
平面类零件加工分析及手工编程
【摘要】平面类零件是加工中经常遇到的典型零件,在加工平面类零件时要选择机床、夹具、刀具及量具,还要合理选择机床转速、进给率及切削用量并分析加工工艺。正确的程序,将保证工件的顺利加工,利用立式加工中心对材料进行铣削加工,使毛坯材料达到图纸的要求。
【关键词】工艺分析参数设定手工编程指令应用
一、工艺分析
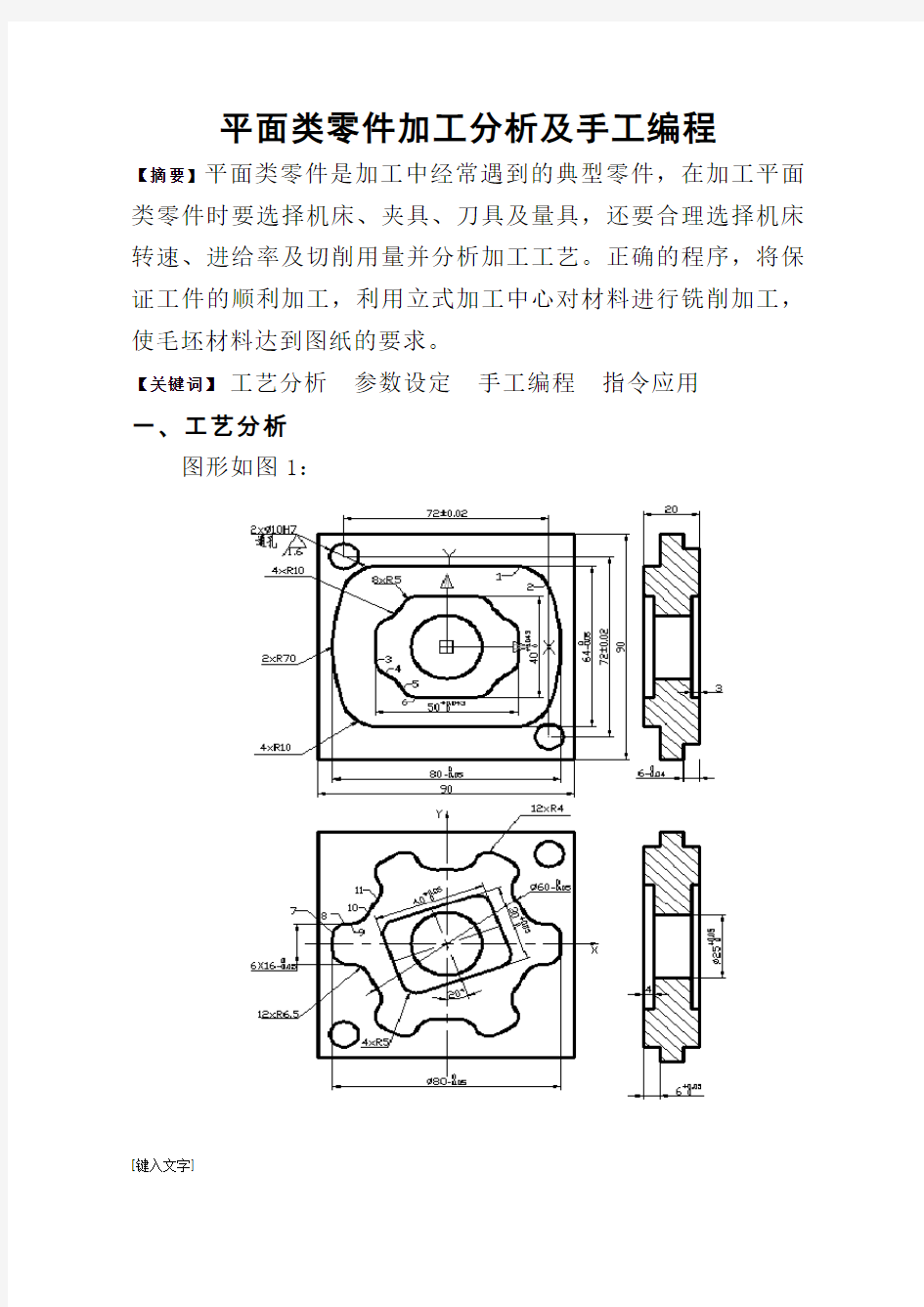
图形如图1:
图1 图形的技术要求如下:
1.锐角倒钝约0.2mm;
2.表面不得磕碰划伤;
3.未注公差按IT14标准执行;图中点坐标如下:
1(25.821,32)
2(35.125,25.667)
3(-25,-5.858)
4(-21.667,-10.572)
5(-15.572,-16.667)
6(-10.858,-20) 7(-39.752,4.444) 8(-35.777,8)
9(-33.496,8)
10(-27.531,11.918) 11(-24.087,17.884)
1.备料
原毛坯规格是100×100×22mm,材料是45#钢。
用φ80的盘刀直接将毛坯铣成90×90mm,因为没有特别的尺寸要求,更为了方便装夹。
2.根据图形确定加工要素
(1)加工设备:法那克数控系统立式加工中心
(2)加工刀具:φ80盘铣刀φ10立铣刀中心钻φ8.5和φ9.8的钻头φ10H7的铰刀
(3)切削用量:如下表所示
(4)夹具选用:采用平口钳装夹零件
3.填写工序卡
4.加工步骤
(1)将工件装夹好后进行对刀,确定工件坐标系
(2)进行程序编辑
(3)校检程序的正确性,进行加工,为了调面之后装夹方便,所以因先加工第一个图形。
二、程序编辑
1.外轮廓加工
用φ80的盘铣刀铣过面之后,换φ10的平底铣刀,输入程序就可以铣削外轮廓,程序如下
O0001
G54 G40 G90 M3 S650
G0 X0 Y55 Z5
G01 Z-3 F100
G41 D01 G01 Y32
X25.821
G02 X35.125 Y25.667 R10 Y-25.667 R70 X25.821 Y-32 R10
G01 X-25.821
G02 X-35.125 Y-25.667 R10 X-25.821 Y32
G01 X0
G40 G01 Y55
G0 Z100
M30
分析如下
(1)G54是坐标系代号,G40取消刀具补偿,G90是绝对方式编程,G01是直线插补,G02是圆弧插补(顺铣)在加工外轮廓的时候,采用顺铣的方式可以提高刀具寿命和工件质量。
(2)G41建立刀具左补偿
刀具半径左补偿是加工中经常使用的指令,我们可以通过左手定这则来巧妙的判断,假设人在刀具上行走,左手的方向就是刀具补偿的方向,铣销时用的是φ10mm的铣刀,所以刀具
补偿值取5mm,另外还可以通过改变刀补来实现对零件的精加工,保证零件的尺寸达到图纸上的要求。
(3)由于外轮廓的加工深度是6mm,而高速钢刀具不能一次性加工,所以分开加工,当第一次加工完成以后将程序中的Z-3改为Z-6在进行一次加工,就可以达到零件尺寸要求。
2.内轮廓加工:
外轮廓加工完后继续用φ10的平底铣刀对内轮廓进行开粗,程序如下
