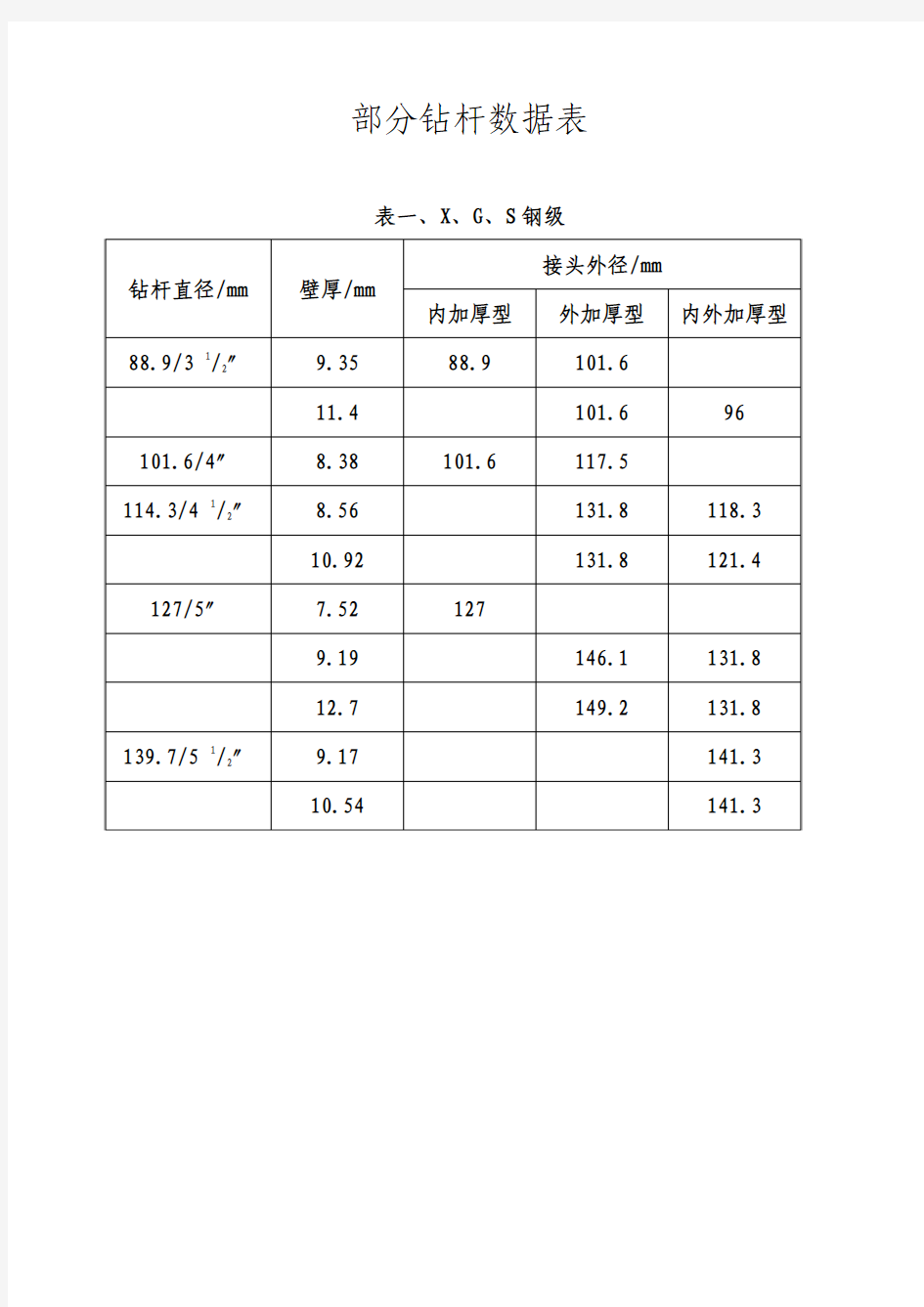
部分钻杆数据表表一、X、G、S钢级
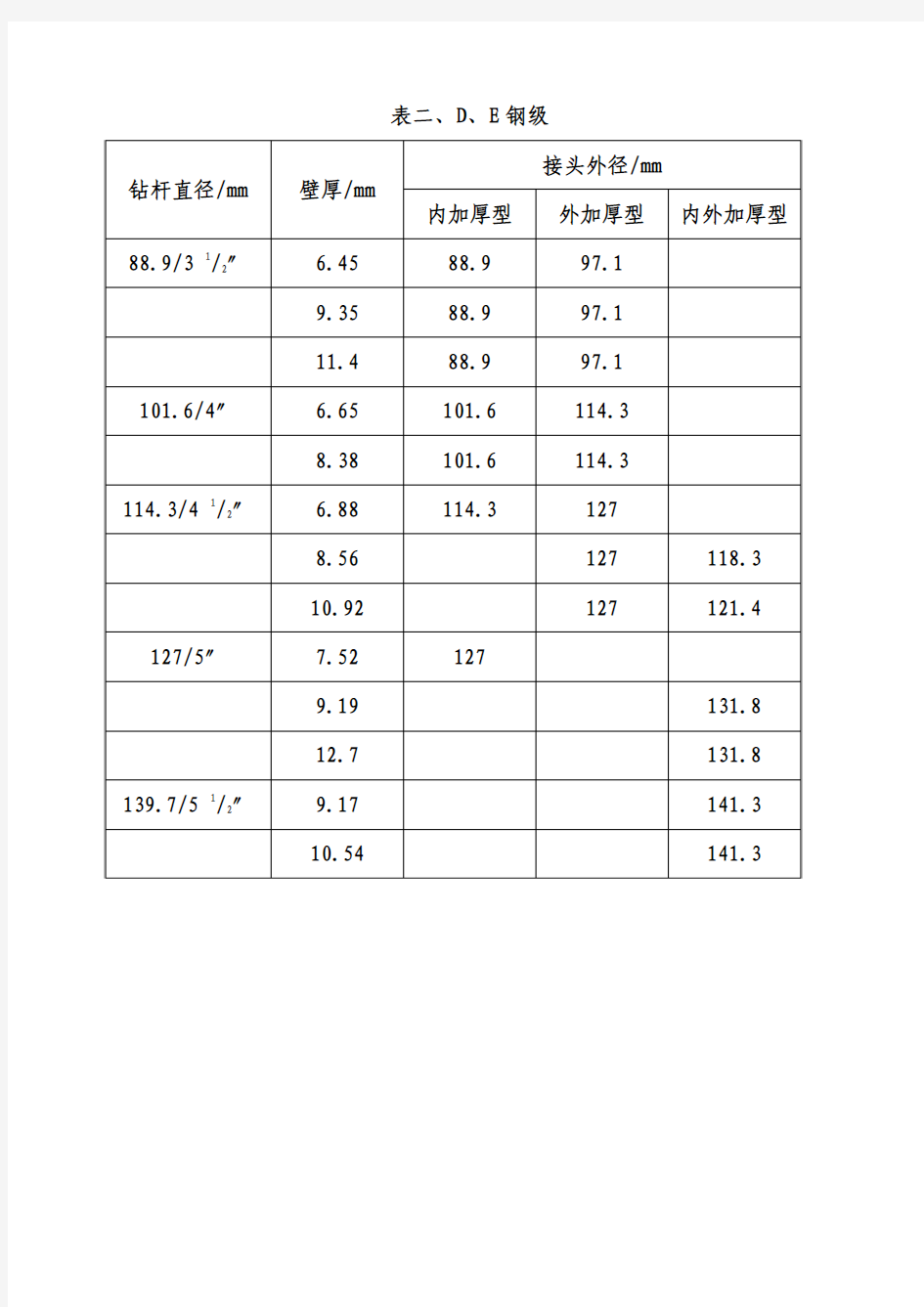
表二、D、E钢级
二、技术要求 1.井型概述 寿阳作业区所部署井位主要为煤层气水平井组,根据已知部分井位的钻井设计,直井井深为700-800米左右,水平井井深在1500-1600米左右。QYN1-12井组的直井和水平井一开井眼尺寸预计为311.2mm,下244.5mm套管;二开井眼尺寸为215.9mm,下177.8mm套管;水平井三开井眼尺寸为130.2mm,PE管完井。 2、规范及行业标准
三. 技术要求 3.1总体技术要求 钻机要求ZJ30撬装钻机,具体设备参数要求如下: (1)设备要满足井场露天作业的要求,在防爆、防渗漏、防腐、防尘、耐高温方面严格要求,并具有较高的适应性,同时要求容易检查、保养和维修;(2)所有液、气、电线走向规范、安全可靠、布局合理,标识清晰、按相关标准和规范进行安装、固定; (3)危险区内所有电气设备满足防爆要求,并提供防爆证书; (4)钻机各报警、限位及互锁装置灵敏、可靠、准确。所有安全设备(压力容器)有合格证、检测报告; (5)整套钻机设备配齐标准的安全标识和警示牌; (6)钻机总体布局合理并考虑集约化。需要具有较强的丘陵地区运输能力,车载钻机设计包括轴荷、载重、刹车、照明、尺寸等满足公路运输要求(7)钻机设备需配备FZ18-14型防喷器装置; (8)钻机设备需配备配套顶驱装置 3.2适用条件 环境温度 -20℃~+45℃ 湿度 90﹪(+20℃时) 满足2500米井深钻深需要,山西等山区煤层气作业,高沙尘环境,低温。
3.3 钻机技术要求 3.3.1钻机底座系统 ◆台面面积 ◆立根盒容量整套钻机满足钻井深度为2500m(5″钻杆)的作业◆立根盒为硬方木,方木作防腐处理; ◆配套2个B型钳尾绳桩,1个液压大钳尾绳桩及2套液压猫头等; ◆钻台配两套扶梯,一个门形坡道,大小鼠洞和钻台围栏等。 3.3.2提升系统 3.3.2.1井架 ◆最大钩载≥180T ◆井架有效度满足至少两根单根立柱摆放且安全距离≥2m。 ◆二层台立根容量 5”钻杆,19m立根≥2500m 3-1/2”钻杆≥2000m 6-1/2"钻挺≥12柱 4-3/4"钻铤≥9柱 二层台安装高度(钻台面之上) 17.5m、19.5 m、 3.3.2.2 天车 ◆规格 TC250及以上 ◆天车架设缓冲防碰木,并加护网。 ◆配避雷针、标高灯。 3.3.2.3绞车 ◆规格 ◆主刹车机械带式刹车或者液压盘式刹车
GB/T 9253.1-1999 石油钻杆接头螺纹 代替GB/T 9253.1-1988 Threads on rotary shouldered connections for petroleum industry 1 范围 本标准规定了数字型(NC)、内平型(LF)、贯眼型(FH)和正规型(REG)石油钻杆接头螺纹(即带台肩连接螺纹,简称螺纹)的牙型、基本尺寸、公差和标记。 由于数字型螺纹的牙型和锥度较内平型、贯眼型和正规型螺纹更合理。在新产品设计时推荐选用数字型螺纹。 本标准适用于井下工具和钻柱结构件的连接。 2引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB/T 4749-1993 石油钻杆接头螺纹量规。 3定义和符号 本标准采用下列定义。
3.1术语 3.1.1数字型螺纹number (NC) style connection threads 采用V-0.038R螺纹牙型,并以螺纹基面中径的英寸数和十分之一英寸数表示的螺纹。 注:NC10-NC16采用V-0.055牙型 3.1.2内平型螺纹internal-flush(IF)style connection threads 采用V-0.065螺纹牙型,内平型钻杆接头采用的螺纹。 3.1.3贯眼型螺纹full-hole(FH) style connection threads 采用V-0.040、V-0.050或V0.065螺纹牙型,贯眼型钻杆接头采用的螺纹。 3.1.4正规型螺纹regular (REG) style connection threads 采用V-0.040或V-0.050螺纹牙型,正规型钻杆接头采用的螺纹。 3.1.5紧密距standoff 在规定的条件下,旋合的内外锥螺纹其规定测量点或面之间的轴向距离。 3.2符号 V-0.038R——牙底圆弧半径为0.038in的牙型代号 V-0.040——牙底为圆弧,牙顶宽度为0.040in的牙型代号 V-0.050——牙底为圆弧,牙顶宽度为0.050in的牙型代号 V-0.055——平牙底,牙顶宽度0.055in的牙型代号 V-0.065——平牙底,牙顶宽度为0.065in的牙型代号 P——螺距
