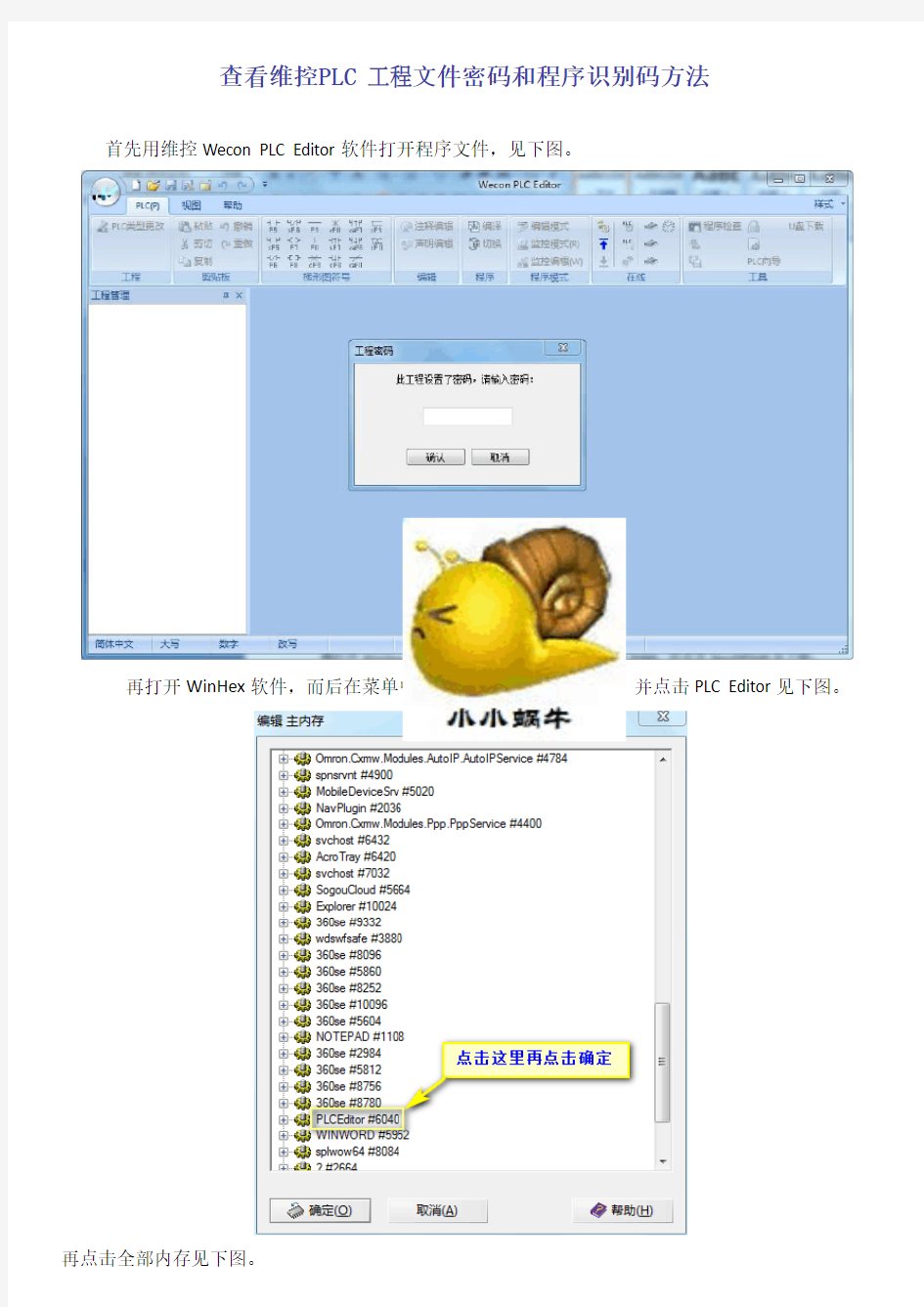
查看维控PLC 工程文件密码和程序识别码方法首先用维控Wecon PLC Editor软件打开程序文件,见下图。
再打开WinHex软件,而后在菜单中点击工具\选择打开RAM,并点击PLC Editor见下图。
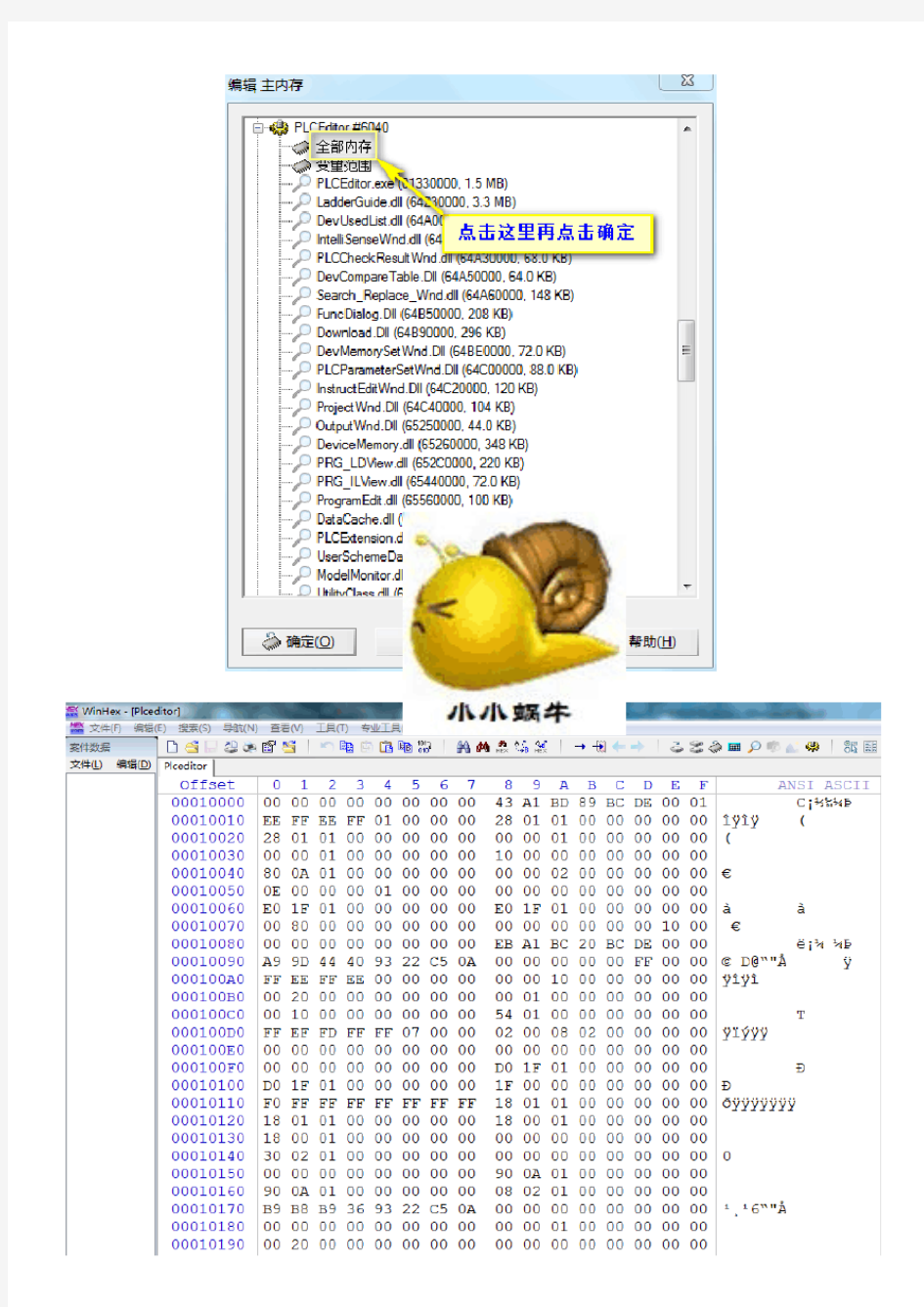
再点击全部内存见下图。
查看工程密码和程序识别码,可以(按Ctrl+F键)查找文本,并输入下面查找的文本“PassWord=”点击确定见下图。
plc物联网模块优势及功能介绍 PLC是一个非常重要的器件,也是难度相对较大的一门技术,它是专门为在工业环境下应用而设计的数字运算操作电子系统,是实现工业自动化、物联网控制的基础,未来有着非常广阔的应用前景。 工业物联网大势所趋,未来PLC通信和物联网的相关技术将备受欢迎。通常的PLC控制器通信含有PLC控制器间的通信及PLC控制器与其它智能设备间的通信。随着工控自动化的发展,各PLC控制器厂商都十分重视PLC控制器的通信功能,纷纷推出各自的网络系统,新的PLC控制器都具有通信接口,通信非常方便。 plc物联网模块应用可以检测程序运行是否顺畅、应用场景对于设备的影响等。幸运的是PLC 与物联网的姻缘早已注定,无论是智慧工厂还是工业物联网,PLC无疑都是最好的入口,对接简单,技术壁垒低,实现产品的跨越式发展并不是遥不可及。 华辰智通生产的plc物联网模块广泛应于工业控制领域,是一款性能高,运行稳定的控制器。 plc物联网模块功能介绍:
1、实现工业现场设备远程控制 2、实现设备固件远程升级,程序上下载,如变频器,伺服器,以及各种仪表仪器的远程上下载程序监控,远程调试。 3、华辰智通,PLC工业通信网关,实现工业现场PLC远程编程、调试 4、实现工业现场触摸屏远程控制,支持以太网的PLC和触摸屏,USB接口的PLC和触摸屏以及串口的触摸屏 5、实现工业现场组态画面远程映射 6、实现西门子、三菱等PLC等主流协议硬件解析 7、可灵活接入各种设备管理平台 8、plc物联网模块,可同时与多台PLC或触摸屏远程通讯 9、支持PLC远程监控,PLC远程调试,PLC远程上下载,PLC远程控制,PLC数据采集,PLC远程通讯、支持工业PLC网关远程下载与维护; 10、支持多种工控协议,支持多网口,串口连接:支持 5G/4G/3G/GPRS/WAN/PPPOE/Wi-Fi网络、数字IO输入输出、串口终端通信等接入,也支持TCP/IP,http,UDP,MQTT等等网络协议; 11、内含多种通讯协议,可连接国内外知名品牌PLC和HMI设备,支持远程程序更新和上下载,远程控制监控,调试人员远程更新程序和监控故障信息,为企业节省大量的出差费用,降低售后成本。 plc物联网模块产品优势
想用触摸屏修改定时器的定时时间: 第一步,用软件先把FX2NPLC中的程序读出,找到设置时间用的定时器的常数值K,编程时把常数K直接修改为D,D应该选择断电保持数据寄存器,范围在D200-D511之间,其它不动,然后写入PLC中。 第二步,选择触摸屏型号,建议选用威纶MT6056iv触摸屏,用软件编程,编程时做一个数值设置按钮,按钮对应PLC中的数据寄存器D,当手指触碰到该按钮时,会出现数值输入小键盘,此时,即可修改定时器的时间了。 市场上任何触摸屏与通常通讯不上不外乎要确认四个问题: 参数和工程里的是否一致 2.通讯线是否按照接线图的引脚接线 3.工程里设置的com口在屏上接的时候是否正确 4.