期3-5天。吸塑打样以石膏模打样居多,其操作步骤是:1.先将实物用手工泥糊出成型轮廓;2.放到吸塑打版机上成型泡壳毛胚;3.用配好的吸塑专用石膏倒入泡壳毛胚中,风干后形成石膏毛胚;4.采用电动铣床对石膏毛胚和规则形状进行深加工;5.手工打磨和手工添加部件;6.将各个抛光好的石膏部件粘合成完整的石膏模;7.再放入吸塑打版机吸塑成型完整的样品;8.按成品尺寸,手工切边、封边,完成全部打样过程。如果有需求,印刷打样部门同时会将吸塑样品所用的纸卡、不干胶或彩盒一起制作,他们会借助全开的印刷数码打样机能将实际印刷结果反映出来。 五、制作生产模具:样品被客户认可后,通常会下一定数量的生产订单。生产调度会根据产量、吸塑成型的复杂程度决定采用哪种模具量产:采用石膏模生产,模具制作过程类似于吸塑打样,优点在于生产周期短,成本最低,制作一整版(60X110cm)模具只需一到两天时间,不足之处在于吸塑成品表面粗糙,生产中模具容易碎裂,耐用性差无法成型深度大、复杂度高、片材厚的产品。采用电镀铜模,其工艺是将打好样的泡壳表面喷上一层导电剂,再放入电解槽内镀上厚厚的铜层,电镀过程需要72小时,接着要对铜模进行灌石膏(增加硬度)、抛光、打气眼处理,采用电镀铜模生产的优点是吸塑制品表面光滑,成本适中,耐用性强,缺点是模具制作周期长,无法完成精密吸塑制品的生产。采用吸塑铝模生产,模具制作需要先采用电脑设计图纸,再采用CNC数控铣床加工,优点是制作周期适中,后期模具处理时间
吸塑包装详谈 吸塑包装详谈 一、吸塑制品的主要分类 1、若按照材料的厚度来分类,则可以分为 A、普通薄吸塑厚度为0.14~5.0mm¨D¨D¨D主要是采用PVC、PP、PS(HIPS)、PET(包括APET和PETG)、PE、BOPS和可回收纸托等各种材质与效果的折边、对折、三折、圆筒、折盒、天地盒、高周波等非热成型吸塑制品,广泛应用于食品、医药、电子、玩具、电脑、日用品、化妆品和机械五金等行业。 B、特殊厚吸塑厚度为0.14~8.0mm¨D¨D¨D主要是采用PV C、PP、PS(HIPS)、PET(包括APET和PETG)、ABS、PC、PE和PMMA等各种材质与效果的注塑类型吸塑制品,主要产品有冰箱内胆、广告灯箱、商品展示架、宠物笼底盘、背投电视后壳和各种机械面板等,可以替代注塑产品,具有模具费用低(只有注塑模具的1/20),生产周期短,模具开发时间短(一般只要3~5天)等特点。 之所以不就材料的种类来进行分类,主要是考虑到普通薄吸塑与特种厚吸塑所采用的材料有一些区别,但是PVC、PP、PS和PET却在这两类吸塑制品中都占有一席之地,堪称吸塑制品用材家族的?°四大天王?±! PVC硬片韧性适中,不易燃烧,燃烧时会产生氯气,对环境造成一定影响,PVC易热合,可采用封口机和高频机封边,是生产透明吸塑制品的主要原料 PS硬片密度低,韧性差,易燃烧,燃烧时会产生苯乙烯气体(属有害气体),所以一般用来生产各种工业用的吸塑托盘。 PET硬片韧性好,透明度高,易燃烧,燃烧时不产生有害气体,属于环保材料,但价格高,适宜做高档的吸塑制品,欧美国家的吸塑泡壳一般要求采用PET硬片,但其不易热合,给封装带来很大困难,为了解决这一问题,人们在PET表面复合上一层PVC膜,取名为PETG硬片,但价格更高一些。 