常用钻头、钻杆接头、钻铤螺纹尺寸表 序号钻头、钻杆、 钻铤规格 螺纹 代号 螺纹 牙型 螺 距 (mm) 锥 度 倾 斜 角 外螺纹 锥体大 端大径 (mm) 外螺纹 锥体 长度 (mm) 内螺纹有 效螺纹最 小长度 (mm) 内螺纹 锥体 长度 (mm) 内螺纹 镗孔大 端直径 (mm) 内螺纹锥 体在端面 小径 (mm) 1 φ89钻铤 2 3/8IF/NC26 V0.065 6.35 1:6 4°45′48″73.050 76.2 79.4 92.1 74.6 67.78 2 φ73钻杆/ φ105钻铤2 7/8IF-NC31 -211/210 6.35 1:6 4°45′48″86.131 88.9 92.1 104.8 87.7 80.86 3 φ89钻杆/ φ121钻铤/ φ127钻铤3 1/2IF-NC38 -311/310 6.35 1:6 4°45′48″102.006 101.6 104.8 117.5 103.6 96.74 4 φ146钻铤 4 1/2FH-421V0.040 5.08 1:4 7°7′30″121.717 101.6 104.8 117. 5 123.8 116.45 5 φ146钻铤 φ152钻铤/ φ159钻铤 4IF-NC46 4A11/4A10 V0.065 6.35 1:6 4°45′48″122.784 114.3 11 7.5 130.2 124.6 117.51 6 φ127钻杆/ φ165钻铤/ φ178钻铤4 1/2IF-NC50 411/410 6.35 1:6 4°45′48″133.350 114.3 117.5 130.2 134.9 128.07 7 φ203钻铤 5 1/2IF 6.35 1:6 4°45′48″162.484 127 130.2 142.9 163.9 157.21 8 φ152钻头 3 1/2REG/331V0.040 5.08 1:4 7°7′30″88.900 95.2 98.4 111.1 90.5 83.63 9 φ190钻头 φ216钻头 4 1/2REG/431V0.040 5.08 1:4 7°7′30″117.475 107.9 111.1 123.8 119.1 112.21 10 φ244.5钻头 φ311钻头 6 5/8REG/631V0.050 6.35 1:6 4°45′48″152.197 127.0 130.2 142.9 154.0 145.60 11 φ444.5钻头7 5/8REG V0.050 6.35 1:4 7°7′30″177.800 133.3 136.5 149.2 180.2 171.24 12 φ108立轴外加厚φ89钻杆细扣 3.175 1:16 1°47′24″93.724/88.9 77.184 67 80 100.3 90.230
API钻杆接头螺纹检验 1、总则 本文适用于API Sspec7-2、API Spec 5DP标准,并依据本厂制定的内控标准,或以订货合同规定的标准与技术条件协议作为生产的钻杆接头螺纹的检验,包括螺纹尺寸要求及质量要求。 2、工作程序 检验人员应严格按照图纸规定检验产品。 3、检验项目 外观检查、锥度、螺距、齿高、紧密距、内外螺纹长度、台肩面倒角直径、螺纹轴线与台肩面垂直度、台肩面平整度、内螺纹镗孔直径、大钳吊卡长度、外径、内径。 4、检验前的准备 4.1量具准备 检验前根据所检产品规格,准备相应的量具、量规和单向仪,并对量具和单向仪进行有效性的检查及校对。 4.2待检产品准备 检查前螺纹表面的乳液、铁屑等异物用压缩空气吹干净,螺纹起始端的翻边必须去除。 5、检验频度与质量要求 5.1 外观检验 5.1.1采用视觉、手感等方法进行检验 5.1.2检验频度:每件
5.1.3质量要求 从管端起,螺纹应无明显的撕裂、刀伤、划痕、铁屑镏、台肩、波纹或破坏螺纹连续性的任何缺欠,外螺纹起始点应位于管端倒角面大于1mm,螺纹加工应具有一定的牙形和尺寸精度及粗糙度,同时台肩面不允许存在肉眼可见的任何缺欠。 5.2锥度检验 锥度是单位长度内螺纹节圆直径的变化量。 5.2.1质量要求 锥度偏差及范围见下表: 5.2.2测量频度 每班首检三件外,检验频度不得低于10%,当设备发生故障重新加工时,应按首件进行检验,当抽检中发现锥度不合格,必须往前逐根检验,直至合格。 5.3螺距检验 螺距是螺纹上某一点到下一螺纹对应点之间平行于螺纹轴线的距离。 5.3.1质量要求
螺距偏差与范围见下表: 5.3.2测量频度 每班首检三件外,检验频度不得低于10%,当设备发生故障重新加工时,应按首件进行检验,当抽检中发现锥度不合格,必须往前逐根检验,直至合格。 5.4齿高检验 齿高是螺纹顶部与螺纹根部之间垂直于螺纹轴线的距离。 5.4.1质量要求 齿高偏差与范围见下表: 5.4.2测量频度 每班首检三件外,检验频度不得低于10%,当设备发生故障重新
石油常用专用管螺纹和管材的类型及规格 一、前言 在石油工业发展过程中,API系列规范的石油管专用螺纹起着不可或缺的作用。石油管专用螺纹主要分为两大类:用于井下工具及钻柱构件连接的石油钻具接头螺纹及用于油套管连接的油套管接头螺纹。 随着油井气钻采作业向更深、更高压力和更高温度等更苛刻工况条件的方向发展,而且石油钻采工艺技术不断的进步,常规石油管螺纹很难满足油田的开发需求。本文就石油常用专用管螺纹和管材的主要类型、规格及发展现状作相应的介绍。 二、钻具接头螺纹 钻具接头螺纹用于如钻铤、钻杆、钻具稳定器及转换接头等钻井工具及钻柱构件的连接。目前生产和检验依据的标准主要是API SPEC 7。(螺纹外观见图3) API SPEC 7称钻具接头螺纹为“旋转台肩连接”,是石油钻探行业连接钻柱构件最主要的机械机构。这种带锥螺纹具有通过轴向位移来补偿连结部分直径误差的特点,因此互换性程度高、结合紧密和装拆容易。其技术特点为英制锥管螺纹、有台肩连接、三角形螺纹,在管材连接中应用极为广泛。其主要螺纹型式如表1所示。 