从射蜡到沾浆制壳阶段工艺流程的英文翻译
(其他部分待完成)
低温蜡射蜡工艺规范Low temperature wax wax injection process specification
1、蜡料的配制石蜡和硬脂酸按1∶1(质量分数)进行配制,蜡料不允许混入水及其它脏物
1, 1:1 preparation of paraffin wax and stearic acid (concentration) ,formulated wax does not allow mixed with water and other dirt
2、蜡膏的配制取保温缸中的蜡水与蜡屑按1∶2(质量分数)在蜡糊搅拌机上进行充分的搅拌;
蜡糊搅拌机的温度设定在60~65℃之间,要求配制的蜡膏具有一定的流动性,手感均匀、细腻、无碎块2, Preparation of insulating cylinder of wax and wax chips by 1:2 (concentration) in fully on wax paste mixer mixing; which temperature setting are between 60~65℃, wax paste needs to has a certain degree of mobility, fine and smooth, no fragments
3、蜡样收缩率的控制压注ф100蜡样的收缩率控制在0.9~0.11%之间,要求每工作日检测一次
3, controlling shrinkage of wax: :wax injection Diameter 100millimetre ,shrinkage of wax needs to be control I between 0.9~0.11%, C heck once a day
4、蜡料温度的控制蜡料溶化缸温度设定在90±5℃,不允许超过95℃;保温缸温度控制在80±5℃;射蜡保温缸温度控制在48~50℃,射蜡嘴温度控制在54~60℃范围内。
4, material temperature control of wax,Wax melting cylinder temperature set at 90 ± 5 ° c,
not exceeding 95 ° c; insulation cylinder temperature set at 80 ± 5 ℃; wax injection insulation cylinder temperature is 48~50℃,.Wax injection nozzle temperature control within the scope of 54~60℃
6、射蜡工艺参数射蜡压力0.2~0.4Mpa,保压时间1~3分钟,根据蜡件的尺寸大小及壁厚、结构状况进行选定
6 wax injection process parameters Injection pressure 0.2~0.4Mpa, 1-3 minutes holding time, process parameters selected according to size and wall thickness and the structural condition of the wax,
7、对于具有盲孔的蜡件,为便于抽芯,允许在平厚处扎穿1~2个直径3~5mm的空洞,然后用红蜡修补上。
7, for the wax with a blind hole, for ease of extracting core, allow tie to wear 1~2 at the thick diameter
3~5mm hollow, then with red wax on the patch.
8、应经常清洁模具上各接合面,以保证蜡件的尺寸精度
8, clean the mould on the joint surface regularly, to ensure that the wax pieces size precision
9、蜡件冷却水温度控制在20~25℃之间
Wax cooling water temperature control between 20~25℃
蜡件的检验及修补Inspection and repair of wax
1 蜡件必须逐个进行清理,修除批缝、毛刺及污物。
Wax must clear them one by one, in addition to sewing, burrs and dirt.
2、蜡件允许用红蜡进行修补,但必须保证表面的光洁度
2 Patch wax allows the use of red wax, but must ensure that the surface finish
、蜡件的几何尺寸在每班生产过程中进行抽检,但对重要尺寸要求的蜡件需100%检验。
Wax geometry in each sampling during production, but the wax 100% required inspection of critical size requirements.
组树tree assembly
1、按工艺要求选择合适的模头及组树方法进行组树。
1, according to technological requirements, select the appropriate model and set of tree method for group trees.
2、组焊蜡件时要求排列整齐、间距匀称,间隔应不小于一指头。
2, welding wax requires neat, spacing well proportioned, the interval should be not less than a finger. 3、组焊时要防止虚焊,蜡瘤要刮干净
3, when welding to prevent cold solder joint, wax tumors to shave
小工件的蜡型须以人工的方式逐件地焊粘于浇流导上面 组装成蜡树 这是脱蜡铸造濧全工程中最耗费时间的一导步骤 组树时系用平头型的电烙铁热熔树干或基板和蜡型 再予以粘合。装配时应注意的事项如下
S mall workpieces by way of artificial wax type of piece by piece welding sticking above the water flow with investee trees investee which are assembled into wax lost wax casting and clearance works one of the most time consuming steps in investee group tree at the time of using a flat-iron stem or base plate of hot melt and wax investee be bonded. Points to note when Assembly is as follows
1 尽量将多个蜡型组装成一群
1 multiple wax to be assembled into a group of part
2 组装时应使蜡型于熔融时易于沿着树干或基座流出
2 Assembly should make the wax to melt easily along the trunk or base out of
3 装配成品部份应最先凝固 浇池最后凝固
3 the Assembly of finished products should be the first solidific ation casting pool final solidification
4 浇注、凝固后 工件易于从树干或基座上切断
4 after casting, solidification piece easily from the trunk or base cut
浆的配置
Slurry preparation
沾浆与淋砂制壳操作Staining sand pulp and hung operation 涂挂前应将浆料搅拌均匀,然后将模组徐徐浸入浆料至模组浇口杯上缘,取出模组用毛刷或压缩空气将尖角、凹孔、窄缝及难涂部位涂刷(或吹)一遍,根据涂挂情况重复此工序1~2次
James should stir the slurry before hanging, modules are then slowly deep into a slurry to the module on the basin margin, remove the module with a brush or compressed air to a sharp corner, button holes, narrow and hard coated parts brush (or blowing) again, repeat this process as painting hanging 1~2 times
组树先以丙酮或酒精洗净蜡型表面的离型剂、油脂等 接着 浸泡入粘结剂与微粉耐火材料泡成之浆液 滴尽过剩的附着浆液 然后淋撒耐火物小粒 予以干燥 这项操作的重点在于均匀涂浆于蜡型表面 并且不使气泡附着、残留
Group tree first washed with acetone or alcohol,release agents, such as oil on the surface , then ,immersion into binders and refractory bubbles into a slurry of micro-powder drops excess grout and shower of sub fire Coffea , this operation focused on uniform slurry in wax-coated and does not make bubbles on the surface attachment, persistence
如此反复多次 直到获得预定的厚度 操作的次数及陶壳的厚度系视工件的尺寸与重量而定 其厚度须
能支撑浇注时金属熔液的重量与挣压力而不致破裂
many times repeatedly just like this until you get the thickness of your scheduled,the number operations and thickness of the ceramic shell depending on the workpiece size and weight 。the thickness shall be capable of supporting cast molten metal weight and make pressure without rupture
第一层之面浆使用填充剂添加量较多的高粘度者 第二层以后的背浆使用低粘度而渗透性较佳者 浆桶附
近须保持22~25℃ 以防止浆液迅速老化。
First layer of pulp using the filler with more high-viscosity the second a nd after pulp with low viscosity, the temperature of barrels kept in 22~25℃ to prevent pulp slurry ageing.
脱蜡与烧成Dewaxing and sintering
工业上使用的方法是将涂覆的蜡型组树放入高压容器内锁紧 通入150℃的蒸汽加热 使蜡质讯速地熔化、流出 烧成的目的在于使残附铸模表面的少量蜡质完全燃烧 并提高铸模的强度 铸模的烧成温度在
700~1100℃之间
Method used on the industrial ,is take groups tree in high pressure vessel ,locking ,with 150 ℃steam ,the wax melting and outflows rapidly ;sintering processes are intended to make a small amount of wax on mould surfaces burning out ,enhance the strength 。sintering temperature between 700~1100℃
震壳Shock shell
待其自然冷却。
to be natural cooling on the ground.
