绗磨管出口信息整理 标准对照
- 格式:pdf
- 大小:665.92 KB
- 文档页数:10
通用零部件标准规范英汉对照301 GB/T 3103.2-1982 紧固件公差用于精密机械的螺栓、螺钉和螺母 Tolerances for fasteners--Bolts, screws and nuts for fine mechanics302 GB/T 3103.3-1982 紧固件公差平垫圈 Tolerances for fasteners--Washers303 GB/T 3103.4-1992 紧固件公差耐热用螺纹连接副Tolerances for fasteners--Components for bolted connections made mainly from materials with a high temperature strength304 GB/T 3104-1982 紧固件六角产品的对边宽度 Fasteners--Widths across flats of hexagon products305 GB/T 3105-1982 螺栓和螺钉的头下圆角半径 Radii under the head of bolts and screws 306 GB/T 3106-1982 螺栓、螺钉和螺柱的公称度和普通螺栓的螺纹长度 Bolts, screws and studs--Nominal lengths, and thread lengths for general purpose bolts307 GB/T 3162-1991 滑动轴承薄壁轴瓦尺寸、结构要素与公差Plain bearings—Thin-walled bearing shells—Dimensions, structure elements and tolerances308 GB/T 3287-1982 可锻铸铁管路连接件技术条件 Technical requirements of malleable cast iron pipe fittings309 GB/T 3288-1982 可锻铸铁管路连接件验收规则 Delivery requirements of malleable cast iron pipe fittings310 GB/T 3289.1-1982 可锻铸铁管路连接件型式尺寸管件结构尺寸表 Malleable cast iron pipe fittings--Type size--Dimensions list of pipe fittings structure311 GB/T 3289.2-1982 可锻铸铁管路连接件型式尺寸弯头内外丝弯头 Malleable cast iron pipe fittings--Type size--Elbows male and female elbows312 GB/T 3289.3-1982 可锻铸铁管路连接件型式尺寸 45°弯头 45°内外丝弯头 Malleable cast iron pipe fittings--Type size--Elbows 45°, male and female elbows 45°313 GB/T 3289.4-1982 可锻铸铁管路连接件型式尺寸异径弯头 Malleable cast iron pipe fittings--Type size--Reducing elbows314 GB/T 3289.5-1982 可锻铸铁管路连接件型式尺寸异径内外丝弯头 Malleable cast iron pipe fittings--Type size--Male and female reducing elbows315 GB/T 3289.6-1982 可锻铸铁管路连接件型式尺寸侧孔弯头 Malleable cast iron pipe fittings--Type size--Side outlet elbows316 GB/T 3289.7-1982 可锻铸铁管路连接件型式尺寸月弯内外丝月弯外丝月弯Malleable cast iron pipe fittings--Type size--Return bends, male and female return bends, thread return bends317 GB/T 3289.8-1982 可锻铸铁管路连接件型式尺寸 45°月弯45°内外丝月弯45°外丝月弯 Malleable cast iron pipe fittings--Type size--Long sweep bends 45°,male and female long sweep bends 45°,male long sweep bends 45°318 GB/T 3289.9-1982 可锻铸铁管路连接件型式尺寸 U型弯头 Malleable cast iron pipe fittings--Type size--U-Elbows(return bends)319 GB/T 3289.10-1982 可锻铸铁管路连接件型式尺寸三通内外丝三通 Malleable cast iron pipe fittings--Type size--Tees, male and female tees320 GB/T 3289.11-1982 可锻铸铁管路连接件型式尺寸异径内外丝三通 Malleable cast iron pipe fittings--Type size--Male and female reducing tees321 GB/T 3289.12-1982 可锻铸铁管路连接件型式尺寸中大异径三通 Malleable cast iron pipe fittings--Type size--Medium-large reducing tees [tees(increasing on thebranch)]322 GB/T 3289.13-1982 可锻铸铁管路连接件型式尺寸侧大异径三通 Malleable cast iron pipe fittings--Type size--Lateral-large reducing tees323 GB/T 3289.14-1982 可锻铸铁管路连接件型式尺寸中小异径三通 Malleable cast iron pipe fittings--Type size--Medium-less reducing tees324 GB/T 3289.15-1982 可锻铸铁管路连接件型式尺寸侧小异径三通 Malleable cast iron pipe fittings--Type size--Lateral-less reducing tees325 GB/T 3289.16-1982 可锻铸铁管路连接件型式尺寸中小偏心异径三通 Malleable cast iron pipe fittings--Type size--Medium-less eccentric reducing tees326 GB/T 3289.17-1982 可锻铸铁管路连接件型式尺寸 45°三通 Y型三通 Malleable cast iron pipe fittings--Type size--Tees45°, Y pieces(tees)327 GB/T 3289.18-1982 可锻铸铁管路连接件型式尺寸 Y型异径三通 Malleable cast iron pipe fittings--Type size--Y Piece reducing(tees)328 GB/T 3289.19-1982 可锻铸铁管路连接件型式尺寸侧孔三通 Malleable cast iron pipe fittings--Type size--Side outlet tees329 GB/T 3289.20-1982 可锻铸铁管路连接件型式尺寸四通 Malleable cast iron pipe fittings--Type size--Crosses330 GB/T 3289.21-1982 可锻铸铁管路连接件型式尺寸异径四通 Malleable cast iron pipe fittings--Type size--Reducing crosses331 GB/T 3289.22-1982 可锻铸铁管路连接件型式尺寸外接头内外丝接头 Malleable cast iron pipe fittings--Type size--Male joints(sockets), male and female joints (sockets)332 GB/T 3289.23-1982 可锻铸铁管路连接件型式尺寸无方内接头 Malleable cast iron pipe fittings--Type size--No-square inner joint (nipples)333 GB/T 3289.24-1982 可锻铸铁管路连接件型式尺寸异径外接头 Malleable cast iron pipe fittings--Type size--Reducing male joints (sockets)334 GB/T 3289.25-1982 可锻铸铁管路连接件型式尺寸偏心异径外接头 Malleable cast iron pipe fittings--Type size--Eccentric reducing male joints (sockets)335 GB/T 3289.26-1982 可锻铸铁管路连接件型式尺寸内接头 Malleable cast iron pipe fittings--Type size--Inner joints (nipples hexagon)336 GB/T 3289.27-1982 可锻铸铁管路连接件型式尺寸异径内接头 Malleable cast iron pipe fittings--Type size--Reducing inner joints(nipples hexagon)337 GB/T 3289.28-1982 可锻铸铁管路连接件型式尺寸内外螺丝 Malleable cast iron pipe fittings--Type size--Male and female screws (bushings)338 GB/T 3289.29-1982 可锻铸铁管路连接件型式尺寸通丝外接头 Malleable cast iron pipe fittings--Type size--Through thread male joint (sockets)339 GB/T 3289.30-1982 可锻铸铁管路连接件型式尺寸锁紧螺母 Malleable cast iron pipe fittings--Type size--Backnuts340 GB/T 3289.31-1982 可锻铸铁管路连接件型式尺寸外方管堵 Malleable cast iron pipe fittings--Type size--Outer-square plugs 341 GB/T 3289.32-1982 可锻铸铁管路连接件型式尺寸带边外方管堵 Malleable cast iron pipe fittings--Type size--Outer-square beaded plugs342 GB/T 3289.33-1982 可锻铸铁管路连接件型式尺寸内方管堵 Malleable cast iron pipe fittings--Type size--Inner-square plugs343 GB/T 3289.34-1982 可锻铸铁管路连接件型式尺寸管帽 Malleable cast iron pipe fittings--Type size--Tube caps (caps plugs)344 GB/T 3289.35-1982 可锻铸铁管路连接件型式尺寸活接弯头内外丝活接弯头Malleable cast iron pipe fittings--Type size--Union elbows, male and female union elbows345 GB/T 3289.36-1982 可锻铸铁管路连接件型式尺寸活接三通 Malleable cast iron pipe fittings--Type size--Union tees346 GB/T 3289.37-1982 可锻铸铁管路连接件型式尺寸平形活接头 Malleable cast iron pipe fittings--Type size--Parallel unions347 GB/T 3289.38-1982 可锻铸铁管路连接件型式尺寸锥形活接头 Malleable cast iron pipe fittings--Type size--Taper unions348 GB/T 3289.39-1982 可锻铸铁管路连接件型式尺寸平形活接头垫圈 Malleable cast iron pipe fittings--Type size--Parallel union gaskets349 GB/T 3374-1992 齿轮基本术语 Basic terminology of gears350 GB/T 3478.1-1995 圆柱直齿渐开线花键模数基本齿廓公差 Straight cylindrical involute splines--Modules, basic rack profiles and tolerances。
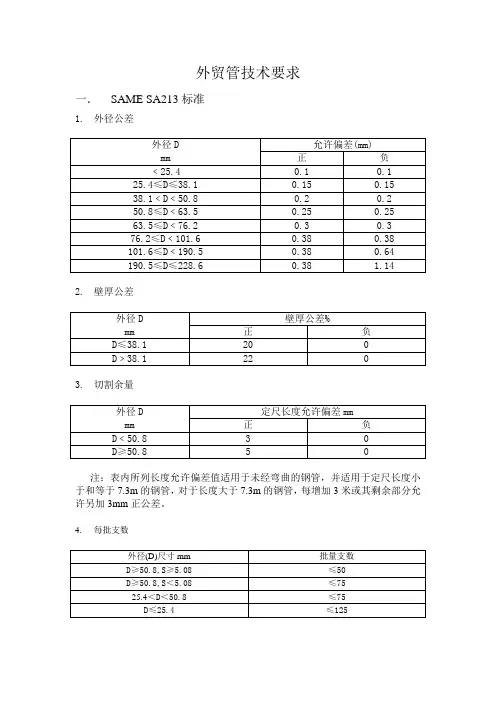
外贸管技术要求一.SAME SA213标准1.外径公差2.壁厚公差3.切割余量注:表内所列长度允许偏差值适用于未经弯曲的钢管,并适用于定尺长度小于和等于7.3m的钢管,对于长度大于7.3m的钢管,每增加3米或其剩余部分允许另加3mm正公差。
4.每批支数二.SAME SA179标准1.外径公差2.壁厚公差3.切割余量注:表内所列长度允许偏差值适用于未经弯曲的钢管,并适用于定尺长度小于和等于7.3m的钢管,对于长度大于7.3m的钢管,每增加3米或其剩余部分允许另加3mm正公差。
4.每批支数每批支数最多不超过250支。
三.A53标准1.外径公差:-0.4mm≤D≤+0.4mm2.壁厚公差:a.S最小壁厚-12.5%。
b.S平均壁厚-3.5%~+10%。
3. 切割余量:0~6mm。
4. 每批支数每批最多不超过400支。
四.SAME SA1062.壁厚公差a.S最小壁厚-12.5%。
b.S平均壁厚-3.5%~+10%。
3.切割余量:0~6mm。
4.每批支数每批最多不超过400支。
五.API 5L1.外径公差2.壁厚公差a.S最小壁厚-12.5%。
b.S平均壁厚-10%~+10%。
3. 切割余量:0~6mm。
4. 每批支数每批最多不超过400支。
六.API 5CT1.外径公差: -0.79mm≤D≤+0.79mm2.壁厚公差a.S最小壁厚-12.5%。
b.S平均壁厚-10%~+10% 七.DIN16291.外径公差D≤130mm, -9%≤S≤+9%。
3. 切割余量:以定尺交货时,长度小于6米的管子,其允许偏差为-0~+10mm;长度大于6米而小于12米的管子,其允许偏差为-0~+15mm;长度大于12米的管子,协议决定。
八.GB3087(低中压管)1.外径公差2.壁厚公差3. 切割余量:0~+20mm。
九.GB5310(高压管)1.外径公差2.壁厚公差3. 切割余量:0~+20mm。
十.如有特殊要求,则根据用户订单要求执行,如无则按本要求执行。
304不锈钢珩磨管规格【最新版】目录1.304 不锈钢珩磨管概述2.304 不锈钢珩磨管规格参数3.304 不锈钢珩磨管的应用领域4.304 不锈钢珩磨管的优点正文一、304 不锈钢珩磨管概述304 不锈钢珩磨管是一种采用 304 不锈钢材料制成的珩磨管,具有良好的耐腐蚀性能和焊接性能。
广泛应用于石油、化工、医疗、食品、饮料、水处理等领域。
二、304 不锈钢珩磨管规格参数1.材质:304 不锈钢2.规格:可根据客户需求定制,常见的规格有 DN15、DN20、DN25、DN32、DN40、DN50、DN65、DN80、DN100、DN125、DN150、DN200 等。
3.壁厚:可根据客户需求定制,常见的壁厚有 1mm、1.5mm、2mm、2.5mm、3mm 等。
4.长度:可根据客户需求定制,一般标准长度为 6m、9m、12m 等。
三、304 不锈钢珩磨管的应用领域1.石油化工:用于输送石油、天然气、液化气等介质。
2.医疗行业:用于制造医疗器械、手术室管道等。
3.食品饮料:用于输送食品、饮料、酒类等介质。
4.水处理:用于输送水处理过程中的介质。
四、304 不锈钢珩磨管的优点1.良好的耐腐蚀性能:304 不锈钢具有良好的耐腐蚀性能,可在多种介质中保持稳定。
2.良好的焊接性能:304 不锈钢珩磨管可采用氩弧焊接、电焊等方法进行连接,焊接后不易变形。
3.高强度:304 不锈钢珩磨管具有较高的强度,可承受高压、高温介质的输送。
4.卫生安全:304 不锈钢珩磨管符合食品安全标准,可用于输送食品、饮料等介质。
5.耐磨损:304 不锈钢珩磨管具有较好的耐磨性能,可减少输送过程中的损耗。
综上所述,304 不锈钢珩磨管凭借其优异的性能和广泛的应用领域,在众多行业中具有较高的市场份额。
无缝钢管允许偏差标准# 无缝钢管允许偏差标准## 一、前言嘿,朋友们!咱们今天来唠唠无缝钢管允许偏差标准这事儿。
你看啊,在咱们的很多工程和生产领域里,无缝钢管那可是个相当重要的材料。
不管是建筑里的结构支撑呢,还是石油管道用来运输那些油啊气的,都离不开无缝钢管。
但是呢,你要是想让这些无缝钢管在各种场景下都能完美地发挥作用,就得有个标准来规范它,这个标准就是无缝钢管允许偏差标准啦。
这个标准就像是一把尺子,量着无缝钢管各个方面的指标,确保它们不会偏差太大,这样咱们用起来才放心,工程质量啥的也才有保障呢。
## 二、适用范围(一)建筑领域在建筑行业里,无缝钢管可用于搭建脚手架、支撑建筑物的框架等。
比如说,在盖高楼大厦的时候,那些垂直的支撑结构很多时候就是用无缝钢管做的。
这个时候,无缝钢管的尺寸、壁厚等参数要是偏差太大,那可就麻烦了。
脚手架可能就不稳固,容易发生危险;建筑物的框架如果钢管偏差大,可能就影响整体的结构强度。
(二)石油化工行业石油和天然气的运输管道,大部分是无缝钢管。
你想啊,这些管道要在地下或者海上铺设很长的距离。
如果钢管的内径、外径或者壁厚有很大的偏差,就可能导致运输效率降低,甚至发生泄漏事故。
就好比你用一根粗细不均的管子来通水,水的流量肯定会受到影响,石油天然气也是一样的道理。
(三)机械制造在机械制造里,无缝钢管可能被用作传动轴或者一些液压系统的部件。
要是钢管的尺寸、直线度等有偏差,那机械的运转就可能不顺畅,会产生震动、磨损加剧等问题。
比如汽车发动机里的一些钢管部件,如果偏差超标,发动机的性能就会大打折扣。
## 三、术语定义(一)外径偏差简单来说呢,外径偏差就是指无缝钢管实际测量的外径数值和标准规定的外径数值之间的差值。
比如说,标准规定某型号的无缝钢管外径是100毫米,实际测量出来是101毫米或者99毫米,那这个1毫米或者 -1毫米就是外径偏差啦。
这个偏差不能太大,不然就可能影响它和其他部件的配合,就像你穿鞋子,如果鞋子的大小偏差太大,要么挤脚要么松松垮垮的,都不合适。

珩磨管公差标准全文共四篇示例,供读者参考第一篇示例:【概述】在机械制造过程中,管件的加工精度对于整体装配的质量和性能有着至关重要的影响。
关于管公差标准,是指在管件加工过程中允许的公差范围,其大小和精度直接关系着最终产品的质量和使用寿命。
而磨管是一种常见的管件加工方法,对于磨管工艺的公差标准的制定和控制,对于保证产品的加工精度和质量至关重要。
【磨管的作用】磨管是通过切削刀具在管件内壁进行加工,使其内径和表面粗糙度达到规定的要求。
通过磨管可以改善管件的几何形状和表面质量,提高管壁的细节精度,提高产品的装配精度和密封性能,并有效降低管道系统的连接阻力。
【磨管的公差标准】磨管的公差标准是指在磨管加工过程中允许的内径尺寸和几何形状的偏差范围。
其公差标准的制定需要考虑到产品的设计要求、功能要求、加工精度和材料特性等多方面因素。
一般来说,管件的公差标准应符合国家标准或行业标准,以保证产品的质量稳定性和可靠性。
【磨管公差标准的分类】根据加工精度和公差范围的不同,磨管的公差标准可以分为一般公差、精密公差和特殊公差三类。
一般公差适用于一般机械件的磨管加工,精密公差适用于对加工精度要求较高的精密机械件,特殊公差适用于一些对磨管加工精度要求特别严格或形状特殊的产品。
【磨管公差标准的制定】制定磨管公差标准时,需要根据产品的设计要求和使用环境确定公差范围和限值。
还需要考虑到磨管机床的精度和技术水平、刀具的磨损和变形情况、材料的性能和加工工艺等因素。
在制定公差标准时,还需要充分考虑到磨管加工的实际情况和经验,以确保产品的加工精度和质量。
【磨管公差标准的控制】在磨管加工过程中,需要通过严格的控制和监测手段来控制相关公差范围和限值。
首先要采用适当的磨管刀具和工艺参数,确保磨管过程中的切削效率和加工精度。
其次要定期检查和维护磨管机床和刀具,及时更换损坏或磨损严重的刀具。
最后要对加工过程进行实时监控和记录,及时调整工艺参数,确保产品的加工质量和稳定性。
珩磨管工艺标准全文共四篇示例,供读者参考第一篇示例:铸造工艺一直以来都是制造行业中至关重要的环节之一,而铸造管的制作更是其中的重要部分之一。
在铸造管的制作过程中,砂型制作、浇注、冷却和后续处理等环节都至关重要。
今天我们将重点介绍关于铸造管的一种工艺标准——璜磨管工艺标准。
璜磨管的制作需要选用优质的原料,通常采用铸铁、铝合金、铜合金等材料。
在选择原材料时需根据具体使用环境和需求选择合适的材料,以确保管材质地坚固耐用、具有足够的韧性和强度。
在砂型制作环节,需要精准的模具设计和制作。
模具的尺寸和形状要符合设计要求,模具内部的表面光滑平整,不得有损伤和裂缝,以确保最终的管件尺寸和表面质量。
接着是浇注环节,浇注是整个铸造过程中最关键的环节之一。
在浇注前需要预热炉料,保持合适的浇注温度。
在浇注过程中需要控制浇注速度和流动方向,避免产生气孔和夹杂等缺陷。
还需要采用合适的浇注工艺和工装,确保在浇注过程中管件内部得到有效补充,避免产生缩孔、气孔等问题。
在管件铸造完成后,需要进行冷却处理。
冷却处理的温度和速度需要根据具体的管材材料和尺寸来确定。
过快的冷却会导致管件内部应力过大,从而影响其强度和韧性。
而过慢的冷却则会延长生产周期,增加生产成本。
冷却处理需要在确保质量的前提下尽可能缩短时间并降低成本。
最后是管件的后续处理,包括修磨、抛光、表面喷漆等工序。
修磨工序主要是消除管件表面的毛刺和氧化物等不良物质,以保证管件表面平整光滑。
抛光工序则是为了提高管件的外观质量和降低表面粗糙度。
表面喷漆环节则是为了防止管件表面氧化和腐蚀,延长管件的使用寿命。
璜磨管工艺标准是铸造管制作中的重要参考指南,它规定了管件的设计、制作、浇注、冷却和后续处理等环节的具体要求,有效保证了产品质量和生产效率。
只有严格按照工艺标准进行生产,才能制造出高质量的铸造管产品,满足用户需求。
希望通过对工艺标准的更加深入了解,能够帮助铸造管制造企业提高生产水平,实现更好的发展。
绗磨管国标公差绗磨管是一种具有圆形横截面的管状零件,其内外表面经过绗磨处理,使其表面更加平滑。
绗磨管的制作工艺相对简单,但是要求比较严格,尤其是在公差方面。
公差是指制造零件时所允许的尺寸上的偏差,是确保零件能够在装配时正常工作的重要指标。
国标公差对于绗磨管的生产和加工具有重要意义。
首先,公差可以确保绗磨管的尺寸精度,使其能够与其他零件进行配合。
例如,在汽车制造中,绗磨管与其他管道、接头等零件的配合必须满足一定的公差要求,以确保汽车的正常运行。
其次,公差还可以保证绗磨管的质量和性能。
如果公差过大或过小,都会对绗磨管的使用产生不良影响,甚至可能导致零件的失效。
因此,国标公差的制定对于绗磨管的生产和加工至关重要。
根据国家标准,绗磨管的公差要求主要包括外径公差、壁厚公差和长度公差。
外径公差是指绗磨管外径与标准规定外径之间的偏差范围,通常用负公差和正公差来表示。
壁厚公差是指绗磨管壁厚与标准规定壁厚之间的偏差范围,同样也用负公差和正公差来表示。
长度公差是指绗磨管的长度与标准规定长度之间的偏差范围,通常用正公差来表示。
这些公差要求可以通过测量工具和设备进行检测,以确保绗磨管的质量和性能。
除了上述的公差要求,国标还对绗磨管的表面粗糙度和机械性能等方面进行了规定。
表面粗糙度是指绗磨管表面的光滑程度,通常用Ra值来表示。
机械性能是指绗磨管在受力时的强度和刚度等指标。
这些要求能够保证绗磨管在使用过程中具有良好的性能和可靠的质量。
绗磨管国标公差对于绗磨管的生产和加工具有重要意义。
公差要求可以确保绗磨管的尺寸精度和质量性能,以满足不同行业的需求。
国家标准的制定和遵循能够提高绗磨管的生产效率和产品质量,促进相关行业的发展。
在实际应用中,制造商和使用者都应该严格按照国标公差要求进行生产和使用,以确保绗磨管的正常工作和使用寿命。

亿森模具
亿森模具
亿森模具
亿森模具
方法:根据数模尺寸加工到位
要求:台阶公差+0.02/-0.02。
过孔需要镗孔,公差+1.5/+0.8,螺丝孔做出。
图A中的氮气缸安装板必要允许同底面同时光刀。
与底面的孔口倒角C3-5,下部孔口倒角C0.5-1。
亿森模具
注意:基准孔在3D全部加工完成且导柱、导板也都完成后加大到φ10深20-25则根据客户需要制作。
高度(座面)加工
粗加工:根据数模的尺寸将各个台阶高度铣出,留余量0.5。
精加工:按相同步骤将各个台阶高度铣出,留余量为0。
要求:各台阶的高度误差为+0.02/-0.02。
表面粗糙度Ra≤3.2。
如有螺孔需按数模做出。
靠背面加工
亿森模具
亿森模具
亿森模具
亿森模具
亿森模具。
附件HDB/YB002-2001直缝焊管加工贸易单耗标准(商品编号73063000、73065000-73069000)1 范围本标准规定了以冷轧卷板(商品编号720915000、72091600)、热轧卷板(商品编号72082700)为原料加工生产用于自行车、家具等直缝焊管(商品编号73063000、73065000-73069000)的加工贸易单耗标准。
本标准适用于海关和外经贸管理部门对以冷轧卷板、热轧卷板加工直缝焊管的加工贸易企业进行加工贸易单耗审批、备案和核销管理。
2 定义本标准采用以下定义:单耗:指在正常生产条件下,生产单位直缝焊管所耗用冷轧卷板或热轧卷板的数量。
净耗:指加工生产中物化在单位直缝焊管中的冷轧卷板或热轧卷板的数量。
损耗率:指加工生产直缝焊管过程中所必须耗用但不能物化在出口成品中的冷轧卷板或热轧卷板数量占原料总投入量的百分比。
三者关系:单耗=净耗+损耗3 单耗标准3.1 原料品质规格本单耗标准中的冷轧卷板或热轧卷板应符合厚度不大于4mm规格要求,并符合相应的行业标准及合同对品质的认定。
3.2 成品品质规格本单耗标准中的直缝焊管应符合L≤6.4m的规格要求,并符合相应的国际标准或合同对品质的要求。
3.3单耗标准直缝焊管加工贸易单耗标准2HDB/YB002-2001直缝焊管加工贸易单耗标准编制说明1 任务来源为加强加工贸易单耗管理,规范和完善海关和商务管理部门对加工贸易单耗的审批、备案、核销,打击伪报单耗的不法行为,促进加工贸易的健康发展,根据加工贸易单耗标准制定工作联络小组工作计划,特制定直缝焊管加工贸易单耗标准。
本标准由海关总署办公厅、原国家经贸委办公厅委托广州海关负责起草制定。
2 制定单耗标准的原则单耗标准制定原则是以国家标准、行业标准和该行业加工贸易企业的平均生产水平为制定基础,贯彻国家税收政策、产业政策和外贸政策,符合我国加工贸易企业的生产实际,有利于加工贸易企业技术进步和公平竞争,便于海关有效监管和相关单耗数据信息的使用和维护。
无缝钢管的检验标准钢管几何尺寸及外形检查:①钢管壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录。
②钢管外径、椭圆度检查:卡规、游标卡尺、环规,测出最大点、最小点。
③钢管长度检查:钢卷尺、人工、自动测长。
④钢管弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度。
⑤钢管端面坡口角度和钝边检查:角尺、卡板.钢管表面质量检查:100%①人工肉眼检查:照明条件、标准、经验、标识、钢管转动。
②无损探伤检查:a. 超声波探伤UT:对于各种材质均匀的材料表面及内部裂纹缺陷比较敏感。
标准:GB/T 5777-1996 级别:C5级b. 涡流探伤ET:(电磁感应)主要对点状(孔洞形)缺陷敏感。
标准:GB/T 7735-2004 级别:B级c. 磁粉MT和漏磁探伤:磁力探伤,适用于铁磁性材料的表面和近表面缺陷的检测。
标准:GB/T 12606-1999 级别:C4级d. 电磁超声波探伤:不需要耦合介质,可以应用于高温高速,粗燥的钢管表面探伤。
e. 渗透探伤:荧光、着色、检测钢管表面缺陷。
钢管理化性能检验:①拉伸试验:测应力和变形,判定材料的强度(YS、TS)和塑性指标(A、Z)纵向,横向试样管段、弧型、圆形试样(¢10、¢12.5)小口径、薄壁大口径、厚壁定标距。
注:试样断后伸长率与试样尺寸有关GB/T 1760②冲击试验:CVN、缺口C型、V型、功J 值J/cm2标准试样10×10×55(mm)非标试样5×10×55(mm)③硬度试验:布氏硬度HB、洛氏硬度HRC、维氏硬度HV 等④液压试验:试验压力、稳压时间、p=2Sδ/D钢管工艺性能检验:①压扁试验:圆形试样C形试样(S/D>0.15)H=(1+2)S/(∝+S/D)L=40~100mm 单位长度变形系数=0.07~0.08②环拉试验:L=15mm 无裂纹为合格③扩口和卷边试验:顶心锥度为30°、40°、60°④弯曲试验:可代替压扁试验(对大口径管而言)钢管几何尺寸及外形检查:。

标准中英文对照表ndard Code 轨范名称rd NameA-234 中、高温用钢制碳钢和合金钢管道配件and high temperature used carbon and alloy steel pipe fittings A-420 低温用锻制碳钢和合金钢管配件mperature forged carbon and alloy steel pipe fittingsA-403 锻制奥氏体不锈钢管配件Durimet pipe fittings16.9 工场缔造的钢制对焊管件y-Made wrought steel pipe fittings16.11 承插焊和螺纹锻钢管件-welding and Threaded forged fittings16.28 锻钢对焊小半径弯头和回弯头t steel butt-welding short radius elbows and returns51 不锈钢对焊管件ess steel butt-welding fittings-43 锻制不锈钢对焊管件t stainless steel butt-welding fittings-75 锻钢制对焊管件g butt-welding fittings-79 承插焊异径插进件-welding reducing Inserts-83 3000磅级的钢制承插焊和螺纹活接头3000 steel socket-welding and threaded unions-95 缩渐管和圆堵头nipples and round plugs-97 承插焊、螺纹和对焊端的整体加紧式管座H and BW ends for integrally reinforced forged branch outlet 311 通用钢制对焊管件sal steel butt-welding pipe fittings312 钢制对焊管件butt-welding pipe fittings313 钢板制对焊管件plate butt-welding pipe fittings316 钢制承插焊管件socket-welding pipe fittings05 钢制对焊管件弯头和弯管butt-welding pipe fittings.elbows and bends15 钢制对焊管件三通butt-welding pipe fittings.tees16 钢制对焊管件异径管butt-welding pipe fittings.reducers17 钢制对焊管件管帽butt-welding pipe fittings.caps2459 钢制对焊无缝管件butt-welding seamless fittings3401 钢板制对焊管件plate butt-welding pipe fittings14383 锻钢制承插焊管件steel socket-welding pipe fittings4626 锻钢制螺纹管件steel threaded pipe fittings5 石油化工管式炉急弯弯管技艺轨范ication for tube fumace sharp bend for petrochemical industry 6 石油化工钢制管法兰pipe flanges for petrochemical industry8 钢制对焊无缝管件butt-welding seamless fittings9 钢板制对焊管件plate butt-welding pipe fittings0 锻钢承插焊管件steel socket-welding fittings(HG/T21634) 锻钢承插焊管件steel socket-welding fittings(HG/T21635) 碳钢、低合金钢无缝管件steel、low-alloy steel butt-welding seamless fittings(HG/T21631) 钢制有缝对焊管件plate butt-welding fittings011 火力发电厂汽水管道零件及部件范例设计手册l design manual of pipe parts for steam power plant5 电站弯管for power plant5 电站钢制对焊管件butt-welding fittings for power plant10 钢制对焊管件butt-welding pipe fittings钢制弯管bends9 非合金和合金钢对焊管件loy steel and alloy steel butt-welding fittings81AQD01-2000 钢制对焊高压带直段弯头butt-welding elbow with a straight pipe section头 Carbon Steel Elbow弯头 Stainless Steel Elbow头 High-Pressure Elbow NPT=Normal Pressure and Temperature 常温常压, 轨范温渡和压力半径弯头90°SS Elbow (SR)半径弯头90°SS Elbow (LR)壁弯头 Thickness Elbowual 相等的三通 male plug 插头 female socket 插座 dust 通 Straight安罩通 Reducing Tee通 Straight Cross径管 Concentric Reducers concentric 同中心的 eccentric 差异圆心的径管 Eccentric Reducers径管 High-pressure Reducers等径三通 Stainless Straight Tee径三通 Carbon Straight Tee等径四通 Stainless Straight Cross通 High-pressure Tee通 Forged Tee头 TemplateCapsflange阀门ption 类种rd 轨范类型类型odel 型号al 材质s 种类ication 规格nching machinerobothydraulic machineatheaner |'plein?|llerinder)drillerlinear cutting削 metal cuttingachine tool质类钢steel 碳素钢ss steel 不锈钢steel 合金钢steel 角钢r steel 泡钢izing steel 渗碳钢teel 铸钢ation steel 渗碳钢steel 铬钢molybdenum steel 铬钼钢-vanadium steel 铬钒钢teel 模具钢e steel 铁素体钢ic steel 铁素体钢teel 扁钢olled steel 扁钢steel 铸造钢teel 硬钢ed stainless steel 硬化不锈钢-resisting) steel 耐热钢rbon steel 高碳钢anganese steel 高锰钢peed steel 高速钢;锋钢trength steel 高强渡钢ensile steel 高强渡钢ion steel 工字钢rbon steel 低碳钢nganese steel 低锰钢teel 软钢steel 镍钢-chrome steel 镍铬钢chromium steel 镍铬钢be Inserting (卡套式接头)ssioned Joint (管路截止阀)g Joint (焊接式接头)g Joint (扩口式接头)oint (控油压接头)ne Cut-off Valves (紫铜管件)ittings (管夹)essure Controlling Connectors (快捷接头)-Shape Connectors (宝塔型接头)lic Rubber Tube Assembly (液压胶管总成)(法兰)-and-Outside Connectors (表里接头)uction Machinery Connectors (工程机械接头)tors for Military Use (军用接头)短径弯头 long and short radius elbows偏心异径接头 concentric and eccentric reducers 异径三通 straight and reducing outlet teesCONCENTRIC REDUCERReturn BendBlank FlangeBendsstub ends头reducers径 nominal diameterm) outside diameter至端面的距离 center to end量(kg/pcs) approx weightNippleWAGE NIPPLE纹活接头 Uniontudoupling单承口管箍ng双承口管箍lind Flangecle blind 带双圈的盲板ic 偏心的。
各种管材及附件执行标准及技术参数管材及管件:1、管道材料选用表:2、钢管系列:2、其它金属管系列:3、给水铸铁管系列:4、排水铸铁管系列:5、64009.8 12.350015.0双壁波纹管 (PVC-U 、PP 、 HDPE) GB/T18447-2001•de200~630; PVC-U 承插、胶圈;其它采用热熔。
•规格:S25(2KPa) de200×3.9 de250× 4.9 De315× 6.2 De400× 7.8S20(4KPa)De125× 3.2De160× 4.0 de200× 4.9 de250× 6.2 S16.7(8KPa) De110× 3.2 De125× 3.7De160× 4.7de200× 5.9径向加筋波纹管 (PVC-U) (无国标 )•de150~400;承插胶圈连接。
实壁埋地排水管 (PVC-U)•de110~400;承插粘接或承插胶圈连接。
GB/T1002.3-1996聚乙烯大口径中空壁缠绕管 (HDPE) •de200~700;电热、熔连接。
RBS 螺旋消音管 (PVC-U 、PP)•输送污水;承插胶圈连接。
玻璃钢纤维增强塑料夹砂管 (FRP) •输送污水;承插胶圈连接。
混凝土管 (CP) GB/T11836-1999输送雨水、污水; DN ≤500企口式 CP 管自 2005年起限用。
钢筋混凝土管 (RCP)GB/T11836-19997、其它管件:可曲挠橡胶接头 (最大转角 15 度)单球 KXT- Ⅰ• DN32~600 ;操作压力 :1.5~2.0MPa 单球 KXT- Ⅱ• DN32~600 ;操作压力 :1.2MPa单球 KXT- Ⅲ • DN32~600( 按国内配管设计 );操作压力 :0.8MPa 双球 KST• DN32~600( 按国内配管设计 );操作压力 :1.0MPa可曲挠偏心异径橡胶接头 KYP 型 • DN32(40)~250(300) ;可曲挠橡胶弯头 KWT 型 • DN50~300 ;橡胶补偿管 接头 Su6-10(32) GB965-81 •压力 : ≤ 0.6Mpa; 温度: -30~60℃;承插连接;材质:丁腈橡胶Su6-40(250) GB965-81 •压力 : ≤0.6Mpa; 温度: -30~60℃;法兰连接;材质:丁腈橡胶金属波纹管 DN=8~600GB/T14525-93 •材质: 1Cr18Ni9Ti ; H80 ; QSn6.5-0.1 ;弹性吊架 JTD 型 JTD6-250 •水泵隔振配套用;弹性托架JTT 型JTT32~200•水泵隔振配套用;酸性气油品 气、溶剂1液0~40%碱 2液5% 碱渣 9液3、~9酸8%渣酸 硝酸 Mo 腐钢蚀;有18-8 系;常用介质选项用管材: 介质 特性循环水碳不钢宜材选料用可选材举例盐酸CS2 不锈钢系合金体有低介温质H含烟2气催化剂以碳钢低合金钢钢般合金尔金(haste16Mn 、16MnXt 、00.99M M n n2Y V TiCuXt 、2.5Ni06MnNb 、10Ni4(3.5Ni)06AlCu 、0.6AlNbCuN20Mn23Al 、1Ni9(9Ni)15Mn26Al4序号类型密封面型式适用压力等级P N(MPa)1 板式平焊(PL ,HG20593)( GB 9119-88 )突面( RF)0.25--2.5全平面(FF) 0.25--1.62 带颈平焊(SO;HG20594)(GB 9116-88 )突面( RF)0.6--4.0 凹凸面(MFM) 1.0--4.0 榫槽面(TG) 1.0--4.0 全平面(FF) 0.6--1.63 带颈对焊(WN;HG20595) 突面( RF) 1.0--25 凹凸面(MFM) 1.0--16 榫槽面(TG) 1.0--16 环连接面(RJ) 6.3--25 全平面(FF) 1.0--1.64 整体法兰(IF;HG20596) 突面( RF)0.6--25 凹凸面(MFM) 1.0--16 榫槽面(TG) 1.0--16 环连接面(RJ) 6.3--25 全平面(FF) 0.6--1.65 承插焊法兰(SW;HG20597) 突面( RF) 1.0--10 凹凸面(MFM) 1.0--10 榫槽面(TG) 1.0--106 螺纹法兰(Th;HG20598) (GB 9114-88 )突面( RF)0.6--4.0 全平面(FF) 0.6--1.67 对焊环松套法兰(PJ/SE;HG20599)(GB 9118-88) 突面( RF)0.6--4.08 平焊环松套法兰(PJ/PR;HG20600) (GB 9121-88 )突面( RF)凹凸面(MFM) 1.0--1.6榫槽面(TG)9 法兰盖(BL;HG20601)突面( RF)0.25--25凹凸面(MFM) 1.0--16榫槽面(TG) 1.0--168A、、管法路兰法(法兰盖)型式与密封面型式:注:给排水常用法兰为板式平焊法兰 HG20593-97 。
行业标准规范英汉对照-加工工艺及装备1 GB/T 780-1979 汽油发动机化油器出口凸缘尺寸Carbureters for automobile engines--Dimensions of outlet flanges2 GB/T 983-1995 不锈钢焊条Stainless steel covered electrodes3 GB/T 984-1985 堆焊焊条Covered electrodes for hardfacing4 GB/T 985-1988 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸Basic forms and sizes of weld grooves for gas welding manual arc welding and gas-Shielded arc welding5 GB/T 986-1988 埋弧焊焊缝坡口的基本形式和尺寸Basic forms and sizes of weld grooves for submerged arc welding6 GB/T 1173-1995 铸造铝合金Casting aluminium alloys7 GB/T 1174-1992 铸造轴承合金cast bearing metals8 GB/T 1176-1987 铸造铜合金技术条件Specification for cast copper alloys9 GB/T 1177-1991 铸造镁合金Casting magnesium alloys10 GB/T 1348-1988 球墨铸铁件Spheroidal graphite iron castings11 GB/T 1954-1980 铬镍奥氏体不锈钢焊缝铁素体含量测量方法Determination of the weldign seam iron element contentin chromium,nickel austenitic stainless steel12 GB/T 2100-1980 不锈耐酸钢铸件技术条件Stainless acid-resistant steel castings--Specifications13 GB/T 2649-1989 焊接接头机械性能试验取样方法Methods of sampling for mechanical properties tests of welded joint14 GB/T 2650-1989 焊接接头冲击试验方法Method of impact test for welded joint15 GB/T 2651-1989 焊接接头拉伸试验方法Method of tensile test for welded joint16 GB/T 2652-1989 焊缝及熔敷金属拉伸试验方法Method of tensile tests for weld and deposited metal17 GB/T 2653-1989 焊接接头弯曲及压扁试验方法Methods of bend and compression tests for welded joint18 GB/T 2654-1989 焊接接头及堆焊金属硬度试验方法Methods of hardness tests for welded joint and surfacing metal19 GB/T 2655-1989 焊接接头应变时效敏感性试验方法Method of strain-age sensibillity test for welded joint20 GB/T 2656-1981 焊缝金属和焊接接头的疲劳试验法Weld beads metal and welds--Fatigue test21 GB/T 2684-1981 铸造用原砂及混合料试验方法Foundry sands and sand mixtures for casting--Method of testing22 GB/T 3180-1982 中锰抗磨球墨铸铁件技术条件Specification for medium manganese wear-resistant spheroidal iron castings23 GB/T 3375-1994 焊接术语Welding terminology24 GB/T 3669-1983 铝及铝合金焊条Coated electrodes for aluminium and aluminium alloys25 GB/T 3670-1995 铜及铜合金焊条Coated electrodes for copper and copper alloys26 GB/T 3731-1983 涂料焊条效率、金属回收率和熔敷系数的测定Covered electrodes--Determination of the efficiency, metal recovery and deposition coefficient27 GB/T 3934-1983 普通螺纹量规Gauges for general purpose screw threads28 GB/T 3965-1995 熔敷金属中扩散氢测定方法Methods for determination of diffusible hydrogen in deposited metal 29 GB/T 4675.1-1984 焊接性试验斜Y型坡口焊接裂纹试验方法Weldability testing--Method of Y-groove cracking test30 GB/T 4675.2-1984 焊接性试验搭接接头(CTS) 焊接裂纹试验方法Weldability testing--Method of controlled thermal severity cracking test31 GB/T 4675.3-1984 焊接性试验T型接头焊接裂纹试验方法Weldability testing--Method of cracking test for welded tee joint32 GB/T 4675.4-1984 焊接性试验压板对接(FISCO) 焊接裂纹试验方法Weldability testing--Method of FISCO cracking test33 GB/T 4675.5-1984 焊接性试验焊接热影响区最高硬度试验方法Weldability testing--Testing method of maximum hard ness in weld heat-affected zone34 GB/T 4863-1985 机械制造工艺基本术语General terminology of machine-building technology35 GB/T 5117-1995 碳钢焊条Carbon steel covered electrodes36 GB/T 5118-1995 低合金钢焊条Low alloy steel covered electrodes37 GB/T 5185-1985 金属焊接及钎焊方法在图样上的表示代号Welding, brazing, braze welding and soldering of metals--List of processes for symbolic representation on drawings38 GB/T 5293-1985 碳素钢埋弧焊用焊剂Fluxes for the submerged arc welding of carbon steel39 GB/T 5613-1995 铸钢牌号表示方法Code for representing cast steels40 GB/T 5614-1985 铸铁件热处理状态的名称、定义及代号The designations definitions and symbols for heat treatment tempers of iron castings41 GB/T 5615-1985 铸钢件热处理状态的名称、定义及代号The designations, definitions and symbols for heat treatment tempers of steel castings42 GB/T 5676-1985 一般工程用铸造碳钢Cast carbon steels for general engineering purposes43 GB/T 5677-1985 铸钢件射线照相及底片等级分类方法Methods of radiographic testing and classification of radiographs for steel castings44 GB/T 5678-1985 铸造合金光谱分析取样方法The method for sampling cast alloys for spectrochemical analysis45 GB/T 6208-1995 钎料型号表示方法Filler metal for soft soldering and brazing--Designation46 GB/T 6296-1986 灰铸铁冲击试验方法Grey cast iron impact test47 GB/T 6416-1986 影响钢熔化焊接头质量的技术因素Technical factors influencing the quality of the fusion welded joints in steel48 GB/T 6417-1986 金属熔化焊焊缝缺陷分类及说明Classification of imperfections in metallic fusion welds, with explanations49 GB/T 6418-1993 铜基钎料Copper base brazing filler metals50 GB/T 6967-1986 工程结构用中、高强度不锈钢铸件Medium and high strength stainless steel castings for engineering structure purposes51 GB/T 7032-1986 T型角焊接头弯曲试验方法Method of bend test for T type fillet welded joint52 GB/T 7143-1986 铸造用硅砂化学分析方法Methods for chemical analysis of silica sand forfoundry53 GB/T 7216-1987 灰铸铁金相Gray cast iron metallography54 GB/T 7232-1987 金属热处理工艺术语Terminology of metal heat treatment55 GB/T 7233-1987 铸钢件超声探伤及质量评级标准Methods for ultrasonic testing and for specifying quality levels of steel castings56 GB/T 7659-1987 焊接结构用碳素钢铸件Carbon steel castings suitable for welded structure57 GB/T 8063-1994 铸造有色金属及其合金牌号表示方法Designation of cast nonferrous metals and their alloys58 GB/T 8110-1995 气体保护电弧焊用碳钢、低合金钢焊丝Welding wires for gas shielding arc welding of carbon and low alloy steels59 GB/T 8121-1987 热处理工艺材料名词术语The terminology of technological materials for heat treatment60 GB/T 8263-1987 抗磨白口铸铁技术条件Specification for abrasion resistant white cast irons61 GB/T 8454-1987 焊条用还原钛铁矿粉中亚铁量的测定Determination of ferrous iron content in reduced ilmenite powder for welding rod62 GB/T 8491-1987 高硅耐蚀铸铁件Corrosion resistant high silicon iron castings63 GB/T 8492-1987 耐热钢铸件Heat resistant steel castings64 GB/T 8493-1987 一般工程用铸造碳钢金相Metallograph of cast carbon steels for general engineering purposes65 GB/T 8539-1987 齿轮材料及热处理质量检验的一般规定General specification for quality inspection of gear materials and their heat treatment66 GB/T 8619-1988 钎缝强度试验方法Method of the strength test for brazed and soldered seam67 GB/T 9437-1988 耐热铸铁件Heat resistant iron castings68 GB/T 9438-1988 铝合金铸件技术条件Aluminium alloy castings--Technical specification69 GB/T 9439-1988 灰铸铁件Grey iron castings70 GB/T 9440-1988 可锻铸铁件Malleable iron castings71 GB/T 9441-1988 球墨铸铁金相检验Metallographic test for spheroidal graphite cast iron72 GB/T 9446-1988 焊接用插销冷裂纹试验方法Welding--Cold cracking test method using implants73 GB/T 9447-1988 焊接接头疲劳裂纹扩展速率试验方法Test method for fatigue crack growth rates of welded joints74 GB 9448-1988 焊接与切割安全Safety in welding and cutting75 GB/T 9450-1988 钢件渗碳淬火有效硬化层深度的测定和校核Determination and verification of the effective depth of carburizod and hardened cases of steel parts76 GB/T 9451-1988 钢件薄表面总硬化层深度或有效硬化层深度的测定Determination of total or effective thickness of thin surface hardened layers of steel parts77 GB/T 9452-1988 热处理炉有效加热区测定方法Testing method for working zone of heat treating furnace78 GB/T 9460-1988 铜及铜合金焊丝Welding wire and rods of copper and copper alloys79 GB/T 10044-1988 铸铁焊条及焊丝Covered electrodes and welding rods for welding cast iron80 GB/T 10045-1988 碳钢药芯焊丝Carbon steel flux cored wires for arc welding81 GB/T 10046-1988 银基钎料Silver brazing filler metals82 GB/T 10858-1989 铝及铝合金焊丝Aluminium and aluminium alloy welding rods and wires83 GB/T 10859-1989 镍基钎料Nickel base brazing filler metals84 GB/T 11350-1989 铸件机械加工余量Machining allowances on castings85 GB/T 11351-1989 铸件重量公差Mass tolerances for castings86 GB/T 11352-1989 一般工程用铸造碳钢件Carbon steel castings for general engineering purposes87 GB/T 11354-1989 钢铁零件渗氮层深度测定和金相组织检验Steel-iron parts—Determination of nitrided case depth and metallographic examination of nitriding structure 88 GB/T 11363-1989 钎焊接头强度试验方法Methods of the strength tests for brazed and soldered joint89 GB/T 11364-1989 钎料铺展性及填缝性试验方法Test method of spreadability and clearance filling ability for filler metal90 GB/T 12214-1990 熔模铸造用硅砂、粉Silica sand and flour for investment casting行业标准规范英汉对照-工艺装备3301 GB/T 9215-1988 硬质合金锥形尖头旋转锉Conical pointed-nose hardmetal burrs302 GB/T 9216-1988 硬质合金倒锥形旋转锉Inverted cone hardmetal burrs303 GB/T 9217-1988 硬质合金旋转锉技术条件Hardmetal burrs technical specifications304 GB/T 9258-1988 涂附磨具用磨料微粉粒度及其组成Grain size and grain size distribution of microgrits for coated abrasives305 GB/T 9453-1988 锻模及其零件术语Terminology of forging dies and elements306 GB/T 10635-1989 螺钉旋具通用技术条件Screwdrivers—General technical requirements 307 GB/T 10636-1989 螺钉旋具试验方法Screwdrivers—Test methods308 GB/T 10686-1989 铜合金工具防爆性能试验方法Testing method of copper alloy tools for explosive atmospheres309 GB/T 10919-1989 矩形花键量规Gauges for straight-sided splines310 GB/T 10920-1989 普通螺纹量规型式和尺寸Types and dimensions of gauges for general purpose screw threads311 GB/T 10922-1989 非螺纹密封的管螺纹量规Gauges for pipe threads where pressure-tight joints are not made on the threads312 GB/T 10932-1989 螺纹千分尺Thread micrometers313 GB/T 10943-1989 1/4 圆锥量规Gaugers of 1/4 tapers314 GB/T 10944-1989 自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄Tool shanks with 7:24 taper for automatic tool changers—Shanks Nos. 40, 45 and 50315 GB/T 10945-1989 自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄用拉钉Tool shanks with 7:24 taper for automatic tool changers—Retention knobs for shanks Nos. 40, 45 and 50316 GB/T 10946-1989 硬质合金锥柄麻花钻Taper shank twist drills with carbide tips317 GB/T 10947-1989 硬质合金麻花钻通用技术条件General technical specifications for twist drill with carbide tips318 GB/T 10948-1989 硬质合金直柄T形槽铣刀Parallel shank T-slot cutters with carbide tips 319 GB/T 10949-1989 硬质合金锥柄T形槽铣刀Taper shank T-slot cutters with carbide tips320 GB/T 10952-1989 矩形花键滚刀Hobs for parallel side splines321 GB/T 10953-1989 机夹切断车刀Cutting-off tools for turning with clamp tips322 GB/T 10954-1989 机夹外螺纹车刀Turning tools for external threads with clamp tips323 GB/T 10955-1989 机夹内螺纹车刀Turning tools for internal threads with clamp tips324 GB/T 11270-1989 金刚石圆锯片Diamond circular saw blades325 GB/T 11853-1989 莫氏与公制圆锥量规Gauges of Morse tapers and metric tapers326 GB/T 11854-1989 7:24工具圆锥量规Gauges of 7:24 tapers327 GB/T 11855-1989 钻夹圆锥量规Gauges of drill chuck tapers328 GB/T 11880-1989 模锻锤和大型机械锻压机用模块技术条件Large die-blocks used for die-forging hammer and mechanical forging press--Specification329 GB/T 12204-1990 金属切削基本术语Glossary of general terms in metal cutting330 GB/T 12520-1990 高扭矩十字槽Offset cruciform recess for rotary fastening devices331 GB/T 12868-1991 机床夹具零件及部件T型槽用螺母The parts and units of jigs and fixtures--T-slot nut332 GB/T 12869-1991 机床夹具零件及部件双头螺拴The parts and units of jigs and fixtures—Double end stud333 GB/T 12870-1991 机床夹具零件及部件槽用螺栓The parts and units of jigs and fixtures—Slat bolt334 GB/T 12871-1991 机床夹具零件及部件快换垫圈The parts and unidts of jigs and fixtures—Smooth faceclamp plate335 GB/T 12872-1991 机床夹具零件及部件自调式压板The parts and units of jigs and fixtures—Self-regulating pressure plate336 GB/T 12873-1991 机床夹具零件及部件薄壁钻套The parts and units of jigs and fixtures—Thin wall drill bush337 GB/T 12874-1991 机床夹具零件及部件车床用定位轴The parts and units of jigs and fixtures—Positioning shaft for lathe338 GB/T 12875-1991 机床夹具零件及部件锥度芯轴The parts and units of jigs and fixtures—Taper memdred339 GB/T 12876-1991 机床夹具零件及部件可调定心内涨器The parts and units of jigs and fixtures—Variable centering inner expansion-gear340 GB/T 12877-1991 机床夹具零件及部件可调支座The parts and units of jigs and fixtures—Adjustable pedestal341 GB/T 12878-1991 机床夹具零件及部件内拨顶尖The parts and units of jigs and fixtures—Inside draftcentre342 GB/T 12879-1991 机床夹具零件及部件夹持式内拨顶尖The parts and units of jigs and fixtures—Holding inside draft centre343 GB/T 12880-1991 机床夹具零件及部件外拨顶尖The parts and units of jigs and fixtures—Outside draft centre344 GB/T 12881-1991 机床夹具零件及部件内锥孔顶尖The parts and units of jigs and fixtures—Inner taper hole centre345 GB/T 12882-1991 机床夹具零件及部件夹持式内锥孔顶尖The parts and units of jigs and fixtures—Holding inner taper hole centre346 GB/T 12883-1991 机床夹具零件及部件鸡心卡头The parts and units of jigs and fixtures—Peach-shapedpawl347 GB/T 12884-1991 机床夹具零件及部件卡环The parts and units of jigs and fixtures—Snap ring348 GB/T 12885-1991 机床夹具零件及部件夹板The parts and units of jigs and fixtures—Clamp plate349 GB/T 12886-1991 机床夹具零件及部件车床用快换卡头The parts and units of jigs and fixtures—Quick powl for lathe350 GB/T 12887-1991 机床夹具零件及部件磨床用快换卡头The parts and units of jigs and fixtures—Quick powl for grinder351 GB/T 12888-1991 机床夹具零件及部件活铁爪The parts and units of jigs and fixtures—Soft jaws352 GB/T 12889-1991 机床夹具零件及部件拨盘The parts and units of jigs and fixtures—Driving plate353 GB/T 12890-1991 机床夹具零件及部件花盘The parts and units of jigs and fixtures—Face plate354 GB/T 12891-1991 机床夹具零件及部件三爪卡盘用过渡盘The parts and units of jigs and fixtures—Transitionalplate for 3-jaw chuck355 GB/T 12892-1991 机床夹具零件及部件四爪卡盘用过渡盘The parts and units of jigs and fixtures—Transitionalplate for 4-jaw chuck356 GB/T 12893-1991 机床夹具零件及部件等边角铁The parts and units of jigs and fixtures—Equal angles357 GB/T 12894-1991 机床夹具零件及部件等腰角铁The parts and units of jigs and fixtures—Isosceles angles358 GB/T 12895-1991 机床夹具零件及部件不等边角铁The parts and units of jigs and fixtures—Unequal angles359 GB/T 12896-1991 机床夹具零件及部件档柱The parts and units of jigs and fixtures—Stopper360 GB/T 13473-1992 钢锤通用技术条件Steel hammers—General technical requirements 361 GB/T 14297-1993 可转位内孔车刀Boring bars for indexable inserts362 GB/T 14298-1993 可转位螺旋立铣刀Helical end milling cutters with indexable inserts 363 GB/T 14299-1993 可转位螺旋沟浅孔钻Spiral flute drill with indexable inserts364 GB/T 14300-1993 可转位直沟浅孔钻Straight flute drill with indexable inserts365 GB/T 14301-1993 整体硬质合金锯片铣刀Solid carbide slitting cutters366 GB/T 14319-1993 超精油石Superfinishing stone367 GB/T 14320-1993 陶瓷结合剂强力珩磨油石Vitrified force-honing stone368 GB/T 14321-1993 刚玉磨料中α-Al2O3相X射线定量测定方法Testing method for quantities of α-Al2O3 phase in alumina with an X-ray diffractometer369 GB/T 14322-1993 普通磨料精微粉(W3.5~W0.5)粒度组成测定方法Determination for grain size distribution of microgrits W3.5 to W0.5 of conventional abrasive370 GB/T 14328.1-1993 直柄粗加工立铣刀型式与尺寸Roughing end mill with parallel shank types and dimensions371 GB/T 14328.2-1993 削平型直柄粗加工立铣刀型式与尺寸Roughing end mill with flatted parallel shank types and dimensions372 GB/T 14328.3-1993 莫氏锥柄粗加工立铣刀型式与尺寸Roughing end mill with morse taper shank types and dimensions373 GB/T 14328.4-1993 粗加工立铣刀技术条件Roughing end mills technical specifications 374 GB/T 14329.1-1993 平刀体键槽拉刀型式与尺寸Flat body keyway broach types and dimensions375 GB/T 14329.2-1993 加宽平刀体键槽拉刀型式与尺寸Widened flat body keyway broach types and dimensions376 GB/T 14329.3-1993 带倒角齿键槽拉刀型式与尺寸Keyway broach with chamfer types and dimensions377 GB/T 14329.4-1993 键槽拉刀通用技术条件Technical specifications for keyway broaches 378 GB/T 14330-1993 硬质合金机夹三面刃铣刀Machanically clamped carbide side milling cutters379 GB/T 14332-1993 硬质合金喷吸钻Ejector drills with carbide tips380 GB/T 14333-1993 盘形剃齿刀Rotary gear shaving cutters381 GB/T 14348.1-1993 双圆弧齿轮滚刀型式和尺寸The basic types and dimensions of hobs for double--circular-arc gear382 GB/T 14348.2-1993 双圆弧齿轮滚刀技术条件The general technical specifications of hobs for double circular-arc gear383 GB/T 14661-1993 可转位A型刀夹Type A cartridges for indexable inserts384 GB/T 14662-1993 冲模技术条件Specification of the press tools385 GB/T 14764-1993 手用钢锯条Hand hacksaw blades386 GB/T 14765-1993 十字柄套筒扳手Four-way socket wrenches387 GB/T 14895-1994 金属切削刀具术语切齿刀具Terms in metal cutting tools--Gear cutters 388 GB/T 14899-1994 电子数显卡尺Calipers with electronic digital display389 GB/T 15305.1-1994 涂附磨具页状砂布砂纸尺寸和公差Coated abrasives--Abrasive sheets--Dimensions and tolerances390 GB/T 15305.2-1994 涂附磨具卷状砂布砂纸尺寸和公差Coated abrasives--Abrasive rolls--Dimensions and tolerances391 GB/T 15305.3-1994 涂附磨具砂带尺寸和公差Coated abrasives--Abrasive belts--Dimensions and tolerances392 GB/T 15305.4-1994 涂附磨具砂盘尺寸和公差Coated abrasives--Abrasive discs--Dimensions and tolerances393 GB/T 15306.1-1994 陶瓷可转位刀片无孔刀片尺寸(G级) Indexable inserts for cutting tools--Ceramic inserts with rounded corners--Dimensions of inserts without fixing hole(Class G) 394 GB/T 15306.2-1994 陶瓷可转位刀片带孔刀片尺寸Indexable inserts for cutting tools--Ceramic inserts with rounded corners--Dimensions of inserts with cylindrical fixing hole 395 GB/T 15306.3-1994 陶瓷可转位刀片无孔刀片尺寸(U级) Indexable inserts for cutting tools--Ceramic inserts with rounded corners--Dimensions of inserts without fixing hole(Class U) 396 GB/T 15306.4-1994 陶瓷可转位刀片技术条件Indexable inserts for cutting tools--Ceramic inserts with rounded corners--Specifications397 GB/T 15307-1994 可转位钻头用削平型直柄Drills with indexable inserts--Cylindrical shanks with a parallel flat398 GB/T 15729-1995 扭力扳手通用技术条件Torque wrench--General requirements399 GB/T 15730-1995 电讯夹扭钳和剪切钳通用技术条件Pliers and nippers for electronics--General technical requirements400 GB/T 15824-1995 热作模具钢热疲劳试验方法Thermal fatigue testing method for hot diesteel~401 GB/T 16452-1996 电讯夹扭钳和剪切钳术语Pliers and nippers for electronics--Nomenclature402 GB/T 16455-1996 条式和框式水平仪Bar form and square levels403 GB/T 16456.1-1996 硬质合金螺旋齿立铣刀第1部分:直柄立铣刀型式和尺寸End mills with brazed helical hardmetal tips--Part 1: Dimensions of end mills with parallel shank404 GB/T 16456.2-1996 硬质合金螺旋齿立铣刀第2部分: 7: 24锥柄立铣刀型式和尺寸End mills with brazed helical hardmetal tips--Part 2: Dimensions of end mills with 7:24 taper shank405 GB/T 16456.3-1996 硬质合金螺旋齿立铣刀第3部分: 莫氏锥柄立铣刀型式和尺寸End mills with brazed helical hardmetal tips--Part 3: Dimensions of end mills with morse taper shank406 GB/T 16456.4-1996 硬质合金螺旋齿立铣刀第4部分: 技术条件End mills with brazed helical hardmetal tips--Part 4: Technical specifications407 GB/T 16457-1996 超硬磨料制品切割石材和建筑物用锯片钢基体尺寸Abrasive products--Segmented saws for machining of stone and masonry cutting--Dimensions of steel blades408 GB/T 16458.1-1996 磨料磨具术语第1部分: 磨料术语Terminologry for abrasives and abrasive products--Part 1: Terminology for abrasives409 GB/T 16458.2-1996 磨料磨具术语第2部分: 磨具术语Terminologry for abrasives and abrasive products--Part 2: Terminology for abrasives products410 GB/T 16459-1996 面铣刀寿命试验Tool life testing in face milling411 GB/T 16460-1996 立铣刀寿命试验Tool life testing in end milling412 GB/T 16461-1996 单刃车削刀具寿命试验Tool-life testing with single-point turning tools 413 GB/T 16770.1-1997 整体硬质合金直柄立铣刀第1部分: 型式与尺寸Solid hardmetal end mills with parallel shank Part 1: Dimensions414 GB/T 16770.2-1997 整体硬质合金直柄立铣刀第2部分:技术规范Solid hardmetal end mills with parallel shank Part 2: Technical specifications415 GB/T 6139-1997 阶梯麻花钻技术条件Subland twist drills--Technical specifications416 GB/T 6138.1-1997 攻丝前钻孔用阶梯麻花钻第1部分: 直柄阶梯麻花钻的型式和尺寸Subland twist drills for holes prior to tapping screw threads Part 1: The types and dimensions for subland twist drills with parallel shanks417 GB/T 6138.2-1997 攻丝前钻孔用阶梯麻花钻第2部分: 莫氏锥柄阶梯麻花钻的型式和尺寸Subland twist drills for holes prior to tapping screw threads Part 2: The types and dimensions for subland twist drills with Morse shanks418 GB/T 1112.1-1997 键槽铣刀第1部分: 直柄键槽铣刀型式和尺寸Slot drills Part 1: Milling cutters with parallel shanks-Dimensions419 GB/T 1112.2-1997 键槽铣刀第2部分: 莫氏锥柄键槽铣刀型式和尺寸Slot drills--Part 2: Milling cutters with Morse taper shanks-Dimensions420 GB/T 1112.3-1997 键槽铣刀第3部分: 技术条件Slot drills--Part 3: Technical specifications421 GB/T 1127-1997 半圆键槽铣刀Cutters for woodruff keyseats422 GB/T 17111-1997 切削刀具--高速钢分组代号Cutting tools--Designation of high-speed steel groups423 GB/T 17112-1997 定心钻Spot drills424 GB/T 17163-1997 几何量测量器具术语基本术语Glossary of terms used in dimensional measuring instruments--General terms425 GB/T 17164-1997 几何量测量器具术语产品术语Glossary of terms used in dimensional measuring instruments--Product terms426 GB/T 6320-1997 杠杆齿轮比较仪Mechanical dial comparators427 GB/T 4127-1997 普通磨具形状和尺寸Shapes and dimensions for bonded abrasive products428 GB/T 2485-1997 普通磨具砂轮技术条件Bonded abrasive products Grinding wheel Technical specifications429 GB/T 2486-1997 普通磨具磨头技术条件Bonded abrasive products Mounted wheel Technical specifications430 GB/T 2075-1998 切削加工用硬切削材料的用途切屑形式大组和用途小组的分类代号Application of hard cutting materials for machining by chip removal--Designation of the main groups of chip removal and groups of application431 GB/T 4440-1998 活扳手Adjustable wrenches432 GB/T 4625-1998 螺钉和螺母的装配工具术语Assembly tools for screws and nuts-nomenclature433 GB/T 5356-1998 内六角扳手Hexagon socket screw keys434 GB/T 5357-1998 内六角花形扳手Hexagon spline wrenches435 GB/T 5358-1998 内六角花形螺钉旋具Hexagon spline screwdrivers436 GB/T 1114.1-1998 套式立铣刀第1部分: 型式与尺寸Shell end mills--Part 1: Dimensions437 GB/T 1114.2-1998 套式立铣刀第2部分: 技术条件Shell end mills--Part 2: Tachnical specifications438 GB/T 6080.1-1998 机用锯条第1部分: 型式与尺寸Machine hacksaw blades Part 1: Dimensions439 GB/T 6080.2-1998 机用锯条第2部分: 技术条件Machine hacksaw blades Part 2: Technical specifications440 GB/T 6078.1-1998 中心钻第1部分: 不带护锥的中心钻-A型型式和尺寸Centre drills Part 1: Centre drills for centre holes without protecting chamfers-Type A Dimensions441 GB/T 6078.2-1998 中心钻第2部分: 带护锥的中心钻-B型型式和尺寸Centre drills Part 2: Centre drills for centre holes with protecting chamfers--Type B Dimensions442 GB/T 6078.3-1998 中心钻第3部分: 弧形中心钻-R型型式和尺寸Centre drills Part 3: Centre drills for centre holes with radius form--Type R Dimensions443 GB/T 6078.4-1998 中心钻第4部分: 技术条件Center drills Part 4: Technical specifications444 GB/T 8123-1998 杠杆指示表Dial test indicators445 GB/T 17588-1998 砂轮磨削基本术语Basic terminology for grinding processes using grinding wheels446 GB/T 2481.1-1998 固结磨具用磨料粒度组成的检测和标记第1部分: 粗磨粒F4~F220 Bonded abrasives--Determination and designation of grain size distribution--Part 1: Macrogrits F4to F220447 GB/T 2481.2-1998 固结磨具用磨料粒度组成的检测和标记第2部分: 微粉F230~F1200 Bonded abrasives--Determination and designation of grain size distribution--Part 2: Microgrits F230 to F1200行业标准规范英汉对照-机械(2)91 GB/T 9444-1988 铸钢件磁粉探伤及质量评级方法The methods for magnetic particle testing and for specifying quality levels of steel castings92 GB/T 9445-1988 无损检测人员技术资格鉴定通则Rules for qualification and certification of NDT personnel93 GB/T 10084-1988 振动、冲击数据分析和表示方法Vibration and shock--methods for analysis and presentation of data94 GB/T 10201-1988 热处理合理用电导则Guides for the rationality of electricity usage in heat treatment95 GB/T 10609.1-1989 技术制图标题栏Technical drawings—Title blocks96 GB/T 10609.2-1989 技术制图明细栏Technical drawings—Item lists97 GB/T 10609.3-1989 技术制图复制图的折叠方法Technical drawings—Folding on documents98 GB/T 10609.4-1989 技术制图对缩微复制原件的要求Technical drawings—Requirements for microcopying99 GB/T 10820-1989 燃煤生活锅炉热效率Boilers using coal for daily life-thermal efficiency 100 GB/T 10853-1989 机器理论与机构学术语Terminology for the theory of machines and mechanisms101 GB/T 11056-1989 锻造生产能源消耗标准Energy consumption standard in forging production102 GB/T 11057-1989 离心式、混流式、轴流式水泵运行管理Operational management of centrifugal, mixed flow and axial pumps103 GB/T 11334-1989 圆锥公差Cone tolerance104 GB/T 11335-1989 未注公差角度的极限偏差Limit deviations of angle without tolerance indication105 GB/T 11336-1989 直线度误差检测Measurement of departures from straightness106 GB/T 11337-1989 平面度误差检测Measurement of departures from flatness107 GB/T 11347-1989 大型旋转机械振动烈度现场测量与评定Mechanical vibration of large rotating machines with speed range from 10 to 200 r/s—Measurement and evaluation of vibration severity in situ108 GB/T 11349.1-1989 机械导纳的试验确定基本定义与传感器Experimental determination of mechanical mobility—Basic definitions and transducers109 GB/T 11349.2-1989 机械导纳的试验确定用激振器作单点激励测量Experimental determination of mechanical mobility—Measurments using single-point translation excitation with and attached vibration exciter110 GB/T 11349.3-1992 机械导纳的试验确定冲击激励法Experimental determination of mechanical mobility--Measurements using impact excitation111 GB/T 11852-1989 圆锥量规公差与技术条件Tolerances and specification of taper gauges112 GB/T 12212-1990 技术制图焊缝符号的尺寸、比例及简化表示法Technical drawings—Dimensions, proportions and simplified representation for welding symbols113 GB/T 12213-1990 技术制图玻璃器具表示法Technical drawings for glassware114 GB/T 12359-1990 梯形螺纹极限尺寸Limits of sizes for metric trapezoidal screw threads 115 GB/T 12360-1990 圆锥配合Cone fit116 GB/T 12471-1990 木制件公差与配合Limits and fits for products of wood and wooden materials117 GB/T 12472-1990 木制件表面粗糙度参数及其数值Surface roughness—Parameters and their values for wooden pieces118 GB/T 12604.7-1995 无损检测术语泄漏检测Terminology for nondestructive testing--Leak testing119 GB/T 12604.8-1995 无损检测术语中子检测Terminology for nondestructive testing--Neutron testing120 GB/T 12604.9-1996 无损检测术语红外检测Terminology for nondestructive testing--Infrared testing121 GB/T 12716-1991 60°圆锥管螺纹Taper pipe threads with 60 degree122 GB/T 13125-1991 机械工业产品湿热带防护包装方法通则General rule for damp heat protective packaging methods of machinery products123 GB/T 13126-1991 机械工业产品湿热带防护包装通用技术条件General specification for damp heat protective packaging of machinery products124 GB/T 13319-1991 形状和位置公差位置度公差Geometrical tolerance—Positional tolerancing125 GB/T 13321-1991 钢铁硬度锉刀检验方法The method of hardness testing on iron and steel with file126 GB/T 13325-1991 机器和设备辐射的噪声操作者位置噪声测量的基本准则(工程级) Noise emitted by machinery and equipment--Guidelines for the preparation of test codes of engineering grade requiring noise measurements at the operator's or bystander's position127 GB/T 13361-1992 技术制图通用术语Technical drawings—General terms128 GB/T 13362.1-1992 机械制图用计算机信息交换常用长仿宋字体、代(符)号基本集Common long fangsongti letterings and symbols in mechanical drawings and computer for information interchange—Basic set129 GB/T 13362.2-1992 机械制图用计算机信息交换常用长仿宋字体、代(符)号16×16点阵字模集Common long fangsongti letterings and symbols in mechanical drawings and computer for information interchange—16×16 Dot matrix font set130 GB/T 13362.3-1992 机械制图用计算机信息交换常用长仿宋字体、代(符)号16×16点阵字模数据集Common long fangsongti letterings and symbols in mechanical drawings and computer for information interchange—16×16 Dot matrix font data set131 GB/T 13362.4-1992 机械制图用计算机信息交换常用长仿宋矢量字体、代(符)号Vector common long fangsongti letterings and symbols in mechanical drawings and computer for information interchange132 GB/T 13362.5-1992 机械制图用计算机信息交换常用长仿宋矢量字体、代(符)号数据集Vector common long fangsongti letterings and symbols in mechanical drawings and computer for information interchange—Data set133 GB/T 13362.6-1993 机械制图用计算机信息交换常用长仿宋字体、代(符)号24×24点阵字模集Common long fangsongti letterings and symbols in mechanical drawings and computer for information interchange--24×24 Dot matrix font set134 GB/T 13362.7-1993 机械制图用计算机信息交换常用长仿宋字体、代(符)号24×24点阵字模数据集Common long fangsongti letterings and symbols in mechanical drawings and computer for information interchange--24×24 Dot matrix font data set135 GB/T 13576.1-1992 锯齿形(3°、30°)螺纹牙型Butterss threads with 3 and 30 degrees flank angle—Profiles136 GB/T 13576.2-1992 锯齿形(3°、30°)螺纹直径与螺距系列Buttress threads with 3 and 30 degrees flank angle—General plan137 GB/T 13576.3-1992 锯齿形(3°、30°)螺纹基本尺寸Buttress threads with 3 and 30 degrees flank angle—Basic dimensions138 GB/T 13576.4-1992 锯齿形(3°、30°)螺纹公差Buttress threads with 3 and 30 degrees flank angle—Tolerances139 GB/T 13823.10-1995 振动与冲击传感器的校准方法冲击二次校准Methods for the calibration of vibration and shock pick-ups--Secondary shock calibration140 GB/T 13921-1992 关于固定结构特别是建筑物和海上结构的居住者对低频(0.063~1Hz)水平运动响应的评价导则Guidelines for the evaluation of the response of occupants of fixed structures, especially buildings and off-shor structures, to low-frequency horizontal motion (0.063~1Hz)141 GB/T 14091-1993 机械产品环境参数分类及其严酷程度分级Classification of environmental parameters and their severities for machinery products142 GB/T 14092.1-1993 机械产品环境条件湿热Environmental condition for machinery products Warm-damp143 GB/T 14093.1-1993 机械产品环境技术要求湿热环境用Environmental technical requirements of machinery products for the warm-damp environments144 GB/T 14124-1993 机械振动与冲击对建筑物振动影响的测量和评价基本方法及使用导则Mechanical vibration and shock--Measurement and evaluation of vibration effects on buildings--Guidelines for the use of basic standard methods145 GB/T 14125-1993 振动与冲击对室内振敏设备影响的测量与数据呈报方法Vibration and shock sensitive equipment--Methods of measurement and reporting data of vibration and shock effects in buildings146 GB/T 14412-1993 机械振动与冲击加速度计的机械安装Mechanical vibration and shock--Mechanical mounting of accelerometers147 GB/T 14495-1993 木制件表面粗糙度比较样块Roughness comparison specimens for wooden pieces148 GB/T 14689-1993 技术制图图纸幅面和格式Technical drawings--Size and layout of drawing sheets149 GB/T 14690-1993 技术制图比例Technical drawings--Scales150 GB/T 14691-1993 技术制图字体Technical drawings—Lettering。
珩磨加工参数设定参考资料一、珩磨机相关技术规格:1.2MK228A/12.2MK225/13.加工参数1) P1:对刀点。
单位:mm2)P2:工进量。
单位:㎜。
顶杆的移动量。
最小设定值0.001㎜。
3)P3:工进速度。
单位:㎜/min(毫米/每分钟)。
此值可在0~2㎜/ min之间连续设定。
4)P4:刀具磨损补偿量。
单位:㎜。
根据刀具的磨损值设定此参数,并于P6和P7配合使用。
5)P6:补偿次数。
单位:次。
根据加工多少件补偿一次设定此值。
设定为0,表示不补偿;设定为1.则每加工一件补偿一次;设定为2,表示第一件不补偿,第二件补偿;以此类推。
6)P7:有无补偿。
若设定为0,表示没有补偿;若设定其他值,则表示有补偿。
7)精珩时间:单位:S(秒)。
精珩时间最长可设定为99秒。
二、珩磨前的准备工作:1.工装调整:1)选择适用的珩磨杆、瓦,将其装在主轴上面。
2)将定位盘装在工装上面。
3)根据产品的顶深调整珩磨深度。
2.产品分类要求:(采用分组珩磨的方法)1)磨后成品尺寸要求¢D 0/+0.03的内孔分组要求:珩磨前把镀后内孔尺寸进行分组,0.01㎜为一组,即¢D-0.01~0、0~+0.01、+0.01~+0.02三组,尺寸在-0.01~-0.02㎜的检出,单独设定珩磨参数加工。
尺寸大于+0.02㎜的退电镀返镀。
2)磨后成品尺寸要求¢D 0/+0.025的内孔分组要求:珩磨前把镀后内孔进行分组,即¢D-0.01~0、0~+0.015两组,尺寸在-0.01~-0.02㎜的检出,单独设定珩磨参数加工。
尺寸大于+0.015㎜的退电镀返镀。
3)将内孔返镀产品与内孔第一次电镀产品区分,上述分组要求是针对内孔第一次电镀的产品。
为避免内孔珩磨不光,返镀(内孔粗糙)的产品直径尺寸应控制在¢D -0.03/0,这类产品检出后单独设定珩磨参数加工。
三、加工参数的设定:(以缸径¢40为例)1.对刀点的设定:(分组对刀)1)珩磨杆、瓦装好后,将工作台落下,将缸体内孔套在珩磨瓦上,点动膨胀键。
绗磨管国标公差引言绗磨管是一种常用于工业领域的管道材料,具有耐高温、耐压的特性。
为了确保绗磨管的质量和使用效果,需要制定国家标准来规定其公差。
本文将详细介绍绗磨管国标公差的内容,包括定义、分类、要求等方面。
一、绗磨管国标公差的定义绗磨管国标公差是指对绗磨管尺寸、形状、表面粗糙度等方面所允许的偏差范围。
它是制定绗磨管生产和检验标准的基础,旨在确保绗磨管的质量符合预期要求。
二、绗磨管国标公差的分类根据绗磨管的用途和制造工艺的不同,绗磨管国标公差可分为以下几类:1.尺寸公差:用于规定绗磨管的外径、壁厚、长度等尺寸偏差范围。
2.形状公差:用于规定绗磨管的圆度、直线度、弯曲度等形状偏差范围。
3.表面粗糙度公差:用于规定绗磨管表面的粗糙度,包括光洁度、表面缺陷等方面。
三、绗磨管国标公差的要求绗磨管国标公差的制定需要考虑以下要求:1.准确性:公差的制定应基于准确的测量数据和科学的分析方法,确保公差能够准确反映绗磨管尺寸和形状的偏差情况。
2.可操作性:公差的数值应便于生产和检验操作,避免过于复杂的计算和测试过程。
3.合理性:公差的数值应能够满足绗磨管的实际使用要求,既不能过于严格导致生产难度大,也不能过于宽松导致使用效果差。
4.统一性:公差的制定应统一于国家标准,确保生产和质量控制具备可比性。
四、绗磨管国标公差的应用绗磨管国标公差的应用主要体现在以下方面:1.制造工艺控制:生产绗磨管时,需要根据公差要求控制各个环节的工艺参数,以保证绗磨管的尺寸和形状符合要求。
2.检验和质量控制:可根据公差要求设计相应的检验方法和工艺流程,进行绗磨管的抽样检验和全检,确保产品质量可控。
3.使用效果评估:通过与公差要求比对,评估绗磨管的使用效果,判断其是否符合预期要求。
4.标准制定和修订:根据实际使用情况和技术发展,定期修订国家标准,不断优化公差要求,提高绗磨管的质量和使用效果。
结论绗磨管国标公差是绗磨管生产和检验的重要标准,它规定了绗磨管的尺寸、形状、表面粗糙度等方面的偏差范围。
准确认识无缝钢管的整体标准范围无缝钢管也用于高精度的一些工具中,但是无缝钢管也是需要深度加工和处理的材料,在制造和使用的过程中,难免会有出现误差的时候,这样的情既然无法避免,那么在应对这些情况的时候也会有一定的误差范围,也是需要非常注意这个范围的大小,以免造成不必要的损失哦!无缝钢管尺寸、外形、重量及允许偏差根据中华人民共和国国家标准GB-17395-19881 外径允许偏差表1 标准化外径允许偏差偏差等级标准化外径允许偏差D1 ±1.5%,最小±0.75 mmD2 ±1.0%。
最小±0.50 mmD3 ±0.75%.最小±0.30 mmD4 ±0.50%。
最小±0.10 mm表5 非标准化外径允许偏差偏差等级非标准化外径允许偏差,%+1.25ND1-1.50ND2 ±1.25+1.25ND3-1.OND4 ±0.82.特殊用途的钢管和冷轧(拔)钢管外径允许偏差可采用绝对偏差。
2.1壁厚允许偏差壁厚允许偏差分为标准化和非标准化两种.应优先选择标准化壁厚允许偏差(见表6)。
表6 壁厚允许偏差偏差等级壁厚允许偏差S/D0.1< S/DO.05<S/D≤0.10.025<S/D≤0.05S/D≤0.025S1 ±15%,最小±0.6 mmS2 A ±12.5%,最小±0.4 mm B+正偏差取决于重量要求-12.5S3 A ±10%,最小±0.2mmB±10% ±12.5% ±15%最小±0.4mmC+正偏差取决于重量要求-10%S4A ±7.5%, 最小±0.15 mmB 士7.5% 士10% ±12.5% ±15%最小士0.2 mmS5 ±5%,最小士0.10 mm 注: S是钢管公称壁厚,D是钢管公称外径。