表1:钻具接头螺纹类型 序号螺纹型式英文写法螺纹牙型规格与种类 1 数字型 (NC) Number style connection theads V-0.038R NC23-NC77 共计13种 2 内平型 (IF) Internal-flush style connection threads V-0.065 23/8in-51/2in 共计6种 3 贯眼型 (FH) Full-hole style connection threads V-0.065 V-0.050 V-0.040 31/2in-65/8in 共计5种 4 正规型 (REG) Regular style connection threads V-0.050 V-0.040 23/8in-85/8in 共计8种 1. 内平型螺纹 该型钻具接头螺纹连接外加厚或内外加厚钻杆,形成钻杆接头内径、管体加厚内径与管体内径相等或近似的通径。所有规格螺纹均采用V-0.065平顶平底三角形牙型,这种牙型为平牙底,牙顶较宽度为0.065英寸(1.651mm)。除51/2IF外,其它规格螺纹的因结构尺寸与相应的数字型螺纹完全相同,故具有互换性。该型螺纹因其牙型结构易导致应力集中,API 已将其淘汰,其中包括41/2IF和4IF,它们就是曾经在我油田被大量使用的410、411和4A10、4A11,取而代之的是NC50和NC46数字型螺纹。
打井技术要求 Company number【1089WT-1898YT-1W8CB-9UUT-92108】
打井技术要求:1)准确进行井位放线;2)钻井进入砂砾石层(含水层)时,应实测含水层厚度;3)管井施工完成后,通知监理人员验收;4)进管安装(含水层),应严格按照水利施工规范进行安装,确保漏水层厚度;5)洗井完成后,进行深度、出水量试验;6)每一眼井施工完毕后进行水泵和水泵管的安装; 机井的钻进 根据给定的永久控制坐标和水准点,按照钻井项目总平面图的要求,引至各施工现场,在施工区域设置测量控制网,控制网要避开建筑物、构筑物,土方机械操作及运输线路并有保护标志,打井前应设50m×50m的方格网,在各方格点上设控制桩并测出各控制桩处的自然地表、标高,作为计算挖、填方工程量和施工控制的依据,根据施工总平面图进行建筑平面轴线定位的测量和校核,设置控制定位轴线桩和水平桩,放出基坑边线,边线、标高、轴线应进行复核,无误后,方可进行下步工作。安装钻井前,应将钻井的基础整好,夯实。按照选用的钻井,依次安装钻,泥浆机,搅拌机等各种机械设备必须安装的水平、周正、牢固。 设备安装完毕,要检查钻孔中心、转盘中心,在钻进过程中不得转移,钻塔应与高压电线保持安全距离,一般为塔高的2倍,必要时采取安全措施。安装护孔管,护孔管的内径一般比开孔钻头大50-100mm,下入浓度尽量减少岩层与护孔管的间隙用粘土或粘土球填好夯实。 管井施工所需管材,屡料、粘土(球)及其它物料按设计要求准备好,及时运到井场。
注意事项仔细检查绞车、钢丝绳、进管、手盘销钉、中心钢丝绳的质量,使之合乎要求,下管时要保持井管位于井孔中心,并缓缓降下,四根钢丝绳的下降速度必须一致,井管在井孔内应注意避免倾斜,每个接头必须接好,检查合格后始得下入,下入井孔的全部井管,必须经过敲击鉴定,将最好的井管放在下部,绝不允许井管的全部重量超过井管的抗压强度。操作绞车人员,必须精力集中听从指挥,在停止下降井管时,必须紧紧刹住车带,不得离开刹车把,否则容易发生事故,井管接口,必须严密、牢固,防止不符合取水要求的地下水流入井内污染井水。 砼井管钻杆托盘下管法 a.所需主要设备:钻杆、特制钻杆接头,托盘等必须满足施工安全要求。 b.操作方法 下管时,将第一根井管插入托盘,于钻杆的一端连接钻杆特制反扣接头,在托盘反扣接箍处涂以润滑油,将带有特制钻杆接头的钻杆与托盘连接。 慢慢下降钻杆,井管亦随之下入井孔。 停止下降钻杆,于安装第二根井管。 进管的接口,必须以竹、木条用铅丝绑牢,每隔20m安装一个找中器,直至将全部井管下入,将钻杆拧出。 c.注意事项 检查托盘及下入井管的一切设备,特点注意特制钻杆接头的丝扣,须松紧适度,下入井管,须使井管居于井孔正中,避免倾斜,每个接头必须
油钻具的外单专用语翻译小结Stabilizer;稳定器 string integral blade stabilizer钻柱型整体螺旋稳定器 string integral blade stabilizer 钻柱型可换套稳定器 near bit sleeve stabilizer 井底型可换套稳定器 mandrel 芯棒 width宽度 hole size 井眼尺寸 angle角度 size of collar O.D.-I.D 钻铤的尺寸内外径 CONN UP DOWN 接头上下端 Pin and box should be protected by phosphate surface coating公母扣表层应磷化 Thread roots should be cold rolled equipped with cast steel thread protector 螺根应钢化 Box with lifting balt母扣端加工提升短节 welded 焊接的 tube I.D OD 管体内外径 taper upset抬肩倒角 centre upset 中部加厚 tool joint 接头 Hardbanding 耐磨带 wear pads of 1on both pin and box end (Amco 300XT)applied prod 在公母螺纹两端各敷焊3圈安科300XT 的耐磨带 Bore back on box 在母螺纹端加工插孔 Stress relief groove on pin 在公螺纹端加工应力分散槽 Internal plastic coating :TK34L 内涂Thread protector: pressed steel 冲压钢制护丝帽 O.E.M(original.equipment.manufactu rer)初始设备制造厂家 Certificate of origin 原产地证明Warranty certificate 保单证明