参数和线确认OK,的情况下,看看是不是plc程序或是plc的地址问题。 方法: (先判断参数:)1.用plc的编程软件接上plc看看plc的参数是多少,工程里设置的参数是否和测试出来的一致。 2.在线:用我们的组态软件,用plc本身的通讯电缆和电脑相连接,在线模拟看看工程是否通讯的上。可以用个数值输入部件或是,对其操作,看看关掉模拟器之后再开在线模拟后之前的操作是否还在,是否直接提示NC。(NC和之前操作没有写下去即为没有通上) (测试线):用万用表按照接线图的引脚定义测试接线。 一:触摸屏的参数。查看一下触摸屏的参数设置。
这里面有几个参数需要特别注意的 1:口的设置---------一定要确认清楚PLC连接触摸屏的COM1口还是COM2口 2:设备类型------------------这个是最重要的,如果没选对的话,其他就不用说了 3:连接方式------------------PLC跟触摸屏的连线,确认好事RS485,还是RS232C 4:接口参数跟PLC站号----------------一定要跟PLC里面的设置一致。 二:如果参数确认设置好了,接下来就排查线路的问题。 确认RS485,RS232C的做线是否正确,触摸屏与各种PLC接线的做法不一样。这个可以参照维控(plc与触摸屏通信线接法帮助文档)查看
<维控>PLC的应用及说明 一、PLC的行业应用 1.PLC的应用领域目前,PLC在国内外已广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业 2.包装机械、印刷机械、纺织机械、注塑机械、自动焊接设备、隧道盾构设备、水处理设备、切割、多轴磨床、冶金行业的辊压、连铸机械....太多了,这些设备的所有动作,加工都需要靠依据工艺设定在PLC内的程序来指导执行和完成,就如人的大脑。 3.污水处理、自来水处理、楼宇控制、火电主控、辅控、水电主控、辅控、冶金行业、太阳能、水泥、石油、石化、铁路交通...也太多了。这些行业所有设备的连续生产运行,总存在许多的监控点和大量的实时参数,而要监视、控制、和采集这些流程参数和相关的工艺设备,也必须依靠PLC这个大脑来完成,当然传统叫法也有DCS,尽管设计之初的理念不一样,但现技术路线已逐渐融合。 二、产品简介 维控的PLC产品目前为止已经出来4个型号了,分别是LX1S-20M,LX2n-64M, LX2n-40M,LX2n-32M。并且与其他品牌兼容,程序不做任何改动即可在维控PLC上运行,维控融合现有PLC的技术,但却又有更高的高度:速度比同级PLC快一倍!在同级PLC 中支持高速脉冲,支持高速计数。 三、使用环境 1.主机:STM32 CPU,AC100-240V交流电源,额定功率20W 2.通讯口:支持RS422/RS485,一个串口,8芯接头(母头) 3.通讯协议:兼容FX1S NO PROTOCOL 编程软件兼容FX1S 4.IO端子:20点:输入12点,输出8点(继电器型、晶体管型); 64点:输入36点,输出24点(继电器型、晶体管型); 40点:输入24点,输出16点(继电器型、晶体管型); 32点:输入16点,输出16点(继电器型、晶体管型)
触摸屏如何与P L C通 信精编版 MQS system office room 【MQS16H-TTMS2A-MQSS8Q8-MQSH16898】