PVC片材是一种用途广泛而深受欢迎的材料,PVC胶片可以分为食品级及工业级两种,且可以制成透明、彩色、防静电、镀金、植绒等各种各样片材用于真空成型,其特点主要透明度高、表面光泽好、晶点少、水纹小、用途广、耐冲击性强、并且易于成型,制成产品符合美国FDA、日本PL食品卫生标准,制成产品广泛用于玩具、食品、电子产品、医药、电器、礼品、化妆品、文具等产品外包装。 PS片材及其制品介绍 PS片材是近年发展起来的新型环保包装材料,凭着其优良热成型性能,良好的抗卫击为性能、环保性能及卫生性能,广泛应用于医药、食品、玩具、电子和服装。 主要特点: 1.产生静电低,适合于要求低静电产品之包装。 2.易于真空成型,且制品具有良好的抗卫击性能。 3.具有良好卫生性能,可直接与食品接触,不产生有害无益。 4.易着色处理,可做成颜色各异的材料,生产成不同颜色的真空罩。 5.硬度良好,此种片材料与同等厚度的其它片材料比较其硬度较佳。热成型杯可作为冷热饮杯。 6.符合环境保护要求,可回收再利用,焚烧其废弃物时,不产生危害环增的有害物质。
吸塑: 一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,广泛用于塑料包装、灯饰、广告、装饰等行业。 吸塑包装:采用吸塑工艺生产出塑料制品,并用相应的设备对产品进行封装的总称。 吸塑包装制品包括:泡壳、托盘、吸塑盒,同义词还有:真空罩、泡罩等。 吸塑包装的主要优点是,节省原辅材料、重量轻、运输方便、密封性能好,符合环保绿色包装的要求;能包装任何异形产品,装箱无需另加缓冲材料;被包装产品透明可见,外形美观,便于销售,并适合机械化、自动化包装,便于现代化管理、节省人力、提高效率 吸塑包装设备主要包括:吸塑成型机、冲床、封口机、高频机、折边机。 封装形成的包装产品可分为:插卡、吸卡、双泡壳、半泡壳、对折泡壳、三折泡壳等 注塑,即热塑性塑料注塑成型,这种方法即是将塑料材料熔融,然后将其注入膜腔。熔融的塑料一旦进入模具中,它就受冷依模腔样成型成一定形状。 所得的形状往往就是最后成品,在安装或作为最终成品使用之前不再需要其他的加工。许多细部,诸如凸起部、肋、螺纹,都可以在注射模塑一步操作中成型出来。 注射模塑机有两个基本部件:用于熔融和把塑料送入模具的注射装置与合模装置。和模装置的作用在于:1.使模具在承受住注射压力情况下闭合;2.将制品取出注射装置在塑料注入模具之前将其熔融,然后控制压力和速度将熔体注入模具。目前采用的注射装置有两种设计:螺杆式预塑化器或双级装置,以及往复式螺杆。螺杆式预塑化器利用预塑化螺杆(第一级)再将熔融塑料注入注料杆(第二级)。 螺杆预塑化器的优点是熔融物质量恒定,高压和高速,以及精确的注射量控制(利用活塞冲程两端的机械止推装置)。这些长处是透明、薄壁制品和高生产速率所需要的。其缺点包括不均匀的停留时间(导致材料降解)、较高的设备费用和维修费用。 最常用的往复式螺杆注射装置不需要柱塞即将塑料熔融并注射。 吹塑: 也称中空吹塑,一种发展迅速的塑料加工方法。热塑性树脂经挤出或注射成型得到的管状塑料型坯,趁热(或加热到软化状态),置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,经冷却脱模,即得到各种中空制品。吹塑薄膜的制造工艺在原理上和中空制品吹塑十分相似,但它不使用模具,从塑料加工技术分类的角度,吹塑薄膜的成型工艺通常列入挤出中。吹塑工艺在第二次世界大战期间,开始用于生产低密度聚乙烯小瓶。50年代后期,随着高密度聚乙烯的诞生和吹塑成型机的发展,吹塑技术得到了广泛应用。中空容器的体积可达数千升,有的生产已采用了计算机控制。适用于吹塑的塑料有聚乙烯、聚氯乙烯、聚丙烯、聚酯等,所得之中空容器广泛用作工业包装容器。 根据型坯制作方法,吹塑可分为挤出吹塑和注射吹塑,新发展起来的有多层吹塑和拉伸吹塑。 吸塑工艺流程 ? 备料——按施工单上的要求,选择相应的片材,模具。 1) 领取相关模具并清洁润滑 2) 领取相关片材、预检材质、外形尺寸、厚度、重量(数量) ? 模具安装——安装相关模具,吸塑机预加热,同时检查真空泵吸力。预加热到规定温度后,调试至产品符合施工单要求。 ? 吸塑成型生产——将片材安装进吸塑机送料机构,进行正常生产(软化、吸塑、成型),其中加热软化真空吸塑成型3 秒钟,冷却断料12 秒钟,将半成品堆放到指定位置。按施工单进行半成品质量检验。 ? 半成品冲切——安装相应冲切模具并进行调试,合格后半成品进行冲切,边废料放至指定筐内,成品堆放时必须保证产品的清洁无损,按施工单进行成品质量检验。 ? 吸塑成品包装——采用纸箱包装,内衬防潮防尘箱袋,按施工单规定每箱数量将合格品装箱。 吸塑的质量要求:试装产品要适合,扣位能扣紧产品,厚度要均衡,表面要光洁通透.
吸塑生产工艺流程
一、吸塑模具选择 吸塑模具一般有石膏模、电镀铜模和铝模三种 石膏模:用石膏在半湿的状态下雕刻成型,然后烘干即成模具,石膏模成本低,易于修改,但石膏模精度不够高,表面不光滑而且易碎不耐用,因此它常用来打佯、做电镀铜模的模种或一些要求不高小批量生产的吸塑模具。 铝模:用铝锭通过机械(车床、铣床、CNC等)加工而成。铝模精度高、表面光滑而且经久耐用,但价格非常贵,铝模一般用在精度要求较高铜模达不到的吸塑产品上。 电镀铜模:用石膏模种制成样品后,电镀一层铜壳即为电镀铜模,成本相对石膏模高,但比铝模便宜得多,因其表面光洁耐用、低成本的优点,电镀铜模是最常用的一种吸塑模具。 二、吸塑材料的选择 吸塑产品的原材料只有塑胶片材,胶片厚度一般不超过1.5MM,常用的片材有:PVC、PET、PP、PS 以及在此基础上的植绒片材、镀金片材和防静电片材。 PVC:最常用的吸塑材料,质软、韧性强、可塑性好,可做成透明和各种颜色,常用透明PVC包装电子、化装品、玩具礼品等产品。 PET(A-PET):质硬,韧性好、强度高、表面光亮、环保无毒,有透明和多种颜色的片材。缺点是PET高周波热合比较困难,价格也比PVC贵很多,此材料常被要求产品高档和环保的用户取代PVC PS:密度小(质轻)、环保无毒,可塑性非常好,韧性差易脆,不可做成通明材料,因此只能做成底托类吸塑,因其易裂,此类吸塑不宜回收 PP:材质特别软,韧性好,环保无毒、耐高温,常被做成餐饮器具或其他耐高温产品的包装;但其可塑性差,加工难度大,表面光泽度差,而且加工时颜色会变浅。 PET-G:物理性质同A-PET差不多,但可以高周波热合,其价格比A-PET还贵80% 三、吸塑产品价格决定因素 吸塑的单价=产品材料成本+能耗+人工及运输+利润 ?能耗:吸塑是通过热加工的,耗电能相对其他行业较大,大致为产品材料成本的8% ?人工:吸塑主要靠机器生产,人工较少,大致为产品材料成本的10%