钻杆接头产品技术检验规范 (内控标准) 1、目的: 本标准中规定了钻杆对焊接头和钻柱转换接头在加工制造过程中所使用的钢材材质、钢级,加工参数、方法,产品标识、检验方法及包装储存、运输的具体要求,是保证钻杆接头产品质量的纲领性文件。 2、引用标准 下列标准所包含的条文,通过在本标准中引用而成为本标准的条文。凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注明日期的引用文件,其最新版本适用于本标准。 GB/T 22512.2-2008 《石油天然气工业旋转钻井设备》 第2部分《旋转台肩式螺纹连接的加工与测量》ISO 9000 《质量管理体系基础和术语》 API Spec Q1 《石油、石化和天然气工业质量纲要规范》(第9版) API Spec 5DP《钻杆规范》(第1版) ASME第Ⅴ卷《无损检验》 3、钻杆接头毛坯的验收准则 3.1外观检测: 3.1.1工件毛坯外径不得有超过12.5%周长或深度超2.54mm(0.1in)的非线性缺陷存在; 3.1.2所有淬火裂纹均应被视为缺陷,不予接收。 3.2毛坯几何尺寸检测: 3.2.1几何图形(见图1) a外螺纹钻杆接头毛坯图
b内螺纹钻杆接头毛坯图 图1 3.2.2尺寸检测: 根据图1中所示的几何形状,再依据毛坯图纸所标定数据逐一进行检测;主要检测量具:游标卡尺、钢板尺; 3.2.3检测频次:100%。 3.3、化学成分分析: 3.3.1相关标准:ASTM A751; 3.3.2钢材成分含量范围:4137H(37CrMnMoA) (见表2) 成分C(碳) Si(硅)Mn(锰)P(磷)S(硫)Cr(鉻)Mo(钼)范围0.35~0.38 0.17~0.35 0.90~1.00 ≤0.020 ≤0.015 0.90~1.20 0.28~0.33 3.3.3主要检测项目及指标: P(磷)≤0.020%;S(硫)≤0.015%; 3.3.4检测频次:每200只为1炉/批次,做一组样件; 3.4、拉伸试验 3.4.1相关标准:ASTM A370; 3.4.2 试验范围(见表3): 屈服强度MPa 抗拉强度 MPa 伸长率 % 冲击功 J min max min min 试验温度试样尺寸冲击值828 1138 965 13 -20℃±3℃10*10(mm)54 3.4.3拉伸试样:试样尺寸应采取直径12.7mm(0.500in)的圆棒进行试验。如果外螺纹截面不足可采用直径8.9mm(0.350in)或6.4mm(0.250in)的试样。 3.4.4试样取样位置(见图2) 3.4.4 检测频次:每200只为1炉/批次,做一组样件; 3.4.5复检:如果初次拉伸试验不合格,则在同一工件上再另取两个试件测试。如果这两个试件都符合要求,即可认定该批产品合格。反之,则可认定该批
API钻具接头螺纹的特点、类型、加工要求及技术参数随着牙轮钻进,空气潜孔锤钻进,气举反循环钻进等钻探工艺的推广使用。API系列井内钻柱构件和井下工具也得到了越来越广泛的应用。尤其是连接钻柱构件的API系列钻具接头螺纹,更是起着不可或缺的作用。因此,熟悉和掌握API系列钻具接头螺纹的相关技术规范和设计要求,采用合理的加工参数及检测方法,是保证API系列井内钻柱构件和井下工具正常使用的重要工作之一。本文拟在API SPEC7、GB/T9253. 1—1999、SY/T5144—2007及GB/T4749—2003等标准的基础上,并结合生产实践及使用过程中遇到的实际问题,分别就API系列钻具接头螺纹的特点、类型、规格、加工要求、检测方法、及螺纹的主要失效形式等方面进行论述,以帮助我们加深对API相关技术规范的理解和认识,正确掌握API系列钻具接头螺纹的生产加工和操作使用。 一、螺纹特点 API系列钻具接头螺纹主要用于钻杆、钻铤、钻具稳定器和转换器等钻井工具及钻柱构件的连接。目前生产和检验的主要依据标准为:API SPEC 7《旋转钻柱构件规范》(2001年11月第40版)和GB/T9253.1—1999《石油钻杆接头螺纹》。 API SPEC 7将钻具接头螺纹称为“旋转台肩连接”,这种带锥螺纹具有通过轴向位移来补偿连接部分直径误差的特点。因此互换程度高、结合紧密、装拆容易。其技术特点为:“英制锥管螺纹、有台肩连接、三角形螺纹”,因此在管材连接中应用极为广泛。 API系列钻具接头螺纹按螺纹形式分为四大类,分类情况见表一。 