想用触摸屏修改定时器的定时时间: 第一步,用软件先把FX2NPLC中的程序读出,找到设置时间用的定时器的常数值K,编程时把常数K直接修改为D,D应该选择断电保持数据寄存器,范围在D200- D511之间,其它不动,然后写入PLC中。 第二步,选择触摸屏型号,建议选用威纶MT6056iv触摸屏,用软件编程,编程时做一个数值设置按钮,按钮对应PLC中的数据寄存器D,当手指触碰到该按钮时, 会出现数值输入小键盘,此时,即可修改定时器的时间了。 市场上任何触摸屏与通常通讯不上不外 乎要确认四个问题: 参数和工程里的是否一致 2.通讯线是否按照接线图的引脚接线 3.工程里设置的com口在屏上接的时候是否正确 4.参数和线确认OK,的情况下,看看是不是plc程序或是plc的地址问题。 方法: (先判断参数:)1.用plc的编程软件接上plc看看plc的参数是多少,工程里设置的参数是否和测试出来的一致。 2.在线:用我们的组态软件,用plc本身的通讯电缆和电脑相连接,在线模拟看看工程是否通讯的上。可以用个数值输入部件或是,对其操作,看看关掉模拟器之后再开在线模拟后之前的操作是否还在,是否直接提示NC。(NC和之前操作没有写下去即 为没有通上) (测试线):用万用表按照接线图的引脚定义测试接线。 一:触摸屏的参数。查看一下触摸屏的参数设置。
这里面有几个参数需要特别注意的 1:口的设置---------一定要确认清楚PLC连接触摸屏的COM1口还是COM2口 2:设备类型------------------这个是最重要的,如果没选对的话,其他就不用说了 3:连接方式------------------PLC跟触摸屏的连线,确认好事RS485,还是RS232C 4:接口参数跟PLC站号----------------一定要跟PLC里面的设置一致。 二:如果参数确认设置好了,接下来就排查线路的问题。 确认RS485,RS232C的做线是否正确,触摸屏与各种PLC接线的做法不一样。这个可以参照维控(plc与触摸屏通信线接法帮助文档)查看
[福州富昌维控科技]
初级教程的内容 1. 软件帮助在哪里: (3) 2. 软件版本: (3) 3. Usb线的类型(D口、一口、迷你口) (3) 4. 232的下载线接线: (5) 5. 串口引脚的定义: (6) 6. 各个型号的com口(com1和com2、com3) (6) 7. 下载时的工具选择(PC端口) (8) 8. 测试界面的进入及内容 (9) (1)怎样进入触摸屏的测试画面? (9) (2)COM口参数设置 (10) (3)时间设置 (12) (4)触摸屏版本信息的查看? (14) (5) 触摸屏按键位置不准确,该怎么办? (15) 9. u盘根目录和u盘升级文件: (16) 10. 画面的复制: (18) 11. 画面属性的设置: (19) 12. 子画面的制作 (20) 13. 画面(部件)安全等级: (20) 14. 脚本的使用和分类: (22) 画面脚本(实现当前画面效果的脚本) (22) 全局脚本: (22) 背景脚本: (23) 15. 部件叠放顺序的使用: (23) 16. 工程所有使用过的部件列表在哪里: (24) 17. 字位开关的使用: (25) 18. 流动部件使用: (26) 19. 多重复制 (27) 20. 键盘制作使用的部件 (28) 21. 向量图的修改 (34) 22. 外观位图的修改 (35) 23. 透明操作 (36) 24. 字体的编辑 (39) 25. 部件对齐排版 (40) 26. 批量修改相关属性: (40)
