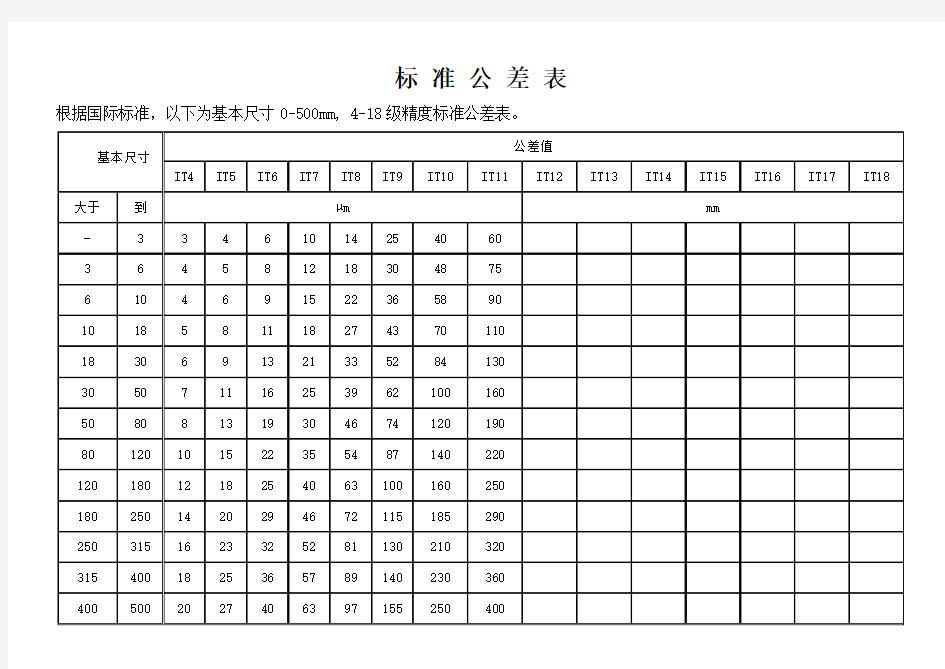

标准公差表
注:基本尺寸小于1mm时,无IT14至IT18。
线性尺寸未注公差的公差表
根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;
角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差标准规定的线性和角度尺寸;
括号内的参考尺寸;
矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
同一工件上所标注的尺寸公差要求小还是形位公差要求小? 尺寸公差与形位公差是否有联系? 1.形位公差要小,两都有联系。 2.表面形状公差(t),尺寸公差(T)及表面粗糙度Ra,Rz有一定相互关系的: t≈0.6T 则Ra≤0.05T,Rz≤0.2T; t≈0.4T 则Ra≤0.025T,Rz≤0.1T; t≈0.25T 则Ra≤0.012T,Rz≤0.05T; t<0.25T 则Ra≤0.015T,Rz≤0.06T; 3. 尺寸公差有标准公差\极限公差 形位公差共有14个,根据零件的功能要求,有时尺寸公差与形位公差之间应遵循一些特定的关系,也就是尺寸公差控制形位公差;形位公差补偿给尺寸公差。 图样上给定的每一尺寸和形状\位置要求均是独立的并分别满足要求的原则,这是独立原则 粗糙度是根据配合来定的 4. 除了独立原则和包容原则外还有最大和最小实体要求及其各自的可逆要求.到底使用哪种原则和要求要看具体情况. 对于孔轴配合来说,包容原则和最大最小实体要求都是常用的,这些要求的目的是在保证配合的 同时根据形位误差适当的放宽对尺寸公差的要求,允许部分尺寸超差的零件合格,降低加工难度 和成本. 5.尺寸公差与形位公差的联系要在实践中细细体会。 例如:一、一块矩形板上有四个孔。四个孔的相对位置要求很高(因为相应的装配是一组轴类零件),而孔本身的加工要求不高(相应装配的轴类件其单个的表面精度低或是很松的间隙配合等),这时的形位公差的要求高于尺寸公差的;二、一块板上有一孔。这孔的装配要求很高(装配上相应的轴类零件后要求板与轴件的垂直度相当高),这时尺寸的公差的要求可能就要高于形位公差了。 公差的设计就是要保障装配的实现,本着这个原则就可以了。 6.尺寸分为绝对尺寸和关联尺寸,如果是关联尺寸,就和形位公差挂上钩了哟 7. Sorry,一条好的经验法则:1/3D 一、尺寸公差、形位公差、表面粗糙度数值上的关系 1、形状公差与尺寸公差的数值关系 当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。 2、形状公差与位置公差间的数值关系 形状公差与位置公差间也存在着一定的关系。从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。 3、形状公差与表面粗糙度的关系 形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。 在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数 从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。否则,会给制造带来种种麻烦。可是设计工作中涉及最多的是如何处理尺寸公差与表面粗糙度的关系和各种配合精度与表面粗糙度的关系。 一般情况下按以下关系确定: 1、形状公差为尺寸公差的60%(中等相对几何精度)时,Ra≤0.05IT; 2、形状公差为尺寸公差的40%(较高相对几何精度)时,Ra≤0.025IT; 3、形状公差为尺寸公差的25%(高相对几何精度)时,Ra≤0.012IT; 4、形状公差小于尺寸公差的25%(超高相对几何精度)时,Ra≤0.15Tf(形状 常用加工方法与达到粗糙度对比图表 粗、半精加工精加工精细加工外圆、端面、内孔(金属、非金属) 孔加工方案与经济公差 序号加工方案经济公差等级表面粗糙度 Ra(μm)适用范围 1钻IT11-1320加工未淬火钢及铸铁的实心毛坯,也可用于加工有色金属(表面粗糙度稍差),孔径<(15-20)mm 2钻-铰IT8-9 5.0-2.53钻-粗铰-精铰IT7-8 2.5-1.254钻-扩IT1120-10.0同上,但孔径>(15-20)mm 5钻-扩-铰IT8-9 5.0-2.5 6钻-扩-粗铰-精铰IT7 2.5-1.257钻-扩-机铰-手铰IT6-70.63-0.1608钻-(扩)-拉IT6-7 2.5-0.160大批大量生产(精度视)9粗镗(或扩孔)IT11-1320-10.0除淬火钢外各种材料,毛坯有铸 出孔或锻出孔 10粗镗(粗扩)-半精镗(精扩)IT8-9 5.0-2.5 11粗镗(扩)-半精镗(精扩)-精镗(铰)IT7-8 2.5-1.25 12粗镗(扩)-半精镗(精扩)-精镗-浮动镗刀块精镗 IT6-7 1.25-0.63 13粗镗(扩)-半精镗-磨孔IT7-8 1.25-0.32主要用于加工淬火钢,也可用于不淬火钢,但不宜用于有色金属14粗镗(扩)-半精镗-粗磨-精磨IT6-70.32-0.16015粗镗-半精镗-精镗-金刚镗IT6-70.63-0.080主要用于精度要求较高的有色金属加工 16钻-(扩)-粗铰-精铰-珩磨 钻-(扩)-拉-珩磨粗镗-半精镗-精镗-珩磨 IT6-70.32-0.040 精度要求很高的孔 17以研磨代替上述方案的珩磨IT6以上0.160-0.010 平面加工方案与经济公差 序号加工方案 经济公差等级 表面粗糙度 Ra(μm)适用范围 1粗车-半精车IT8-910-5.0端面2粗车-半精车-精车IT6-7 2.5-1.53粗车-半精车-磨削 IT7-9 1.25-0.324粗刨(或粗铣)-精刨(或精铣)IT7-910.0-2.5一般不淬硬平面(端铣的表面粗糙度较好)5粗刨(或粗铣)-精刨(或精铣)-括研IT5-6 1.25-0.160精度要求较高的不淬硬平面 批量较大时宜采用宽刃精刨方案6粗刨(或粗铣)-精刨(或精铣)-宽刃精刨IT6 1.25-0.32 7粗刨(或粗铣)-精刨(或精铣)-磨削IT6 1.25-0.32精度要求较高的淬硬平面或不淬硬平面 8粗刨(或粗铣)-精刨(或精铣)-粗磨-精磨 IT5-60.63-0.0409粗铣-拉 IT6-9 1.25-0.32 大量生产,较小的平面(精度视拉刀 的精度而定)10 粗铣-精铣-磨削-研磨 IT5以上 高精度平面 公差与配合1.