表一钻具接头螺纹类型 序号螺纹形式英文写法螺纹牙型规格与种类 1 数字型(NC)Number Style Connection Threads V-0.038R NC23~NC77 共计13种 2 内平型(IF)Internal Flush Style Connection Threads V-0.0658 5 2in~ 2 1 5in 共计6种 3 贯眼型(FH)Full Holo Style Connection Threads V-0.065 V-0.050 V-0.040 3 2 1 in~6 8 5 in 共计5种 4 正规型(REG)Regular Style Connection Threads V-0.050 V-0.040 2 8 3 in~8 8 5 in 共计8种 二、螺纹类型 1、数字型螺纹(NC) 这是以螺纹基面中径的英寸和十分之一英寸数值表示的螺纹。所有规格螺纹均采用V-0.038R 平顶圆底三角形牙型。牙型特点为:圆形牙底,牙底半径为0.038英寸(0.965毫米)。 数字形螺纹(NC)是API推荐优先使用的螺纹类型。该螺纹有1:6和1:4两种锥度标准,主要应用于钻杆、钻铤、钻具稳定器等钻柱构件的连接,NC50还可应用于在钻头螺纹的连接上。 2、内平型螺纹(IF) 该型螺纹主要用于连接外加厚或内外加厚的钻杆、接头内径、管端加厚处内径与钻杆内径有着相等或近似相等的通径。所有规格螺纹均采用V-0.065平顶平底三角形牙形。这种牙型的特点为:平牙顶、平牙底、牙顶宽度为0.065英寸(1.651毫米)。
石油钻杆接头螺纹量规 标签: 杂谈石油钻杆接头量规是检验石油钻杆接头螺纹的一种综合量具,根据钻杆接头形式的不同,量规可分为正规型、贯眼型、内平型和数字型四种,每种又有一系列的规格。是石油钻杆接头、水龙头、方钻杆、钻铤等钻杆构件的连接螺纹的检验量具。 石油专用螺纹量规的特点在于:控制塞规和环规的螺纹单项要素(锥度、螺距、半角和塞规中径);用校对塞规作为检验基准,与它配对的校对环规作为传递基准,把校对环规与校对塞规的配对紧密距,传递给工作规得到互换紧密距,再传递给产品螺纹。 石油螺纹用于石油行业,根据使用需要细分成直的和有锥度的、不同的牙型,其品种、规格较多,主要分为四大类: 1、石油钻具接头螺纹量规,是检验石油钻杆接头、方钻杆和钻铤等钻杆结构件的连接螺纹的检验量具。根据钻具接头形式的不同,量规可分为正规型(REG)、贯眼型(FH)、数字型(NC)三种;而内平型(IF)则在逐步淘汰。 石油钻具接头螺纹量规正规型(REG)规格有23/8REG、 27/8REG、31/2REG、41/2REG、51/2REG、65/8REG、75/8REG、 85/8REG。 贯眼型(FH)规格有31/2FH、41/2FH、51/2FH、65/8FH。
数字型(NC)较常用规格有NC 23、NC 26、NC 31、NC 35、NC 38、NC 40、NC 44、NC 46、NC 50、NC 56、NC 61、NC 70、NC77等等。 2、石油套管螺纹量规, CSG(短圆螺纹套管,螺纹为圆螺纹,齿顶、齿底为圆弧状;锥度为1:16;牙型角为60,牙侧角 为30;螺距为3、175和2、54,牙型高度:1、8 10、1、412,每英寸8牙、10牙时),长圆螺纹套管代号(LCSG)。B CSG(偏梯形螺纹套管,133/8″以下锥度为1:16,16″以上锥度为1:12,螺距为5、08(5牙/寸);牙型高为1、575;牙侧角为3和13,牙型角为13。 注:133/8″以下,螺纹齿顶、齿底与母线平行;16″以上,螺纹齿顶、齿底与轴线平行。C SG常用规格有41/2CSG、5CSG、
钻杆接头 连接器、钻杆接头产品,采用优质低碳合金钢为原料,经高压成型,真空调质处理,机械性能高。主要分为锚索钻杆连接器,地质钻杆接头,手持式气动钻机接头,各种钻杆变径接头和岩芯套管变径接头等系列产品。 【型号】Φ24 Φ28 Φ36 Φ42 Φ50 Φ63.5 Φ73 Φ76 F12 F18 F26 【材质】采用优质低碳合金钢为原料。 【工艺】经高压成型,真空调质处理,机械性能高。 【分类】主要分为锚索钻杆连接器,地质钻杆接头,手持式气动钻机接头,各种钻杆变径接头和岩芯套管变径接头等系列产品。
钻杆接头·规格型号 规格型号 生产工艺链接形式直径(mm) 长度(mm)螺纹形式 F12 100 四方连接精锻而成四方连接 Φ24 30 矩形螺纹高压成型与钻杆连接 Φ28 80 矩形螺纹高压成型与钻杆连接 Φ36 120 矩形螺纹精锻而成与钻杆连接 Φ42 120 锥螺纹精锻而成与钻杆连接 Φ42 180 锥螺纹-矩形螺纹精锻而成与钻杆连接 Φ50 200 矩形螺纹精锻而成与钻杆连接 Φ63.5 160 矩形螺纹精锻而成与钻杆连接 Φ73 三棱插接钻杆连接 Φ76 120 矩形螺纹-锥型螺纹精锻而成与钻杆连接 钻杆接头·技术参数表 序号产品名称规格型号用途 1 锚索钻杆连接器T16*6/M14*1.5 钻杆与钻头连接 2 锚索钻杆连接套T16*6 钻杆与钻杆连接 3 钻杆接头42*220 钻杆与钻杆连接 4 钻杆接头50*220 钻杆与钻杆连接 5 钻杆接头63.5*220 钻杆与钻杆连接 6 钻杆接头73*220 钻杆与钻杆连接 7 变径接头73*150 岩芯管螺纹变换用 8 变径接头89*150 岩芯管螺纹变换用 9 变径接头63--73 岩芯管螺纹变换用 10 变径接头73-89 岩芯管螺纹变换用 连接器的基本性能 机械性能就连接功能而言,插拔力是重要的机械性能。插拔力分为插入力和拔出力(拔出力亦称分离力),两者的要求是不同的。在有关标准中有最大插入力和最小分离力规定,这表明,从使用角度来
