自动加料系统使用说明
一、概述
本系统采用西门子S7-200PLC作为主控制器,西门子高精度伺服驱动器和伺服电机控制加料机前后和左右的精确定位,西门子彩色触摸屏作为人机界面,操作简单,变频器控制下料量。
二、操作说明
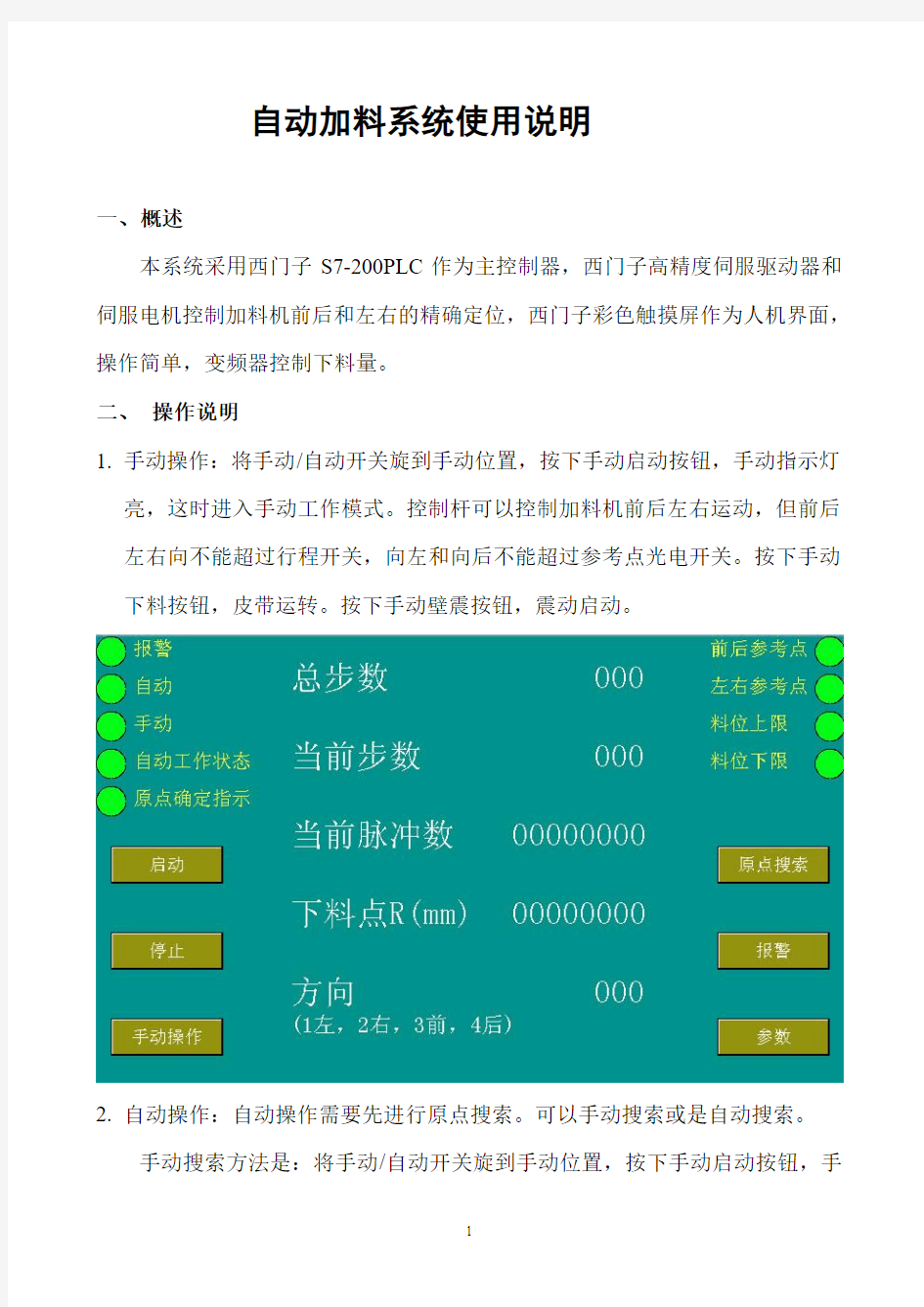
1.手动操作:将手动/自动开关旋到手动位置,按下手动启动按钮,手动指示灯
亮,这时进入手动工作模式。控制杆可以控制加料机前后左右运动,但前后左右向不能超过行程开关,向左和向后不能超过参考点光电开关。按下手动下料按钮,皮带运转。按下手动壁震按钮,震动启动。
2.自动操作:自动操作需要先进行原点搜索。可以手动搜索或是自动搜索。
手动搜索方法是:将手动/自动开关旋到手动位置,按下手动启动按钮,手
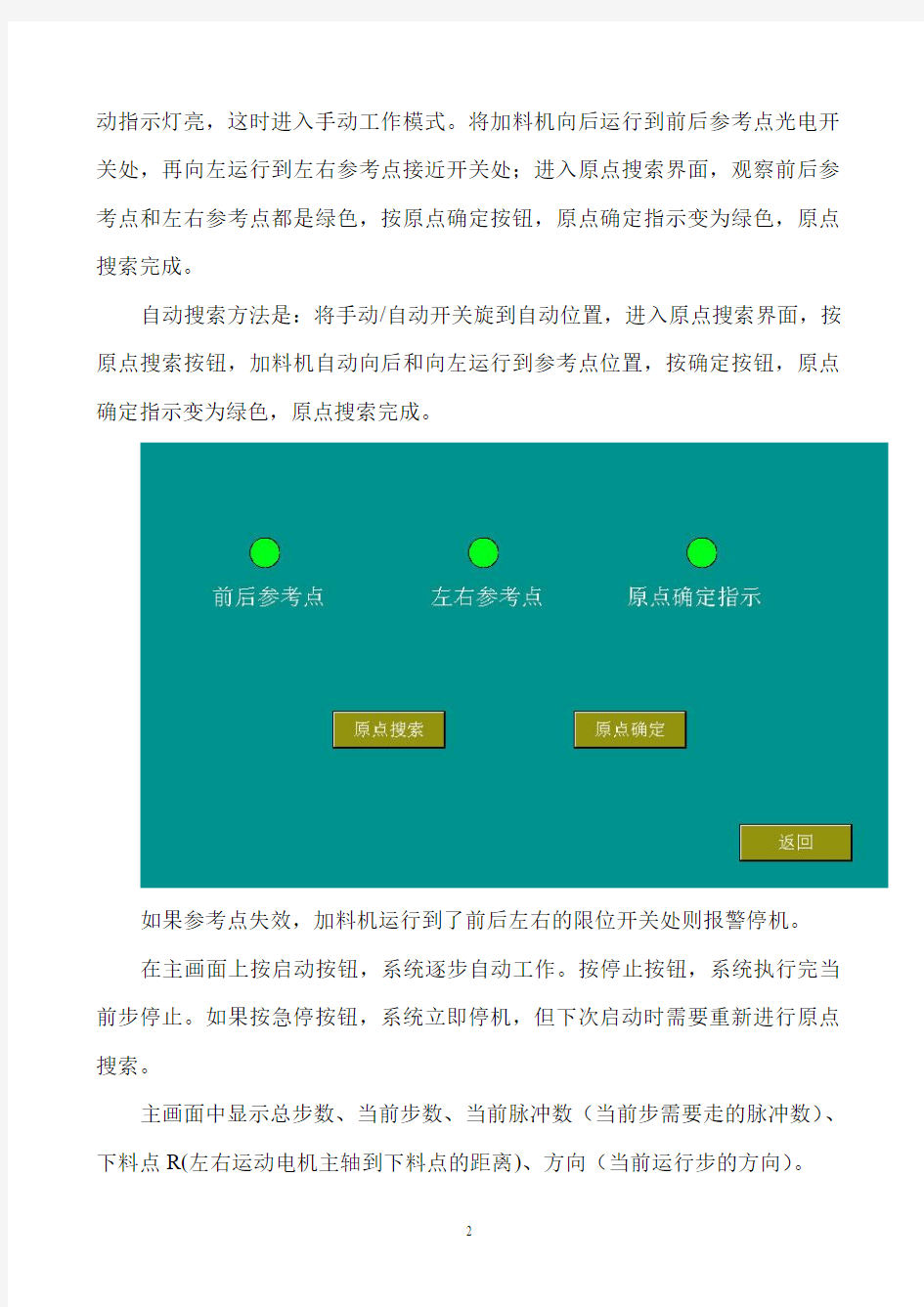
动指示灯亮,这时进入手动工作模式。将加料机向后运行到前后参考点光电开关处,再向左运行到左右参考点接近开关处;进入原点搜索界面,观察前后参考点和左右参考点都是绿色,按原点确定按钮,原点确定指示变为绿色,原点搜索完成。
自动搜索方法是:将手动/自动开关旋到自动位置,进入原点搜索界面,按原点搜索按钮,加料机自动向后和向左运行到参考点位置,按确定按钮,原点确定指示变为绿色,原点搜索完成。
如果参考点失效,加料机运行到了前后左右的限位开关处则报警停机。
在主画面上按启动按钮,系统逐步自动工作。按停止按钮,系统执行完当前步停止。如果按急停按钮,系统立即停机,但下次启动时需要重新进行原点搜索。
主画面中显示总步数、当前步数、当前脉冲数(当前步需要走的脉冲数)、下料点R(左右运动电机主轴到下料点的距离)、方向(当前运行步的方向)。
自动工作过程中,自动加料机受炉内液位的控制,当液位高于设定也为时,系统自动停止,当液位低于设定下限时,系统自动启动。
三、参数设置
电机每转脉冲数:固定值2000。
手动左右速度:手动操作时的左右电机转速。
手动前后速度:手动操作时的前后电机转速。
原点搜索左右速度:原点搜索时的左右电机转速。
原点搜索前后速度:原点搜索时的前后电机转速。
自动左右速度:自动工作时左右运动的线速度。
自动前后速度:自动工作时前后运动的线速度。
左右每圈脉冲数:左右主轴转动一周需要的脉冲数。
前后每米脉冲数:前后运动1米需要的脉冲数。
总步数:自动工作的有效步数(总步数后面设定的各步参数无效)。
原点到圆心距离:前后左右参考点确定后,量取下料皮带下料点中心到左右运动主轴的距离。
间隔时间:每两步之间的剑客时间。
参数2-参数8画面定义各步的运行脉冲数和方向。
以上参数由专业人员调试输入,运行操作时请勿修改,以免造成事故!四、报警
报警画面显示出现的报警。正常为绿色,报警为桔黄色。当急停或是前后左右限位报警发生后,需要执行原点搜索才能重新自动工作。
CNC自动绕线机控制器说明书 CNC自动绕线机控制器说明书 说明书 CNC210-S (简要版) 控制面板 Key pads 按键[ 0]~[9] 用来输入数字 [步序设定] :打开程序设置界面 [产量设定] : 设置目标产量 [起始步序] : 设置开始步序 [结束步序] : 设置结束步序 [资料选择] : 打开不同程序界面,以做设置 [排线方向] : 设置排线杆排线方向 [绕线方向] : 设置绕线的正反向 [两端停车] : 排线到端面时暂停,方便检查起绕点和幅宽设置的准确性[自动复位] : 绕完当下的步序后,排线杆自动进入下一程序的起绕点 [自动启动] : 灯亮时说明不需按启动键,程序会自动启动 [━] : 调机时,如要改变原有的参数,必须先按下此键。此时被调的参数会闪烁,按下新设定的数字再按输入键,新的参数就被设置 [清除] : 调机时,将参数清除的按键 [复制] : 调机时,复制上一步的参数 [输入] : 将参数输入并记忆 [转速] : 将显示在转速和产量之间轮换 [归零] : 按住2秒钟,产量数变为0 [自动] : 启动功能在自动和手动间转换 [煞车] : 当绕线轴停止时,刹车器即启动将绕线轴刹住 [跳段] : 跳入下一段绕线程序 [退段] : 退入上一段绕线程序 [复归] : 任何时候,按此键将终止当下的程序并回到待机状态 [停车] : 暂停绕线 [启动] : 启动绕线或在绕线中暂停绕线 数字显示 段落显示: 显示现在绕线的段落号
资料显示: 调机时,用来显示程序的内容.绕线或待机时, 显示已绕圈数或排线杆的位置 产量显示: 显示产量或转速 其他面板上的LED灯,点亮时显示该功能正在起效,否则,熄灭时则该功能不生效。 1. 设置绕线参数 1.1 MEMORY RANGE SELECTION ·设置起始步序: 待机状态下按【起始步序】【0-999】【输入】 譬如,欲设第二段为起始段。按【起始步序】【2】【输入】即可·设置结束步序 待机状态下按【结束步序】【0-999】【输入】 譬如,欲设第四段为结束段。按【结束步序】【4】【输入】即可* 注意:起始步序必须小于结束步序! 1.2 设置起绕点或幅宽时使用的“教导式” 点按【跳段】按键,可使排线杆向外微动,点按【退段】按键,可使排线杆向内微动。按住约2秒可使排线杆快动。目测准确后按【输入】即可1.3 绕线设置 ·依次按【步序设定】【输入】即进入绕线资料设置界面,面板上“起绕点” 的LED亮起。按入数字,即起绕点的位置。也可用上市的{教导式}调整。 调好后按【输入】,自动进入调幅宽的界面。幅宽的LED亮起。 以此类推,直到调完所有参数又回到“起绕点”。 按【步序设定】回到待机状态。 ·【排线方向】【绕线方向】【自动归位】和【自动启动】都必须在绕线资料设置界面设置。他们相应的LED亮起或者熄灭显示相应功能的有与无 1.4 清除所有绕线资料 待机状态下,按【步序设定】【清除】【2】【输入】所有储存的绕线资料将被清除,机器恢复到出厂设定。 * 注意:此功能只有在调乱机,出现反常现象时才考虑用。否则清除了的资料将无法恢复 2. 几种特别的绕线设置 2.1包胶纸:设“幅宽”为0 2.2起绕点为上一段的终点:设本段的起绕点为999.99 2.3单层均绕:譬如要求在100mm幅宽上用0.27的线均匀绕100圈。这时电脑
USB A 公自动机操作说明书 生效日期 2014-10-12 编 号 SOP-EN-1679 版本/次 A/1 核准: 审核: 制定:张小周2014.10.10 1、目的: 为正确指导员工操作,提高工作效率,加强产品品质,规范现场管理。 2、范围: 生产车间的全体管理干部,技术员及操作员。 3、定义: 3.1 无 4、职责: 4.1课长:对设备的日常维护进行监督。 4.2组长:对设备的日常点检确认。 4.3 技术员/作业员:对设备的日常操作/维护和点检。 5、操作技方法: 5.1正确连接电气(AC220V ,气压:5-7KG )。 5.2将胶芯倒入振动盘中。 5.3将端子装自动送端架上(纸带固定于有电机的一边),将端子穿过气缸定位针,并对准裁切刀口。 5.4手动控制:轻触显视屏上的手动控制,送胶芯/移胶芯/送端/夹端/切端/扞端/切料带/铆端/收纸马达。 5.5自动控制:轻触显示屏上的自动按钮,按下停止/启动。 5.6机器在自动过程中若出现卡机现象,先关掉气压开关,取出不良品,按下复位键即所有动作复位。 5.7注意事项: 5.7.1操作员在处理故障时一定要电气开关,以免机器误动作造成意外事故; 5.7.2操作员在换端子时一定要注意PIN 针和胶芯的配合; 5.7.3振动盘必需保持平稳,且速度不宜过快; 5.7.4操作员必需经过培训后方可上岗,不可两人或多人同时操作机台; 5.7.5若机器出现故障操作员必须通知技术人员调试维修; 6. 每日保养事项: 6.1机台必须保持清洁; 6.2随时保证活动部位有润滑油; 6.3螺丝不可有松动现角,如有必须紧固后再开机生产; 6.4检查各电磁阀有无漏气现象,如有应马上通知生技维修。
自动点胶机操作说明 在当今客户需求不断变化、新技术不断涌现以及竞争力不断加剧的环境下,鑫晖德的所有员工都深切体会到服务在获取竞争优势中的重要性。因而自公司成立初期我们就建立了完善的服务体系,为用户提供高速度高精度高性能操作简单的桌面自动点胶机设备.快捷型流水线点胶机设备。 点胶机:点胶机又称涂胶机,滴胶机,打胶机等,是专门对流体进行控制,并将流体点滴、涂覆于产品表面或产品内部的自动化机器。点胶机主要用于产品工艺中的胶水、油漆以及其他液体精确点、注、涂、点滴到每个产品精确位置,可以用来实现打点、画线、圆型或弧型。 点胶机分类 第一类:普通型点胶机 1、控制器式点胶机: 包括自动点胶机、定量点胶机、半自动点胶机、数显点胶机、精密点胶机等。 2、桌面型自动点胶机设备: 高性能自动点胶机设备分为 1)200MM 2)300MM 3)400MM500MM行程. 主要包括全自动点胶机设备.自动点胶机设备.台式点胶机、台式三轴点胶机、台式四轴点胶机、台式五轴点胶机、或者桌面式自动点胶机、3轴流水线点胶机、多头点胶机、多出胶口点胶机、划圆点胶机、转圈点胶机、喇叭点胶机、手机按键点胶机、机柜点胶机.电池点胶机.uv点胶机.单液点胶机.双液点胶机.AB胶点胶机.电机点胶机.LCD屏点胶机.LCD触摸屏点胶机.LED户外显示屏灌胶机.数码管灌胶机. 变压器点胶机设备锡膏点胶机设备晶体管点胶机马达点胶机摄像头点胶机晶片点胶机PvC点胶机滴塑点胶机电感点胶机cob点胶机磁芯点胶机螺丝点胶机高频头点胶机镜头点胶机芯片固定点胶机瞬干胶点胶机三维点胶机椭圆点胶机手套点胶机硅胶点胶机三防漆喷涂点胶机 LED点胶机LED喷射点胶机视觉点胶机电脑点胶机等。 第二类:自动型点胶机
S ATA 7+15PIN 自动机操作说明书 生效日期 2014-10-12 编 号 SOP-EN-1657 版本/次 A/1 核准: 审核: 制定:张小周2014.10.10 1、目的: 为正确指导员工操作,提高工作效率,加强产品品质,规范现场管理。 2、范围: 生产车间的全体管理干部,技术员及操作员。 3、定义: 3.1 无 4、职责: 4.1课长:对设备的日常维护进行监督。 4.2组长:对设备的日常点检确认。 4.3 技术员/作业员:对设备的日常操作/维护和点检。 5、操作技方法: 5.1正确连接电气(AC220V,气压:5-7KG)。 5.2将SATA7+15胶芯倒入振动盘。 5.3将端子装自动机送端架上。(纸带固定于有电机的一边)将端子穿过气缸定位针, 并对准裁切刀口。 5.4手动控制:轻触显示屏上的手动控制,送胶/推胶/送端1/送端2/夹端/定胶/切端 插端/定位/推壳/顶壳/压壳/定端/插壳/终插/错位/切边/整形/收纸马达。 5.5自动控制:将转换开关扭至自动位,按以下按键复位/自动/手动/启动。 5.6机器在自动过程中若出现卡机现象,先关掉气压开关,取出不良品,按下复位键即所有动作复位。 5.7注意事项: 5.7.1操作员在处理故障时一定要关电气开关,以免机器误动作造成意外事故。 5.7.2操作员在换端子时一定要将端子PIN 孔对准气缸定位针及裁切刀口。 5.7.3振动盘必须保持平稳,且速度不宜过快。 5.7.4操作员必须经过培训后方可上岗。 5.7.5若机器出现故障操作员不可随便调动机器。必须通知技术员调试维修。 6. 每日保养事项: 6.1机台必须保持清洁; 6.2随时保证活动部位有润滑油; 6.3螺丝不可有松动现角,如有必须紧固后再开机生产; 6.4检查各电磁阀有无漏气现象,如有应马上通知生技维修。
点胶机操作说明 设备介绍 本设备操作简单,功能强大。能实现点,直线,和不规则图形多种方式点胶。手持示教器操作,编程方便快捷,简单易学。 设备主界面 本点胶机的作业部分,由点胶控制系统、UV 固化系统、示教编程系统组成。 1. 点胶控制系统介绍 主界面 编程示教器 UV 灯固化控 制器 点胶控制器 点胶阀和CCD 点胶气压表 电压显示屏 点胶气压调节 电压调节 LED 指示灯 SET 确认键 光标移动键 LED 显示屏
点胶气压:点胶气压一般设置在0.1~0.3mpa 。在其他参数不变的情况下,气压越大,点胶量越大。 电压调节:调节点胶阀的设定电压,在其他参数不变下,电压越大,点胶量越大。我们用的电压一般设定到40~70v之间。 电压显示屏:输出开关必须在ON的状态下才能出胶。额度电流不能调节。 LED指示灯 LED 显示屏 点胶阀开关键 点胶触发按加减或上下移动功能键 实际电压设定电压 额定电流 实际电流开关状态
点胶模式:有划线、循环、清洗三种模式。本设备选用画线模式。 点胶时间:此时间为撞针抬起时间。 间歇时间:该时间为撞针两次撞击的时间间隔。 脉冲数:控制器对点胶进行计数。 参数设置 在主屏显示下按下“SET ”键可进入菜单页面 用“+”、“-”选择相应菜单,红色为当前选择项。按“SET ”键确认可进行参数设置和模式设置。
在参数设置菜单中,用“+”、“-”选择需要设置项目。 2、UV 固化系统介绍 主界面介绍 光强指示灯 时间指示灯 故障指示灯 光强设置键 通道按键 固化时间 光强值 通道状态指示灯 模式指示灯 时间设置键 模式设置键 加减键 确认键
ATA 80PIN 接地片自动机操作说明书 生效日期 2014-10-12 编 号 SOP-EN-1668 版本/次 A/1 核准: 审核: 制定:张小周2014.10.10 1、目的: 为正确指导员工操作,提高工作效率,加强产品品质,规范现场管理。 2、范围: 生产车间的全体管理干部,技术员及操作员。 3、定义: 3.1 无 4、职责: 4.1课长:对设备的日常维护进行监督。 4.2组长:对设备的日常点检确认。 4.3 技术员/作业员:对设备的日常操作/维护和点检。 5、操作技方法: 5.1正确连接电气(AC220V,气压:5-7KG ). 5.2 将ATA 80P 胶芯倒入振动盘 5.3将接地片端子装在自动送端子架上(纸带固定于有电机的一边),将端子穿过气缸定位针,并对准确 性裁切刀口. 5.4手动控制:轻触数字键手动控制,分料送料旋转,裁切.插针.阵列定位,送端. 5.5自动控制:将转换开关扭到自动位,接以下键复位(自动/手动/启动) 5.6生产出来的产品必需经过相关人员确认方可按自动生产. 5.7机器在自动过程中若出现卡机现象,先关掉气压开关.电源.取出不良品,按以下复位键即所有动动 复位. 5.8注意事项: 5.8.1操作员在处理故障时一定要关电气开关,以免机器误动作造成意外事故。 5.8.2操作员在换端子时一定要将端子PIN 孔对准气缸定位针及裁切刀口。 5.8.3振动盘必须保持平稳,且速度不宜过快。 5.8.4操作员必须经过培训后方可上岗。 5.8.5若机器出现故障操作员不可随便调动机器。必须通知技术员调试维修。 6. 每日保养事项: 6.1机台必须保持清洁; 6.2随时保证活动部位有润滑油; 6.3螺丝不可有松动现角,如有必须紧固后再开机生产; 6.4检查各电磁阀有无漏气现象,如有应马上通知生技维修。
C N C自动绕线机控制器 说明书 公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-
CNC自动绕线机控制器说明书 控制器说明书 说明书 CNC210-S (简要版) 控制面板 Key pads 按键[ 0]~[9]用来输入数字 [步序设定] :打开程序设置界面 [产量设定] :设置目标产量 [起始步序] :设置开始步序 [结束步序] :设置结束步序 [资料选择] :打开不同程序界面,以做设置 [排线方向] :设置排线杆排线方向 [绕线方向] :设置绕线的正反向 [两端停车] :排线到端面时暂停,方便检查起绕点和幅宽设置的准确性 [自动复位] :绕完当下的步序后,排线杆自动进入下一程序的起绕点 [自动启动] :灯亮时说明不需按启动键,程序会自动启动 [━] : 调机时,如要改变原有的参数,必须先按下此键。此时被调的参数会闪烁,按下新设定的数字再按输入键,新的参数就被设置 [清除] :调机时,将参数清除的按键 [复制] :调机时,复制上一步的参数
[输入] :将参数输入并记忆 [转速] :将显示在转速和产量之间轮换 [归零] :按住2秒钟,产量数变为0 [自动] :启动功能在自动和手动间转换 [煞车] :当绕线轴停止时,刹车器即启动将绕线轴刹住 [跳段] :跳入下一段绕线程序 [退段] :退入上一段绕线程序 [复归] :任何时候,按此键将终止当下的程序并回到待机状态 [停车] :暂停绕线 [启动] :启动绕线或在绕线中暂停绕线 数字显示 段落显示:显示现在绕线的段落号 资料显示:调机时,用来显示程序的内容.绕线或待机时,显示已绕圈数或排线杆的位置 产量显示:显示产量或转速 其他面板上的LED灯,点亮时显示该功能正在起效,否则,熄灭时则该功能不生效。 1.设置绕线参数 MEMORYRANGE SELECTION ·设置起始步序: 待机状态下按【起始步序】【0-999】【输入】 譬如,欲设第二段为起始段。按【起始步序】【2】【输入】即可
目录 注意 2 前言 3 1 概述 4 2 工作环境 4 3 主要技术指标 4 4 机构特点 5 5 性能特点 5 6 操作步骤 6 7 触摸屏使用7 8 部件调试及常见故障排除15 9 维护保养18
注意 下列标记用于指明本说明书中的几类注意事项,请始终注意它们所规定的情况,不注意这些事项可能导致人身伤害或危及财产。 危险!指示如果不按这些信息做,会导致严重的人身伤害。 警告!指示如果不按这些信息做,可能导致严重的人身伤害。 注意!指示如果不按这些信息做,可能造成一些人身伤害、设备或产品损坏、操作失败。 版权所有。没有得到本公司的书面许可,不允许将本说明书的任何部分以任何形式或任何方式(机械的、电子的、照相的、录制的等)进行翻版、存储或传输。 由于设备改进而使本说明书进行修改时,不另行通知。
前言 感谢惠顾本公司的产品。使用前,请仔细阅读和理解本说明书,以便正确使用。不正确的使用,将造成不正常的运行、引起故障或降低使用寿命。 本说明书应保存在操作维护者的手中,请妥善保管。 在使用过程中对本说明书若有疑问,请随时与我公司联系。 产品技术规范发生变化时,恕不另行通知。
1.概述 ZGJ系列全自动注脂压盖均脂机是我公司根据国内外轴承生产厂家的最新要求而设计的高科技产品,具有生产效率高、操作简便、应用广泛、结构精巧等特点。适用于外径φ16㎜~φ62㎜的深沟球轴承的注脂、压盖、均脂工序。可双面注脂亦可单面注脂;能压金属防尘盖和橡胶防尘盖;也适用于塑料保持架轴承的注脂、压盖、均脂。尤其是独特的非接触式注脂结构,既不损伤保持架,也不损伤注脂头,提高了加工质量,无需频繁更换注脂头,既降低了成本,又提高了效率。本机可通过输送带连到生产线上,也可以使用圆盘上料机供料。 2.工作环境 (1)环境温度:5~35℃ (2)相对湿度:<85%(无结露) (3)海拔高度:<2000m (4)无超量粉尘、无腐蚀性气体、不含盐份的环境 (5)供电电源:AC220V±10% 50Hz 5A (6)使用气源:0.35Mpa~0.55Mp 注意:当工作环境不能满足上述要求时,可能会造成设备不能正常工作或降低使用寿命,严重者会损伤设备,请改善之或提出特殊订货。 3. 主要技术指标 (1)适用轴承范围(轴承外径):φ16 ㎜~φ62㎜ (2)加脂量: 0.3 g ~ 5 g (3)加脂精度:± 5% (4)效率:≤2.5S (5)压盖缸静压力:0-3T无级可调(具体取决于增加缸的最大压力) (6)外形尺寸:1800㎜×650㎜×1800㎜(长×宽×高) (7)重量:400Kg
自动绕线机常见功能和调试方法 时间:2012-3-10 4:10:39 很多做绕线机工程技术这一块的朋友对绕线机不懂 调试,主要是对产品不熟,或没有经过培训吧,当然如果你知道的话,那就简了。 自动绕线机常见功能和调试方法: 绕线机不单有精密的机械部件,还配置有强大的电气控制系统,它集合了电气控制、传感技术、机械传动、气动装置等部件,其调试方法相比其他电气加工设备要复杂和精细的多,笔者从事自动绕线设备加工行业多年积累了一点绕线设备的调试方法,本文就该类设备的调试作一个简单介绍,希望对广大的绕线设备用户能有所帮助。 以下调试方法可应用于常见的带骨架线圈的缠绕加工工艺,主要讲解起绕位置、漆包线规格、绕线宽度三个重要的绕线参数。 一、起绕位置如何设定 什么是起绕位置?简单的说就是在骨架上开始绕线的起点,这个位置与线圈的出头及线圈类型有紧密的联
系,通常可以通过设备控制系统自带的测量功能来测的相关起绕位置的具体数值;操作人员也可以采用人工方式测量,以固定点作为参考点使用尺具实际测量,设定该点时注意线圈的缠绕方向。 二、漆包线规格的设定 我们常见的漆包线有不同的线径,漆包线规格设定是否正确直接会影响到排线的效果,使用不同材质的漆包线需要加不同的线径修正值,铜线不易被拉细,其修正值加0.02左右,铝线在经过绕线设备的张力及过线装置后容易被拉伸,其修正值幅度较大0.02-0.2之间都是允许的。 三、绕线宽度的设定 绕线宽度的理解就是从开始绕线的位置到绕线结束位置之间的距离,通常该值直接反映骨架需要绕线的长度,设定时需要考虑所使用骨架的微小变形量会绕线宽度的影响,应采用综合测量的方法取最小值作为绕线宽度。 随着科技的高速发展,现代自动绕线机由于集成了电气控制、机械传动、光电检测等诸多技术,所以其设置调试的难度也大大增加了,许多客户在购买
S ATA 7PIN 自动机操作说明书 生效日期 2014-10-12 编 号 SOP-EN-1664 版本/次 A/1 核准: 审核: 制定:张小周2014.10.10 1、目的: 为正确指导员工操作,提高工作效率,加强产品品质,规范现场管理。 2、范围: 生产车间的全体管理干部,技术员及操作员。 3、定义: 3.1 无 4、职责: 4.1课长:对设备的日常维护进行监督。 4.2组长:对设备的日常点检确认。 4.3 技术员/作业员:对设备的日常操作/维护和点检。 5、操作技方法: 5.1正确连接电气(AC220V,气压:5-7KG )。 5.2将SATA7P 一体式胶芯倒入振动盘。 5.3将端子装自动送端架上。(纸带固定于有电机的一边) 将端子穿过气缸定位针,并对准裁切刀口。 5.4手动控制:轻触显视屏上的手动控制,主送料/分料/端子定位/端子送料/裁切端子/压入舌片/端子压入/一次翻转/二次翻转/后塞压入/折边料/收纸马达。 5.5自动控制:将转换开关扭至自动位,按以下按键复位/自动/手动/启动。 5.6机器在自动过程中若出现卡机现象,先关掉气压开关,取出不良品,按下复位键即所有动作复位。 5.7注意事项: 5.7.1操作员在处理故障时一定要将电源开关关掉,以免机器误动作造成意外事故。 5.7.2操作员在换端子时一定要将端子PIN 孔对好送料之齿轮,避免制造不良品。 5.7.3操作员必需经过培训后方可上岗。 5.7.4若机器出现故障操作员不可随便调动机器。必须通知技术人员调试维修。 6. 每日保养事项: 6.1机台必须保持清洁; 6.2随时保证活动部位有润滑油; 6.3螺丝不可有松动现角,如有必须紧固后再开机生产; 6.4检查各电磁阀有无漏气现象,如有应马上通知生技维修。
自动点胶机使用方法 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 一、自动点胶机安全操作规程 1.接通电源和气源,打开电源开关。 2.在亚胶枪内装上胶筒,插好压胶枪进气快速接头。 3.治具上放好产品。 4.按面板上的复位按钮。 5.机械运行到原点后,调整出胶头的高度和出胶头的角度。 6.通过面板上的调压阀调节出胶压力。 7.确定是否开启循环模式。 8.按启动按钮机械开始点胶。 二、点胶流程 1.升降气缸下降,等待下降延时,打开胶枪开始出胶。 2.等待设置的开胶延时后,小圆盘开始运行设定的点胶角度。 3.当小圆盘运行到关胶距离后,关闭胶枪,然后等待设置的关胶延时, 4.一段点胶完成后(多段点胶时:再运行设定的间隔角度,段数计数加一。如果未到设定的段数,继续下一段),气缸上升,等待设置的上升延时(或上升到位后)。 5.循环模式时,大圆转盘运行120度,继续下一个。
附注: 1.运行时再按启动启动键暂停,暂停后再按启动键继续运行,按复位键归零;运行时按停止键停止,再按启动键则先归零再继续运行,停止后按复位键归零。 2.如果大转盘在回原点时,旋转角度大于360度还不停止,有可能是原点传感器坏了或感应片与感应器之间距离太大。 3.大盘或小盘不转:1)电机或驱动器坏了;2)电机或转盘上的齿轮坏了/松动了。 4.不出胶:1)压胶枪内无胶;2)气源异常;3)出胶阀卡住,出胶头堵塞;4)电磁阀异常。 5.电源和气源正常,机械无动作:1)24V开关电源坏了;2)接线松动或掉了;3)PLC 异常,接线不正确或电器元件问题。 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
MINI USB 8P 自动机操作说明书 生效日期 2014-10-12 编 号 SOP-EN-1682 版本/次 A/1 核准: 审核: 制定:张小周2014.10.10 1、目的: 为正确指导员工操作,提高工作效率,加强产品品质,规范现场管理。 2、范围: 生产车间的全体管理干部,技术员及操作员。 3、定义: 3.1 无 4、职责: 4.1课长:对设备的日常维护进行监督。 4.2组长:对设备的日常点检确认。 4.3 技术员/作业员:对设备的日常操作/维护和点检。 5、操作技方法: 5.1正确连接电气(AC220V,气压:5-7KG )。 5.2将铜壳倒入振动盘中,将麦拉装入切麦拉轨道。 5.3将MODING 端子装自动送端架上(对准料带孔),按机台桌面的蓝色启动按钮进行料带裁切和折料并 送入端子轨道。 5.4手动控制:轻触显视屏上的手动控制,升铜壳/推铜壳/组装/移料下降/夹持1.2.3/移料上升/横移/移料下降/折弯铜壳/成型/电测/贴麦拉/夹持松1.2.3/移料上升/横移。 5.5自动控制:轻触显示屏上的自动按钮,按下停止/启动。 5.6机器在自动过程中若出现卡机现象,先关掉气压开关,取出不良品,按下复位键即所有动作复位。 5.7注意事项: 5.7.1操作员在处理故障时一定要电气开关,以免机器误动作造成意外事故; 5.7.2操作员在换端子时一定要注意PIN 针和胶芯的配合; 5.7.3振动盘必需保持平稳,且速度不宜过快; 5.7.4操作员必需经过培训后方可上岗,不可两人或多人同时操作机台; 5.7.5若机器出现故障操作员在没有必须通知技术人员调试维修; 6. 每日保养事项: 6.1机台必须保持清洁; 6.2随时保证活动部位有润滑油; 6.3螺丝不可有松动现角,如有必须紧固后再开机生产; 6.4检查各电磁阀有无漏气现象,如有应马上通知生技维修。
全自动电脑剥线机 使用说明书 适用范围 全自动电脑剥线机适用于单股、多股导线的切断、剥头、剥尾、中间剥的加工,加工最大截面积0.1-4.5mm 2,切断最大长度为9999mm,剥头35mm,剥尾15mm。主要适用于电子、电器、玩具、汽摩配等行业的线束加工。 重量:31KG 外形尺寸:390mm×350mm×255mm 功率:120 – 200W 显示方式:LCD液晶显示屏 切割长度:1mm – 9999mm 切割公差:0.002×L以内(L =切割长度) 剥离长度:0 – 35mm 切割线芯截面积:0.1 – 4.5mm2 导管最大直径:¢8 中间剥皮:10处剥 刀具材料:优质钨钢 剥线速度:2000 – 80000根/小时 驱动方式:两轮 调节速度:0最慢,9最快
安全使用注意事项 首先非常感谢您购买SWT系列全自动电脑剥线机!为了确保您能安全与正确地使用该机器,请在使用之前详细阅读本使用说明书。 一、为了使机器工作电压稳定,敬请用户选配电源稳压器,以避免电压过高而烧 坏该机器。 二、使用时该机器应放置于平坦稳固的表面上操作,以免掉落损坏机器。 三、请勿在靠近电磁场较强的区域内使用该机器,以免对该机器产生干扰。 四、使用时不得在该机器上面放置任何物品,不得接近腐蚀性的化学物品,务必 保持工作环境干燥、通风、无灰尘,工作室温:0–35℃。 五、使用时该机器如果出现不理想的剥线效果或不同程度的故障,敬请阅读本使 用说明书中的故障及排除方法,如果仍无法解决,请拨打我们的技术服务电话咨询检修的方法,为了您的安全起见,请勿自行拆卸该机器进行检修。
目录 一、剥线机的主要结构 二、快速操作方法 三、机械部分工作原理 四、面板操作与参数设定 五、刀口位置调整 六、参数名词说明 七、售后服务承诺 八、故障及排除方法
点胶机操作说明 设备介绍 本设备操作简单,功能强大。能实现点,直线,和不规则图形多种方式点胶。手持示教器操作,编程方便快捷,简单易学。 设备主界面 本点胶机的作业部分,由点胶控制系统、UV 固化系统、示教编程系统组成。 1. 点胶控制系统介绍 主界面 点胶气压:在其他参数不变的情况下,气压越大,点胶量越大。 电压调节:调节点胶阀的设定电压,在其他参数不变下,电压越大,点胶量越大。我们用的电压一般设定到40~70v 之间。 电压显示屏: 输出开关必须在ON 的状态下才能出胶。 额度电流不能调节。 LED 指示灯 编程示教UV 灯固化控 制器 点胶控制 点胶阀和CCD 点胶气压表 点胶阀开关键 点胶触发按 电压显示屏 点胶气压调节 电压调节 加减或上下移动功能键 LED 指示灯 SET 确认键 光标移动键 LED 显示屏 实际电压 设定电压 额定电流 实际电流 开关状态
LED 显示屏 点胶模式:有划线、循环、清洗三种模式。本设备选用画线模式 。 点胶时间:此时间为撞针抬起时间。 间歇时间:该时间为撞针两次撞击的时间间隔。 脉冲数 :控制器对点胶进行计数。 参数设置 在主屏显示下按下“SET ” 键可进入菜单页面 用“+”、“-”选择相应菜单,红色为当前选择项。按“SET ” 键确认可进行参数设置和模式设置。 在参数设置菜单中,用“+”、“-”选择需要设置项目。 2、UV 固化系统介绍 主界面介绍 模式设置 按“模式设置键”→选择要设置的“通道按键”对应的指示灯会亮→再按“模式按键”每按一次模式会顺序循环切换,相应指示灯点亮→按“确认按键”后等待3秒。系统退出设置模式。对应模式指示灯停止闪烁。 注意:本设备使用”外部触发”模式。 光强设置 按“光强设置键”光强指示灯闪烁→选择要设置的“通道按键”对应的指示灯会亮→按“加减键”调整光强值→按“确认按键”后等待3秒。系统退出设置模式。光强指示灯停止闪烁。 固化时间设置 按“时间设置键”时间指示灯闪烁→选择要设置的“通道按键”对应的指示灯会亮→按“加减键”调整时间值→按“确认按键”后等待3秒。系统退出设置模式。光强指示灯停止闪烁。 3、示教编程系统 开机准备: 开机后:三色指示灯的黄色指示灯闪烁,按下“复位”按钮。等待2s 复位完成后黄色灯停止闪烁,按下“启动”按钮三色灯由黄色转换到绿色。设备进入运行模式 示教器面板介绍 光强指示灯 时间指示灯 故障指示灯 光强设置键 通道按键 固化时间 光强值 通道状态指示灯 模式指示灯 时间设置键 模式设置键 加减键 确认键
设备操作说明书 .设备名称 自动点胶机 设备功能 点胶 文件编号 设备型号 QD-100 厂 商 大恒 版 本 一﹑机构介绍﹕ 1﹑储胶箱﹕用于储存凡立水﹐并自动出凡立水。 2﹑点胶机﹕用于点凡立水胶。 二﹑储胶箱的使用方法﹕ 1﹑面板介绍﹕ ① 压胶指示﹕指示机器正在出胶。 ② 压胶开关﹕用于向点胶机供应凡立水。 ③ 吸胶指示灯﹕指示机器正在吸胶中。 ④ 吸胶开关﹕点击后机器将自动吸胶。 ⑤ 上限位指示灯﹕用于指示胶已吸满。 ⑥ 停止开关﹕用于停止一切正在运作的动作。 ⑦ 下限位指示灯﹕用于指示胶已用完。 ⑧ 手动自动开关﹕指示人工自行操作。 2﹑手动操作方法﹕ 接通电源后﹐将“自动/手动”转换开关到手动 按“吸胶”键 吸胶指示灯亮 当上限位指示灯亮后 按下“出胶”键 此时出胶指示灯亮待下限位指示灯亮后 按下“停止键机器停止运作﹐手动操作完成。需再次吸胶时请点击“吸胶”键。 1 2 4 6 8 3 5 7 图一 第一页﹐共八页
设备操作说明书 设备名称 自动点胶机 设备功能 点胶 文件编号 设备型号 QD-100 厂 商 大恒 版 本 3﹑自动操作方法﹕ 将“自动/手动”转换开关到自动 按“吸胶”键 吸胶指示灯亮 当上限位 指示灯亮后 机器自动出胶 出胶指示灯亮 下限位灯亮后 机器将再次自动吸胶﹐就这样循环﹐如需停止时﹐请点击“停止”键。自动操作完成。 三﹑点胶机操作﹕ 1. 面板介绍﹕ ① 调速器﹕用于调节传送带的速度。 ② 电源开关﹕控制点胶机的电源。 ③ 气压表﹕用于显示气压值。 ④ 气压调节阀﹕用于调节气压。 ⑤ 加热指示灯﹕指示正在加热中。 ⑥ 加热开关﹕按下此开关加热。 核准 审核 制作 日期 图 二 第二页﹐共八页 4 2 4 5 4 4 3 1 6 4 4
2011年全国职业院校技能大赛高职组机器人赛项 自动机器人平台说明 目录 第一章自动机器人平台概述 (3) 1.1 自动机器人平台的总体构成...........................................................................................3 1.2 自动机器人平台按键部分...............................................................................................4 1.3 机器人平台的充电...........................................................................................................4 第二章自动机器人平台系统结构. (4) 2.1自动机器人平台机械部分................................................................................................4 2.1.1 机器人平台机械部分组成...........................................................................................4 2.1.2 机器人平台运动详解...................................................................................................5 2.2 自动机器人平台控制系统...............................................................................................5 2.2.1 概述..............................................................................................................................5 2.2.2 主控制板. (5) 2.2.3 巡线传感器..................................................................................................................9 2.2.4 传感器信号处理板.....................................................................................................10 2.2.5 电机驱动板................................................................................................................12 2.3 机器人平台控制程序.....................................................................................................14 2.3.1 控制程序流程图 (15) 2.3.2 软件函数说明............................................................................................................17 第三章自动机器人平台的装配和调试 (18)
【最新整理,下载后即可编辑】 目录 第一章概述 (3) 1.1硬件 (3) 1.2 软件 (4) 1.3 配件 (4) 1.4 主板尺寸(单位:mm) (4) 1.5 手持编程器尺寸(单位:mm) (4) 第二章主界面及按键说明 (4) 2.1 主界面说明 (4) 2.2 手持编程器按键说明 (4) 2.3 程序选择及对针按键说明 (4) 第三章编程的基本方法说明 (4) 3.1 单位符号解释 (4) 3.2 点胶程序结束的约定 (4) 3.3 点胶程序运行方式 (4) 3.4 点胶的基本路径组成 (4) 第四章菜单1 (4) 4.1 第1页1.文件名编辑 (4) 4.2 第1页2.生成默认点胶参数 (4) 4.3 第1页3.编辑多个编程点 (4) 4.4 第1页4.设置标号 (4) 4.5 第1页5.阵列点胶 (4)
4.6 第1页6.阵列展开操作 (4) 4.7 第1页7.调用子程序 (4) 4.8 第1页8.调用文件 (4) 4.9 第1页9.程序跳转 (4) 4.10 第2页1.有限次数循环 (4) 4.11 第2页2.程序结束或返回 (4) 4.12 第2页3.延时 (4) 4.13 第2页4.暂停 (4) 4.14 第2页5.输入信号编程 (4) 4.15 第2页6.输出信号编程 (4) 4.16 第2页7.方形涂胶 (4) 4.17 第2页8.圆形涂胶 (4) 4.18 第2页9.点胶信号开/关 (4) 4.19 第3页1.工件计数器 (4) 4.20 第3页2.回空闲停留位置 (4) 4.21 第3页3.回原点 (4) 第五章菜单2 (4) 5.1 第1页1.对针点设置 (4) 5.2 第1页2.校准对针点 (4) 5.3 第1页3.胶枪下移限制值设置 (4) 5.4 第1页4.空闲停留点坐标设置 (4) 5.5 第1页5.胶枪提起高度设置 (4) 5.6 第1页6.空移速度设置 (4)
HDMI C TYPE 自动机操作说明书 生效日期 2014-10-12 编 号 SOP-EN-1659 版本/次 A/1 核准: 审核: 制定:张小周2014.10.10 1、目的: 为正确指导员工操作,提高工作效率,加强产品品质,规范现场管理。 2、范围: 生产车间的全体管理干部,技术员及操作员。 3、定义: 3.1 无 4、职责: 4.1课长:对设备的日常维护进行监督。 4.2组长:对设备的日常点检确认。 4.3 技术员/作业员:对设备的日常操作/维护和点检。 5、操作技方法: 5.1正确连接电气(AC220V,气压:5-7KG)。 5.2将HDMI C TYPE 胶芯倒入振动盘。 5.3将端子装自动机送端架上。(纸带固定于有电机的一边)将端子穿过气缸定位针, 并对准裁切刀口。 5.4手动控制:轻触显示屏上的手动控制,分胶芯/定端1/送端1/退端1/送料/端子裁切11/端子裁切 12/裁切下拉1/送料呆/勾爪下拉1/插针1/一道压入/裁切分料/定端2/送端2/退料2/裁铅/端子裁切21/端子裁切22/裁切下拉2/裁切导向/勾爪下拉2/插针2/二道压入/2裁切导向。 5.5自动控制:将转换开关扭至自动位,按以下按键复位/自动/手动/启动。 5.6机器在自动过程中若出现卡机现象,先关掉气压开关,取出不良品,按下复位键即所有动作复位。 5.7注意事项: 5.7.1操作员在处理故障时一定要关电气开关,以免机器误动作造成意外事故。 5.7.2操作员在换端子时一定要将端子PIN 孔对准气缸定位针及裁切刀口。 5.7.3振动盘必须保持平稳,且速度不宜过快。 5.7.4操作员必须经过培训后方可上岗。 5.7.5若机器出现故障操作员不可随便调动机器。必须通知技术员调试维修。 6. 每日保养事项: 6.1机台必须保持清洁; 6.2随时保证活动部位有润滑油; 6.3螺丝不可有松动现角,如有必须紧固后再开机生产; 6.4检查各电磁阀有无漏气现象,如有应马上通知生技维修。
履歷表 修订日期修订单号修订内容及摘要页次版次修订审核批准2014.03.08 ∕文件新制定 5 A/0 ∕∕∕ 制作审核核准 余新和
1.0 目的 规范绕线机的使用,维护和保养延长设备寿命。 2.0 适用范围 适用于绕线机。 3.0 职责: 设备操作人员负责检查机器的运行状态/参数的调整/保养以及简单维修。 设备技工负责机器的维修与维护。 4.0 安全操作规程 4.1工作前,必须穿戴好劳保用品。 4.2开机前,检查所备线模、漆包线规格是否与作业计划一致,检查电源开关、制动器开关是否正常。 4.3绕线前,检查线模、骨架、漆包线是否固定好;先用脚踏开关点动试机,检查脚踏板开关是否灵敏可 靠,计数器是否准确无误。 4.4绕线时,禁止戴手套,严禁用手触摸线模;若发现模具松动等异常现象,必须先切断电源,确认停机 后再检查。 4.5线圈绕制中,二人以上共同操作,要配合协调;装卸线圈时必须停电;禁止随意堆放成品,作业现场不得摆放物品。 4.6绕线完毕,关闭电源开关,卸下线模、骨架,工具归位,清理作业现场。 5.0面板说明 5.1按键 ~:共十键,用来输入数值之用。 :用来进入或离开资料设定状态。 :用来设定目标产量。 :用来指定记忆体起始步序。 動動 自啓端車 兩停動位自歸線向繞方束序 結步線向 排方始序起步料擇資選完 成 産 量 轉 速 後 退 低 速高 速停止慢車 起繞慢車總 圈 數線 俓 幅 寬起 繞 點連 線 超 速定 位慢 車 運 轉待 機0 2 145789步 序設 定6産 量設 定 3 ― 清 除 COPY 輸 入 啓 動 停 車 煞 車復 歸退 段跳 段歸 零 轉 速 自 動電 源 步 序
内部编号:AN-QP-HT273 版本/ 修改状态:01 / 00 The Procedures Or Steps Formulated T o Ensure The Safe And Effective Operation Of Daily Production, Which Must Be Followed By Relevant Personnel When Operating Equipment Or Handling Business, Are Usually Systematic Documents, Which Are The Operation Specifications Of Operators. 编辑:__________________ 审核:__________________ 单位:__________________ 点胶机安全操作规程通用范本
点胶机安全操作规程通用范本 使用指引:本操作规程文件可用于保证本部门的日常生产、工作能够安全、稳定、有效运转而制定的,相关人员在操作设备或办理业务时必须遵循的程序或步骤,通常为系统性的文件,是操作人员的操作规范。资料下载后可以进行自定义修改,可按照所需进行删减和使用。 1. 检查机器气压是否在0.2-0.4MPA范围内; 2. 打开电源开关、接通气路; 3. 根据实际情况调整各参数(点胶量、胶枪位子、气压、真空控制及途径参数等); 4. 根据实际情况,调整好后,即可进入工作阶段; 5. 工作时只需要工件准确放入工装,然后按启动即可 6. 工作中发现针头点胶不均匀断续或者点胶外面,及时清洁点胶阀或调整针头; 7. 生产结束后,将机器回原点,按电源键
一﹑面版說明﹕ 4 18 1 2 3 10 9 11 17 16 12 13 15 14 1﹑放產品的夾具﹕用于擺放產品。 2﹑USB1﹑USB2接口﹕用來拷貝數據等。 3﹑鍵盤﹕用于操作和輸入參數。 4﹑鍵盤接口﹕用于連接鍵盤。 5﹑滑鼠接口﹕用于連接鼠標。 6﹑排膠按鈕﹕用于作業前排膠。 7﹑點/連動按鈕﹕當燈亮時是ON 狀態自動點膠﹐當不亮時是OFF 狀態是手動點膠。 8﹑開始鍵﹕”是在手動狀態下﹐可 用此按鍵啟動一次點膠作業。 9﹑急停按鈕﹕作業中若有緊急情況﹐可按下此鍵停機。 10﹑方向搖杆﹕用于移動夾具的前后左右移動。 11﹑電源開關﹕接通﹑斷開電源。 12﹑電源線 13﹑排氣扇﹕用于機器散熱﹐防止溫度過高造成機器故障。 14﹑OB2﹑OB4 15﹑熒屏接口﹕用于連接顯示器。 16﹑裝膠罐﹕用于存放膠料。 17﹑氣源處理器﹕用于調節氣壓的大小。 18﹑電腦顯示屏﹕顯示作業畫面。 5 6 7 8
二﹑操作步鄹﹕ 2.1﹑打開“電源開關” (指示燈亮)進入開機界面如下圖﹕ 2.2﹑如上按下鍵盤”ENTER”鍵2次﹐進入F2資料輸入界面如下圖﹕ 2.3﹑說明﹕1﹑工作檔案索取(.WK3)用于讀取已儲存檔案。 3﹑工作檔X-Y座標教導輸入﹐按電腦顯示屏下方﹕”1”來進入設置參數。 2.4﹑選擇3工作檔X-Y座標教導輸入﹐進入參數設置如下圖﹕
2.5﹑用鍵盤”↑↓”鍵選擇”Y”座標﹑”←→”鍵選擇”X”座標﹑”PAGE UP”和”PAGE DOWN”來選擇”Z”座標或用搖杆方向鍵來調整產品第一點座標﹐再 按”ENTER”鍵2次。(注意﹕第一點要在第一個產品鐵心的正中點)如下圖﹕ 2.6﹑在用鍵盤”↑↓”鍵選擇”Y”座標的第二點(第二點要在第一個產品的最后一個鐵心的正中點)。選擇第二點。第一﹑第二點座標的調試如下圖﹕