基本偏差系列及配合种类 自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT (即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称 为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等 级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差 尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也 适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值 机械加工自由公差表 Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT 1.线性尺寸的极限偏差数值(G B/T1804-2000)(m m) 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm 3.角度尺寸的极限偏差数值(GB/T1804-2000) 4.未注形位公差按GB/T1184-K 直线度和平面度未注公差值(GB/T1184-1996)(mm) 垂直度未注公差值(GB/T1184-1996)(mm) 对称度未注公差值(GB/T1184-1996)(mm) 圆跳动的未注公差值(GB/T1184-1996)(mm) 3.表面粗糙度 零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。 粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。 1)取样长度和评定长度的选用值(GB/T1031-1995) 2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm) 第1系列 , , , , , , , , , , , 25, 50, 100 第2系列 , , , , , , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80 注:尽量选择第1系列 3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm) 第1系列 , , , , , , , , , , 25, 50, 100,200,400,800,1600, 第2系列 , , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80,125,160,250,320,500,630 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ① 自由尺寸公差仅适用于机械加工表面。② 自由尺寸公差在工作图上不标注。 ③ 单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。 ④ 不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ① 规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ② 图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。 ③ 未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值 1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 3.角度尺寸的极限偏差数值(GB/T1804-2000) 4.未注形位公差按GB/T1184-K 4.1直线度和平面度未注公差值(GB/T1184-1996)(mm) 4.2垂直度未注公差值(GB/T1184-1996)(mm) 4.3对称度未注公差值(GB/T1184-1996)(mm) 4.4圆跳动的未注公差值(GB/T1184-1996)(mm) 3.表面粗糙度 零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。 粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。 