石油专用管螺纹管材的类型及规格之一 ---------钻具接头螺纹 钻具接头螺纹用于如钻铤、钻杆、钻具稳定器及转换接头等钻井工具及钻柱构件的连接。 目前生产和检验依据的标准主要是API SPEC 7。 API SPEC 7称钻具接头螺纹为“旋转台肩连接”,是石油钻探行业连接钻柱构件最主要的机械机构。这种带锥螺纹具有通过轴向位移来补偿连结部分直径误差的特点,因此互换性程度高、结合紧密和装拆容易。其技术特点为英制锥管螺纹、有台肩连接、三角形螺纹,在管材连接 中应用极为广泛。其主要螺纹型式如表1所示。 表1:钻具接头螺纹类型 序号螺纹型式螺纹牙型规格与种类 1 数字型(NC) V-0.038R NC23-NC77共计13种 2 内平型(IF) V-0.065 23/8in-51/2in共计6 种 3 贯眼型(FH) V-0.065V-0.050V-0.040 31/2in-65/8in共计5种 4 正规型(REG) V-0.050V-0.040 23/8in-85/8in共计8种 1. 内平型螺纹 该型钻具接头螺纹连接外加厚或内外加厚钻杆,形成钻杆接头内径、管体加厚内径与管体内径相等或近似的通径。所有规格螺纹均采用V-0.065平顶平底三角形牙型,这种牙型为平牙底,牙顶较宽度为0.065英寸(1.651mm)。除51/2IF外,其它规格螺纹的因结构尺寸与相应的数字型螺纹完全相同,故具有互换性。该型螺纹因其牙型结构易导致应力集中,API已将其淘汰,其中包括41/2IF和4IF,它们就是曾经在我油田被大量使用的410、411和4A10、4A11,取而代之 的是NC50和NC46数字型螺纹。 2. 贯眼型螺纹 该型钻杆接头螺纹连接内外加厚钻杆,形成钻杆接头内径和加厚端内径相等,而均小于钻杆管体内径的通径。该型螺纹的规格虽然为数不多,但却使用了V-0.065、V-0.050(牙底为圆弧,牙顶宽度为0.050英寸,1.27mm)和V-0.040(牙底为圆弧,牙顶宽度为0.040英寸,1.02mm)
钻井现场常用数据 1、井底压力 P m=9.8×10-3ρm H 其中:P m—井底压力 MP a ρm—钻井液密度 g/cm3 H—液柱垂直深度 m 2、钻具中性截面的位置 L n=P b/(Q a* K b) 其中:L n—中性截面距井底的高度 m P b—钻压 N Q a—钻铤在空气中的每米重量 N/m K b—浮力系数 3、钻柱出现一次弯曲的临界压力 钻柱 钻具直径(mm) 临界钻压P1(KN) 外径内径 钻铤 Φ203.2 Φ100 72.0 Φ75 80.0 Φ177.8 Φ80 52.0 Φ75 55.0 Φ70 55.0 Φ158.8 Φ57.15 41.1 钻杆Φ127.0 8.83 Φ88.9 4.80 4、卡点计算 L1=K*△L/△P [K=21*F] 其中:△L—平均伸长 cm △P—平均拉力 t F—管体截面积 cm2
各种常用管具K植表: 直径mm 壁厚mm 截面积cm2K值内容积L/m 钻杆Φ127 9.19 34.03 715 9.27 Φ88.9 9.35 23.36 491 3.87 Φ73 9.19 18.44 387 2.34 套管Φ244.5 10.03 74.02 1554 38.5 11.05 81.04 1702 38.84 11.99 87.65 1841 38.17 Φ177.8 8.05 42.93 902 20.53 9.19 48.73 1023 19.96 10.36 54.45 1143 19.38 11.51 60.08 1262 18.82 Φ139.7 7.72 31.93 671 12.14 9.17 37.53 788 11.57 10.54 42.81 899 11.04 5、钻杆允许扭转圈数 N=K * H 其中:N—允许扭转圈数, 圈;H—卡点深度,m;K—扭转系数,圈/米; 各种钻杆K值:(API.E级) Φ127mm K=0.00551 Φ89mm K=0.00787 Φ73mm K=0.00957 6、泥浆循环一周时间 T=(V井-V柱)/60*Q 其中:T一循环一周所需时间min;V井一井眼容量,L;V柱一管柱体积,L; Q一泥浆排量L/s 7、泥浆上返速度 V返=12.7*Q/( D井2- D柱2) 其中:V返一泥浆上返速度m/s;Q一泥浆排量L/s;D井一井径cm;D柱一钻柱外径cm;
变径接头 连接器、钻杆接头产品,采用优质低碳合金钢为原料,经高压成型,真空调质处理,机械性能高。主要分为锚索钻杆连接器,地质钻杆接头,手持式气动钻机接头,各种钻杆变径接头和岩芯套管变径接头等系列产品。 【型号】Φ24 Φ28 Φ36 Φ42 Φ50 Φ63.5 Φ73 Φ76 F12 F18 F26 【材质】采用优质低碳合金钢为原料。 【工艺】经高压成型,真空调质处理,机械性能高。 【分类】主要分为锚索钻杆连接器,地质钻杆接头,手持式气动钻机接头,各种钻杆变径接头和岩芯套管变径接头等系列产品。
钻杆接头·规格型号 规格型号 生产工艺链接形式直径(mm) 长度(mm)螺纹形式 F12 100 四方连接精锻而成四方连接 Φ24 30 矩形螺纹高压成型与钻杆连接 Φ28 80 矩形螺纹高压成型与钻杆连接 Φ36 120 矩形螺纹精锻而成与钻杆连接 Φ42 120 锥螺纹精锻而成与钻杆连接 Φ42 180 锥螺纹-矩形螺纹精锻而成与钻杆连接 Φ50 200 矩形螺纹精锻而成与钻杆连接 Φ63.5 160 矩形螺纹精锻而成与钻杆连接 Φ73 三棱插接钻杆连接 Φ76 120 矩形螺纹-锥型螺纹精锻而成与钻杆连接 钻杆接头·技术参数表 序号产品名称规格型号用途 1 锚索钻杆连接器T16*6/M14*1.5 钻杆与钻头连接 2 锚索钻杆连接套T16*6 钻杆与钻杆连接 3 钻杆接头42*220 钻杆与钻杆连接 4 钻杆接头50*220 钻杆与钻杆连接 5 钻杆接头63.5*220 钻杆与钻杆连接 6 钻杆接头73*220 钻杆与钻杆连接 7 变径接头73*150 岩芯管螺纹变换用 8 变径接头89*150 岩芯管螺纹变换用 9 变径接头63--73 岩芯管螺纹变换用 10 变径接头73-89 岩芯管螺纹变换用 连接器的基本性能 机械性能就连接功能而言,插拔力是重要的机械性能。插拔力分为插入力和拔出力(拔出力亦称分离力),两者的要求是不同的。在有关标准中有最大插入力和最小分离力规定,这表明,从使用角度来
公称尺寸 in 公称重量 lb/ft 本体外径 mm 钢级 壁厚 mm 加厚型式 本体内径 mm 内容积 l/m 闭排 l/m 开排 l/m 重量 kg/m 截面积 mm2抗扭强度 ( 管体) N ·m 抗扭强度 ( 接头) N ·m 抗拉强度 ( 管体) KN 抗拉强度 ( 接头) KN 抗内压强度 Mpa 抗挤强度 Mpa 加厚段外径 mm 加厚段内径 mm 外加厚段长 mm 内锥面段长 mm 接头外径 in/mm 母接头内径 mm 公接头内径 mm 母接头长度 mm 公接头长度 mm 丝扣连接型 式 扣型 扣数 锥度 紧扣扭矩 N·m 塔里木油田常用钻杆技术参数 51″″ 4 1 4 ″ 3 1 2 7 2 3 / 2 ″ /2″/2″/8″/8″ 5 5 非标 21.919.524.512015.713.310.4 6.65 139.7127127114.3101.688.973.02560.325 S135S135S135S135S135S135S135S135 9.179.199.6510.929.659.359.1957.112 IEU IEU EU IEU IU EU EU EU 121.4108.62107.792.582.370.254.63546.101 11.359.169.11 6.56 5.2 3.87 2.36 1.68 16.2513.3513.3310.798.51 6.7 4.48 3.02 4.9 4.19 4.22 4.23 3.31 2.83 2.12 1.34 38.4832.8726.729.8423.3922.2516.6710.54 376034033557.635392786233718431189 1235421002901042008992062883451892814715239 10995686000839007193062883406792300012864 35033170331133042598217617181108 79046904643167663726398827751848 106.9117.9123.8155.72154.7177205192.4 95.2108.16119160.89160175.13204.8193.5 141.3131.8136121.410697.181.867.5 101.690.510071.571.4X X X 76.222028076.276.276.276.276.2 ≥ 120≥ 120≥ 120≥ 120≥ 120≥ 120≥ 120≥ 120 71/4"/184.0 6 5/8"/168.3 6 3/4"/172 6 1/4"/158.8 5 1/2"/139.75"/12 7 4 3/8"/111.1 3 1/2"/88.9 7 1/2"/190.5 88.988.910076.265.15450.8/41.341.3 88.969.888.963.565.15450.8/41.341.3 280-305280-305254300304.8279.4254254 254228.6203.2230-235228.6254203.2203.2 5 1/2"FH NC50NC52NC46HT40NC38NC31NC26 V-0.065V-0.038R V-0.038R V-0.038R V-0.038R V-0.038R V-0.038R V-0.038R 4扣 /inch4扣 /inch4扣 /inch4扣 /inch4扣 /inch4扣 /inch4扣 /inch4扣 /inch 1:061:061:061:061:061:061:061:06 591004300050300345002500018000118004700
钻杆接头螺纹检验规范 编制: 王子丰 审核: 汪力 2014年07月31日发布2014年07月31日实施 鞍山申阔机械制造有限公司发布
1、总则 本文参照API Spec7-1、Spec7-2及其增补标准,并依据本厂制定的内控标准,或以订货合同规定的标准与技术条件协议作为生产的钻杆接头螺纹的检验,包括螺纹尺寸要求及质量要求。 2、工作程序 检验人员应严格按照图纸规定检验产品,并认真填写螺纹检验记录。 3、检验项目 外观检查、锥度、螺距、齿高、紧密距、内外螺纹长度、台肩面倒角直径、螺纹轴线与台肩面垂直度、台肩面平整度、内螺纹镗孔直径。 4、检验前的准备 4.1量具准备 检验前根据所检产品规格,准备相应的量具、量规和单向仪,并对量具和单向仪进行有效性的检查及校对。 检验人员必须具有一定的专业知识和实际工作经验,且能满足生产产品对检验工作的各项要求。 检验人员所有的检测器具必须是经相关部门校验合格并在规定的检定周期内。 4.2待检产品准备 检查前螺纹表面的乳液、铁屑等异物用压缩空气吹干净,螺纹起始端的翻边必须去除。 所有检测工具均应置于与被检验产品相同的温度条件下、并保持足够的时间以清除温差。 5、检验频度与质量要求 5.1 外观检验
5.1.1采用视觉、手感等方法进行检验 5.1.2检验频度:每件 5.1.3质量要求 从管端起,螺纹应无明显的撕裂、刀伤、划痕、铁屑镏、台肩、波纹或破坏螺纹连续性的任何缺欠,外螺纹起始点应位于管端倒角面大于1mm,螺纹加工应具有一定的牙形和尺寸精度及粗糙度,同时台肩面不允许存在肉眼可见的任何缺欠。 5.2锥度检验 锥度是单位长度内螺纹节圆直径的变化量。 测量器具:用JZW型测量外螺纹锥度。 用JZN型测量内螺纹锥度。 5.2.1质量要求 锥度偏差及范围见下表:
常用石油钻杆接头螺纹的数控加工 摘要:数控加工技术的应用,提高了机械加工行业的速度、质量、精度,减少了劳动时间、劳动强度,降低了成本,降低了废品率,对于整个机械行业和全国的经济发展,都起到了很大的推动作用;文章着重介绍API系列规范的石油钻杆接头螺纹的计算和数控加工程序;这种管具螺纹不同于常规的管螺纹,是一种特殊行业、特殊要求的管螺纹,利用数控加工技术的优势,加工这种特殊管螺纹,正好突显了数控加工技术的优点。 关键词:石油管具;接头螺纹;数控加工;数控程序 在我国石油的勘探和开采中,钻采的深度越来越深,对于钻采管具的质量要求也越来越高,而钻采管具的接头就成了关键部位。当今采用的API系列规范的石油管具专用螺纹,在石油行业中起着非常重要的作用。本文重点介绍了API系列规范的石油钻杆接头螺纹的计算和数控加工程序: 常用钻杆接头螺纹的加工 1、钻杆螺纹外螺纹的加工图1所示 图1 钻杆螺纹外螺纹 {1}钻杆接头外螺纹基本尺寸的计算[1],[2] 基面中径C=128.059mm 外螺纹的大端大径D L=133.350mm 外螺纹根部圆柱的直径D LF=130.42mm 外螺纹小端的直径D S=114.3mm 外螺纹锥部长度L PC=114.3mm
根据图中已知 6 1=-PC S L L D D 6 13.11442.130=-S D 解得D S =114.3mm 6 14.13035.13312=-L 解得L 12=17.7mm 由图可知L ≤12 所以L=12mm 6 11235.13312=-l D D L12=133.35-2=131.35mm 因为内螺纹大端的小径=外螺纹大端的小径 6 11207.12812=-小径l D D L12小径=126.07mm 600角点A Z 的坐标近似等于或小于P=6.35 6.35/X=t g 60O =1.732 X=3.666 A X =107+2×3.666=114.332mm A Z =-6.35 {2}钻杆接头外螺纹的加工程序 O0001 N10 G50 X200 Z100 N20 M30 S600 N30 T0101 (外圆刀) N40 G00 X170 Z5 N50 G71 U2 R0.5 N60 G71 P70 Q120 U0.5 W0.1 F150 N70 G00 X107 N80 G01 Z0 F40 N90 X1140332 Z-6.35 N100 X133.35 Z-114.3(Z-112.7±1.6) N110 X154 N120 X168 W-7 N130 G00 X200 Z100 N140 T0202 N150 M03 S800 N160 G00 X170 Z5 N170 G70 P70 Q120 N180 G00 X200 Z100 T0200
常用钻具紧扣扭矩表 ZQ100液压大钳与扭矩对应关系 注:1)扭矩大时:起钻必须上下倒换钻具。2)每次起钻必须错扣起钻,释放应力并有记录。 3)钻具钢号前面必须有标准的字母。
新钻具钢号规定 钻具重量参照表
(1页) 常用钻具使用技术参数(单位:mm) 钻铤尺寸及工作参数
(2页) 方钻杆:1)方钻杆表面不应有裂纹,结疤,剥层,不允许在表面焊补缺陷或焊标尺。2)方部和圆角要平整。3)方钻杆的对边宽不得小于原尺寸的12mm。4)方钻杆台肩使用标准与钻铤相同。 加重钻杆:1)127mm加重钻杆接头外径不得小于155,最小台肩面宽度不得低于9。2)88.9mm加重钻杆接头外径不得小于119,最小台肩面宽度不得低于6.5。 螺纹:1)数字型,内平型剩余牙顶宽应>0.83。2)51/2~65/8FH, 51/2~85/8REG剩余牙顶宽不少于0.64。3)磨尖牙数均不能大于4扣。4)螺纹不应有严重腐蚀和泥浆冲蚀痕迹。 台肩平面:1)台肩平面应平整光滑,没有径向伤痕,刺痕,无毛刺。2)台肩平面因粘结或撞击呈凹凸不平者,在靠内圆处应保持完好,其完好部分最窄处宽度应达到相应尺寸钻具60%的使用台肩宽度,凡凸出处必须锉平。3)磨损后的台肩宽度包括倒角宽度。4)内螺纹镗孔直径±不得超过1.5mm(23/8,27/8钻杆,31/2钻铤±不得超过1.2mm)。5)外螺纹伸长在50.8内不得超过0.75mm。 直线度:1)8~12m长钻杆直线度应≤6mm,2)大于9m长钻铤直线度应≤6mm,小于9m长钻铤直线度应≤5mm。3)方钻杆直线度应≤8mm。 4)加重钻杆直线度应≤5mm。 钻具稳定器 为20%,二类钻杆偏磨为35%。