把已冷却的模串拿到震壳机台面上 下面垫上木板
to get cooled mode on the table and make sure the table pad with board
打开气动阀门 持续震动模串约5~10s 使其表面壳模出去
Opens the pneumatic valve continu ous vibration mode 5~10s till its surface shell remove
注意事项 Note condition
操作时必须穿戴手套、工作服等防护用具 注意安全
You must wear protective equipment such as gloves, overalls . pay attention to safety
一般不可用水冷却 遇紧急赶货或样品时可用冲刷模串使其快速冷却
Generally, do not use water cooling , for emergency goods or samples , flush mode are available to makes it rapid cooling
抛丸ball blasting
将震好壳的模串挂在挂杆上按先下或上顺序 依次挂整齐 注意平衡吊挂 防止毛胚掉落伤人
modes of the shell hanging on the rack,hanging neatly in the order, attention to keep balance to prevent embryo fall injuries
再把吊钩开进喷砂机内 直到吊钩下转盘与喷砂机转盘接触
hooks into the blasting machine until contact with the blasting machine rotary table
毛胚应轻拿轻放 防止碰伤毛胚
Embryos should handle with care to prevent damage hair germ
抛丸直径0.2mm Steel shot diameters 0.2mm
抛丸时间视铸件大小,形状而定,抛丸后的铸件不允许留有型壳和氧化皮
Shot time depending on cast size, shape, shell and oxidation are not allow to stay
钢丸大小影响铸件表面质量和清理效率,丸径最大不得大于0.3mm
Steel shot sizes affect the quality of surface and cleaning efficiency, ball diameter maximum must be not greater than 0.3mm
切割cutting
铸件浇口余量<2㎜
Cast gate allowance<2㎜
为了安全起见,在切割机运转时候要先空运两分钟,切割片旋转应保证平稳。
For security reasons, keep cutting machines idling for two-minute , cutting disc rotating should guarantee the smooth running
研磨grinding
残留高度:平面<1㎜,弧面<0.8㎜。
Residual height;flat <1 mm, arc <0.8 mm
安装好砂布带开机空转分钟,使设备处于正常工作状态。注意砂带
运转应平稳
Install the sanding belt and idle for minutes,make sure equipments are in good working condition.
热处理heat treatment (外包做outsourcing)
热处理的目的:细化晶粒、消除魏氏组织和铸造应力
The purpose of heat treatment::grain refinement, the Elimination of widmanstatten and casting stress
为防止铸件高温退火时表面氧化,应用铁箱、密封退火
To prevent annealing of castings surface oxidation during high temperature,need to use iron boxes, sealing and annealing
为防止铸件表面脱碳,装箱时,应在铸件中加入木炭密封。
To prevent the casting surface decarburization, when boxing, the casting should be inserted with charcoal and keep sealed
ZG15CrMo 900 炉冷<=179 910 空冷<=179 ZG20 (一般不退火)890 出炉空冷<=156 ZG20Cr 870 炉冷<=179 880 空冷<=197 ZG45 860 隨炉冷却<=207 840
空冷<=217 HT 低温石墨化退火650-750 炉冷或空冷高温石墨化退火900-960 炉冷或空冷QT400 740℃/3-4h,炉冷至600℃空冷。铁素体<90%,HB130-180v
检验inspection
检验报告report
1、双工位换缸式注蜡机duplex exchange cylinder wax injection machine 1台
2、静置桶stewing barrel 1台
3、除水桶dewater barrel 1台
4、保温箱Incubato 1台
5、搅拌机mixer 2台
6、浮砂机floating sand machin 2台
7、电热脱蜡箱electric dewaxing box 1台
8、焙烧炉baking furnace 1台
9、50kg中频熔炼炉50KG Medium frequency melting furnace ?? 1台
10、振壳机vibration machine 1台
11、切割机cutting machine 1
https://www.doczj.com/doc/168956997.html,/articles/show_article_content.asp?articleID=7266&pageNO=3
铸造生产的工艺流程 铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序: 1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图; 2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备; 3)造型与制芯; 4)熔化与浇注; 5)落砂清理与铸件检验等主要工序。 成形原理 铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。