1.软件帮助在哪里: -------------->:1.软件打开,按F1键 2.软件工具栏上“帮助”。 2.软件版本: ---------------->: 打开软件----------关于(查看时间和版本号) 3. Usb线的类型(D口、一口、迷你口)------------------>:430T,777T
第一部分维控人机界面串口引脚定义1 LEVI777T COM1 引脚定义原理图。 2 LEVI777T COM2引脚定义原理图。 3 LEVI908T/LEVI910T COM1/COM3引脚定义原理图。
4 LEVI908T/LEVI910T COM2引脚定义原理图。 5 LEVI430T COM1引脚定义原理图。
第二部分通信针头 1 通信针头 4 第三部分各PLC与LEVI通信线接法 5 1 西门子S7-200 PLC与LEVI通信线接法(RS485 9针male)5 2 西门子S7-300 PLC(MPI适配器)与LEVI通信线接法29 6 3 三菱FX系列与LEVI通信线接法(RS422 8针male)7 4三菱Q02H系列PLC与LEVI通信线接法 5 欧姆龙与LEVI通信线接法8 6永宏与LEVI通信线接法(RS232 15针male)11 7 B与LEVI通信线接法12 8 G与LEVI通信线接法14 9 台达与LEVI通信线接法(RS232 8Pin Mini-Din Female)17 10 海为与LEVI通信线接法18 11富士与LEVI通信线接法(RS422 8针RJ45 Connector)20 12 ABB与LEVI通信线接法(RS232 I\O端子)21 13松下与LEVI通信线接法 22 14 AB MicroLogix PLC与LEVI通信线接法30 15 LG K120S PLC与LEVI通信线接法31 16信捷XC 系列PLC与LEVI通信线接法33
1 LEVI777T COM1 引脚定义原理图 2 LEVI777T COM2引脚定义原理图 3 LEVI908T/LEVI910T COM1引脚定义原理图
市场上任何触摸屏与PLC通常通讯不上不外乎要确认四个问题: 1.plc参数和工程里的是否一致 2.通讯线是否按照接线图的引脚接线 3.工程里设置的com口在屏上接的时候是否正确 4.参数和线确认OK,的情况下,看看是不是plc程序或是plc的地址问题。 方法: (先判断参数:)1.用plc的编程软件接上plc测试看看plc的参数是多少,工程里设置的参数是否和测试出来的一致。 2.在线模拟:用我们的组态软件,用plc本身的通讯电缆和电脑相连接,在线模拟看看工程是否通讯的上。可以用个数值输入部件或是开关,对其操作,看看关掉模拟器之后再开在线模拟后之前的操作是否还在,是否直接提示NC。(NC和之前操作没有写下去即为没有通上)(测试线):用万用表按照接线图的引脚定义测试接线。 一:触摸屏的参数。查看一下触摸屏的参数设置。
这里面有几个参数需要特别注意的 1:通信口的设置---------一定要确认清楚PLC连接触摸屏的COM1口还是COM2口 2:设备类型------------------这个是最重要的,如果协议没选对的话,其他就不用说了 3:连接方式------------------PLC跟触摸屏的连线,确认好事RS485,还是RS232C 4:接口参数跟PLC站号----------------一定要跟PLC里面的设置一致。二:如果参数确认设置好了,接下来就排查线路的问题。