1)取样长度和评定长度的选用值(GB/T1031-1995) 2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm) 第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80 注:尽量选择第1系列 3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm) 第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600, 第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630 . ISO-2768未注尺寸公差、未注形位公差及表面粗糙度 一、未注尺寸公差按GB/T1804 )(mm(1)线性尺寸的极限偏差数值(GB/T1804-2000) mm )倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)2 ( 分段尺寸公差等级>30 >3~~0.53 ~6 30 >6) f(精密级2 ±±0.5 ±±0.2 1 ) 中等级m() c(粗糙级4 ±0.4 ±2 ±1 ±) 最粗级v(注:倒圆半径与倒角高度的含义见GB6403.4 (零件倒圆与倒角) (3)角度尺寸的极限偏差数值(GB/T1804-2000) 长度mm 公差等级≤10 >10~50 >60~120 >120~400 >400 ±20' ±30' 5' ±m(中等级) ±20' ±1°±±±30' 10' c(粗糙级) ±1°±30' 1°30' ±20' 最粗级v() ±±1°±2°±3°1° 二、未注形位公差按GB/T1184 (4)直线度和平面度未注公差值(GB/T1184-1996)(mm) ))垂直度未注公差值((5GB/T1184-1996 )mm ( 垂直度公差短边基本长度的范围公差等级3000 1000 300 ~>100~>1000100 ~~>3000.5 0.4 0.2 0.3 H 1 0.8 0.4 K 0.6 2 1 L 0.5 1,5 '. . (6)对称度未注公差值(GB/T1184-1996)(mm) 对称度公差基本长度的范围 公差等级~100 >100~300 >300~1000 >1000~3000 0.5 H 1 0.6 K 0.8 2 1 L 1.5 0.6 GB/T1184-1996))(mm(7)圆跳动的未注公差值( 圆跳动一公差等级般公差值0.1 H 0.2 K 0.5 L 三、选用原则 (1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。 (2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。 四、表面粗糙度 零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。 粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。 (1)取样长度和评定长度的选用值(GB/T1031-1995) Ra(μm) Rz(μm) 取样长度l(mm) 评定长度l n(mm) >0.003~0.02 >0.025~0.10 0.08 0.4 自由公差指图纸上没有标注公差等级或公差带的尺寸的允许公差。 但是,这个尺寸也不是任意的。它受一个默认精度的控制。其公差的取及范围一般根据零件的生产工艺确定,一般来说,可以用IT12~13或GB/T1804中的m级。自由公差也是有基本尺寸和公差等级的,不是一律0.5mm什么的。现在一般称“未注尺寸公差”,自由公差是一个老的叫法。 中华人民共和国国家标准 一般公差 未注公差的线性和角度尺寸的公差 GB/T1804-2000 Eqv ISO 2768-1:1989 General tolerances Tolerances for linear and angular dimensions 代替GB/T1804-1992 without individual tolerance indications GB/T11335-1989 1 范围 本标准规定了未注出公差的线性和角度尺寸的一般公差等级和极限偏差数值。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照使用。 本标准仅适用于下列未注公差的尺寸; A)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒角半径和倒角高度) B)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T1184提到的或等多边形的角度除外; C)机加工组装件的线性和角度尺寸; 本标准不适用于下列尺寸: A) 其他一般公差标准涉及的线性和角度尺寸; B) 括号内的参考尺寸 C) 矩形框格内的理论正确尺寸。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用各标准的各方应探讨使用下列标准最新版本的可能性。 GB/T1800.1-1997极限与配合基础第一部分:词汇 GB/T1184-1996 形状和位置公差未注公差值(Eqv ISO 2768-2:1989) GB/T4249-1996 公差原则(Eqv ISO 8015:1985) GB/T6403.4-1986 零件倒圆与倒角 3 定义 3.1 本标准采用GB/T1800.1给出的有关术语和定义。 3.2 一般公差 general tolerances 指在车间通常加工条件下可以保证的公差。采用一般公差的尺寸,在该尺寸后面不需注出其极限偏差的数值。 注:附录A(提示的附录)给出了一般公差的概念和解释。 国家质量技术监督局2000-07-24批准 2000-12-01实施 4 总则 选取图样上未注公差的尺寸的一般公差等级时,应考虑通常的车间精度并由相应的技术文件或标准作出具体规定。 对任一单一尺寸,如功能上要求比一般公差更小的公差或允许更大的公差并更为经济时,其相应的极限偏差要在相关的基本尺寸后注出。 在图样或有关技术文件中采用本标准规定的线性和角度尺寸的一般公差时,应按本标准第6章的规定进行标注。 机械加工自由公差表集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988) 1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm 3.角度尺寸的极限偏差数值(GB/T1804-2000) 4.未注形位公差按GB/T1184-K 4.1直线度和平面度未注公差值(GB/T1184-1996)(mm) 4.2垂直度未注公差值(GB/T1184-1996)(mm) 4.3对称度未注公差值(GB/T1184-1996)(mm) 4.4圆跳动的未注公差值(GB/T1184-1996)(mm) 3.表面粗糙度 零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。 粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。 1)取样长度和评定长度的选用值(GB/T1031-1995) 2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm) 第1系列 0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 第2系列 0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80 注:尽量选择第1系列 3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm) 第1系列 0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600, 第2系列 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 公差等级基本尺寸分段 >3~6 >6~30 0.5~3 >30 f 精密±±0.2 ±0.5 1 2 ±m 中等 e 粗糙±±±1 2 4 ±0.4 v 最粗3.角度尺寸的极限偏差数值(GB/T1804-2000) 4.未注形位公差按GB/T1184-K 4.2垂直度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 >100~300 >300~1000 >1000~3000 100 ≤ 0.5 0.3 0.4 0.2 H 1 0.8 0.6 0.4 K L 0.4 1 1.5 2 4.3对称度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 >100~300 >300~1000 >≤100 1000~3000 0.5 H 1 K 0.6 0.8 2 L 1 0.6 1.5 4.4圆跳动的未注公差值(GB/T1184-1996)(mm) 公差等级圆跳动公差值 0.1 H 0.2 K 0.3 L 3.表面粗糙度零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上 角标注,并加“其余”字样。粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件 2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm) 第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80 注:尽量选择第1系列 3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm) 第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 630 ,500,320,250,160,125,16.0, 20, 32, 40, 63, 80. 作者:旧在几 作品编号:2254487796631145587263GF24000022 时间:2020.12.13 1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 3.角度尺寸的极限偏差数值(GB/T1804-2000) 4.未注形位公差按GB/T1184-K 4.1直线度和平面度未注公差值(GB/T1184-1996)(mm) 4.2垂直度未注公差值(GB/T1184-1996)(mm) 4.3对称度未注公差值(GB/T1184-1996)(mm) 4.4圆跳动的未注公差值(GB/T1184-1996)(mm) 3.表面粗糙度 零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。 粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。 1)取样长度和评定长度的选用值(GB/T1031-1995) 2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm) 第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80 注:尽量选择第1系列 3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm) 第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600, 第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630 作者:旧在几 作品编号:2254487796631145587263GF24000022 时间:2020.12.13 螺纹: 螺纹指的是在圆柱或圆锥母体表面上制出的螺旋线形的、具有特定截面的连续凸起部分。螺纹按其母体形状分为圆柱螺纹和圆锥螺纹;按其在母体所处位置分为外螺纹、内螺纹,按其截面形状(牙型)分为三角形螺纹、矩形螺纹、梯形螺纹、锯齿形螺纹及其他特殊形状螺纹。 螺纹公差等级表: 公差等级是指确定尺寸精确程度的等级,国标规定分为20个等级,从IT01、IT0、IT1、IT2~IT18,数字越大,公差等级(加工精度)越低,尺寸允许的变动范围(公差数值)越大,加工难度越小。 选择公差等级的实质就是正确解决机器零件使用要求与制造工艺及成本之间的矛盾。 选择公差等级的原则,是在满足零件使用要求的前提下,尽可能选用较低的公差等级。精度要求应与生产的可能性协调一致,即要采用合理的加工工艺、装配工艺和现有设备。但是,在必要的情况下,则要采取提高设备精度和改进工艺的方法来保证产品的精度。对配合尺寸选取适当的公差等级是极为重要的。因为在很多情况下,它将决定配合零件的工作性能、使用寿命及可靠性,同时又决定零件的制造成本和生产效率。 (1)选择公差等级首先应保证使用要求。 (2)选择公差等级时,既要满足设计要求,也要考虑工艺的可能性及经济性。选择最佳加工精度是一个非常复杂的技术经济问题。 它不仅要考虑加工成本,而且要考虑由于加工精度的提高而增加的装配成本,以及精度对产品使用性能和经济指标(可靠性、寿命、燃料消耗等)的影响。 (3)在机械制造中,公差等级的规定是本着既能保证机器的精度和零部件的互换性,又能保证制造机器的经济性。就是说只要低的精度能够保证机器的功能和精度,就不要过高地要求零部件的精度.那样会增加制造成本。具体应该根据该机器的种类和某种零件的用场来确定其公差等级,公差包括尺寸公差和配合公差.使用时可参考机械设计手册中列举的各种零件的推荐公差等级,灵活应用。 机械自由公差表 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998 1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm 3.角度尺寸的极限偏差数值(GB/T1804-2000) 4.未注形位公差按GB/T1184-K 直线度和平面度未注公差值(GB/T1184-1996)(mm) 垂直度未注公差值(GB/T1184-1996)(mm) 对称度未注公差值(GB/T1184-1996)(mm) 圆跳动的未注公差值(GB/T1184-1996)(mm) 3.表面粗糙度 零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。 粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。 1)取样长度和评定长度的选用值(GB/T1031-1995) 2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm) 第1系列 , , , , , , , , , , , 25, 50, 100 第2系列 , , , , , , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80 注:尽量选择第1系列 3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm) 第1系列 , , , , , , , , , , 25, 50, 100,200,400,800,1600, 第2系列 , , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80,125,160,250,320,500,630 机械加工自由公差表 Prepared on 22 November 2020 1.线性尺寸的极限偏差数值(G B/T1804-2000)(m m) 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm 3.角度尺寸的极限偏差数值(GB/T1804-2000) 4.未注形位公差按GB/T1184-K 直线度和平面度未注公差值(GB/T1184-1996)(mm) 垂直度未注公差值(GB/T1184-1996)(mm) 对称度未注公差值(GB/T1184-1996)(mm) 圆跳动的未注公差值(GB/T1184-1996)(mm) 3.表面粗糙度 零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。 粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。 1)取样长度和评定长度的选用值(GB/T1031-1995) 2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm) 第1系列 , , , , , , , , , , , 25, 50, 100 第2系列 , , , , , , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80 注:尽量选择第1系列 3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm) 第1系列 , , , , , , , , , , 25, 50, 100,200,400,800,1600, 第2系列 , , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80,125,160,250,320,500,630 2? 3? 4?未注形位公差按GB/T1184-K 4.1直线度和平面度未注公差值( GB/T1184-1996) ( mm) 4.3对称度未注公差值(GB/T1184-1996 ) ( mm ) 4.4圆跳动的未注公差值( GB/T1184-1996 ) ( mm ) 3?表面粗糙度 零件的表面都应该注明粗糙度的等级。 如果较多的表面具有相同的表面粗糙度等级, 则要 集中在图样右上角标注,并加“其余”字样。 粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定, 在满足工 作要求的条件下,不得随意提高等级。 1) 取样长度和评定长度的选用值( GB/T1031-1995 ) 2)轮廓算术平均偏差Ra的数值(GB/T1031-1995 )(卩m) 第 1 系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 第 2 系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80 注:尽量选择第1 系列 3)轮廓最大高度Rz的数值(GB/T1031-1995 )(卩m) 第 1 系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 ,200,400,800,1600, 第 2 系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630 (此文档部分内容来源于网络,如有侵权请告知删除,文档可自行编辑修改内容,供 参考,感谢您的支持) 1.线性尺寸的极限偏差数值(GB/T18042000)(mm) 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T18042000)mm 3.角度尺寸的极限偏差数值(GB/T18042000) 4.未注形位公差按GB/T1184K 4.1直线度和平面度未注公差值(GB/T11841996)(mm) 4.2垂直度未注公差值(GB/T11841996)(mm) 4.3对称度未注公差值(GB/T11841996)(mm) 4.4圆跳动的未注公差值(GB/T11841996)(mm) 3.概略粗糙度 零件的概略都应该注明粗糙度的品级。如果较多的概略具有相同的概略粗糙度品级,则要集中在图样右上角标注,并加“其余”字样。 粗糙度品级的选择,一般可以根据对各概略的工作要求和尺寸精度品级来决定,在满足工作要求的条件下,不得随意提高品级。1)取样长度和评定长度的选用值(GB/T10311995) 2)轮廓算术平均偏差Ra的数值(GB/T10311995)(μm) 第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80 注:尽量选择第1系列 3)轮廓最年夜高度Rz的数值(GB/T10311995)(μm) 第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600, 第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630 自由公差(国标) 虽然网络上又很多的关于自有公差的资料性文章,但是大多数都是比较片面,这里我将网络上的一些知识,结合自己平时的一些工作经历,将自有公差这一系列的资料加以整理,希望可以帮到更多的朋友。 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽 长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设 计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。 即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代 号用阿拉伯数字表示,从IT01至IT18等级依次降低。 并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条; ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加 工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技 术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+); 轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、 轴或长度,均采用? IT(即Js或js)。 线性尺寸的极限偏差数值 公差等级尺寸分段 1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2尺寸公差、形位公差、粗糙度数值关系
常用加工精度对照表
公差等级表(整理全)
自由公差的概念及公差等级表
机械加工自由公差表
各种机械加工自由公差范围
机械加工自由公差表
ISO-2768未注尺寸公差未注形位公差及表面粗糙度
自由公差形位公差
机械加工自由公差表
机械加工自由公差表
2020年机械加工自由公差表
螺纹公差等级对照表
机械自由公差表
机械加工自由公差表
机械加工自由公差表
2021年机械加工自由公差表
自由公差表(国标)
相关主题
文本预览