图1 铸造成形过程 铸件一般作为毛坯经切削加工成为零件。但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用。 型砂的性能及组成 1、型砂的性能 型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等。 2、型砂的组成 型砂由原砂、粘接剂和附加物组成。铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等。铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤粉、锯末、纸浆等。型砂结构,如图2所示。 图2 型砂结构示意图 工艺特点 铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。与其它加工方法相比,铸造工艺具有以下特点: 1)铸件可以不受金属材料、尺寸大小和重量的限制。铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从0.5毫米到1米左右;铸件长度可以从几毫米到十几米。 2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。 3)铸件的形状和大小可以与零件很接近,既节约金属材料,又省切削加工工时。4)铸件一般使用的原材料来源广、铸件成本低。 5)铸造工艺灵活,生产率高,既可以手工生产,也可以机械化生产。 铸件的手工造型
阳极氧化工艺流程 阳极氧化已经慢慢淘汰了,现在已经升级到了微弧氧化,可以做镁和铝合金产品,原理都是一样,通过有机溶剂做为介质,采用尖端放电,在产品表面生成保护膜,类似於陶瓷层。外观除了一些起跑引起的颜色问题,是很难看出来的,主要通过,盐雾、耐摩擦、电导率、电击穿等测试来判定膜层的好坏。工艺:除油--水洗--水洗--阳极反应--水洗--封闭--烘烤铝 制品阳极氧化工艺流程铝制品阳极氧化通用的工艺流程如下:铝工件→上挂具→脱脂→水洗→碱蚀→水洗→出光→水洗→阳极氧化→水洗→去离子水洗→染色或电解着色→水洗→去离子水洗→封闭→水洗→下挂具对于要求高光亮度的铝制品,可采用如下的工艺流程:铝工件→机械抛光→脱脂→水洗→中和→水洗→化学或电化学抛光→水洗→阳极氧化→水洗→去离子水洗→染色或电解着色→水洗→去离子水洗→封闭→水洗→机械光亮铝及铝合金阳极氧化着色工艺流程(图) 铝及铝合金阳极氧化着色工艺规程1、主题内容与适用范围:本规程规定了铝及铝合金阳极氧化、着色、电泳生产的工艺和操作的技术要求及规范。2、工艺流程(线路图)基材→装挂→脱脂→碱蚀→中和→阳极氧化→电解着色→封孔→电泳涂漆→固化→卸料包装→入库3、装挂:3.1装挂前的准备。3.1.1 检查导电梁、导电杆等导电部位能否充分导电、并定期打磨、清洗或修理。3.1.2准备好导电用的铝片和铝丝。3.1.3检查气动工具及相关设备是否正常。3.1.4核对流转单或生产任务单的型号、长度、支数、颜色、膜厚等要求是否与订单及实物相符。3.1.5根据型材规格(外接圆尺寸、外表面积等)确定装挂的支数和间距、色料间距控制在型材水平宽度的1.2倍左右,白料间距控制在型材宽度的1倍左右。3.1.6选择合适的挂具,确保正、副挂具的挂钩数与型材的装挂支数一致。3.2 装挂:3.2.1装挂时应先挂最上面一支,再固定最下面一支,然后将其余型材均匀排布在中间、并旋紧所有铝螺丝。3.2.2装挂前在型材与铝螺丝间夹放铝片,以防型材与挂具间的导电不良而影响氧化、着色或电泳。3.2.3装挂时,严禁 将型材全部装挂在挂具的下部或上部。3.2.4装挂的型材必须保持一定的倾斜度(>5°)以 利于电泳或着色时排气,减少斑点(气泡)。3.2.5装挂时必须考虑型材装饰面和沟槽的朝向、防止色差、汽泡、麻点产生在装饰面上。3.2.6易弯曲、变形的长型材,在型材的中间部位增加一支挂具或采用铝丝吊挂以防型材间碰擦或触碰槽内极板,而擦伤或烧伤型材表面。3.2.7选用副杆挂具时,优先选用插杆,采用铝丝绑扎时,一定要间隔均匀,露头应小于25mm。3.2.8截面大小、形状悬殊的型材严禁装挂在同一排上。3.2.9装挂或搬运型材,必须戴好干净手套,轻拿轻放、爱护、防护好型材表面,严禁野蛮操作。3.2.10装挂或搬运型材时必须加强自检和互检,不合格的型材严禁装挂,表面沾有油污或铝屑(毛刺)的型材必须采取适当的措施处理干净。3.2.11剔除不合格型材后,必须按订单支数及时补足。 3.2.12装挂区的型材不宜存放太久,以防废气腐蚀型材表面。3.2.13认真填写《装挂记录》和《氧化工艺流程卡》上装挂部分的记录,准确计算填写每挂氧化面积,随时核对订单,确
铝阳极氧化 工艺 铝阳极氧化工艺 第一部分工艺流程 一、工艺流程及工艺条件 1、铝阳极氧化处理流程如下: 脱脂→水洗×2→(酸蚀→水洗×2)→碱蚀→水洗×2→中和→ →锡盐着色(红底香槟色系)→ →单锡盐着色(古铜色系)→ 水洗×2→氧化→水洗×2→→镍锡盐着色(古铜色系)→→ →硒盐着色(钛金色系)→ →锰盐着色(金黄色系)→ →水洗×2→封闭→水洗→水洗(或热水洗)→晾干 →纯水洗→电泳→纯水洗→纯水洗→滴干→烘烤 二.设备材质: 管道材料:PVC 槽体材料:PVC或PP 第二部份化工工艺 1.槽液组成及化学品简介 第一步:脱脂 选用化学品:Potencer AC 酸性脱脂剂AC是为铝及铝合金设计的专业清洗配方。适用于常温浸
渍脱脂。对铝材的侵蚀很小,但能有效清除表面的各种油污,及去除 自然氧化膜,且不会如碱蚀产生大量气体和黑污。对水质要求低,水 洗容易。低泡沫、避免脱脂槽泡沫过多而溢流。 使用条件: AC 浓度: 4~7%(体积比) 时间: 2~10 分钟(视油污及处理流程而定) 温度:20~30℃ 开槽方法:先加入槽体积一半的水,然后加入计算量的AC,搅拌5min 左右,再补加水至规定体积。 第二、三步:自来水水洗 第四步:酸蚀 选用化学品:Potencer C-11 Potencer C-11是精心研发使用于铝材酸蚀砂面作业中。能快速 整平、消除铝材表面的模具痕,获得美观的磨砂外观,并可大量降低 铝材损耗。 使用条件: 开槽浓度:Potencer C-11 80~160克/升; 温度:常温~50℃。 时间: 3~ 6分钟。 须使用过滤设施。 开槽方法:先加入槽体积一半的水,然后在搅拌下慢慢加入计算量的C-11,再补加水至规定体积。控制温度在规定范围,放一根废铝材反 应30min左右,取出,即可试生产。 第五、六步:自来水水洗 (第四、五、六步在有的厂家没有应用) 第七步:碱蚀 选用化学品:Potencer ADD及氢氧化钠