确认RS485,RS232C的做线是否正确,触摸屏与各种PLC接线的做法不一样。这个可以参照维控(plc与触摸屏通信线接法帮助文档)查看 这个是正常排查通信问题的基本方法。 接下来教大家如何绕开触摸屏的问题------在线模拟。 在通讯不上的时候,有的客户会猜测可能是触摸屏的问题,或者接口的问题。 在线模拟就是绕开触摸屏,直接用PLC跟电脑进行连接。 具体的做法: 1:PLC跟电脑要通过RS232进行连接。有的PLC有RS232的接口,有的没有,没有的可以通过转接头接到电脑上。 2:新建一个简单的工程。放两个元器件,一个数值显示,一个数值输入。地址设置PLC里面的地址。 3:工程参数设置一定要跟PLC里面的设置一样。 4:点击在线模拟功能 这样子做就可以很明显查看PLC能不能跟PC通信上。如果可以通信上就可以排除PLC方面的问题,跟参数设置的问题。
触摸屏如何与P L C通信 Prepared on 22 November 2020
想用触摸屏修改定时器的定时时间: 第一步,用软件先把FX2N PLC中的程序读出,找到设置时间用的定时器的常数值K,编程时把常数K直接修改为D,D应该选择断电保持数据寄存器,范围在D200-D511之间,其它不动,然后写入PLC中。 第二步,选择触摸屏型号,建议选用威纶MT6056iv触摸屏,用软件编程,编程时做一个数值设置按钮,按钮对应PLC中的数据寄存器D,当手指触碰到该按钮时,会出现数值输入小键盘,此时,即可修改定时器的时间了。 市场上任何触摸屏与通常通讯不上不外乎要确认四个问题: 参数和工程里的是否一致 2.通讯线是否按照接线图的引脚接线 3.工程里设置的com口在屏上接的时候是否正确 4.参数和线确认OK,的情况下,看看是不是plc程序或是plc的地址问题。 方法: (先判断参数:)1.用plc的编程软件接上plc看看plc的参数是多少,工程里设置的参数是否和测试出来的一致。 2.在线:用我们的组态软件,用plc本身的通讯电缆和电脑相连接,在线模拟看看工程是否通讯的上。可以用个数值输入部件或是,对其操作,看看关掉模拟器之后再开在线模拟后之前的操作是否还在,是否直接提示NC。(NC和之前操作没有写下去即为没有通上)(测试线):用万用表按照接线图的引脚定义测试接线。 一:触摸屏的参数。查看一下触摸屏的参数设置。
这里面有几个参数需要特别注意的 1:口的设置---------一定要确认清楚PLC连接触摸屏的COM1口还是COM2口2:设备类型------------------这个是最重要的,如果没选对的话,其他就不用说了 3:连接方式------------------PLC跟触摸屏的连线,确认好事 RS485,还是RS232C 4:接口参数跟PLC站号----------------一定要跟PLC里面的设置一致。 二:如果参数确认设置好了,接下来就排查线路的问题。 确认RS485,RS232C的做线是否正确,触摸屏与各种PLC接线的做法不一样。这个可以参照维控(plc与触摸屏通信线接法帮助文档)查看 这个是正常排查通信问题的基本方法。
1、硬件组态:S7-200PLC CPU 224XP、S7-200PLC CPU 226、维控触屏LEVI 777T、RS485 总线通讯电缆、编程用USB/PPI电缆。主从站设定:维控触屏为主站,CPU 224XP、CPU 226为两个从站。 2、通讯端口及设定:从站CPU 224XP PORT0用于Modbus通讯、PORT1用于连接编程电 缆。从站CPU 226 PORT0用于Modbus通讯、PORT1用于连接编程电缆。维控触摸屏COM1用于Modbus通讯。各通讯端口对应接线如下图。 3、实验内容:①触摸屏(主站)读两个PLC从站的输入点信号、V存贮区变量;②主站 控制两个从站输出点,由触摸屏写入从站浮点数变量;③从站读取主站发送数据并处理。 4、从站CPU 226地址规定为6,端口PORT0通讯波特率9600,无校验、无延迟,允许存 取所有的I、Q(MaxIQ=128)、和AI(MaxAI=32)数值,保持寄存器的存贮空间为VB3000开始的1000个字。从站CPU 224XP地址规定为8,其余设置与6号从站相同。两个从站通讯初始化编程如下所示(以6号从站为例)。
5、为从站程序块指定库存贮区,注意:程序中不可使用库存储区占用的地址。 6、在维控触屏中下载用于监控Modbus通讯结果的画面程序,如下图。其中包括两个从站 输入点I0.0~I0.7的状态、输出点Q0.0~Q0.7(受主站控制),以及从站Modbus通讯保持寄存器VD3000~VD3013内容(对应40000~40013)、整数40000和40001、浮点数VD3000和VD3014内容等。上、下两个画面各用于两个从站的数据变化监控。 7、维控屏设置Modbus通讯口:工程配置——通讯口配置——更改连接——选择 COM1——选择设备类型为“Modbus”——Modbus RTU Slave并适当调整串口参数及其它通讯设置,这里的设置是指屏(主站)要连接的通讯设备属性(即PLC)。 8、维控屏连接多个从站,不同于连接单个从站设备,必须设置“多机互联数据区”,即将要 通讯的多从站数据进行说明。方法是:在LEVI Studio软件界面——工程配置——工程设置——多机互联数据区——选择“多机互联额外地址”并添加所有需要通讯的地址。
维控HMI和PLC在无人值守换热站设备的应用 一、简介 换热站的作用是将锅炉所产生的一次热源通过管道送到换热站,并进入换热器内,通过换热器的换热,将一次热源交换到二次供热管道内,二次供热管道引出至热用户。换热站具有的功能是保证二次网入水温度的稳定、循环泵控制管道压力的恒定、管道内水量的及时补给、水箱液位检测及补充、管道的超压卸压、故障报警、记录及自处理等功能。 二、工艺要求 1. 要实现远程手机或电脑操作,无人值守的换热站。 2. 高低站区分开控制,每个控制部分要分为手动及自 动两种运行模式。 3. 温度、压力及液位为模拟量,启、停、急停、运行 反馈信号为数字量。 4. 自动模式:电动执行阀开度用PID计算模拟量来控 制;循环泵要用MODBUS协议给定变频器的频率,频率 也要用PID计算,两台循环泵自动模式有:一用一备、
一用一补、定时倒泵等功能;补水泵自动可分为PID控制及上下限控制。 5. 手动模式:电动执行阀可输入开度,循环泵可选择 变频运行(可设定频率)及工频运行,补水泵变频及工频运行 三、方案 HMI:PI8070 PLC:LX3V-1212MR 模块:LX3V-4AD LX3V-2AD2DA-BD 其它设备:变频器、温度及压力变送器、电动执行阀 四、程序简要介绍 HMI程序 1.手机APP监控主画面截图
2.手机APP更改变频器运行频率 3.参数查看
PLC部分程序: 1.通讯模式 2.模拟量采集
3.循环泵PID控制
五、工程总结 1、HMI使用维控A8系列的PI8070型号的触摸屏,除具备其它屏的功能外,此屏的最大亮点是具有远程操作功能,可实现远程的访问操作,具有速度快,操作简单,显示直观,如同人在设备面前操作一样。 2、换热站电控部分使用维控PLC体现了其强大功能,集合了多种控制于一身,运行稳定,当执行设备出现故障时有备用方案继续运行,保证冬季供暖的安全可靠。
1、主从站设定:触屏为主站,S7-200PLC为子站。实验内容:①触屏读PLC输入点信号、 V存贮区变量,控制输出点;②PLC读取触屏设定的V变量值。硬件组态:S7-200PLC、维控触屏LEVI 777T、RS485通讯电缆、编程用USB/PPI电缆。 2、PLC设定为从站,并进行通讯初始化编程。 3、通讯中的从站地址要明确。从站PLC编程是在MBUS_INIT指令中规定从站站号“Addr” 及双方通讯使用的变量区段(即Holdstart指定的&VBx地址)。见上述编程语句。 4、在主站地址寻址时要指定从站站号。如维控屏上的“PLC预设站号”。下面是针对Modbus 地址40007(对应VD3014)输入对话框的设置:双击输入对话框,显示“数值输入/显示”菜单,选择“地址编辑”,设置PLC站号、通讯连线COM口编号、寄存器类型(0、 1、3、4 )以及寄存器地址。相应的显示格式要设置正确,否则显示内容就会错。
5、Modbus传回的数据只有Byte数据,如果要对应传送BW或VD,就要传送双字节或4 字节。PLC传送的多字节数据格式(即高、低位传送顺序)以及HMI可接收的多字节数据格式大多情况下不统一,就要PLC改发送格式或HMI改计算公式。 6、Modbus传送字节变量(VB)、字变量(VW)、双字变量(VD)时,注意其传送格式。 用于存贮整数变量的40000对应Holdstart对应的传送起始字节地址(假如Holdstart=VB1000)就是VB1000+VB1001,而用于存贮浮点数变量的40000对应的传送起始字节地址就是VB1000+VB1001+VB1002+VB1003(PLC标准的多字节浮点数排列格式),维控屏传送的保持寄存器分字节排列顺序是VB1002+VB1003+VB1000+VB1001。与PLC的双字分字节排列方式不同,所以在互传数据时要注意进行转换,否则传送过来的数据是错误的。PLC接收HMI的数据后可以选择循环右移指令(RRD),移位长度16位。这样就可以恢复正确的字节排列顺序。 7、传送过程中使用V存贮区变量不得与库存贮区使用的地址区段相干涉,即如果程序中 库存贮区使用了VB2000~VB2800,则已使用的库存贮区段变量就不能再用于程序。8、标准的Modbus通讯地址从1开始,但维控屏传送的Modbus地址范围从0开始,即10000 对应I0.0,10001对应I0.1,以此类推其它类型Modbus地址范围相同。 9、维控屏设置Modbus通讯口:工程配置——通讯口配置——更改连接——选择 COM1——选择设备类型为“Modbus”——Modbus RTU Slave并适当调整串口参数及其它通讯设置,这里的设置是指屏(主站)要连接的通讯设备属性(即PLC)。
Haiwell(海为)PLC与TP300文本通讯接线图插海为PLC端 RS-232接线图 插人机端 4针S型公头 9针D型母头 (与编程电缆同) 插海为PLC端 RS-485接线图 插人机端 9针D型母头 Haiwell(海为)PLC与台达DOP-A/AE/AS系列屏通讯接线图插海为PLC端 RS-232接线图 插人机端 4针S型公头 9针D型公头 插海为PLC端 RS-485接线图 插人机端 9针D型公头 Haiwell(海为)PLC与台达DOP-B系列屏通讯接线图插海为PLC端 RS-232接线图 插人机端 4针S型公头 9针D型公头 插海为PLC端 RS-485接线图 插人机端 9针D型公头 Haiwell(海为)PLC与台达TP02G/TP04G/TP05G/TP08G文本通讯接线图插海为PLC端 RS-232接线图 插人机端 4针S型公头 9行针D型母头 (与编程电缆同)
Haiwell(海为)PLC与威纶MT8000系列屏通讯接线图插海为PLC端 RS-232接线图 插人机端 4针S型公头 9行针D型母头 (与编程电缆同) 插海为PLC端 RS-485接线图 插人机端 9针D型公头 Haiwell(海为)PLC与威纶MT500系列屏通讯接线图 插海为PLC端 RS-232接线图 插人机端 4针S型公头 9针D型公头 插海为PLC端 RS-485接线图 插人机端 9行针D型母头 Haiwell(海为)PLC与宏绩F7系列屏通讯接线图插海为PLC端 RS-232接线图 插人机端 4针S型公头 9针D型公头 插海为PLC端 RS-485接线图 插人机端 9行针D型母头 Haiwell(海为)PLC与宏绩F220系列文本通讯接线图插海为PLC端 RS-232接线图 插人机端 4针S型公头 9针D型公头
?关键词:PLC触摸屏PLC通讯 ?摘要:经常有师傅遇到这样的问题:怎么我的触摸屏和PLC通讯不上? 本文对此进行了详细阐述。 经常有师傅遇到这样的问题:怎么我的触摸屏和PLC通讯不上?比方说下面遇到的两个问题: 1、威纶通触摸屏和西门子PLC通讯不上,老是提示PLC没反应,该怎么设置呢? 解决思路: 你设置同样的波特率,同样的位数,同样的停止位,站号不能相同,就是说plc和触摸屏地址不能相同,然后确定通讯线是否正常…… 2、如何通过程序判断触摸屏与PLC通讯出现故障? 解决思路: 通常方法是用心跳检测,定义一个bool,HMI固定频率将该点置位,PLC收到该点为ON信号后将其复位。若在一段时间内,比如5s内没有收到该点为ON的信号,则认为通许中断。 PLC把memory clock字节传到屏上,屏用脚本把这个字节的值赋值给另外的一个PLC内的地址,然后plc内判断返回的字节两个扫描周期是否一样,如果一样说明通讯中断。 举个例子,请看图,步骤如下: 1、在PLC里建立DB1数据块,里面设两个开关量“PLC秒开关”和“人机响应开关”; 2、人机变量中连接这两个变量; 3、在人机“PLC秒开关”变量的属性----事件----数值变更中添加“取反位”,让“人机响应开关”变量随着“PLC秒开关”变化而变化; 4、在PLC程序块中编程,让“PLC秒开关”每0.5秒反转,再用TON延时指令让“人机响应开关”1秒内没有动作就输出人机通信失败,因为人机通信异常后“人机响应开关”将不再会发生变化。
其实,市场上任何触摸屏与PLC通讯不上不外乎要确认四个问题: 1、plc参数和工程里的是否一致 2、通讯线是否按照接线图的引脚接线 3、工程里设置的com口在屏上接的时候是否正确 4、参数和线确认OK,的情况下,看看是不是plc程序或是plc的地址问题。 方法: 先判断参数: 1、用PLC的编程软件接上PLC测试看看PLC的参数是多少,工程里设置的参数是否和测试出来的一致。 2、在线模拟:用我们的组态软件,用PLC本身的通讯电缆和电脑相连接,在线模拟看看工程是否通讯的上。可以用个数值输入部件或是开关,对其操作,看看关掉模拟器之后再开在线模拟后之前的操作是否还在,是否直接提示NC。(NC和之前操作没有写下去即为没有通上) 测试线: 用万用表按照接线图的引脚定义测试接线。 一:触摸屏的参数。查看一下触摸屏的参数设置。 这里面有几个参数需要特别注意的: