火花机就是电火花加工机床,又称EDM,铜公又称为电极,在加工一些大的型腔(预先CNC加工,留0.1左右余量,根据实际情况)和一些倾角之类的其他机床难以加工的部位。加工原理简单的说就是利用铜公和工件之间产生的电火花来腐蚀的,加工原理和线切割差不多,在加工中铜公和工件是不接触的。类似于复制。就是把铜公的形状复制到型腔上面,中间要有放电间隙,通过电流控制来调整加工面的粗糙度。
其实模具行业随发展作业分工也越来越细,拆电极属大公司作业分工的重要一环,电极拆得好坏直接影响模具加工速度和质量, 古语云:与君一席话,胜读十年书!!! 在此建议各同袍多多和模房师父和EDM(火花机)师父沟通,交流总结经验,其实拆电极不要想像的那么复杂,说白了就是化繁为简!无非就是复制曲面加适当延伸再合并,在Proe里面广东做模俚语俗称"印饼仔"的Cut out功能也很好用,当然你有做模经验的话拆起电极来就更轻松了,本人就是由做模底层学徒开始做起混到现在滴
我们在拆电极前首先要考虑电极的方向性问题,所以事前必做的步骤是选一大平面为Z轴的基准面,写上DATUM英文,另倒一斜角作X Y轴的方向角,
--------------------------------------------------------------------------------
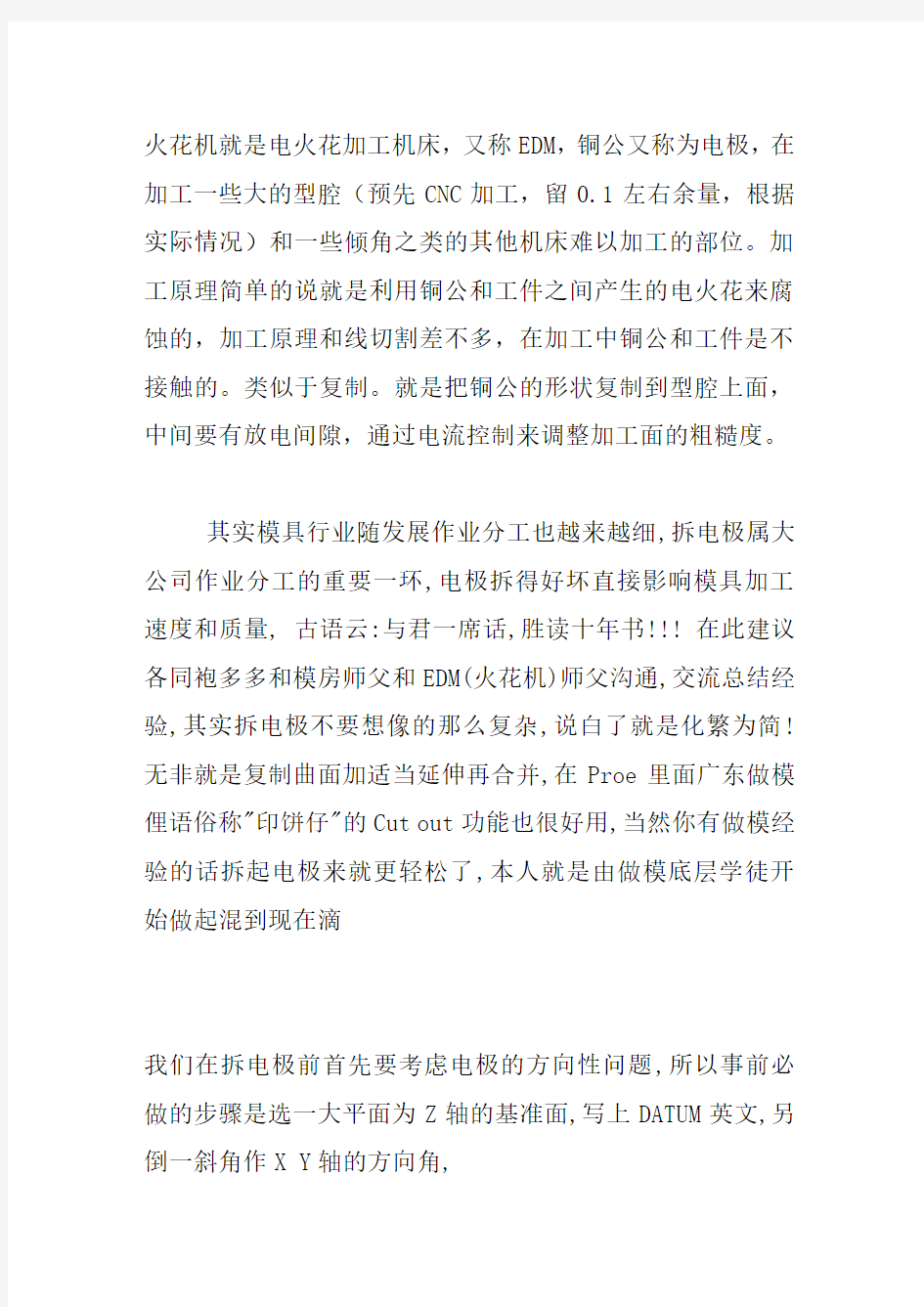
我们在拆电极前首先要解公司用料情况,尽量做到物尽其材,进口铜较四正一般以标准尺寸单边减1mm至1.5mm已足够,国产锻打铜做得较不标准建议单边减2mm较妥, 还有最重要的较表位,如公司条件较好的话XY轴较表位预设单边8mm左右,最少不能低于5mm,方便较表通过,如下图所示:
--------------------------------------------------------------------------------
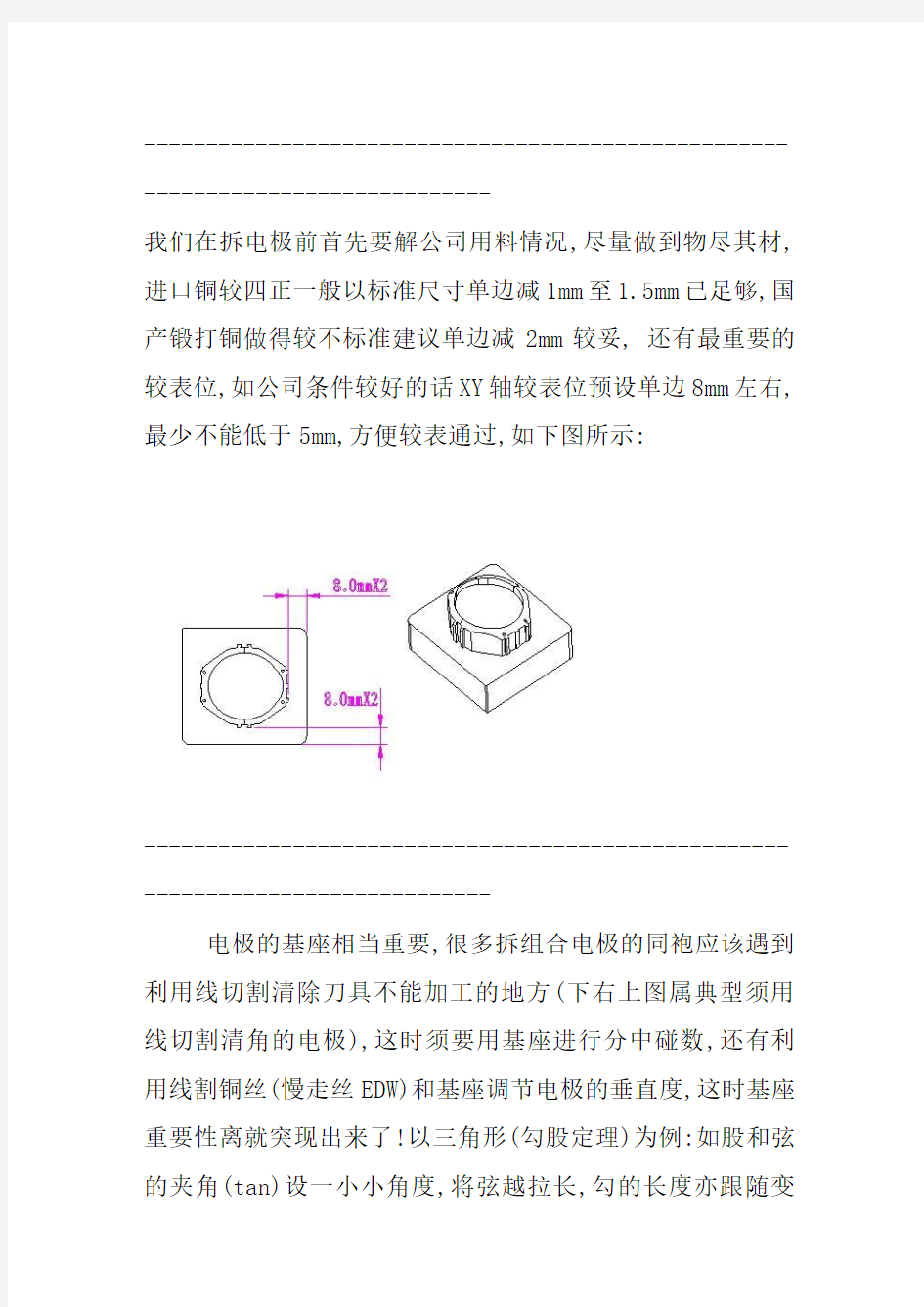
电极的基座相当重要,很多拆组合电极的同袍应该遇到利用线切割清除刀具不能加工的地方(下右上图属典型须用线切割清角的电极),这时须要用基座进行分中碰数,还有利用线割铜丝(慢走丝EDW)和基座调节电极的垂直度,这时基座重要性离就突现出来了!以三角形(勾股定理)为例:如股和弦的夹角(tan)设一小小角度,将弦越拉长,勾的长度亦跟随变
化大家可以随便摆个工件在机床做个试验,用较表移动2mm可看到表针移动很少,移到50mm时表针变化很大,证明角度和长度关系重要吧,从这一实验可以证明电极的基座多么重要!基座越厚调节电极的垂直度越准,建议设置15mm以上,当然有些山寨厂要省铜料的话我无话可说,如下图所示:
--------------------------------------------------------------------------------
EDM冲水位高度的预设也要注意,在工件最高处加5mm 以上较妥,这样方便火花机加工时冲走残渣,大家不要小看这环,EDM放电加工时会产生残渣,如果不能及时冲走碳粉的话会,EDM的二次放电会损伤电极,更致命的是积碳造成工件损坏!!!特别是加工深骨位(加强筋之类),由于积碳造成大肚倒
扣,注塑时会出现粘模现象,本人就有切肤之痛(由于偶做模由底层学徒做起),当然前模影响就更不用说了,相信做过模具的同袍应有深刻的体会!!!所以冲水位也不能勿视,如下图所示:
--------------------------------------------------------------------------------