吸塑部成型作业指导书 1. 作业标准 吸塑厂成型作业标准主要分为:接单、调试、量产、关机四个过程。 1.1 接单: 1.1.1 工作分配:成型班从生产主管处接到“成型生产作业流程卡”后,根据卡上要求,具体分配员工在指定机台生产。 1.1.2 机器检查:“成型生产作业流程卡”先交给工程班,当班员工接卡后,先打开机器电热开关,对成型烤箱进行预热,同时检查电热管是否亮,亮为正常,以及各功能开关是否正常,发现开关失灵,自己不能解决的问题,必须立即向生产主管反映协助处理。 1.1.3 模具领取:机器检查正常后,工程班根据“成型生产作业流程卡”的模具号,去模具仓库领用所需成型模具等。所有物品到位后,必须核对模具上的编号是否与卡上一致,同时检查模具、上模是否有质量问题。核对、检查通过,方能在模具仓库的“模具出入登记表” 上签字,领出。 1.1.4 参考样品领取:当班员工根据“成型生产作业流程卡”去品管部领取历史样品,检查无问题后在“样品借出入登记表”上签字,领出。 1.1.5 原材料领取:当班员工根据“成型生产作业流程卡”去仓库领取生产用的片材,在仓库保管员处填写“领料单”。 1.2 调试: 1.2.1 装模具:将模具清理干净后,装上机器进行预热。 1.2.2 上原料:把原料轻轻装到原料横杆上以防划伤,根据“成型条件参数对照表”记录的参数范围来调试各功能开关的时间。 1.2.3 试成型:打开单动开关,试成型首模,取出。品管按样品配合检查,达到成型质量要求时,用刀模裁试,是否符合尺寸要求。 1.2.4 首模检验记录:经反复调试直至合格要求为止,品管做好“首件检验记录表”。 1.2.5 报废品处理:将调试过程中的报废品集中,由质检检查后,送至打废料处,报废处理。 1.3 量产: 1.3.1 量产:打开自动开关,进入量产阶段,成型员工须立在机器旁边,不断地检查产品与机器。
吸塑盘工艺流程 一、吸塑打样 客户认可电脑设计稿后,生产调度会根据吸塑产品的复杂程度决定采用哪种方式开发模具(石膏模、铜模、铝模),开发周期3-5天。吸塑打样以石膏模打样居多。其操作步骤是: 1.先将实物用手工泥糊出成型轮廓; 2.放到吸塑打版机上成型泡壳毛胚; 3.用配好的吸塑专用石膏倒入泡壳毛胚中,风干后形成石膏毛胚; 4.采用电动铣床对石膏毛胚和规则形状进行深加工; 5.手工打磨和手工添加部件; 6.将各个抛光好的石膏部件粘合成完整的石膏模; 7.再放入吸塑打版机吸塑成型完整的样品; 8.按成品尺寸,手工切边、封边,完成全部打样过程。如果有需求,印刷打样部门同时会将吸塑样品所用的纸卡、不干胶或彩盒一起制作,他们会借助全开的印刷数码打样机能将实际印刷结果反映出来。 二、制作生产模具 样品被客户认可后,通常会下一定数量的生产订单。生产调度会根据产量、吸塑成型的复杂程度决定采用哪种模具量产: 1、 采用石膏模生产 模具制作过程类似于吸塑打样,优点在于生产周期短,成本最低,制作一整版(60X110cm)模具只需一到两天时间,不足之处在于吸塑成品表面粗糙,生产中模具容易碎裂,耐用性差无法成型深度大、复杂度高、片材厚的产品。 2、采用电镀铜模 其工艺是将打好样的泡壳表面喷上一层导电剂,再放入电解槽内镀上厚厚的
铜层,电镀过程需要72小时,接着要对铜模进行灌石膏(增加硬度)、抛光、打气眼处理,采用电镀铜模生产的优点是吸塑制品表面光滑,成本适中,耐用性适中,缺点是模具制作周期长,无法完成精密吸塑制品的生产。 3、采用吸塑铝模生产, 模具制作需要先采用电脑设计图纸,再采用CNC数控铣床加工,优点是制作周期适中,后期模具处理时间短(钻气眼工作在CNC加工时完成),吸塑产品尺寸精度高,模具耐用性强,缺点是成本高。 由于全自动高速吸塑成型机的成型范围是66X110cm左右,所以不管是石膏模、铜模还是铝模,都需要将单个的模具拼在一起,达到成型尺寸,我们都称这个过程为拼版,需要拼在打好气孔的铝板或木板上,拼好后的整版模具我们称之为底模。 对于吸塑成型深度大的产品,还需要制作上模,在底模将片材真空吸成型的同时,从片材上方施加压力,将片材均匀地拉伸到每一个部位,否则会引起局部厚度过薄。生产模具的整个制作周期应为5至7天。 三、吸塑成型生产 采用全自动高速吸塑成型机生产,其基本原理是: 将成卷的片材拉进电炉烘箱内加热至软化状态,乘热再拉到吸塑模具上方,模具上移并抽真空,将软化的片材吸附到模具表面,同时将冷却水以雾状喷于成型片材表面,使其硬化,成型的片材再自动被拉至贮料箱,气动裁刀将成型与未成型片材分离,从而完成全部过程。 吸塑产品出现的主要质量问题大多在此过程发生: 1.吸塑不到位,是指形状变形,没有吸塑成与模具相同形状的产品; 2.吸塑
吸塑工艺流程图 标准化文件发布号:(9312-EUATWW-MWUB-WUNN-INNUL-DQQTY-
吸塑生产工艺流程吸塑生产过程可包括: 一.客户询价; 二.业务部门报价; 三.吸塑模具电脑辅助设计; 四.泡壳模具的开发和打样; 五.制作泡壳的生产模具; 六.吸塑成型生产; 七.冲床裁切; 八.分检包装; 一、客户发出询价请求:途径一打电话询价,途径二发传真询价,途径三发Email询价,途径四通过网络聊天工具询价。客户必须提供吸塑制品的长、宽、高和所用材料的厚度、颜色和型号(PVC、PET、PS),产品数量和生产周期。 二、业务部门报价:吸塑制品单价的高低跟以下因素有关:吸塑制品的长、宽、高和吸塑成型的复杂程度;所用材料的类型、厚度和颜色;吸塑产品的后道加工工艺(折边、打孔、封边等)、订单数量和订单周期。报价员会以客户的样品和描述有一个最初报价,最终报价会在打样之后报出。 三、吸塑模具的电脑辅助设计:客户对于报价基本认可后,会将要求、实物或是吸塑样品交到业务部,生产调度会要求电脑设计部将客户的实物扫描并结合印刷品的设计,制作出吸塑制品的平面设计图 四、泡壳模具的开发和打样:客户认可电脑设计稿后,生产调度会根据吸塑产品的复杂程度决定采用哪种方式开发模具(石膏模、铜模、铝模),开发周期3-5天。吸塑打样以石膏模打样居多,其操作步骤是:1.先将实物用手工泥糊出成型轮廓;2.放到吸塑打版机上成型泡壳毛胚;3.用配好的吸塑专用石膏倒入泡壳毛胚中,风干后形成石膏毛胚;4.采用电动铣床对石膏毛胚和规则形状进行深加工;5.手工打磨和手工添加部件;6.将各个抛光好的石膏部件粘合成完整的石膏模;7.再放入吸塑打版机吸塑成型完整的样品;8.按成品尺寸,手工切边、封边,完成全部打样过程。如果有需求,印刷打样部门同时会将吸塑样品所用的纸卡、不干胶或彩盒一起制作,他们会借助全开的印刷数码打样机能将实际印刷结果反映出来,由深正电业伺服丝杆吸塑机阙龙宇提供,微信号:9。 五、制作生产模具:样品被客户认可后,通常会下一定数量的生产订单。生产调度会根据产量、吸塑成型的复杂程度决定采用哪种模具量产:采用石膏模生产,模具制作过程类似于吸塑打样,优点在于生产周期短,成本最低,制作一整版(60X110cm)模具只需一到两天时间,不足之处在于吸塑成品表面粗糙,生产中模具容易碎裂,耐用性差无法成型深度大、复杂度高、片材厚的产品。采用电镀铜模,其工艺是将打好样的泡壳表面喷上一层导电剂,再放入电解槽内镀上厚厚的铜层,电镀过程需要72小时,接着要对铜模进行灌石膏(增加硬度)、抛光、打气眼处理,采用电镀铜模生产的优点是吸塑制品表面光滑,成本适中,耐用性强,缺点是模具制作周期长,无法完成精密吸塑制品的生产。采用吸塑铝模生产,模具制作需要先采用电脑设计图纸,再采用CNC数控铣床加工,优点是制作周期适中,后期模具处理时间短(钻气眼工作在CNC加工时完成),吸塑产品尺寸精度高,模具耐用性强,缺点是成本高。由于全自动高速吸塑成型机的成型范围是66X110cm左右,所以不管是石膏模、铜模还是铝模,都需要将单个的模具拼在一起,达到成型尺寸,我们都称这个过程为拼版,需要拼在打好气孔的铝板或木板上,拼好后的整版模具我们称之为底模。对于吸塑成型深度大的产品,还需要制作上模,在底模将片材真空吸成型的同时,从片材上方施加压力,将片材均匀地拉伸到每一个部位,否则会引起局部厚度过薄。生产模具的整个制作周期应为5至7天。 六、吸塑成型生产:采用全自动高速吸塑成型机生产,其基本原理是:将成卷的片材拉进电炉烘箱内加热至软化状态,乘热再拉到吸塑模具上方,模具上移并抽真空,将软化的片材吸附到模具表面,同
吸塑是一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,广泛用于塑料包装、灯饰、广告、装饰等行业。吸塑盒的原材料主要有:PVC、PS、PP、PET、PETG及植绒、抗静电、导电等材料。 吸塑是一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,广泛用于塑料包装、灯饰、广告、装饰等行业。 吸塑包装:采用吸塑工艺生产出塑料制品,并用相应的设备对产品进行封装的总称。 吸塑包装制品包括:泡壳、托盘、吸塑盒,同义词还有:真空罩、泡罩等。 吸塑包装的主要优点是,节省原辅材料、重量轻、运输方便、密封性能好,符合环保绿色包装的要求;能包装任何异形产品,装箱无需另加缓冲材料;被包装产品透明可见,外形美观,便于销售,并适合机械化、自动化包装,便于现代化管理、节省人力、提高效率。 吸塑包装设备主要包括:吸塑成型机、冲床、封口机、高频机、折边机。 封装形成的包装产品可分为:插卡、吸卡、双泡壳、半泡壳、对折泡壳、三折泡壳等。 吸塑盒常用原材料: 东莞吸塑盒的原材料主要有:PVC、PS、PP、PET、PETG及植绒、抗静电、导电等材料。 具体生产工艺: 1.模具制作及加工。 2.模具处理干燥完全后进行软化处理。 3.将软化处理好的塑料片连同木柜,置于真空室中,开动吸气开关,将真空室内空气吸抽干净,待塑料片冷却后,即得到与模具相同的凹型包装或工艺模具。 4.泡壳:采用吸塑工艺将透明的塑料硬片制成特定凸起形状的透明塑料,罩于产品表面,起到保护和美化产品的作用。又名泡罩、真空罩 5.托盘:也叫塑料内托,采用吸塑工艺将塑料硬片制成特定凹槽的塑料,将产品置于凹槽内,
吸塑生产过程可包括 途径一打电话询价,途径二发传真询价,途径三发Email询价,途径四通过网络聊天工具询价。客户须提供吸塑制品的长、宽、高和所用材料的厚度、颜色和型号(PVC、PET、PS),产品数量和生产周期 吸塑制品单价的高低跟以下因素有关:吸塑制品的长、宽、高和吸塑成型的复杂程度;所用材料的类型厚度和颜色;吸塑产品的后道加工工艺(折边、打孔、封边等)、订单数量和订单周期。报价员会以户的样品和描述有一个最初报价,最终报价会在打样之后报出。 客户对于报价基本认可后,会将要求、实物或是吸塑样品交到业务部,生产调度会要求电脑设计部将户的实物扫描并结合印刷品的设计,制作出吸塑制品的平面设计图 客户认可电脑设计稿后,生产调度会根据吸塑产品的复杂程度决定采用哪种方式开发模具(石膏模、模、铝模),开发周期3-5天。吸塑打样以石膏模打样居多,其操作步骤是:1.先将实物用手工泥糊成型轮廓;2.放到吸塑打版机上成型泡壳毛胚;3.用配好的吸塑专用石膏倒入泡壳毛胚中,风干后形石膏毛胚;4.采用电动铣床对石膏毛胚和规则形状进行深加工;5.手工打磨和手工添加部件;6.将各抛光好的石膏部件粘合成完整的石膏模;7.再放入吸塑打版机吸塑成型完整的样品;8.按成品尺寸,工切边、封边,完成全部打样过程。如果有需求,印刷打样部门同时会将吸塑样品所用的纸卡、不干或彩盒一起制作,他们会借助全开的印刷数码打样机能将实际印刷结果反映出来。 样品被客户认可后,通常会下一定数量的生产订单。生产调度会根据产量、吸塑成型的复杂程度决定用哪种模具量产:采用石膏模生产,模具制作过程类似于吸塑打样,优点在于生产周期短,成本最低
为了保证产品的质量,方便生产工艺的管理,提高生产效率,特制订以下生产流程图。 2、工作要求: 要求各个生产部门严格按照以下工艺流程图来严格作业,确保产品质量。 3、工艺流程图 4、工艺参数设定:(? 4.1关键工序控制点 (?为关键控制点) 4.1.1 PP 片材的关键控制点:确保所采购的原材料(PP 片材)符合制成品卫生标准的要求。 4.1.2吸塑成型工序关键控制点:温度、真空度、加热时间、真空时间、冷风时间。 4.1.3成品关键控制点:包装生产过程应进行消毒,并对其有效包装以防尘、防潮、防霉、防污染。 4.2关键工序控制点工艺要求 4.2.1PP 片材:PP 片材应符合制成品卫生标准的要求。 4.2.2吸塑成型: 4..2.2.1、吸塑成型机预热箱温度的控制:200℃-280℃,模具温度40℃-60℃。 4..2.2.2、吸塑真空度:当片材厚度为0.12mm-0.55mm 时为0.3±0.05MPa ;当片材厚度为0.55mm-1mm 时为0.4±0.05MPa 。 4..2.2.3、加热时间:当片材厚度为0.12mm-0.55mm 时为25-30S ;当片材厚度为0.55mm-1mm 时为30-35s 。 4..2.2.4、延时合模:1s ±0.5s ;延时真空:0.4s ±0.2s 。 4..2.2.5、真空时间:当片材厚度为0.12mm-0.55mm 时为8-9S ;当片材厚度为0.55mm-1mm 时为9-10s 。 4..2.2.6、定型时间:2-3秒,运风时间:1.5s ±0.3s ; 4..2.2.7、冷风时间:当片材厚度为0.12mm-0.55mm 时为10-20S ;当片材厚度为0.55mm-1mm 时为15-25s 。 4.2.3成品在包装生产过程中应进行消毒,并对其有效包装以防尘、防潮、防霉、防污染。 5、相关文件 《关键控制点管理办法》 6、相关记录 《吸塑成型工艺卡》
吸塑产品包装设计规范 1. 设计原则: 1.1满足客户要求:所有包装设计必须满足客户要求,在没有征得客户同意下, 不可私自作有关改动,如发现客户要求有较大问题时,可同客户交流后由客户定夺; 1.2低成本原则: 包装设计时要做到成本最低,效果最好.例如:在条件允许的情况,能用B-B, 则不用B=B,因B=B的价格较贵. 同时尽量减少使用蛋格、卡板、白盒、地盒等。卡通的外形尺寸, 必须和货柜尺寸(40 呎柜11.8 X 2.3 X 2.3M,20柜 5.8 X 2.3 X 2.3匹配, 以免货柜的高、宽、长方向有较大多余空间,增加运输成本。同时,在单批整Lot 出货的包装设计时要考虑到该落货物能否刚好用20呎柜或40呎柜装完,不可还有一些零头出,否则又要增加一货柜,使运输成本大大增加; 1.3 安全原则: 包装设计时必须充分考虑包装材料对机体保护的安全性,不致因正常的运输、振动、承载等外界作用致使包装失败。例如:主卡通应采用高于B=B 的材质:重量较大的主卡通必须用B=B材质;电器、仪器等产品的包装须采用发泡胶包装,以达到缓振、平稳的作用,使机内的电子元件不因受过度的外力作用而失效;当采用吸塑包装时,吸塑表面应用雪梨纸保护,以防吸塑表面刮花;对于光洁度要求较高产品的表面,要用保护膜加以保护(如玻璃表面、透明LENS 表面、易刮花的五金表面等);在设计玩具类产品的包装时,不允许用订书机钉等尖利材料连接卡通,需用胶水粘接方式,以免对儿童造成伤害; 1.4体积最小原则: 为了节省运输成本, 做到便携、易搬运,故在进行包装设计时,须从包装方法上考虑,尽量使用包装体积最小,例如:用吸塑卡包装时,若同向层叠放置,体积为1;若反向对折放置,则总体积可能缩小为2/3;
吸塑生产车间管理制度 第一章总则 第一条为确保生产秩序,保证各项生产正常运作,持续营造良好的工作环境,促进本公司的发展,结合本公司的实际情况特制订本制度。第二条本规定适用于本公司红冲车间、仪表车间、数控车间、抛光车间和组装车间全体员工。 第二章员工管理 第三条工作时间内所有员工倡导普通话,在工作及管理活动中严禁有地方观念或省籍区分。 第四条全体员工须按要求佩戴厂牌(应正面向上佩戴于胸前),穿厂服。不得穿拖鞋进入车间。 第五条每天正常上班时间为8小时,晚上如加班依生产需要临时通知。若晚上需加班,在下午16:30前填写加班人员申请表,报经理批准并送人事部门作考勤依据。 第六条按时上、下班(员工参加早会须提前5分钟到岗),不迟到,不早退,不旷工(如遇赶货,上、下班时间按照车间安排执行),有事要请假,上、下班须排队依次打卡。严禁代打卡及无上班、加班打卡。违者依《考勤管理制度》处理。
第七条工作时间内,车间主任、质检员和其它管理人员因工作关系在车间走动,其他人员不得离开工作岗位相互窜岗,若因事需离开工作岗位须向车间主任申请方能离岗。 第八条上班后半小时内任何人不得因私事而提出离岗,如有私事要求离岗者,须事先向车间主任申请,经批准方可离岗,离岗时间不得超过15分钟。 第九条员工在车间内遇上厂方客人或厂部高层领导参观巡察时,组长以上干部应起立适当问候或有必要的陪同,作业员照常工作,不得东张西望。集体进入车间要相互礼让,特别是遇上客人时,不能争道抢行。 第十条禁止在车间吃饭、吸烟、聊天、嬉戏打闹,吵嘴打架,私自离岗,窜岗等行为(注:脱岗:指打卡后脱离工作岗位或办私事;窜岗:指上班时间窜至他人岗位做与工作无关的事),吸烟要到公司指定的地方或大门外。违者依《行政管理制度》处理。 第十一条作业时间谢绝探访及接听私人电话.禁止带小孩或厂外人士在生产车间玩耍或滥动车床,由此而造成的事故自行承担。 第十二条未经厂办允许或与公事无关,员工一律不得进入办公室。