
凸焊螺拴焊接强度的检验
一.概述
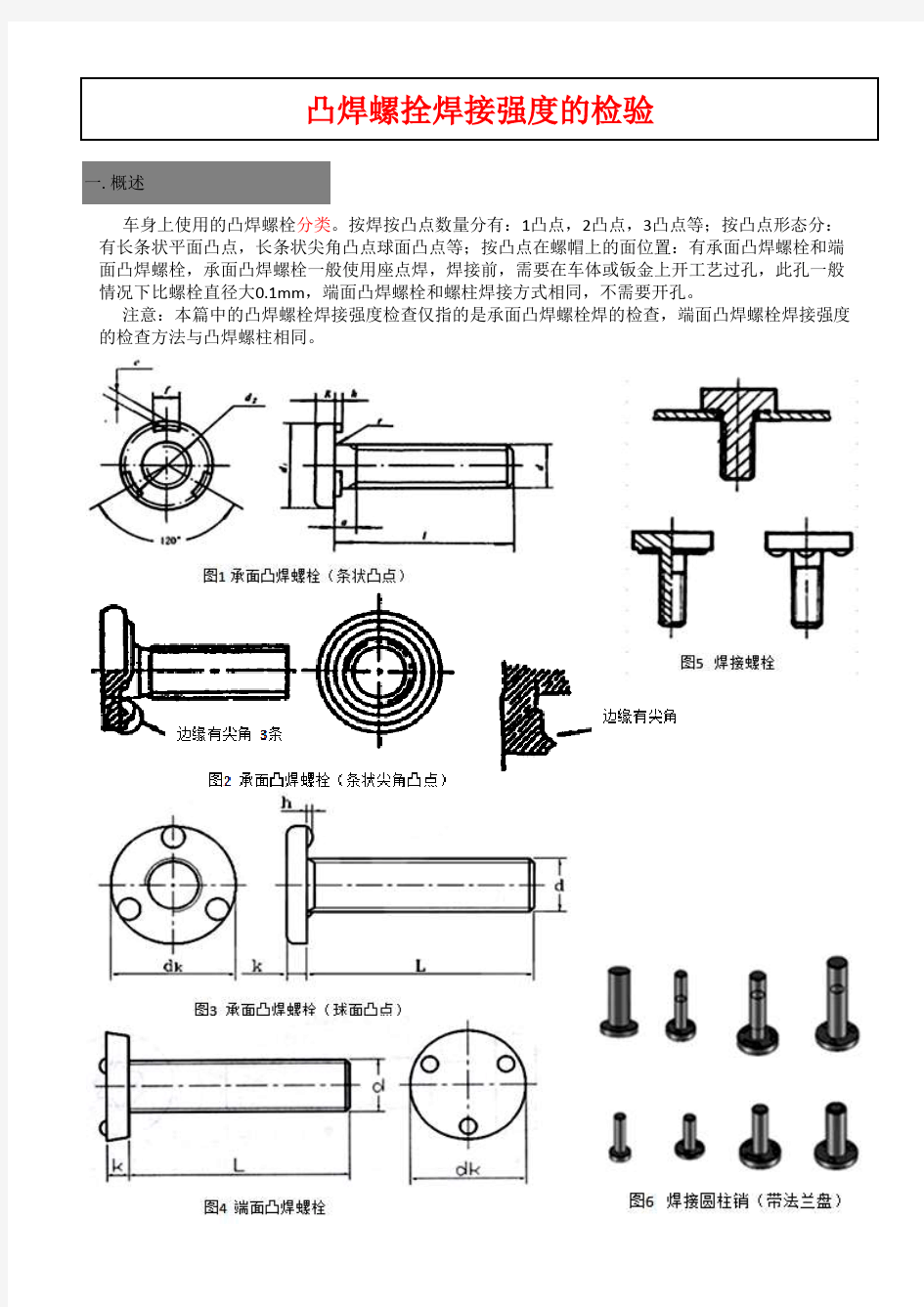
车身上使用的凸焊螺栓分类。按焊按凸点数量分有:1凸点,2凸点,3凸点等;按凸点形态分:有长条状平面凸点,长条状尖角凸点球面凸点等;按凸点在螺帽上的面位置:有承面凸焊螺栓和端面凸焊螺栓,承面凸焊螺栓一般使用座点焊,焊接前,需要在车体或钣金上开工艺过孔,此孔一般情况下比螺栓直径大0.1mm,端面凸焊螺栓和螺柱焊接方式相同,不需要开孔。
注意:本篇中的凸焊螺栓焊接强度检查仅指的是承面凸焊螺栓焊的检查,端面凸焊螺栓焊接强度的检查方法与凸焊螺柱相同。
常见的螺栓类型的图片如下:
序号
项目内容二.凸焊螺栓焊接强度的检查
检验要求
1检查时机
23使用工具
当焊接后的螺栓出现下述情况时,焊接强度不够的可能性较大,建议进行敲检:①螺栓的凸点没有熔融,螺栓承面与钣金的焊接面之间的间隙太大;②钣金靠螺栓螺柱一侧的焊接面颜色发白,熔深不够。
①焊接之前的试片全破坏检查(由于试片需要冲孔,我司目前并未实行,根据需要进行);②人、机、料、法、环任一因素发生变更时;③焊点外观质量极差,怀疑焊接强度不够时。
螺栓焊接强度检查的使用工具有:榔头(或锤子),錾子(或凿子,自制扁铲等铲凿类工具),对应规格的螺母,扭力扳手,对应规格的套筒,必要时还应备记号笔,相机(或像素大于300万的手机)。
4螺栓的半破坏
敲检
操作方法一:锤击法
A.敲击方法:如右图1所示:螺栓
向上,锤子(或榔头)自上而下垂直敲
击螺栓,直至板件有一定程度(或较明
显)的变形(下凹)即可。
B.判定方法:若凸点处的焊点没有
断裂(或裂纹)和脱落则该凸点即为合
格,反之不合格;在三凸点的螺拴中,
只要有二个或二个以上的凸点合格,则
螺拴焊接强度合格,达不到此要求,则
不合格。若螺拴不为四个凸点,判定方
法详见《焊接质量检验通用标准》。
操作方法二:剔试法
如右图2所示,用錾子(或凿子)
凿入焊接凸点部位,锤子(或榔头)按
图示方向敲击錾子,直至母材有一定程
度的(较明显的)破坏或损伤为止。
判定方法与锤击法相同。
此种发方法操对钣金变形相对较小,
但敲击力度不易把握,对操作者经验要
求较高,对于较薄的板材容易敲出穿孔,
所以,一般使用此法的人相对较少。
注意事项:①敲检后的螺拴若脱落,将板件校平后补焊一颗对应规格的螺拴,若未脱落,在板件校平后,需要对螺帽对角增补至少两点(或两条)
CO2保护焊。②敲检时应注意安全,在安全区域进行。
螺栓的全破坏
敲检
5
螺栓的扭力试
验(扭矩试
验)
6
操作方法:如图1所示,将2颗对应规格的六方或四方螺母车入相应的螺栓,套上对应规格的套筒和扭力扳手,然后如图3所示,顺时针转动扭力扳手至图4所规定的最小力矩。
判定方法:达到规定最小力矩后,若螺栓凸点处无裂纹,松动或脱落,则该凸点合格,若有,则不合格;一个螺栓的三个凸点中应至少有两个或两个以上的凸点合格,则该螺栓的焊接强度合格`
①螺拴的全破坏敲检方法与半破坏的基本相同,最大的区别就是敲检的程度和判断的时机不同,全破坏敲检必须敲至螺拴与钣金完全分离(即必须敲至螺拴脱落)之后才进行判定,另外二者判定方法也有差异。
②螺拴的全破坏敲检建议采用锤击法至螺拴脱落为止。其判定方法如下:
A.若敲检后凸点处的钣金出现断裂孔洞或板材(通常为1.8mm及以上的材料)被带出较大的凹坑,则该凸点强度合格。
B.若敲检后凸点沿钣金面平整分离或钣金焊接面只有极小的凹坑(即螺母凸点处只有极少量的钣金熔融后的粘连材料)则该凸点不合格。
C.对于三凸点的螺母来说,应至少有两个凸点合格,该螺拴强度才合格,否则不合格。对于非三凸点的凸焊螺拴焊接强度的判定方法,详见《焊接质量检验通用标准》
注意:图2中使用的在螺
帽处套筒扭转试验的方
法,一般适用于凸焊螺
栓螺帽可套的情况下。