拆电极X.Y.Z三轴偏移尺寸有两种方法,一种方法是以电极边沿最大点均匀放大,结果是出现小数点,第二种方法三轴预设整数不考虑电极边沿均匀放大问题,好处是EDM加工时不会因有小数点移错尺寸,减少出错机会所以推荐第二种方法,如下图所示:
--------------------------------------------------------------------------------
这是电极Z轴预设示意图:
--------------------------------------------------------------------------------
电极方向性很重要,方向性示意方法:四角中其它三处倒圆角对应基准角(DATUM)倒斜角,
--------------------------------------------------------------------------------
拆电极要非常注意拨模斜度问题,注塑时出现粘模现象,往往就是不注意拨模斜度的后果,现在的3D设计工程师画的产
品90%都不注意拨模斜度问题,每次分模前要我们都要花费大量时间修改拨模斜度,有时修改拨模斜度时间比分模还长,这也是现代工程师不太了解做模工序,又不善于和不同作业分工的师父沟通吸取经验不肯屈驾就尊哦,我所接触的欧、美、日本3D产品较注意这问题,特别是日本模具只要骨位(加强筋之类)高度超过0.5mm都要求做拨模斜度,可见拨模斜度是多么重要,注塑时出现粘模现象跟拨模斜度有着直接关系(当然还和真空排气也有关联),大家千万要注意!!!!!!!!
修改骨位(加强筋)拨模斜度的厚度设计跟产品的缩水现象有很大关系:
关于骨位(加强筋)计算方法,以塑胶原料ABS为例: 加强筋为产品厚度的2/3或不超过70%,以产品2.5mm厚方为例:加强筋的拔模斜度最厚地方不得大于1.7mm否则会出现缩水现象!
关于拨模角度的计算方法: (勾股定理和反函数)
以产品2.5mm厚方为例:加强筋的拔模斜度最厚地方不得大于1.7mm,顶端最薄处改成1.3mm,相减得出0.4mm再除二等于0.2mm就是勾长,加强筋股的高度为15mm,求夹角正切(Tan), 0.2mm除以15mm的得数再反函数Tan,就可求出拨模
角度了
其实我们做任何产品设计首要条件是要考虑修改可行性,任何时要做到有所保留有得救,记住做模诀窍:"加胶容易减胶难"!!!希重大家在设计时要特别注意这问题!!! 改拨模斜度也一样哦,如下图所示:
----------------------------------------------------------------------------
拆电极要非常注意延伸问题,不延伸EDM加工后的模具,注塑出来的产品外观及夹口都有一定影响,现在很多产品直接用火花纹做外观滴! 本人遇到很多来我厂见工拆电极时都不注意这种问题,这可不是合格模具工作者所为哦
--------------------------------------------------------------------------------
大家都知道EDM加工要预留火花位,以精加工单边0.07mm火花位为例,驳口处两个电极须延伸交差才能达到完美效果(当然有些模具由于产品剧情须要,有些地方不能延伸,精加工电极局部地方不放火花位就OK了),大家记住这个口诀:"拆电极时能延伸的地方尽量延伸!!!",就好像我们分模时做型面要延伸一样,千方要注意,现在好多打着清华、北大,铁道出版的所谓模具设计书,分模教程看了叫人冷汉直冒,几乎就将产品边沿不做延伸直接延长出来就算OK了,这是做模的大忌哦,不知那些是不是真的专家教授学者,很多东西有姿势没实际,有的简直是在误导人家!!!建议那些专家教授学者多到基层取经!
所以再次强调:拆电极时能延伸的地方尽量延伸
-------------------------------------------------------------------------------
拆电极时为减少EDM拆卸次数和数量,厂方铜料允许情况下尽量组合在一起(当然要考虑刀具能否加工问题,大家要举一反三灵活运用哦)
下图是典型高低跌差很大的产品!如下图所示
:
--------------------------------------------------------------------------------
由于高低跌差很大,CNC加工时极容易变形,拆电极要特别注意加强防护问题,所以做加强筋可起到防止变形的作用于!!!
遇到类似问题大家要举一反三灵活运用哦,如下图所示:
--------------------------------------------------------------------------------
我们还须做以下步骤:在电极后面雕上模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位,当敲字的工序由CNC操作员来做了
拆好电极我们要出详细下料单的,这时就要分析电极材料大小了,其实大部分软件都有BOX这功能
这是给火花机的示意图。
基准角
再举两个例子。
如下图:
如上图所示,这个铜公如果整体加工,就不好清角,碰到这
种旋转型的,可以把它分成两个,即两个相邻的去掉一个,再在基准上锣出旋转角度的基准,就是说,基准要有两个基准,一个对应实际保留的,另一个对应被去掉的。这样打火花时,只要在火花机上调整,就可以打出整个形状了。
如下图所示:
下面举一个特例,以便开阔思路
如下图所示:
如图所示,这是一个后模,中间半圆形的是一条骨位(加强筋),需要做一个铜公打火花,一般人拆的话,会拆成这样:
这是最常见的,但那么大的铜料只做中间这么一个薄铜料,感觉有些浪费。有没有更好的办法呢?答案是有,见下图:
明白了吗?在图里斜着拆,画出打火花的基准,在CNC加工时把铜公图旋转一个角度编刀路。嘿嘿!
放电加工机 MGH 电源 编程说明手册MAKINO铣床有限公司
目录 1. 绪言------------------――---------------―1–1 2. 程序设计基本原理---――--------――--------------―2–1 2.1 程序结构---------―――-----――-------------―2–1 2.1.1 地址符-------------------------------――2–3 程序号字-----------------――-----------――2–3 序列号字-------―――――――----――-----------―2– 4 坐标字--------------------――---------――2– 4 准备功能字--------------――――-――---------―2– 6 进给功能字----―――――-----------――----―――――2– 6 主轴功能字---------------------――-------―2– 6 电极功能字----------------------――-----――2– 6 辅助功能字-----------------------――-----―2– 6 访问程序号字/重复计数字------------------――-----2– 6 偏置量字--------------------------――---2– 6 加工条件字--------------------------――--2– 7 2.1.2 程序块------------------------------――-― 2– 7 程序块的结束---------------------------―――2– 7 跳过任选程序块----------------------------―2– 8 注释输入-------------------------------―2– 9 2.2 坐标系统--------------------------------―2–9 2.2.1 机器坐标系统-----------------------------―2–10 2.2.2 工件坐标系统-----------------------------―2– 11 2.2.3 局部坐标系统-----------------------------―2– 12 2.2.4 绝对值和增量值命令--------------------------―2– 12 3. 功能字---------------------------------――3– 1 3.1 G/M 代码表-------------------------------―3– 1 3.1.1 G 代码表--------------------------------3– 1 3.1.2 M 代码表-------------------------------―3–4 3.2 坐标系统命令------------------------------―3–6 3.2.1 平面指定(G17/18/19)―――――――――――--------------――3–7 3.2.2 限制区域指定(G22/23)―――――――――――――――---------――― 3– 9 3.2.3 局部坐标系统设置(G52)----――――――――――――――――――――――3–11 3.2.4 机器坐标系统命令(G53)--――――――――――――――――――――――――3–13 i
学习UG编程(模具设计)都需要过哪些门槛 现在很多人都想学门技术,希望即能赚钱又有发展,在众多的技术当中,模具行业算是门槛不高的一个行业,而且做久了,还有自己做老板的可能。对于学历不高的人确实是个比较好的选择。 门槛不高,并不是说没有门槛,这里就简单的说下学习UG编程(模具)中都需要过哪些门槛。 【一】、需要了解模具结构(指模具加工),有的朋友会问,我做编程跟模具有什么关系啊。其实电脑锣编程在很多时候加工的都是模具的,当然也有产品。我们这里只谈模具方面的加工。只有在充分了解模具结构的情况下,你才能更有效率的把工件加工好。 【二】、在学编程之前,了解一下刀具方面的知识。因为不了解刀具,就不懂得如何选刀,不懂得选刀就会直接造成加工效率降低,加工效果不好。 【三】、说一下软件里非加工部分要掌握哪些内容。做编程的朋友都清楚,在工作当中我们不是单一的用加工模块的,还需要用到建模,工程图中的一些知识(有很多朋友用外挂,建议在学习的过程中尽量少用,等到工作中用用无妨,因为在出现一些问题的情况下,外挂是解决不了的,所以基础还是要打牢些)。这两部分知识很重要,主要是用在改模、修模、拆铜公、出铜公图中。在这两部分中尽量多掌握些命令,这会在图形出现问题的时候,有更多的解决办法,拆铜公的速度也会提高很多。 南通科迅招生对象: 初中生、大中专毕业生、CNC操机师傅、想从事CNC编程工程师、CNC编程技术员、CNC编程高级工程师及相关项目主管的有志人士 南通科迅教育对学员承诺: 1、小班开课,一对一指导教学; 2、包教包会,学会为止; 3、在规定时间内提前学完的学生,若对其他的模具软件感兴趣,可以免费教学! 4、毕业颁发国家认证的权威高级技能等级证书; 5、学完课程,免费推荐就业!
袖珍指南 143001382/E/06.2004ver.A
重要附注: 本袖珍指南仅适用于配有MARK VIXEY软件(X和Y相应于版本号)的ROBOFORM电火花成形加工机。
遥控器 (4) 人机界面 (5) PREP(准备)模式 (5) EXE(执行)模式 (5) INFO(信息)模式 (6) GRAPH(图形)模式 (6) 指令字 (7) PROFORM指令 (20) 控制功能 (20) 加工循环和基本操作 (20) 加工模式 (26) 工艺 (26) 辅助操作 (27) 用户参数 (30) 参数定义 (30) 测量循环 (31) 基准球 (31) 工具电极偏移量 (32) 外形找中 (33) 找角 (34) 内孔找中 (35) 内孔找中45° (35) 找边 (36) X向找中和Y向找中 (36) 加工参数 (37) 脉冲电源规准 (38) 效率优化 (40) 表面粗糙度 (41) 工艺 (44) 工艺表名称 (44) 铜/钢 (45) 石墨/钢 (48) 铜钨合金/钢 (51) 铜钨合金/硬质合金 (54) 英文字母索引 (59) 记事 (63)
1、紧急停止 2、手动模式 3、电极松开 4、停止当前动作 5、电极夹紧 6、激活/未激活模式的选择 (电碰触) 7、X轴正向运动 8、Y轴正向运动 9、Z轴正向运动 10、C轴正向运动 11、手动模式快速运动 12、手动模式中速运动 13、手动模式慢速运动 14、C轴负向运动 15、Z轴负向运动 16、Y轴负向运动 17、X轴负向运动 18、靠边测量方式 19、重设机床坐标系被测轴为0 20、中止模式下电极返回加工区 21、从加工区移开电数 遥控器举例
操作规程编号:LX-FS-A56068 电火花成形加工机床的安全操作规 程标准范本 In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall Behavior Can Reach The Specified Standards 编写:_________________________ 审批:_________________________ 时间:________年_____月_____日 A4打印/ 新修订/ 完整/ 内容可编辑
电火花成形加工机床的安全操作规 程标准范本 使用说明:本操作规程资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。资料内容可按真实状况进行条款调整,套用时请仔细阅读。 1、开机前,要仔细阅读机床的使用说明书,在未熟悉机床操作前,切勿随意动机床,以免发生安全事故。 2、加工前注意检查放电间隙,即必须使接在不同极性上的工具和工件之间保持一定的距离以形成放电间隙。一般为0.01~0.1mm左右。 3、工具电极的装夹与校正必须保证工具电极进给加工方向垂直于工作台平面。 4、保证加在液体介质中的工件和工具电极上的脉冲电源输出的电压脉冲波形是单向的。
亚特火花机(F型)操作说明书 亚特火花机F型与E型的区别是E型功能键属于动旋钮式,可以随时调原加工参数;F型属可程序放电加工机,可以根据加工者及加工要求,分成几单节,每单节作出相应参数设定,一次可将工件加工之理想尺寸.在加工时,需要进行程序编辑.在操作F型机台前,我们首先需掌握各功能键之作用,使用围以及如何调整与程序编辑. 荧幕各功能操作说明: 1.面板、屏幕各功能名称及使用
3.屏幕中间一排加工深度设定栏1~12之阿拉伯数字即表示系统允许使用者输入12段单节之加工程序,而每一单节之后有该单节加工深度设定,使用者可输入每一单节所欲加工之深度,而加深度之设定,允许输入正、负值,但必须由大而小,依顺序排列,如:第一节单节加工深度为-1,则第二单节必须比-1mm更深,则程序就可在第一单节加工完毕后自动转入第二单节加工.同理第三单节的加工深度又必须比第二单节更深,若第三单节的加工深度比第二单节浅,则第二单节加工完毕后会自动停止加工,无法转入第三单节加工. 4.工作坐标: 即放电加工时所用的坐标;绝对坐标即机台启动后的原始坐标;无法改变该坐标数值,故可作为记忆加工位置之坐标.记忆坐标即相对绝对坐标位置所记下的坐标.此坐标可在加工两工件时,将一工件工作坐标确定后,利用记忆坐标将绝对坐标记下,可继续确定第二个工件工作坐标.当第二个工件加工ok后,可将记忆
坐标移至与绝对坐标相同,即为第一个工件的加工坐标,但要注意Z轴记忆坐标无使用价值,在使用记忆坐标加工另一工件时,Z轴需重新设定,并且在加工记忆坐标前,若丧失电源再次开启机台时,记忆坐标失效,需重新确定工作坐标。 5.加工参数设定或修改方式: 利用键盘上4个游动键 来移动光标至欲修改的参数上.例如: 现修改加工深度为-1.05时,除将光标移至该单节上外,还需:先接“Z”键,输入加工深度“+/-”“+”“.”“0”“5”再接输入键即可.若欲关闭下一单节时要输入“END”即先按“˙”再接输入键即可.若移动加工起始单节记号时,须利用移动光标来牵引“ ”号移至欲开始加工之单节上,在设定放电参数时,应分单节来设定.如在设定第一单节时应先将光标移至加工深度第一单节上,再由此将光标移至放电参数设定表中,此时”GENERATOR( )”括号中就显示你当前所修改参数居于哪一单节.当此数字显示正确后再用INC (增加键)和DEC (减小键)及光标移动键来进行修改.每一个参数设定OK后,都需按输入键进行确定,并自动转入下一
电脑锣床(CNC)安全操作作业指导书 1.0. 目的: 1.1. 为安全正确地操作使用、维护保养好火花机设备。 2.0. 范围: 2.1. 适应于火花机设备的安全操作和维护保养以及新员工培训之用. 3.0.安全操作规范: 3.1. 安全问题:本着生产中安全第一的原则—在电脑锣生产中尤其要注意以下几点:3.1.1. 在重口哥模上下机时,需检查叉车是否有异常,口哥模是否滑动或平行,移动时至少 两人以上进行,不可以随随便便以免撞到机床或造成人身危险。 3.1.2. 要拆开码板上的工件,绝对不可以用手推放到地面。如果是重口哥模要叫师傅一起 拆,有的工件要用纸板或木方垫住工件再拆。下码板及工件时要注意披锋,工件, 码板是否放稳定,防止手脚受伤。 3.2. 装螺丝、码工件:在装螺丝前先用锉刀锉平工件和码板,装不同大小的螺丝要用多 大力度(自己掌握),同时要检查螺丝有没有顶底(螺丝是否过长)。铜公在码板上 的排布要考虑怎样码比较稳固,怎样使工件变形最小,上机前码板和工作台一定要 干净。拆下来的螺丝、码仔、工件要放置在指定位置,且需用风枪吹干净。 3.3. 校表: 3.3.1. 校表时一定要看校表是否已吸紧要码的地方以免掉下撞坏校表。同时如果不进行较 表时要把较表拿下,较表用完后放回原处。在较表前先检查有没有工场师傅指定的 较表位,所有钢料都要进行三维较正;有指定较表位、锣口哥模大工件开完粗后一 定要重新较表、检查工件是否移动。 3.4. 分中: 3.4.1. 用碰中器分中。碰中前一定要检查机床转速,转速只有在500RPM以下才可以分中。 碰单边时一定要入碰中器半径,同时入碰中器半径不要入反,所有钢料分中都要两 个人分,如有斜度位分中,一定要两边对称分(即要分X中,即Y数不变,Z是在
日本牧野 NC ELECTRICAL DISCHARGE MACHINE 数控计算机火花机 SIMPLE OPERATION MANUA L 简明操作手册 (M G H系统) 牧野机床(中国)有限公司 应用部编制 二零零四年二月二日
牧野(中国)火花机中文操作手冊 1 前言 MAKINO放电加工机MGH新系统已在二零零二年七月份向世界推出,为了配合客户更好的 使用该机型,我公司技术部专门编制了这本手册,希望对您的使用有所帮助.如果您在使用中有任何疑问,欢迎致电牧野(中国)公司 本手册主要内容有﹕ 一、机床简介 二、操作按钮键的使用 三、加工前的准备事宜 四、程序的编写 五、如何激活加工 六、机床各功能的使用 七、MODEL PLAN(数据模型) 八、摇动方式 九、加工方式 十、放电组合的选用 十一、扩孔加工 十二、精密加工定位技朮 十三、拋光加工(面积小于30×30mm,非镜面加工机) 十四、螺纹孔加工(I用G103扩镗,II用C轴头) 十五、C轴头的使用 十六、镜面机的加工(HQSF) 十七、ATC的使用 十八、连续加工的步骤 十九、IES程序自成 二十、G码和M码表 二十一警报以及消除 二十二日常保养 二十三附表 由于时间仓促,资料有限,错误在所难免,在内容和技朮上尚有不足、不当之处,恳请广大用户赐面给予斧正、以及提出宝贵意见,为以后的版本修订,提供更好的第一手的手册资料,精益求精,务求做到最好。 牧野机床(中国)有限公司 应用部 二○○四年二月二日
牧野(中国)火花机中文操作手冊 2 一、机床简介 2)机床性能指针 最小步进单位:0.001mm(C 轴0.001度),最小驱动单位:0.0025mm(C 轴0.001度/0.0001turn), 工件坐标系:80个,程序内存量:470KB ,电池使用年限10年,三轴滑枕控制移动,行程限位保护 电极位置补偿32个,电极直径补偿99个,放电组合M100(其中10为用户自设), 加工电压选择:8种,加工电流选择:90种,加工条件号码E2,000(其中1,000为用户自设)。 冷却系统:强压气冷,积碳跳逸保护,显示器:15"彩色夜光晶液显,可触幕。 3)主要功能 对话式编程model plan 摇动辅助orbital functions 牧野专家系统expert system 绘图graph 逸离和回复retract and return function 自动定位measuring function 时间控制time-controlled machining 加工监察系统machining progress monitor 加工时间显示machining time display 程序测试machining model override function 故障自诊Hitch auto diagnose 自动关机power supply off 帮助指导help function NC 功能general NC function 程序自动生成programming support function 行程限位保护travels limit protect 仿真加工model machining no-effective 自动灭火automatic fire extinguisher 附配件功能optional: 自动转换电极ATC (automatic tool change) 镜面加工HQSF(high-quality high-speed finish machining) 电极旋转补偿electrode rotation compensation[必须配置C 轴旋转头] 电极中心自动补偿electrode center automatic compensation MAKINO STANDARD ELECTRODE REDUCTION 标准火花位
一、刀路的总则 开粗:在机床的最大负荷下,绝大部分情况应选用尽可能大的刀,尽可能大的的进刀量,尽可能快的进给。在同一把刀的情况下,进给与进刀量成反比。一般情况下,机床的负荷不是问题,选刀的原则主要依产品的二维角与三维弧是否过小来考虑。选好刀后,便定刀长,原则是刀长大于加工深度,大工件则要考虑夹头是否有干涉。 光刀:光刀的目的是为了达到满足工件表面光洁度、预留适当余量的加工要求。同样,光刀选用尽可能大的刀,尽可能快的时间,因为精刀需要较长的时间,用最合适的进刀与进给。在同一进给下横向进刀越大越快,曲面进刀量与加工后的光洁度有关,进给的大小与曲面的外表形状有关,在不伤及面的情况下,留最小的余量、用最大的刀、最快的转速、适当的进给。 二、装夹方法 1、所有的装夹都是横长竖短。 2、虎钳装夹:装夹高度不应低于10个毫米,在加工工件时必须指明装夹高度与加工高度。加工高度应高出虎钳平面5毫米左右,目的是保证牢固性,同时不伤及虎钳。此种装夹属一般性的装夹,装夹高度还与工件大小有关,工件越大,则装夹高度相应增大。 3、夹板装夹:夹板用码仔码在工作台上,工件用螺丝锁在
夹板上,此种装夹适用于装夹高度不够及加工力较大的工件,一般中大型工件,效果比较好。 4、码铁装夹:在工件较大、装夹高度不够,又不准在底部锁缧丝时,则用码铁装夹。此种装夹需二次装夹,先码好四角,加工好其它部分,然后再码四边,加工四角。二次装夹时,不要让工件松动,先码再松。也可以先码两边,加工另两边。 5、刀具的装夹:直径10mm以上,装夹长度不低于30mm;直径10mm以下,装夹长度不低于20mm。刀具的装夹要牢固,严防撞刀与直接插入工件。 三、刀具的分类及其适用范围 1、按材质分: ●白钢刀:易磨损,用于铜公及小钢料开粗。 ●钨钢刀:用于清角(特别是钢料)及光刀。 ●合金刀:类似于钨钢刀。 ●紫刀;用于高速切削,不易磨损。 2、按刀头分: ●平底刀:用于平面及直身侧面,清平面角。 ●球刀:用于各种曲面中光、光刀。 ●牛鼻刀(有单边、双边及五边):用于钢料开粗(R0.8、R0.3、R0.5、R0.4)。 ●粗皮刀:用于开粗,注意余量的留法(0.3)。
编订:__________________ 单位:__________________ 时间:__________________ 电火花安全操作规程(正 式) Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-9859-86 电火花安全操作规程(正式) 使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 电火花机床属精密贵重仪器设备,在操作时要严格遵守安全操作规程,以防工伤事故。必须做到以下几点: 一、机床的操作者必须是经过培训而且了解机床性能的专职人员。 二、机床正确的操作流程 1.把本机床电源柜的电源开关置于“ON”位置,将电源柜的急停按钮旋出,最后按下电源柜的启动按钮就可以启动机床。 2.运行机床需使主轴进入伺服状态(即液面的高度、工作液油温已进入自动监控状态),并检查其接触感知功能是否正常、可靠和正确。 3.用直角尺和百分表找正电极与工作台面的垂直度,然后用百分表找正工件基准面和工作台坐标移
动方向的平行度。 4.调出加工软件的定位功能模块对工件进行定位。 5.根据零件的具体要求,用手动方式设置加工参数或调入预先编制好的加工程序。 6.启动油泵,放入工作液并调整液面高度,使液面高出加工工件50㎜以上。 7.根据加工的具体要求,正确选择加工的电参数。 8.用鼠标点击加工软件界面的“开始”以启动脉冲电源进行加工。 9.当加工完成报警声响起时,请按“回车”键以确认已经完成加工任务,然后将放液手把置于“开”的位置,把工作液放完为止。 10.工作完成后,按键盘的“F12”退出加工软件并关闭计算机和切断所有电源。 三、机床正在加工时,禁止同时接触机床和工具电极部分,以防触电。如果操作人员脚下没有铺垫橡胶、塑料等绝缘垫,则加工过程不能触摸工具电极。 四、加工场所严禁吸烟和严禁其他明火,必须定
火花机操作说明书 一.对机台的认识与了解 现状在使用的火花机的规格为亚特M30E,M50E,M30F,M50F几种放电加工机。放电机属精密加工机台,为达到良好的使用效果,必须先对机台的特性作一个了解认识. 现将以上四种机型在加工过程中需用到的参数作一对比: Ps:使用时特别要注意电极最大重量,最大工作台承重此两参数值,如所使用电极重量超过最大值或工件的重量超过最大工作台承重时千万不能使用此机台,否则将造成机台本身的零部件损坏. 二.机台的零件编号及部份部件的作用: 现状在使用的亚特火花机分E型和F型,E型放电机又称为传统式放电加工机,其特点是在使用的操作面板采用的旋钮式。F型放电机又称可程序放电加工机,其特点是可以一次性输入多个单节加工条件和深度值,在操作火花机前首先要对机台的部件名称和作用作了解.现在以M30F和M50F两种机型来介绍(M30E和M50E机台的结构同F型,其主要区别在于操作面板的不同).
现将各部件名称和作用列入表中参考
三.机台的维护与保养 3.1机台工作平台必须保证平整,需每月校正一次,.如磁台平面度不在0.005以内,则 需研磨平台修整,重新校正; 3.2机台无生锈现象,保持机身干凈,无油污; 3.3观察压力表的读数是否正常(0.7~1.0kg/cm2),马达帮浦的转向是否同箭头方向 保持一致(若相反也是压力表读数偏小的原因); 3.4如图一中(A)的指示的部位—手动注油器,为导轨和方螺纹注入润滑油.保证机台 良好的润滑性.随时注意注油器油标的高低,及时加油,如机台使用频繁应保证每天注油次数最少2次; 3.5每周观察火花油槽内之油量,有无低于标准值,若低于标准值应及时加油; 3.6如图二中绝缘液的清洁与更换:先将机台油桶内的油抽至一干凈桶内,抽至不能 再抽时将图中(1)螺钉旋开,将油放入盒子中,待放完后再将(2)大螺钉松开,将(3)退开后将过滤蕊(4)拉出,将蕊桶擦拭干凈后换上新过滤蕊,密封好后换上新油 (或待原油完全澄清后再倒回机台内); 3.7机台三级保养: 一级保养: (1)每天保证机台无油污、积尘等现象; (每天)(2)机台不用时保证各部件无生锈现象; (3)导轨每天按时上油,保证正常作业. 二级保养: (1)定期检查油路是否畅通; (每月)(2)定期检查机台工作平面水平度; (3)定期添加机台导轨油; (4)定期检查各部件有无损坏. 三级保养: (1)更换新的火花油; (每年) (2)更换机台工作平台.
浅谈学UG编程需要具备什么基础 现在很多人都想学门技术,希望即能赚钱又有发展,在众多的技术当中,模具行业算是门槛不高的一个行业,而且做久了,还有自己做老板的可能。对于学历不高的人确实是个比较好的选择。 门槛不高,并不是说没有门槛,这里就简单的说下学习UG编程(模具)中都需要过哪些门槛。 一、需要了解模具结构(指模具加工),有的朋友会问,我做编程跟模具有什么关系啊。其实电脑锣编程在很多时候加工的都是模具的,当然也有产品。我们这里只谈模具方面的加工。只有在充分了解模具结构的情况下,你才能更有效率的把工件加工好,比如:模具中的碰穿面,在加工的时候就要留些余量,分型面与前模面接触的地方要分开加工,保证分型边缘是尖角,避免注塑出来的产品分型位置出现批风,等等。所以想以一个编程员的身份找到工作,必须要懂模具结构。记得我在当初找工作的时候,去一家工厂面试,他直接给我拿个样板,问我后模出几个铜公,我当时头一下子就变大了,因为我之前是做产品加工的。 二、在学编程之前,最好了解一下刀具方面的知识。因为不了解刀具,就不懂得如何选刀,不懂得选刀就会直接造成加工效率降低,加工效果不好。举个例子,开粗的时候我们尽量要选择大一点的刀,而且多数用飞刀开粗,这是为什么呢,第一,选大刀是为了提高加工效率,因为开粗是要尽快的把毛胚 加工成雏形,这期间几乎不需要光洁度和精度。第二,选飞刀是为了在加工过程中刀具磨损后及时更换刀粒,不至于中途换刀,这样可以节省很多时间。记得有一次,学员在做练习的时候用了一把2mm的刀走80深的位置,这样显然不行,但他不知道,因为他不了解刀具,原因很简单,刀长了,刀具的刚性就弱了,造成弹刀现象,达不到尺寸精度。二是2mm的刀直径位置为2mm部分的长度,根本达不到80长。所以建议那些刚开始学编程,或要准备学习编程的朋友要了解一下刀具知识。 三、说一下软件里非加工部分要掌握哪些内容。做编程的朋友都清楚,在工作当中我们不是单一的用加工模块的,还需要用到建模,工程图中的一些知识(有很多朋友用外挂,建议在学习的过程中尽量少用,等到工作中用用无妨,因为在出现一些问题的情况下,外挂是解决不了的,所以基础还是要打牢些)。这两部分知识很重要,主要是用在改模、修模、拆铜公、出铜公图中。在这两部分中尽量多掌握些命令,这会在图形出现问题的时候,有更多的解决办法,拆铜公的速度也会提高很多。
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 数控电火花成形机床安全操作 规程(新编版) Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
数控电火花成形机床安全操作规程(新编 版) 1.机床应设置专用地线,使电源箱外壳、床身及其他设备可靠接地,防止电气设备绝缘损坏而发生触电。 2.操作机床必须站在耐压20KV以上的绝缘板上进行工作,加工过程中不可碰触电极工具,操作人员不得长时间离开机床。 3.严格按机床说明书规定的动作顺序操作,正确选取加工参数,不得进行超程加工。 4.经常保持机床电气设备清洁,防止受潮,以免降低绝缘强度而影响机床的正常工作。 5.添加工作介质煤油时,不得混入类似汽油的易燃液体,防止火花引起火灾,油箱要有足够的循环油量,使油温限制在安全范围内。
6.加工时,工作液面与工件的距离不得小于40mm,若液面过低,加工电流较大易引起火灾。 7.根据煤油的混浊程度,要及时更换过滤介质,并保持油路畅通。 8.机床周围严禁烟火,并应配备适用于油类的灭火器,机床工作时需保持室内空气畅通,机床工作完毕应及时关闭总电源。 云博创意设计 MzYunBo Creative Design Co., Ltd.
火花机操作指南补充说明 标签:数控火花机|数控电火花机厂家|首选鼎亿 目前生产的数控火花机,在原有的基础上提高了加工速度,因为电脑内部程序,参数,加工放电条件,是以普通工件为标准,通过电脑计算设定的,所以说对一些比较特殊工件,像超薄片,圆孔锥形,侧边,底部,凹,凸不平的工件,由于冲油比较困难,碳渣不易排出,在这种情况下,火花机就会产生二次放电,这时候不是铜工与工件在放电,而是铜工与碳渣在放电,机器就会出现机头上不能上,下不能下的现象,机器根本不能正常工作,出现这种情况,不是机器问题,而是设定加工条件不够理想,下面举例说明,供大家参考。 一,圆孔锥形,二,上面大,下面小,三,侧边加工,四,侧边加底部加工,五,底部“凸”“凹”不平加工,还有其它形状,加工比较困难,可选择下列加工条件。 放电时间为0时排渣时间为1,放电时间为1时,排渣时间为2,放电时间为3时,排渣时间为6,放电时为4时,排渣时间为8,可根据排渣难度,选择适当的参数。 一般我们选择放电时间为3,排渣为6时,这个参数比较理想,高压选择,一般面积选择5,大面积选择8,极间电压选择3或4,伺服速度(太小面积除外),一般加大(1-2)个字,增强机头下来的力度,提高加工速度。以上放电条件,还是不够理想,还可以改变下列2个参数,“放电期”又叫粗细度,“休止周期”又称为效率。 一般加工条件时,放电周期同休止周期比例按100:60比例,一般可解决问题,这种操作方法,一般是比较难排渣的工件,如上面大,下面小的工件,还可以将放电周期同休止周期对调,放电周期为60,休止周期为80,对调以后,电流指示会减小,6A电流一般显示为3-4A在右。 一,大面积加工,由于体积大,重量比较重,增加了冲油难度,往往出现排渣不良现象。操作方法,放电时间同排渣时间按3:6或3:7比例即可,高压可选择“8”以上,最低高压不能低于“5”,伺服速度可根据需要可加大,极间电压可选择3-4,如果排渣困难,打不下去,可加大休止周期解决。 二,石墨加工,加工条件基本与上相同,只是放电周期与休止周期比例按10:6的比例即可使用,高压不能低于“5”。 编者:东莞鼎亿数控
公司邮箱dong4636 密码:AL1751 简写取单词头个字母 top plate上托板(顶板) top block上垫脚 punch set上模座 punch pad上垫板 punch holder上夹板 stripper pad脱料背板 up stripper上脱料板 male die公模(凸模) feature die公母模 female die母模(凹模) upper plate上模板 lower plate下模板 die pad下垫板 die holder下夹板 die set下模座 bottom block下垫脚 bottom plate下托板(底板) stripping plate内外打(脱料板) outer stripper外脱料板 inner stripper内脱料板 lower stripper下脱料板 inner guiding post内导柱 inner hexagon screw内六角螺钉 dowel pin固定销 coil spring弹簧 lifter pin顶料销 eq-height sleeves=spool等高套筒 pin销 lifter guide pin浮升导料销 guide pin导正销 wire spring圆线弹簧 outer guiding post外导柱 stop screw止付螺丝 located pin定位销 outer bush外导套 punch冲头 insert入块(嵌入件) deburring punch压毛边冲子 groove punch压线冲子 baffle plate挡块 located block定位块 supporting block for location定位支承块
操作规程编号:YTO-FS-PD234 电火花安全操作规程通用版 In Order T o Standardize The Management Of Daily Behavior, The Activities And T asks Are Controlled By The Determined Terms, So As T o Achieve The Effect Of Safe Production And Reduce Hidden Dangers. 标准/ 权威/ 规范/ 实用 Authoritative And Practical Standards
电火花安全操作规程通用版 使用提示:本操作规程文件可用于工作中为规范日常行为与作业运行过程的管理,通过对确定的条款对活动和任务实施控制,使活动和任务在受控状态,从而达到安全生产和减少隐患的效果。文件下载后可定制修改,请根据实际需要进行调整和使用。 电火花机床属精密贵重仪器设备,在操作时要严格遵守安全操作规程,以防工伤事故。必须做到以下几点: 一、机床的操作者必须是经过培训而且了解机床性能的专职人员。 二、机床正确的操作流程 1.把本机床电源柜的电源开关置于“ON”位置,将电源柜的急停按钮旋出,最后按下电源柜的启动按钮就可以启动机床。 2.运行机床需使主轴进入伺服状态(即液面的高度、工作液油温已进入自动监控状态),并检查其接触感知功能是否正常、可靠和正确。 3.用直角尺和百分表找正电极与工作台面的垂直度,然后用百分表找正工件基准面和工作台坐标移动方向的平行度。 4.调出加工软件的定位功能模块对工件进行定位。 5.根据零件的具体要求,用手动方式设置加工参数或调入预先编制好的加工程序。
附录A1(中英文对照表-零件类1) 中文名称英文名称中文别称 1. 零件类(模板) 模架mold base 模胚 隔热板thermal insulation board 定模座板top clamping plate 定模底板、面板 热流道板hot runner manifold 分流板 推流道板runner stripper plate 脱料板、水口推板、水口板型腔固定板cavity plate 定模板、定模框、A板、母模推件板stripper plate 脱模板 型芯固定板core plate 动模板、动模框、B板、公模支承板support plate 垫板、托板 垫块spacer block 模脚、方铁、登仔 推杆固定板ejector retainer plate 顶针固定板、面针板推板ejector plate 推顶杆板、顶针垫板、底针板动模座板bottom clamping plate 动模底板、底板 2. 零件类(浇注系统) 定位圈locating ring 定位环、法蓝 浇口套sprue bushing 浇口衬套、唧咀、唧嘴 浇口镶块gating insert 入水镶件 拉料杆sprue puller 拉料销、水口勾针 热流道系统hot runner system 流道板runner plate 温流道板warm runner plate 分流锥sprue spreader 二级喷嘴secondary nozzle 鱼雷形组合体torpedo body assembly 管式加热器cartridge heater 筒式加热器热管heat pipe 导热管 加热圈heating ring 热电偶thermocouple 探针、探温针 阀式热嘴valve gating nozzle 阀针式热嘴、阀节喷嘴阀针valve pin 热嘴hot nozzle 热喷嘴 热嘴垫圈nozzle seat 3. 零件类(顶出系统) 推杆ejector pin 顶杆、顶针 带肩推杆shouldered ejector pin 阶梯推杆、台阶顶针扁推杆flat ejector pin 扁顶杆、扁顶针 推管ejector sleeve 司筒、顶管、套筒 推管芯子ejector sleeve pin 中心销、司筒针
铜公的定义及拆铜公的意思 模具加工中,铜公的制作和放电加工是其很重要的一环,铜工的质量好坏和加工工艺的差别,直接影响到产品的外在效果。 一、相关名词解释: 1、什么是铜公? 铜公在内地也叫电极;因为电极大部份都采用红铜加工,因红铜的导电性好和易加工性,在电火花加工时,电极本身所产生的热量较小,损耗也相对要低些。所以在沿海地区把电火花加工的电极叫铜公。意思就是用铜去"放电"工件(模胚)的意思。根据加工的需要,也分为粗公和幼公也叫精公。 2、何谓拆铜公? 就是模具设计人员将一个产品图转换成模具设计图,根据产品的形状,去确定加工方法,只有当模具的形状设计好以后才知道什么地方需要通过车、铣、刨、磨、钻和放电等加工到所要的形状;当要采用电火花加工时,这时就要有电极(铜公)才可以加工了,电极相当铣加工中的一把成形刀,刀是什么样的,加工好的形状就同刀具的形状相反。折铜公也就是根据产品形状加工的难易程度,将其拆成若干个部件。也就是把你所要进行电火花加工的部位的产品形状用铜加工好,然后在火花机上进行放电加工。具体过程:就是由产品图-模具图-铜公-模具-产品。其中为了便于放电加工,根据加工的需要,将产品的外形或结构部分成若干个部件,再形成铜公加工图这个过程就是拆铜公。 二、电极的材料 1.红铜、日本的三宝红铜. 2.紫铜 3.石墨 二、简要谈谈铜公的加工方法和注意事项。 1、在写刀路之前,将立体图画好后,要将图形中心移到坐标原点,最高点移到Z=0,加缩水率后,方可以加工,铜公火花位可加工负预留量。在加工前还要检查工件的装夹方向是否同电脑中的图形方向相同,在模具中的排位是否正确,装夹具是否妨碍加工,前后模的方向是否相配。还要检查你所用的刀具是否齐全,校表分中的基准等。 2、火花位的确定,一般幼公(即精公)预留量为单边-0.05~-0.10,粗公-0.15~-0.5,具体火花位的大小可由做模师父定。 3、铜公有没有加工不到的死角,是否需要拆多一个散公来做为补公清角。加工铜工的刀路按排一般是:大刀(平刀)开粗-小刀(平刀)清角; 光刀用球刀光曲面。
铜公的基础知识(也就是电极) 作者:佚名来源:本站原创点击数:6 更新时间:2007年07月31日 一、铜公在模具加工中起什么作用,及其在模具加工中的重要性 在模具加工中,用于模具加工的方法有很多种,如铣床加工、磨床加工、加工中心加工、线切割加工、车床加工还有就是火花机的放电加工等等加工方法。铜公是火花机放电加工用的电极,用铜公作为电极的火花机放电加工,主要用于模具的形腔加工,也就是模具的核心关键部位。 接下来谈一谈铜公在模具加工的重要性。从以下几个方面来看, 1、常用加工方式的加工盲区对模具的形腔来讲,它的表面形状必须与产品本身形状完全一样,这也是模具加工的基本要求,在模具加工中我们最为常用的加工方法就是三轴立铣床、加工中心和雕刻加工,还有线切割。先说三轴立铣床、加工中心还有雕刻加工这三种比较相似的加工方法,他 们最大区别在于控制和驱动方式的一些不同,关键的相同点在于它们都是用刀具进行受力加工的,因为力的作用,考虑刀具强度问题刀具直径和刃长比例的限制,实际加工中要加工比较深,刀的直径就必然要比较大,要加工的比较小的地方,刀具就不可能太长,而实际的产品造型中这种情形非常常见,如加工一些内尖角,又窄又深的小区域。线切割虽然可以解决尖角问题,但它只能加工通 孔的部位,如果是盲孔它就无能为力了。 2、模具材料的硬度因为产品的材料或者是产品本身的特殊要求,有些模具的材料的硬度很高,甚至与刀具的硬度很接近,对于这样的模具材料,如果直接用刀具去加工,势必造成加工刀具 的快速磨损,和表面质量很难达到要求,所以如果遇到这样的材料直接加工,在加工质量和效率两个方面都达不到要求 3、材料硬度对放电加工无影响用铜公作电极对模具加工属于放电加工,在放电加工中,被加工材料的硬度对放电加工没有影响,这是铜公加工的优势之一,这也恰恰解决了第2条中的难题。 4、用于加工铜公的材料的切削性能用于加工铜公的材料通常为紫铜,紫铜这种材料材质相对比较软,延展性比较好,在实际加工中,切削性能比直接加工钢材要容易很多,这又是铜公加工的 优势之一,解决了第2条中的难题。 5、铜公本身的灵活性铜公不象模具,对模具来说产品某一部分造型只能在某块材料上完全加工出来,不管加工难度与否,一个产品如果只加工一个铜公,有加工不到的盲区或是很难加工的地方,可以把盲区和难加工的部分分解成容易加工的若干个铜公,只要这几部分拼接起来能够把产品造型全部包含即可。这样一来第1条中的问题就得到解决,这也是铜公存在重要关键因素之一。 二、铜公结构及各部分作用 一个完整的铜公应具备以下几部分结构:产品形状部分、打表分中位、火花位和避空直身位四部分 组成,如下图所示: 1、产品形状部分它是铜公的核心组成部分,缺了它或者这部分损坏,这个铜公就没有意义了,铜公在火花机上对模具进行放电加工,模具形腔(产品表面形状)就是由这个部分来加工的。
注塑模具设计相关知识 1、注塑模具上的镶件有什么作用? 答:从结构上,镶件是工业化的需要,现在都只做模芯。模架外包。从材料上,不同部位可能有不同的强度及温度要求,镶件可以充分发挥。从工艺上,镶件带来金加工的方便,避免复杂加工,同时注塑时可排气等。从互换上,易损件使用镶件,更换方便,省时省钱。 2、注塑模具上各个零件有何作用? 3、唧咀(浇口套):与啤机射嘴直接接触,啤机射胶时须经过唧咀才进入模芯; 4、定位环(圈):用于模具上啤机(模架)时方便对位; 5、面板:与底板共同支撑整套模具; 6、顶针保护开关:在顶针板未退回到位时,开关未接通,此时线路断开,前后模不能合模, 从而保证前模不会因顶针没退到位而撞到顶针,这样避免了模具的损坏; 7、顶棍孔:在成形完成后,顶棍推顶针板,顶针板向前推进,从而将产品顶出; 8、水口拉杆:用于开模时将水口板拉开,从而使水口易取出; 9、导柱:在前后模合模时起到导向作用(共4支); 10、模具中的“导柱”也叫“导向柱”,作用就是导向。 11、模具的导向装置的作用是引导上模与下模以正确位置对合。最常见的导向装置就是导柱导套。 12、运水接口:当模具在生产时模具温度不断升高,运水可让模具在一个恒温下生产,从而保证产品的稳定性; 13、斜导柱:在开模时若行位的弹簧不起作用时,则斜导处会带动行位向后退出(斜导处固定在前模上的)又叫斜边或弯销:用作动滑块做反复运动; 14、铲机:在合模时依靠斜面将行位向前推进,铲机固定在前模上(铲机与行位的配合面为斜面); 15、行位:装于后模上; 16、行位垫片:用于增加行位的耐磨性;(产品有扣位,所以需要做行位) 17回针:在顶针顶出和后退时起导向作用,并保证在前后模合模后,因回针和前模模胚接触,所以可以顶针板退到位(共4支);(产品在顶出时是依靠顶针,斜顶,司筒顶出的)18、司筒针:固定于底板上,顶针板顶出时,司筒针保持不动;在司筒针杯头处锁上一个无头螺丝,无头螺丝的直径视模具的大小而定,如小模具,即取5MM的距离,大模具即10MM。 19、司筒:当产品上有环形骨位,而且骨位的深度比较高,出模时易粘模时,则要考虑做司筒;司筒有顶出作用,司筒是固定在顶针板上的。 20、斜顶:出模时,斜顶沿着斜方向向上顶(角度90°),斜顶出模后,斜顶与产品扣位之间距离要有0.5MM以上,才能保证产品出模不会扣到斜顶; 21、司筒(顶管):将产品从模芯顶出,作用与顶针相同,但一般用于制品中心带有细孔的圆柱时的脱模; 22、司筒针:用于制品的柱位孔成型,配合司筒使用,并不是脱模用途; 支撑柱(撑头):承托B板,因注塑时受压变型;从面板底部锁螺丝到B板底部; 23、垃圾钉:承托着顶针板,由于其面积较少,可防止垃圾积在上面,令顶针板不平或变形;从顶针板底部画起; 24、运水孔:用于模具的有效冷却,使模温保持在一定的范围内; 25、喉咀:安装在模具运水孔上的,用来连接啤机的冷却水喉,一般用铜制造; 拉料杆: 26、分流道拉料杆:因分流道中所存的塑料不易脱落,便于开模时冷料脱落;