O0002
G54 G40 G90 M3 S650
G0 X0 Y0 Z10
G01 Z-4 F50
G41 D01 G01 X25 F100
Y5.858
G03 X21.667 Y10.572 R5 G02 X15.572 Y16.667 R5 G03 X10.858 Y20R5
G01 X-10.858
G03 X-15.572 Y16.667 R5 G02 X-21.667 Y10.572 R10 G03 X-25 Y5.858 R5 G01 Y-5.858
G03 X-21.667 Y-10.572 R5 G02 X-15.572 Y-16.667 R10 G03 X-10.858 Y-20 R5
G01 X10.858
G03 X15.572 Y-16.667 R5 G02 X21.667 Y-10.572 R10 G03 X25 Y-5.858 R5
G01 Y0
G40 G01 X0
G0 Z100
M30
分析如下
G03是圆弧插补(逆铣)在铣削内轮廓时,采用逆铣同样可以起到保护刀具延长使用寿命和提高工件质量。
3.中间圆孔的加工
中间的圆要铣通,由于刀具刚性不足一次只能下几个毫米,而平凡的更改程序中的深度又比较麻烦,所以可以用宏程序使通圆一次性加工完成,程序如下
O0003
G54 G40 G90 M3 S600 G0 X0 Y0 Z5
#1=-7
N10 G01 Z[#1] F50 G41 D01 G01 X12.5 F100 G03 I-12.5 J0
G40 G01 X0
#1=#1-3
IF[#1GE-22]GOTO10
G0 Z100
M30
分析如下
(1)宏程序是在程序中设定某一个参数为变量,对参数进行不断的累加使它到达某一值之后才停止加工,如上述程序中将深度Z设为变量#1,当第一个圆加工完后自动进行累加,一直累加到小于或等于-22时才停止加工。
(2)设#1=-7就是第一刀下7mm,因为上面的内轮廓将工件已经铣掉4mm,所以第一刀实际上铣3mm。
(3)将#1累加值与-22作比较是因为当#1累加5次以后是-18,如果将-22改为-20程序就不加工了还有2mm没铣通,所以设成-22正好在铣一刀将圆铣通,也没有多走空刀。
(4)将φ25mm的圆在第一面铣通是为了在第二面对加工之前的对刀有一精基准,保证加工精度,使第一面和第二面的坐标原点偏心值达到最小。
4.轮廓精加工
当上述轮廓都加工完成以后可以用手动的方式或利用改
变刀补方法去除废料,在进行换刀用一把新的φ10的铣刀对所有轮廓进行精加工,将轮廓实际尺寸加工到图纸的要求。
5.通孔的加工
通孔的加工需要用到中心钻、φ8.5、φ9.8的钻头和φ10H7的铰刀,首先用中心钻定心,在用φ8.5的钻头钻孔,然后用φ9.8的钻头扩孔,最后用φ10H7的铰刀进行铰孔,钻孔程序如下
O0006
G54G40G90M3S400
G0X0Y0Z10
G81X36Y-36Z-10R10F50
X-36Y36
G0Z100
Y100
M30
分析如下
(1)用中心钻定心时,只需在MDI态下编辑通孔的中心点坐标,如X36Y-36,然后执行,用手摇轮将中心钻在工件上点一个小点即可。
(2)G81是钻孔固定环指令,在钻孔时以G01的速度钻孔以G0的速度抬刀,φ8.5和φ9.8的中心钻都用G81进行操作。
(3)在铰孔时将程序中的G81改为G85,转速S400、进给率F50该为S100和F30,用G85指令铰孔时铰刀以G01速度铰孔和抬刀,可以将孔壁的光亮度提高数倍以及保证孔的精度。
(4)在更换钻头和铰刀进行加工之前一定要对Z轴进行对
刀,否则就有可能撞刀。
6.调面之后的外轮廓加工
调面之后的外轮廓是由六段相同图形组成的,为了使操作方便可以在程序中编一段图形的程序,然后运用旋转指令将整个轮廓加工出来,程序如下:
O0007(主程序)
G54 G40 G90 M3 S600 G0 X-55 Y-17.884 Z5 G01 Z-3 F100
M98 P0008
G68 X0 Y0 R-60
M98 P0008
G68 X0 Y0 R-120
M98P0008 G68 X0 Y0 R-180 M98 P0008
G68 X0 Y0 R-240 M98 P0008
G68 X0 Y0 R-270 M98 P0008
G69
G0 Z100
M30
O0008(子程序)
G41 D01 G01 X-27.531 Y11.918
G03 X-33.496 Y-8R6.5 G01 X-35.777
G02 X-39.752 Y-4.444R4 G02 Y4.444R40
G02 X-35.777 Y8R4 G01 X-33.496
G03 X-27.531 Y11.918 R6.5
G02 X-24.087 Y17.884 R30
G40 X-30
M99
分析如下
(1)由于刀具的刚度原因所以6mm的深度分为两刀铣,
当程序走完第一变之后,将程序中的Z-3该为Z-6将程序在重新走以遍。
(2)G68是建立旋转,G69是取消旋转,运用旋转指令可以更好、更简单的将工件加工出来。
(3)M98是调用子程序,当加工的一个轮廓中有相同的的外形,就可以运用M98调用子程序来加工,只要编辑一个子程序然后再主程序中调用就可以完成加工。
7.调面之后内轮廓的加工
用粗加工用的φ10的铣刀继续加工,程序如下
O0009
G54 G90 G40 M3 S600 G68 X0 Y0 R20
G0 X0 Y0 Z5
G1 Z-3 F50
G1 Y0
G41 D01 G01 X20 F100 Y10
G03 X15 Y15 R5
G01 X-15
G03 X-20 Y10 R5
G01 Y-10
G03 X-15 Y-15 R5
G01 X15
G03 X20 Y-10 R5
G01 Y0 G40 G01 X0 G0 Z100
M30
8.调面之后轮廓精加工
将多余的废料去除以后,用第一面轮廓精加工时用的φ10的铣刀对调面之后加工的轮廓进行精加工,使之达到图纸的要求。
9.零件加工完成
到此整个轮廓已加工完成,实体图如下
三、结束语
随着加工技术的不断发展,充分了解加工工艺和适当的使用手工编程,不仅可以提高加工效率,而且能提高产品的质量,降低劳动者的劳动强度,使企业获得更大的效益,因此,学好加工工艺分析和手工编程能更好的适应社会的需求。
参考文献
2..《机械加工工艺基础》长沙中南大学出版社周增文主编 2007.0