NO 准备项目NO 准备项目2劳保用品NO 控制项目NO 控制项目
1注油
4253
6
NO 检查项目工具项目实施否首检●自检●巡检●首检●自检●巡检●首检●自检●巡检●首检
●自检●巡检
●
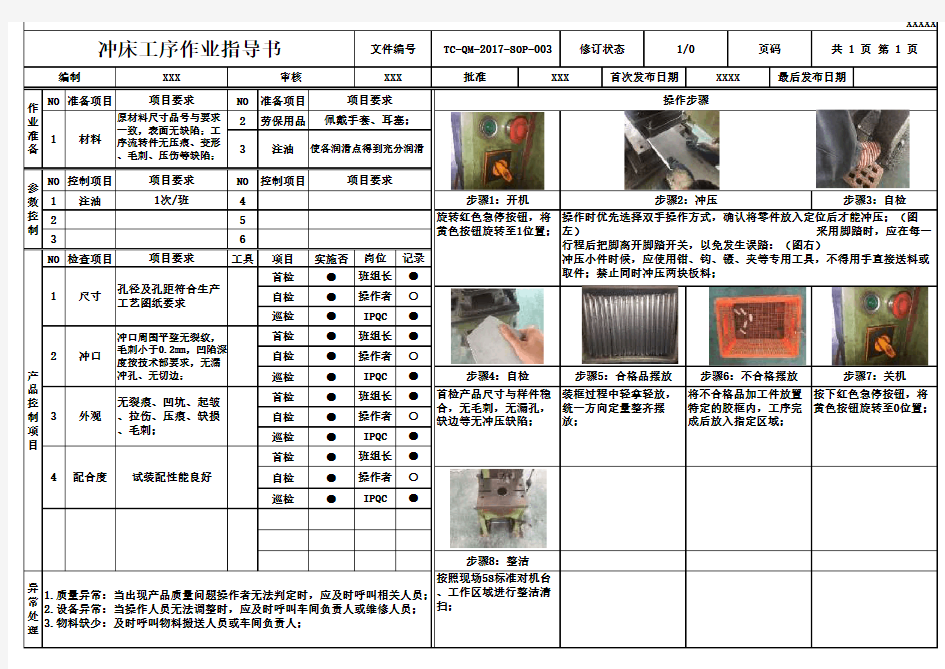
步骤8:整洁
旋转红色急停按钮,将黄色按钮旋转至1位置;步骤3:自检
步骤2:冲压
操作时优先选择双手操作方式,确认将零件放入定位后才能冲压;(图左) 采用脚踏时,应在每一
行程后把脚离开脚踏开关,以免发生误踏:(图右)
冲压小件时候,应使用钳、钩、镊、夹等专用工具,不得用手直接送料或取件;禁止同时冲压两块板料;
按照现场5S标准对机台
、工作区域进行整洁清扫;步骤5:合格品摆放步骤6:不合格摆放步骤7:关机装框过程中轻拿轻放,统一方向定量整齐摆放;
将不合格品加工件放置特定的胶框内,工序完成后放入指定区域;
按下红色急停按钮,将黄色按钮旋转至0位置;
XXXXX
作业准备参数控制
产品控制项目
操作步骤
异
常处
理
1.质量异常:当出现产品质量问题操作者无法判定时,应及时呼叫相关人员;
2.设备异常:当操作人员无法调整时,应及时呼叫车间负责人或维修人员;
3.物料缺少:及时呼叫物料搬送人员或车间负责人;1
234步骤4:自检首检产品尺寸与样件稳合,无毛刺,无漏孔,缺边等无冲压缺陷;
记录岗位班组长●步骤1:开机
1次/班
项目要求
项目要求项目要求项目要求
佩戴手套、耳塞;
材料
原材料尺寸品号与要求一致,表面无缺陷;工序流转件无压痕、变形、毛刺、压伤等缺陷;
注油1
3使各润滑点得到充分润滑
操作者IPQC ○●尺寸项目要求孔径及孔距符合生产工艺图纸要求
冲口
冲口周围平整无裂纹,毛刺小于0.2mm,凹陷深度按技术部要求,无漏冲孔、无切边;
班组长●操作者○IPQC ●外观
无裂痕、凹坑、起皱、拉伤、压痕、缺损、毛刺;
班组长●操作者○IPQC ●配合度试装配性能良好班组长●操作者○IPQC
●
冲床工序作业指导书
共 1 页 第 1 页
页码1/0
修订状态文件编号TC-QM-2017-SOP-003
XXX
编制XXX 审核
批准
最后发布日期
XXXX
首次发布日期
XXX