砂型铸造工艺流程 砂型铸造工艺流程图 制作木模-造型-熔化-浇注-落砂-冒口拆除-检验入库 熔模铸造工艺 失蜡铸造现在称为熔模铸造。这是一种很少切割或不切割的铸造工艺,是铸造行业的一项优秀技术。它被广泛使用。它不仅适用于各种类型和合金的铸造,而且可以生产出比其他铸造方法具有更高尺寸精度和表面质量的铸件,甚至复杂的、耐高温的、难以加工的、其他铸造方法难以铸造的铸件也可以通过熔模精密铸造来铸造。 熔模铸造是在古代蜡模铸造的基础上发展起来的。作为一个古老的文明,中国是最早使用这项技术的国家之一。早在公元前几百年,中国古代劳动人民就创造了这种失传的铸蜡技术,用来铸造钟鼎和具有各种精美图案和文字的器皿,如春秋时期曾侯乙墓的青铜板。曾侯乙墓雕像板的底座是多条龙缠绕在一起,首尾相连,上下交错,形成一个中间镂空的多层云纹图案。这些图案很难用普通的铸造工艺来制作,而失蜡法的铸造工艺可以利用石蜡无强度、易雕刻的特点,用普通的工具雕刻出与曾侯乙墓的雕像板相同的石蜡工艺品,然后加入浇注系统,经过上漆、脱蜡、浇注,得到精美的曾侯乙雕像板 现代熔模铸造法在20世纪40年代实际应用于工业生产当时,航空喷气发动机的发展要求制造具有复杂形状、精确尺寸和光滑表面的耐热合金部件,如叶片、叶轮和喷嘴。由于耐热合金材料难以加工,零件形状复杂,因此不可能或难以用其他方法制造。因此,需要找到一
种新的精确的成型工艺。因此,现代熔模铸造法借鉴了古代传下来的失蜡铸造法,通过对 材料和工艺的改进,在古代工艺的基础上取得了重要的发展。因此,航空工业的发展促进了熔模铸造的应用,熔模铸造的不断改进也为航空工业进一步提高性能创造了有利条件。 中国在20世纪50年代和60年代开始将熔模铸造应用于工业生产此后,这种先入为主的铸造技术得到了极大的发展,并已广泛应用于航空、汽车、机床、船舶、内燃机、燃气轮机、电信仪器、武器、医疗器械、切割工具等制造业,以及工艺品的制造。所谓的 熔模铸造工艺简单地指用易熔材料(如蜡或塑料)制作易熔模型(称为熔模或模型),在其上涂覆几层特殊的耐火涂层,干燥并硬化形成整体外壳,然后用蒸汽或温水将外壳上的模型熔化,然后将外壳放入砂箱中,在其周围填充干砂,最后将模具放入穿透式烘烤器中进行高温烘烤(例如,当使用高强度外壳时,脱模后的外壳可以不造型直接烘烤)、模具或外壳 熔模铸件尺寸精度高,一般可达CT4-6(砂型铸造CT10~13,压铸CT5~7)。当然,由于熔模铸造工艺过程复杂,影响铸件尺寸精度的因素很多,如模具材料的收缩、熔模的变形、加热和冷却过程中模壳的线性变化、合金的收缩率以及铸件在凝固过程中的变形等。因此,普通熔模铸件的尺寸精度相对较高,但其一致性仍有待提高(使用中高温蜡材料的铸件的尺寸一致性有待提高)用 压制熔体模具时,采用型腔表面光洁度高的型材,因此熔体模具的
铝材阳极氧化工艺流程: 机械抛光——除油——水洗——化学抛光——水洗——阳极氧化——水洗——封闭—机械光亮 化学抛光商品:铝材碱性抛光液 阳极氧化商品:铝材阳极氧化液 封闭商品:铝材着色封闭液 铝材阳极氧化和染色工艺 ???? 经过染色法处理的铝制品,颜色美观、鲜艳、抗腐蚀性、耐磨性及绝缘性高于一般的铝制品。将铝的工件悬于适当的电解质溶液内,以此作阳极进行电解。在电解过程中,水中的氢氧根离子在阳极放出电子成为水和新生态的氧,它使铝氧化成较厚的氧化铝膜,因为这个过程是金属制品作阳极被氧化的,所以叫做阳极氧化。铝制品经阳极氧化后,再经着色、封闭、处理即成染色品。 一、染色工艺 1.预处理:铝制件在多次机械加工过程中,沾有较多的油脂、少量磨料、灰尘及有缺陷的氧化膜等,这些物质导电性差,不能进行阳极氧化,故需预先处理。方法是用四氯化碳、三氯乙烯、汽油或甲苯作清洗剂,将铝件浸入,用毛刷刷洗,然后风干,再浸入水中,多次清洗。油去尽后,立即用热水冲洗。如果表面生成一层黑色的膜,还要放在32%的硝酸溶液浸泡20秒钟,以便除去黑膜,最后用冷水冲洗干净。浸入蒸馏水中,备作制氧化膜用。 2.阳极氧化: ⑴硫酸电解液的配制:由硫酸18-20公斤和去离子水80-82公斤混合而成,此时溶液比重约为1.125-1.140。有时为了获得防护性能好的氧极氧化膜,通常往硫酸电解液中添加少量草酸。 ⑵氧化工艺:将线路仪表安装好,将要染色铝件作阳极并全部浸入电解液中,然后接通电源,按下列工艺条件控制。 电解液温度控制在12-25℃,阳极电流密度1-2安/分米2,槽中电压13-23伏之间。时间30-40分钟左右。 按上述工艺操作完毕,随时将铝件从电解液中取出,把所沾的酸液用清水冲洗干净,低凹部分更应注意,否则会有白斑出现。酸液清洗干净后,浸入清洁水中备用。 3.染色:铝件经过阳极氧化后,表面形成了能吸附,以共价键或氢键等键型键合而成有色络合物,出现色泽。
硬质阳极氧化是一种厚膜阳极氧化法,这是一种铝和铝合金特殊的阳极氧化表面处理工艺。此种工艺,所制得的阳极氧化膜最大厚度可达250微米左右,在纯铝上能获得1500kg/mm2的显微硬度氧化膜,而在铝合金上则可获得400~600kg/mm2的显微硬度氧化膜。其硬度值,氧化膜内层大于外层,即阻挡层大于带有孔隙的氧化膜层,因氧化膜内有松孔,可吸附各种润滑剂,增加了减摩能力,氧化膜层导热性很差,其熔点为2050℃,电阻系数较大,经封闭处理(浸绝缘物或石蜡)击穿电压可达2000V,在大气中较高的抗蚀能力,具有很高的耐磨性,也是一种理想的隔热膜层,也有良好的绝缘性,并具有与基体金属结合得很牢固等一系列优点,因此在国防工业和机械零件制造工业上获得及其广泛的应用。主要应用于要求高耐磨、耐热、绝缘性能好等的铝和铝合金零件上。如各种作为圆筒的内壁,活塞、汽塞、汽缸、轴承、飞机货舱的地板、滚棒和导轨、水利设备、蒸汽叶轮、适平机、齿轮和缓冲垫等零件。用硬质氧化工艺来代替传统的镀硬铬镀层,与硬铬工艺相比它具有成本低,膜层结合牢固,镀液,清洗废液处理方便等优点。但此工艺所得膜层的缺点是膜层厚度较大时,对铝和铝合金的机械疲劳强度指标有所影响。硬质阳极氧化电解方法很多,例如:硫酸、草酸、丙二醇、磺基水杨酸及其它的无机盐和有机酸等。所用电源可分为直流、交流和交直流叠加电源等几种,目前广泛应用的有下列两种硬质阳极氧化。 (1)硫酸硬质阳极氧化直流法; (2)草酸硬质阳极氧化交直流重选法。 其中,硫酸法是目前得到较广泛应用的一种硬质氧化法. 1 硬质阳极氧化原理 铝合金硬质阳极氧化原理,就是在电场的作用下,加速铝合金表面氧化膜的形成即用铅板作阴极,铝合金制作阳极,稀硫酸溶液作电解液,当通过直流电时,H+便向阴极移动,产生阴极反应: 4H2+4e=2H2↑而OH-便向阳极运动产生阳极反应: 4OH--4e=2H2O+2O↑当在阳极上失去多余的电子,所析出的氧呈原子状态,由于原子状态的氧要比分子状态的氧更为活泼,更易与铝起反应: 2A1+3O→A12O3 上述—反应在铝和铝合金制件表面是均匀地,同时进行地。 氧化膜随着通电时间的增加,电流增大而促使氧化膜增厚。与此同时,由于(Al2O3)的化学性质有两重性,即它在酸性溶液中呈碱性氧化物,在碱性溶液中呈酸性氧化物。无疑在硫酸溶液中氧化膜液发生溶解,只有氧化膜的生成速度大于它的溶解速度,氧化膜才有可能增厚,当溶解速度与生成速度相等时,氧化膜不再增厚。当氧化速度过分大于溶解速度时,铝和铝合金制件表面易生成带粉状的氧化膜。 硬质阳极氧化的电解液时在-10℃~+5℃左右的温度下电解。由于硬质阳极氧化所生成的氧化膜层具有较高的电阻,会直接影响到电流强度的氧化作用。为了取得较厚的氧化膜,势必要增加外电压,其目的是为了消除电阻大的影响,而使电流密度保持一定,但电流较大时会产生激烈的发热现象,加上生成氧化膜时会放出大量的热量,使零件周围电解液温度剧烈上升,温度上升将会加速氧化膜的溶解,使氧化膜无法变厚。另外,发热现象在膜层与金属的接触处最严重,如不及时解决,加工零件的局部表面会因温度上升而被烧坏。 解决办法,就是采用冷却设备和搅拌相结合。冷却设备使电解液强行降温,搅拌是为了使整槽电解温度均匀,以利于获得较高质量的硬质氧化膜。 2 硬质阳极氧化法工艺要求 为了得到质量较好的硬质阳极氧化膜,并能保证零件所需要尺寸,必须按下列要求来进行加工. 2.1 锐角倒圆被加工零件不允许有锐角、毛刺以及其它各种尖锐的有棱角的地方因为硬质氧化,一般阳极氧化时间均是很长的,而且氧化过程(A1+O2→A12O3+ Q )本身就是一个放热反应。又由于一般零件棱角的地方往往又是电流较为集中的部位所以这些部位最易引起零
?砂型铸造的基本过程https://www.doczj.com/doc/168956997.html,/20111213/62031.html ?砂型铸造有六个基本步骤: 1) 把模样放入砂中制成一个模具。 2) 在浇注系统中把原型和砂子接合起来。 3) 把模样去掉。 4) 把模具的空隙用熔化了的金属填充起来。 5) 让金属冷却。 6) 把砂型模具敲掉取出铸件。 砂型铸造案例 项目导入:轴承座铸件的造型工艺方案。 铸件简图:轴承座如图2-1所示。 铸件材料:HT150。 体积参数:轮廓尺寸240mm′65mm′75mm,铸件重量约5kg。 生产性质:单件生产。 项目要求:确定铸件的造型工艺方案并完成造型操作。
图2-1 轴承座 将液体金属浇入用型砂捣实成的铸型中,待凝固冷却后,将铸型破坏,取出铸件的铸造方法称为砂型铸造。砂型铸造是传统的铸造方法,它适用于各种形状、大小及各种常用合金铸件的生产。套筒的砂型铸造过程如图2-2所示,主要工序包括制造模样型芯盒、制备造型材料、造型、制芯、合型、熔炼、浇注、落砂、清理与检验等。 图2-2 套筒的砂型铸造过程 铸件生产前需根据零件图绘制出铸造工艺图,铸造工艺图是在零件图上用各种工艺符号及参数表示出铸造工艺方案的图形。其中包括:浇注位置,铸型分型面,型芯的数量、形状、尺寸及其固定方法,加工余量,收缩率,浇注系统,起模斜度,冒口和冷铁的尺寸和布置等。铸造工艺图是指导模样(型芯盒)设计、生产准备、铸型制造和铸件检验的基本工艺文件。砂型铸造主要工序包括: (1) 根据零件图制造模样和型芯盒; (2) 配制性能符合要求的型(芯)砂; (3) 用模样和型芯盒进行造型和造芯; (4) 烘干型芯(或砂型)并合型; (5) 熔炼金属并进行浇注; (6) 落砂、清理和检验。 2.1.1 常用造型工模具 1. 砂箱
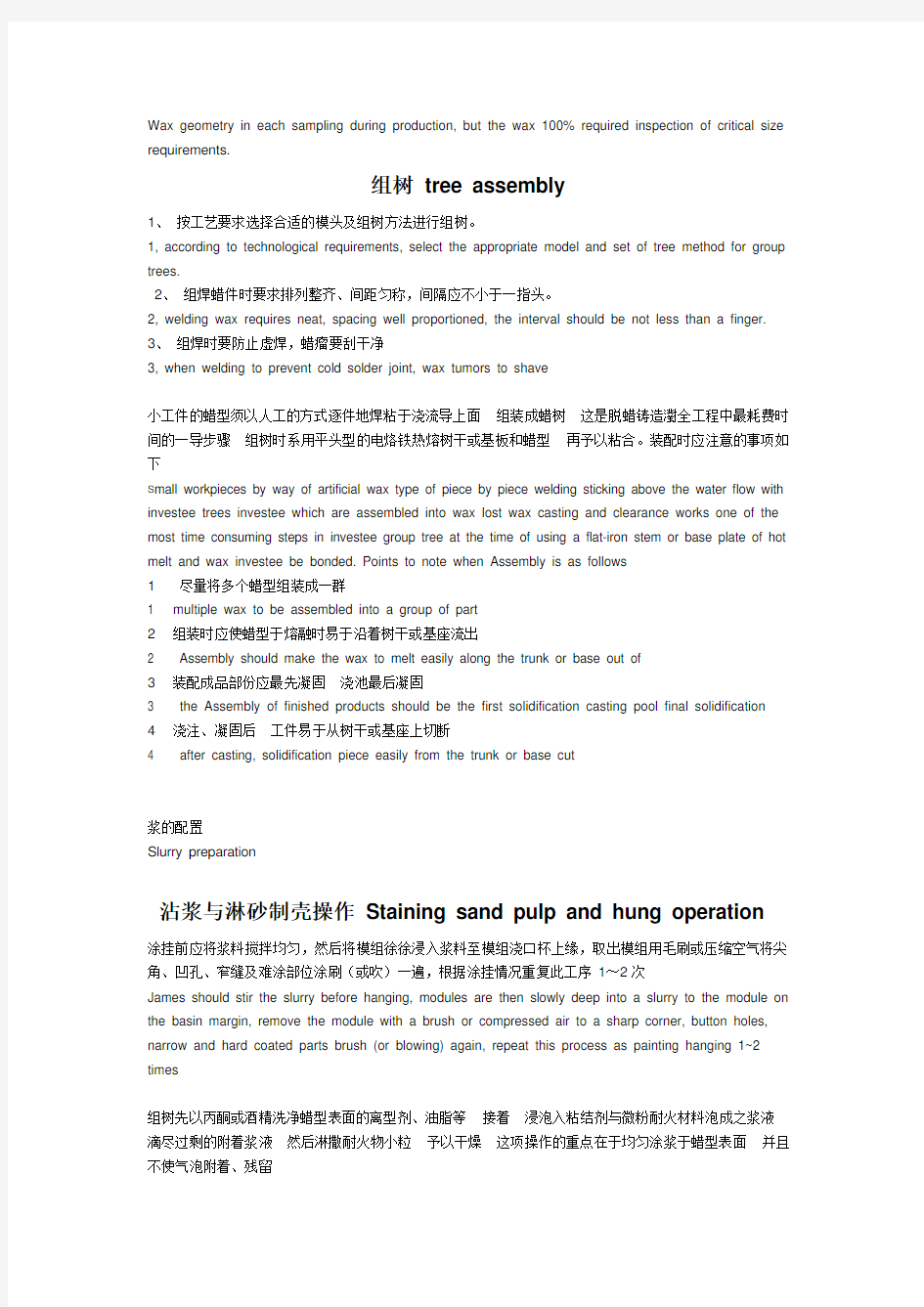
熔模铸造工艺流程 模具制造 制溶模及浇注系 统 模料处理 模组焊接 模组清洗 上涂料及撒砂 涂料制备 重
复 型壳干燥(硬化 多 次 脱蜡 型壳焙烧 浇注 熔炼 切 割 浇 口 抛 光 或 机
工 钝化 修整焊补 热处理 最后清砂 喷丸或喷砂 磨内
口 震 动 脱 壳 模料 制熔模用模料为日本牌号:K512模料 模料主要性能: 灰分≤0.025% 铁含量灰分的10% ≤0.0025% 熔点 83℃-88℃(环球法)60℃±1℃ 针入度 100GM(25℃)3.5-5.0DMM 450GM(25℃)14.0-18.0DMM 收缩率 0.9%-1.1% 比重 0.94-0.99g/cm3 颜色新蜡——兰色、深黄色 旧蜡——绿色、棕色
蜡(模)料处理 工艺参数: 除水桶搅拌时温度 110-120℃ 搅拌时间 8-12小时 静置时温度 100-110℃ 静置时间 6-8小时 静置桶静置温度 70-85℃ 静置时间 8-12小时 保温箱温度 48-52℃ 时间 8-24小时 二、操作程序 1、从脱蜡釜泄出的旧蜡用泵或手工送到除水桶中,先在105-110℃下置6-8小时沉淀,将水分泄掉。 2、蜡料在110-120℃下搅拌8-12小时,去除水份。 3、将脱完水的蜡料送到70-85℃的静置桶中保温静置桶中保温静置8-12小时。 4、也可将少量新蜡加入静置桶中,静置后清洁的蜡料用手工灌到保温箱蜡缸中,保温温度48-52℃,保温时间8-24小时后用于制蜡模。
5、或把静置桶中的回收蜡料输入到气动蜡模压注机的蜡桶中,保温后压制浇道。 三、操用要点 1、严格按回收工艺进行蜡料处理。 2、除水桶、静置桶均应及时排水、排污。 3、往蜡缸灌蜡时,蜡应慢没缸壁流入,防止蜡液中进入空气的灰尘。 4、蜡缸灌满后应及时盖住,避免灰尘等杂物落入。 5、经常检查每一个桶温,防止温度过高现象发生。 6、作业场地要保持清洁。 7、防止蜡液飞溅。 8、严禁焰火,慎防火灾。 压制蜡(熔)模 一、工艺参数 室温20-24℃压射蜡温50-55℃ 压射压力0.2-0.5Mpa 保压时间10-20S 冷却水温度15±3℃ 二、操作程序
阳极氧化中的英文( 2007-5-7 16:47 ) 硬质阳极电镀处理(hard anodizing 阳极氧化anodic oxidation 阳极酸化处理 anodizing (英),anodising (美) 阳极酸化皮膜 anodic oxide coating,anodic oxide film 自然酸化 natural oxidation 阳极酸化涂装复合皮膜 combined coating of anodic oxide and organic films 化学氧化膜chemical conversion coatingconversion coating 电解electrolysis 电解液electrolytic solution 阳极 anode 阴极cathode 辅助电极auxiliary electrode 极间距离distance between electrodes,anode-cathode distance 电解电压bath voltage 电流密度current density 电流分布current distribution 皮膜产生率coating ratio 活性化处理 activation 去离子水 deionizer water 散射diffuse reflection 镜面反射mirror reflection specula reflection 反射率reflectivity reflectance 光泽gloss,luster 面光泽度relative-specula glossiness 色差color difference 灰度grey scale 研磨材 abrasive 染料dye dyestuff 水溶性染料 water soluble dye 油溶性染料 oil soluble dye 治具jig,rack 电解框 frame for racking 前处理 pretreatment 梨地处理 mat(matt)finish 环形加工 spin finish 发丝hair-line finish Diamond-cut finish 光泽处理退光bright finish,bright dipping 研磨 sanding ,grinding ,polishing 皮带研磨 belt sanding ,belt grinding ,belt polishing 振动研磨 barrel polishing,barreling,tumbling 电解研磨 electrolytic polishing 化学研磨 chemical polishing,chemical brightening
【最新整理,下载后即可编辑】 铝及铝合金阳极氧化着色工艺规程 1、主题内容与适用范围: 本规程规定了铝及铝合金阳极氧化、着色、电泳生产的工艺和操作的技术要求及规范。 2、工艺流程(线路图) 基材→装挂→脱脂→碱蚀→中和→阳极氧化→电解着色→封孔→电泳涂漆→固化→卸料包装→入库 3、装挂: 3.1装挂前的准备。 3.1.1检查导电梁、导电杆等导电部位能否充分导电、并定期打磨、清洗或修理。 3.1.2准备好导电用的铝片和铝丝。 3.1.3检查气动工具及相关设备是否正常。 3.1.4核对流转单或生产任务单的型号、长度、支数、颜色、膜厚等要求是否与订单及实物相符。 3.1.5根据型材规格(外接圆尺寸、外表面积等)确定装挂的支数和间距、色料间距控制在型材水平宽度的1.2倍左右,白料间距控制在型材宽度的1倍左右。 3.1.6选择合适的挂具,确保正、副挂具的挂钩数与型材的装挂支数一致。 3.2 装挂: 3.2.1装挂时应先挂最上面一支,再固定最下面一支,然后将其余型材均匀排布在中间、并旋紧所有铝螺丝。 3.2.2装挂前在型材与铝螺丝间夹放铝片,以防型材与挂具间的导电不良而影响氧化、着色或电泳。 3.2.3装挂时,严禁将型材全部装挂在挂具的下部或上部。 3.2.4装挂的型材必须保持一定的倾斜度(>5°)以利于电泳或着色时排气,减少斑点(气泡)。 3.2.5装挂时必须考虑型材装饰面和沟槽的朝向、防止色差、汽泡、麻点产生在装饰面上。 3.2.6易弯曲、变形的长型材,在型材的中间部位增加一支挂具或
采用铝丝吊挂以防型材间碰擦或触碰槽内极板,而擦伤或烧伤型材表面。 3.2.7选用副杆挂具时,优先选用插杆,采用铝丝绑扎时,一定要间隔均匀,露头应小于25mm。 3.2.8截面大小、形状悬殊的型材严禁装挂在同一排上。 3.2.9装挂或搬运型材,必须戴好干净手套,轻拿轻放、爱护、防护好型材表面,严禁野蛮操作。 3.2.10装挂或搬运型材时必须加强自检和互检,不合格的型材严禁装挂,表面沾有油污或铝屑(毛刺)的型材必须采取适当的措施处理干净。 3.2.11剔除不合格型材后,必须按订单支数及时补足。 3.2.12装挂区的型材不宜存放太久,以防废气腐蚀型材表面。3.2.13认真填写《装挂记录》和《氧化工艺流程卡》上装挂部分的记录,准确计算填写每挂氧化面积,随时核对订单,确保型号、支数、颜色不出差错。 3.2.14认真做好交接班手续和工作区的环境卫生。 4、氧化台生产前的准备工作: 4.1检查各工艺槽的液面高度,根据化验报告单调整各槽液浓度,确保槽液始终符合工艺要求,并经常清除槽液中的污物。 4.2检查行车、冷冻机、整流器、循环酸泵、水泵、转移车、固化炉等设备是否正常,如有异常应及时排除,严禁带病运行。4.3检查纯水洗槽和自来水洗槽的PH(或电导率)和洁净度、不符合工艺要求的应及时更换或补水溢流。 4.4打开碱蚀、热纯水槽、封孔槽的蒸汽或冷却水,打开氧化槽、着色槽、电泳槽的循环冷却系统,确保槽液均匀、温度达到工艺要求。 4.5检查罗茨风机和抽、排风机,并在生产前开启。 4.6认真核对《氧化工艺流程卡》,明确生产要求,准备好比色用色板。 5、氧化台操作的通用要求: 5.1每次吊料不准超过两挂,并且两挂之间必须保持一定的间距,
铝及铝合金阳极氧化着色工艺流程及原辅材料 铝及铝合金阳极氧化着色工艺规程 1、工艺流程(线路图) 基材→装挂→脱脂→碱蚀→中和→阳极氧化→电解着色→封孔→电泳涂漆→固化→卸料包装→入库 2、装挂: 2.1装挂前的准备。 2.1.1检查导电梁、导电杆等导电部位能否充分导电、并定期打磨、清洗或修理。 2.1.2准备好导电用的铝片和铝丝。 2.1.3检查气动工具及相关设备是否正常。 2.1.4核对流转单或生产任务单的型号、长度、支数、颜色、膜厚等要求是否与订单及实物相符。 2.1.5根据型材规格(外接圆尺寸、外表面积等)确定装挂的支数和间距、色料间距控制在型材水平宽度的1.2倍左右,白料间距控制在型材宽度的1倍左右。 2.1.6选择合适的挂具,确保正、副挂具的挂钩数与型材的装挂支数一致。 2.2 装挂: 2.2.1装挂时应先挂最上面一支,再固定最下面一支,然后将其余型材均匀排布在中间、并旋紧所有铝螺丝。 2.2.2装挂前在型材与铝螺丝间夹放铝片,以防型材与挂具间的导电不良而影响氧化、着色或电泳。 2.2.3装挂时,严禁将型材全部装挂在挂具的下部或上部。 2.2.4装挂的型材必须保持一定的倾斜度(>5°)以利于电泳或着色时排气,减少斑点(气泡)。 2.2.5装挂时必须考虑型材装饰面和沟槽的朝向、防止色差、汽泡、麻点产生在装饰面上。 2.2.6易弯曲、变形的长型材,在型材的中间部位增加一支挂具或采用铝丝吊挂以防型材间碰擦或触碰槽内极板,而擦伤或烧伤型材表面。. 2.2.7选用副杆挂具时,优先选用插杆,采用铝丝绑扎时,一定要间隔均匀,露头应小于25mm。 2.2.8截面大小、形状悬殊的型材严禁装挂在同一排上。 2.2.9装挂或搬运型材,必须戴好干净手套,轻拿轻放、爱护、防护好型材表面,严禁野蛮操作。 2.2.10装挂或搬运型材时必须加强自检和互检,不合格的型材严禁装挂,表面沾有油污或铝屑(毛刺)的型材必须采取适当的措施处理干净。 2.2.11剔除不合格型材后,必须按订单支数及时补足。 2.2.12装挂区的型材不宜存放太久,以防废气腐蚀型材表面。 2.2.13认真填写《装挂记录》和《氧化工艺流程卡》上装挂部分的记录,准确计算填写每挂氧化面积,随时核对订单,确保型号、支数、颜色不出差错。
阳极氧化工艺流程 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
铝及铝合金阳极氧化着色工艺流程及原辅材料 铝及铝合金阳极氧化着色工艺规程 1、工艺流程(线路图) 基材→装挂→脱脂→碱蚀→中和→阳极氧化→电解着色→封孔→电泳涂 漆→固化→卸料包装→入库 2、装挂: 装挂前的准备。 2.1.1检查导电梁、导电杆等导电部位能否充分导电、并定期打磨、清洗或修理。 准备好导电用的铝片和铝丝。 检查气动工具及相关设备是否正常。 核对流转单或生产任务单的型号、长度、支数、颜色、膜厚等要求是否与订单及实物相符。 根据型材规格(外接圆尺寸、外表面积等)确定装挂的支数和间距、色料间距控制在型材水平宽度的倍左右,白料间距控制在型材宽度的1倍左右。 选择合适的挂具,确保正、副挂具的挂钩数与型材的装挂支数一致。 装挂: 装挂时应先挂最上面一支,再固定最下面一支,然后将其余型材均匀排布在中间、并旋紧所有铝螺丝。 装挂前在型材与铝螺丝间夹放铝片,以防型材与挂具间的导电不良而影响氧化、着色或电泳。 装挂时,严禁将型材全部装挂在挂具的下部或上部。 装挂的型材必须保持一定的倾斜度(>5°)以利于电泳或着色时排气,减少斑点(气泡)。 装挂时必须考虑型材装饰面和沟槽的朝向、防止色差、汽泡、麻点产生在装饰面上。
易弯曲、变形的长型材,在型材的中间部位增加一支挂具或采用铝丝吊挂以防型材间碰擦或触碰槽内极板,而擦伤或烧伤型材表面。 选用副杆挂具时,优先选用插杆,采用铝丝绑扎时,一定要间隔均匀,露头应小于25mm。 截面大小、形状悬殊的型材严禁装挂在同一排上。 装挂或搬运型材,必须戴好干净手套,轻拿轻放、爱护、防护好型材表面,严禁野蛮操作。 装挂或搬运型材时必须加强自检和互检,不合格的型材严禁装挂,表面沾有油污或铝屑(毛刺)的型材必须采取适当的措施处理干净。 剔除不合格型材后,必须按订单支数及时补足。 装挂区的型材不宜存放太久,以防废气腐蚀型材表面。 认真填写《装挂记录》和《氧化工艺流程卡》上装挂部分的记录,准确计算填写每挂氧化面积,随时核对订单,确保型号、支数、颜色不出差错。 认真做好交接班手续和工作区的环境卫生。 3、氧化台生产前的准备工作: 检查各工艺槽的液面高度,根据化验报告单调整各槽液浓度,确保槽液始终符合工艺要求,并经常清除槽液中的污物。 检查行车、冷冻机、整流器、循环酸泵、水泵、转移车、固化炉等设备是否正常,如有异常应及时排除,严禁带病运行。 检查纯水洗槽和自来水洗槽的PH(或电导率)和洁净度、不符合工艺要求的应及时更换或补水溢流。 打开碱蚀、热纯水槽、封孔槽的蒸汽或冷却水,打开氧化槽、着色槽、电泳槽的循环冷却系统,确保槽液均匀、温度达到工艺要求。 检查罗茨风机和抽、排风机,并在生产前开启。 认真核对《氧化工艺流程卡》,明确生产要求,准备好比色用色板。 4、氧化台操作的通用要求: 每次吊料不准超过两挂,并且两挂之间必须保持一定的间距,以防型材之间的碰擦伤。 型材吊进、吊出槽液时必须斜进、斜出,倾斜度应控制在30°左右。
氧化着色工艺规程 1、主题内容与适用范围: 本规程规定了铝及铝合金阳极氧化、着色、电泳生产的工艺和操作的技术要求及规范。 2、工艺流程(线路图) 基材装挂脱脂碱蚀中和阳极氧化电解着色封孔 电泳涂漆 固化卸料包装 入库 入库 3、装挂: 3.1装挂前的准备。 3.1.1检查导电梁、导电杆等导电部位能否充分导电、并定期打磨、清洗或修理。 3.1.2准备好导电用的铝片和铝丝。 3.1.3检查气动工具及相关设备是否正常。 3.1.4核对流转单或生产任务单的型号、长度、支数、颜色、膜厚等要求是否与订单及实物相符。 3.1.5根据型材规格(外接圆尺寸、外表面积等)确定装挂的支数和间距、色料间距控制在型材水平宽度的1.2倍左右,白料间距控制在型材宽度的1倍左右。 3.1.6选择合适的挂具,确保正、副挂具的挂钩数与型材的装挂支数一致。 3.2 装挂: 3.2.1装挂时应先挂最上面一支,再固定最下面一支,然后将其余型材均匀排布在中间、并旋紧所有铝螺丝。 3.2.2装挂前在型材与铝螺丝间夹放铝片,以防型材与挂具间的导电不良而影响氧化、着色或电泳。 3.2.3装挂时,严禁将型材全部装挂在挂具的下部或上部。 3.2.4装挂的型材必须保持一定的倾斜度(>5°)以利于电泳或着色时排气,减少斑点(气泡)。 3.2.5装挂时必须考虑型材装饰面和沟槽的朝向、防止色差、汽泡、麻点产生在装饰面上。 3.2.6易弯曲、变形的长型材,在型材的中间部位增加一支挂具或采用铝丝吊挂以防型材间碰擦或触碰槽内极板,而擦伤或烧伤型材表面。 3.2.7选用副杆挂具时,优先选用插杆,采用铝丝绑扎时,一定要间隔均匀,露头应小于25mm。 3.2.8截面大小、形状悬殊的型材严禁装挂在同一排上。 3.2.9装挂或搬运型材,必须戴好干净手套,轻拿轻放、爱护、防护好型材表面,严禁野蛮操作。 3.2.10装挂或搬运型材时必须加强自检和互检,不合格的型材严禁装挂,表面沾有油污或铝屑(毛刺)的型材必须采取适当的措施处理干净。 3.2.11剔除不合格型材后,必须按订单支数及时补足。 3.2.12装挂区的型材不宜存放太久,以防废气腐蚀型材表面。 3.2.13认真填写《装挂记录》和《氧化工艺流程卡》上装挂部分的记录,准确计算填写每挂氧化面积,随时核对订单,确保型号、支数、颜色不出差错。 3.2.14认真做好交接班手续和工作区的环境卫生。 4、氧化台生产前的准备工作: 4.1检查各工艺槽的液面高度,根据化验报告单调整各槽液浓度,确保槽液始终符合工艺要求,并经常清除槽液中的污物。 4.2检查行车、冷冻机、整流器、循环酸泵、水泵、转移车、固化炉等设备是否正常,如有异常应及时排除,严禁带病运行。 4.3检查纯水洗槽和自来水洗槽的PH(或电导率)和洁净度、不符合工艺要求的应及时更换或
铸件及产品表面处理工艺: 压铸件:Die castings Zinc Die castings 电铸件:Electrical castings 不锈钢铸件:stainless steel castings 铸件表面处理Surface finish for the castings: 做黑:blacking 镀锌:Zinc plating 镀铬:chrome plating 镀镍:nickel plating
磨砂面处理:grit satin finish Satin finish titanium 抛光处理:tumble bright 手工拉丝(圆形拉丝,放射线拉丝, 对角线拉丝):brushed metal surface/drawbench(circular metal brushed texture, radius metal brushed texture, diagonal metal brushed texture) Cell phone with brushed metal surface 哑光面处理:hand dull polished finish 镜面抛光处理:mirror polished finish 金属孔:metallic holes
氧化铬钝化处理:passivation treatment 电抛光处理:electrolytic polished 喷砂处理(玻璃砂,钢玉沙,石英砂):sandblasting(glass bead blasting, corundum-sand blasting, quartz-sand blasting) Satin finished surface TPU或橡胶凹刻:TPU,rubber text intaglio Cell phone TPU text intaglio CD纹样:CD pattern Cell phone navigation key used CD pattern
铸造工艺设计: 就是根据铸造零件的结构特点,技术要求,生产批量和生产条件等,确定铸造方案和工艺参数,绘制铸造工艺图,编制工艺卡等技术文件的过程.设计依据: 在进行铸造工艺设计前,设计者应掌握生产任务和要求,熟悉工厂和车间的生产条件,这些是铸造工艺设计的基本依据.设计内容: 铸造工艺设计内容的繁简程度,主要决定于批量的大小,生产要求和生产条件.一般包括下列内容: 铸造工艺图,铸件(毛坯)图,铸型装配图(合箱图),工艺卡及操作工艺规程.设计程序: 1零件的技术条件和结构工艺性分析;2选择铸造及造型方法;3确定浇注位置和分型面;4选用工艺参数;5设计浇冒口,冷铁和铸肋;6砂芯设计;7在完成铸造工艺图的基础上,画出铸件图;8通常在完成砂箱设计后画出;9综合整个设计内容.铸造工艺方案的内容: 造型,造芯方法和铸型种类的选择,浇注位置及分型面的确定等.铸件的浇注位置是指浇注时铸件在型内所处的状态和位置.分型面是指两半铸型相互接触的表面.确定砂芯形状及分盒面选择的基本原则,总的原则是: 使造芯到下芯的整个过程方便,铸件内腔尺寸精确,不至造成气孔等缺陷,使芯盒结构简单.1保证铸件内腔尺寸精度;2保证操作方便;3保证铸件壁厚均匀;4应尽量减少砂芯数目;5填砂面应宽敞,烘干支撑面是平面;6砂芯形状适应造型,制型方法.铸造工艺参数通常是指铸型工艺设计时需要确定的某些数据.1铸件尺寸公差: 是指铸件各部分尺寸允许的极限偏差,它取决于铸造工艺方法等多种因素.2主见重量公差定义为以占铸件公称质量的百分率为单位的铸件质量变动的允许值.3机械加工余量: 铸件为保证其加工面尺寸和零件精度,应有加工余量,即在铸件工艺设计时预先增加的,而后在机械加工时又被切去的金属层厚度,称为机械加工余量,简称加工余量.代号用MA,由精到粗分为ABCDEFGH和J9个等级。
氧化工艺流程 一、表面预处理无论采用何种方法加工的铝材及制品,表面上都会不同程度地存在着污垢和缺陷,如灰尘、(天然的或高温下形成的薄膜)、残留油污、标志、人工搬运手印(主要成分是脂肪酸和含氮的化合物)、焊接熔剂以及腐蚀盐类、金属、轻微的划擦伤等。因此在氧化处理之前,用化学和物理的方法对制品表面进行必要的清洗,使其裸露纯净的金属基体,以利氧化着色顺利进行,从而获得与基体结合牢固、色泽和厚度都满足要求且具有最佳耐蚀、耐磨、耐侯等良好性能的人工膜。 (一)脱脂 铝及铝合金表面脱脂有脱脂、脱脂、碱性溶液脱脂、酸性溶液脱脂、电解脱脂、乳化脱脂。 乳化溶液松油水%%%%89% 常温适当水清洗溶液组成以体积记 是利用油脂易溶于的特点进行脱脂,常用的溶剂有汽油、、乙醇、异戊脂、、、等。有机溶剂仅用于小批量小型的或极污秽的制品脱脂处理。是一些在很低的浓度下,能显着降低的物质。常用于脱脂的有肥皂、、、等。碱性脱脂溶液的配方非常多,传统工艺采用、氢氧化钠和,其中和有缓蚀、润湿、稳定作用,溶液加热和搅拌有助于获得最好的脱脂效果。油脂在酸的存在下也能进行生成甘油和相应的高级脂肪酸。电解脱脂可用电流、电流或交流电。在碱性溶液中电流脱脂,最好为钢板。其在铝及铝合金中不常用。乳化脱脂所用的溶液为互不溶解的水与有机溶剂组成的两相或多相溶液,并添加有降低及对各相均有亲和力的去污剂。 (二)碱蚀剂 碱蚀剂是铝制品在添加或不添加其他物质的氢氧化钠溶液中进行表面清洗的过程,通常也称为碱腐蚀或碱洗。其作用是作为制品经某些脱脂方法脱脂后的补充处理,以便进一步清理表面附着的油污赃物;清除制品表面的自然氧化膜及轻微的划擦伤。从而使制品露出纯净的金属基体,利于膜的生成并获得较高质量的膜层。此外,通过改变溶液的组成、温度、处理时间及其他操作条件,可得到平滑或缎面无光或光泽等不同状态的蚀洗表面。蚀洗溶液的基本组成是氢氧化钠,另外还添加调节剂(NaF、),结垢抑制剂、(盐、庚酸盐、盐、、等)、多价(多)、去污剂 铝表面处理方法(二)铝表面处理方法(二) (三)中和和水清洗 铝制品蚀洗后表面附着的灰色或黑色挂灰在冷的或热的清水洗中都不溶解,但却能溶于酸性溶液中,所以经热碱溶液蚀洗的制品都得进行旨在除去挂灰和残留碱液,以露出光亮基本金属表面的酸浸清洗,这种过程称为中和、光泽或出光处理。其工艺过程是制品在300-400g/L硝酸(1420kg/立方米)溶液中,室温下浸洗,浸洗时间随金属组成的不同而有差异,一般浸洗时间3-5分钟。含硅或锰的铝合金制品上的挂灰,可用硝酸和体积比为3:1的混合液,于室温下处理5-15秒。中和处理还可以在含硝酸300-400g/L和氧化铬5-15g/L的溶液或氧化铬100g/L加硫酸(1840kg/立方米)10ml/L溶液中于室温下进行。各道工序间的水清洗,目的在于彻底除去制品表
消失模铸造工艺流程及车间环境状况分析消失模铸造简称EPC,又称气化模铸造或实型铸造。它是采用泡沫塑料模样代替普通模样紧实造型,造好铸型后不取出模样、直接浇入金属液,在高温金属液的作用下,泡沫塑料模样受热气化、燃烧而消失,金属液取代原来泡沫塑料模样占据的空间位置,冷却凝固后即获得所需的铸件。 消失模铸造工艺简图: 消失模铸造生产线的工艺流程分为白区与黑区两大部分。 一、白区工艺流程: 首先根据铸件的材质以及壁厚选择适合它的原始珠粒。将原始珠粒按定量加入间歇式予发机中进行预发泡,使其达到工艺要求的密
度,通过予发机硫化床干燥后发送到熟化仓内进行熟化。熟化后的珠粒运送到成型间,将珠粒注入到成型机上的模具中,通蒸汽将其膨胀融解成型,形成铸件模样,通冷水进行冷却降温,使白模具有一样的强度,这时成型机起模人工取出白模放到白模烘干车上,运输至热风隧道通过式烘干室进行烘干。白模烘干车在烘干室轨道上行走,每推进室内一车,在另一端顶出一车,以此循环。烘干室采用热风强制循环系统,烘干室内的温度及湿度通过PLC自动控制达到工艺要求,大大提高了生产效率,并节约能源。白模烘干后运输到组模间组装、粘结浇冒口。组装好的白模运输至一次涂料间浸刷涂料,不同材质的铸件选择不同的涂料配方,将原材料放入涂料搅拌机中进行搅拌,达到工艺要求时间后测试涂料密度,经测试合格后再放入涂料槽中供工人使用。将浸刷好的白模放到烘干车上运输至黄模一次烘干室进行烘干,烘干后的黄模运输到二次涂料间进行二次浸刷涂料,达到工艺要求的涂层厚度,再运输至黄模二次烘干室进行烘干、修补。经过二次烘干后的黄模用烘干车运输到黑区造型工部进行填箱、造型,烘干车空车返回成型间。至此白区工艺流程全部结束。 二、黑区工艺流程: 1、造型工部: 造型工部由两条造型线和一条回箱线组成,砂箱的循环运行是由砂箱轨道、手动变轨车来完成,每一条生产线由工艺要求的砂箱数量组成。每一条造型线由一台2吨单维振实台,两台4吨变频三维振实台组成。造好型的砂箱依次进入两条浇注冷却线,浇注冷却线由真空对接机组成。浇注冷却线进入一定数量砂箱后真空对接机自动对接、人工浇注。浇注完成后进行保压冷却,保压后真空对接机复位,撤真空,保压结束后进入冷却段进行冷却。在这两条浇注线浇注的同时,造型线造好型的砂箱依次进入令外两条浇注线等待浇注,并重复前两条浇注线的动作,以此循环。 本造型工部采用BSZ-04k变频三维振实台,其结构及工作原理: