实验一外螺纹中径的测量
一、实验目的
熟悉测量外螺纹中径的原理和方法。
二、实验内容
1. 用螺纹千分尺测量外螺纹中径。
2. 用三针测量外螺纹中径。
三、测量原理及计量器具说明
1. 用螺纹千分尺测量外螺纹中径
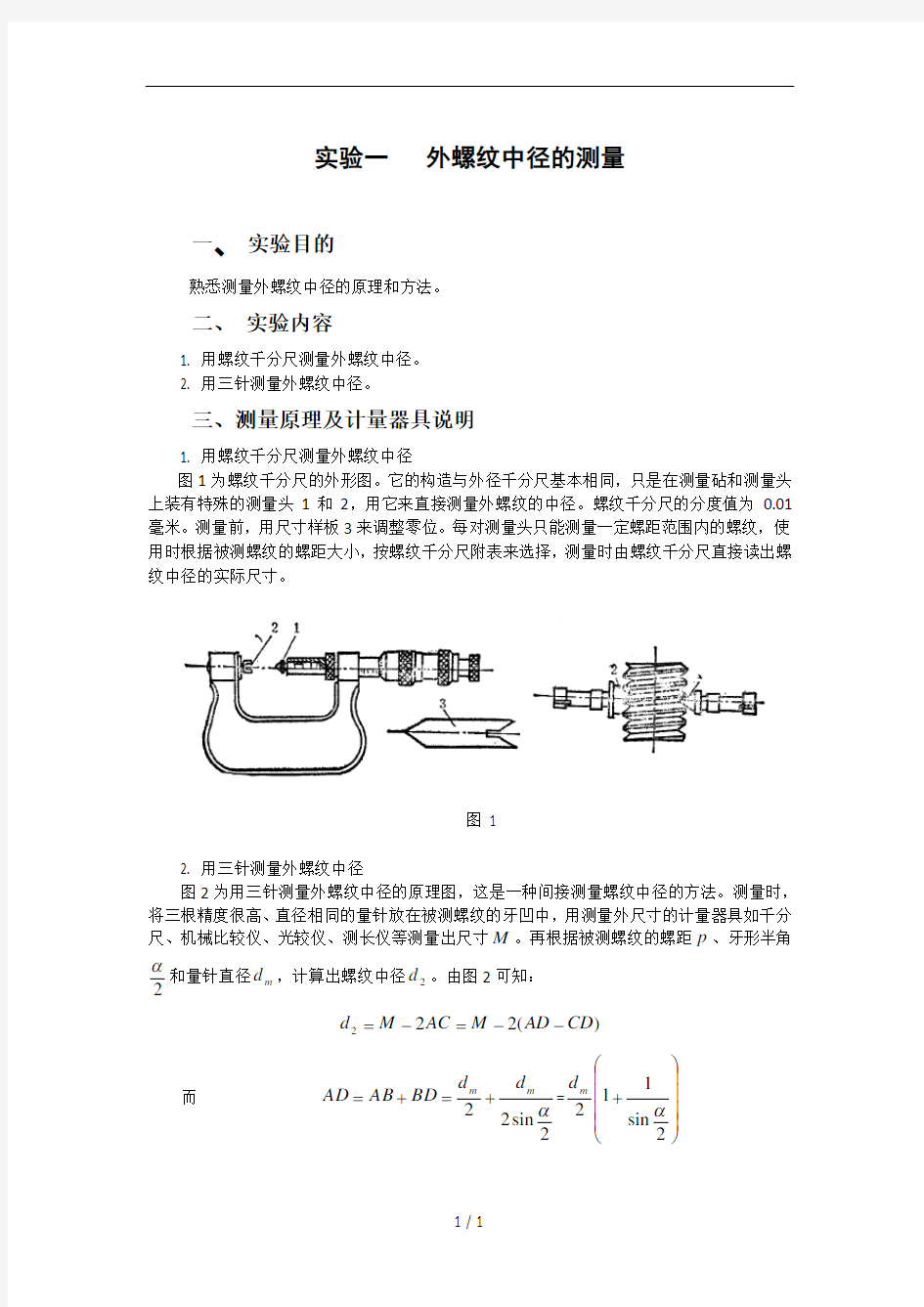
图1为螺纹千分尺的外形图。它的构造与外径千分尺基本相同,只是在测量砧和测量头上装有特殊的测量头1和2,用它来直接测量外螺纹的中径。螺纹千分尺的分度值为0.01毫米。测量前,用尺寸样板3来调整零位。每对测量头只能测量一定螺距范围内的螺纹,使用时根据被测螺纹的螺距大小,按螺纹千分尺附表来选择,测量时由螺纹千分尺直接读出螺纹中径的实际尺寸。
图1
2. 用三针测量外螺纹中径
图2为用三针测量外螺纹中径的原理图,这是一种间接测量螺纹中径的方法。测量时,将三根精度很高、直径相同的量针放在被测螺纹的牙凹中,用测量外尺寸的计量器具如千分尺、机械比较仪、光较仪、测长仪等测量出尺寸M。再根据被测螺纹的螺距p、牙形半角
2
α
和量针直径
m
d,计算出螺纹中径
2
d。由图2可知:
)
(2
2
2
CD
AD
M
AC
M
d-
-
=
-
=
而
2
sin
2
2α
m
m
d
d
BD
AB
AD+
=
+
==
?
?
?
?
?
?
?
?
+
2
sin
1
1
2α
m
d
4
2α
Pctg
CD =
将AD 和CD 值代入上式,得:
22
2sin 1
12ααctg P
d M d m +?????
?
?
?+
-=
对于公制螺纹,0
60=α,则
P d M d 866.032+-=
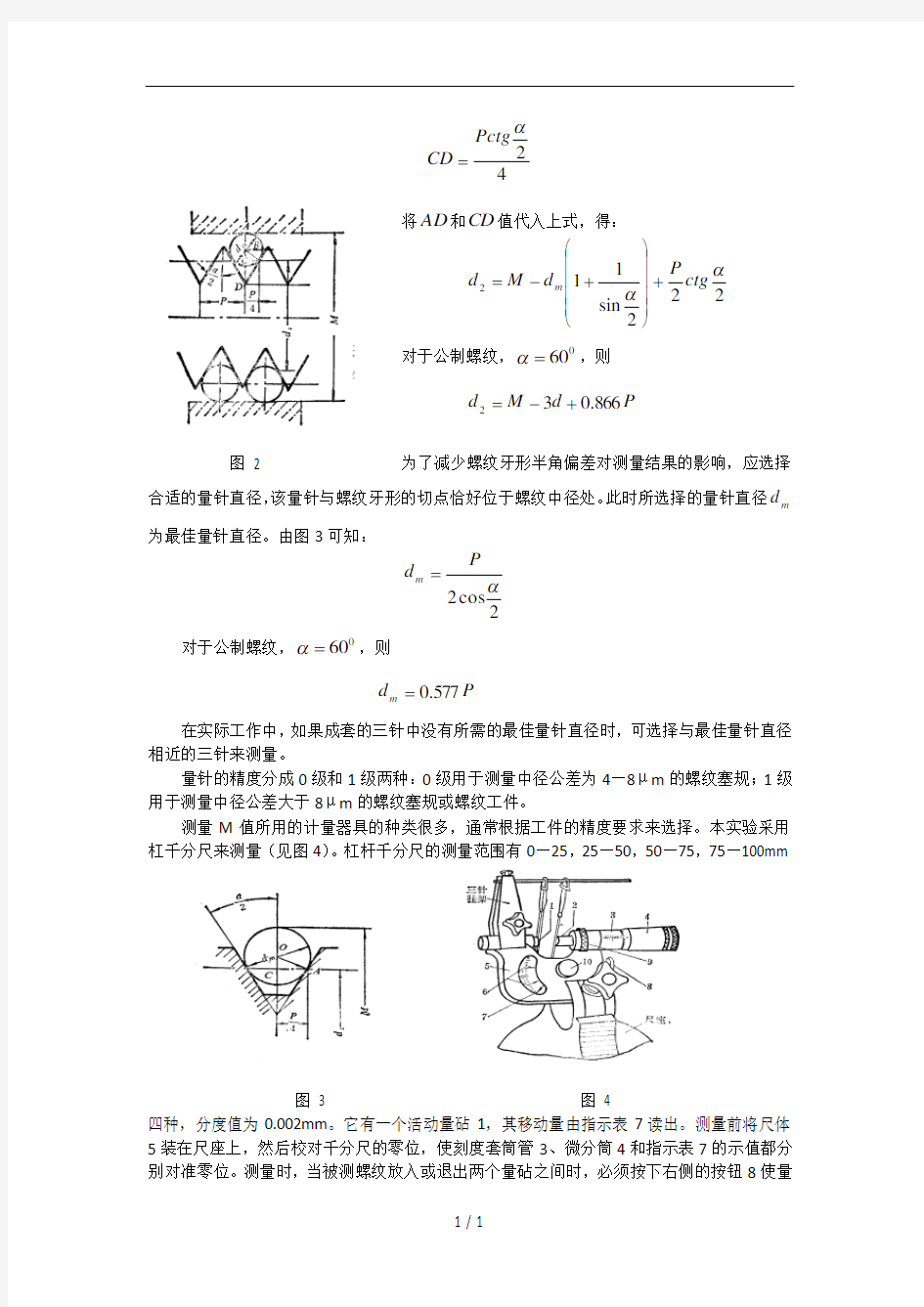
图 2 为了减少螺纹牙形半角偏差对测量结果的影响,应选择
合适的量针直径,该量针与螺纹牙形的切点恰好位于螺纹中径处。此时所选择的量针直径m d 为最佳量针直径。由图3可知:
2
cos
2α
P d m =
对于公制螺纹,0
60=α,则
P d m 577.0=
在实际工作中,如果成套的三针中没有所需的最佳量针直径时,可选择与最佳量针直径相近的三针来测量。
量针的精度分成0级和1级两种:0级用于测量中径公差为4—8μm 的螺纹塞规;1级用于测量中径公差大于8μm 的螺纹塞规或螺纹工件。
测量M 值所用的计量器具的种类很多,通常根据工件的精度要求来选择。本实验采用杠千分尺来测量(见图4)。杠杆千分尺的测量范围有0—25,25—50,50—75,75—100mm
图 3 图 4
四种,分度值为0.002mm 。它有一个活动量砧1,其移动量由指示表7读出。测量前将尺体5装在尺座上,然后校对千分尺的零位,使刻度套筒管3、微分筒4和指示表7的示值都分别对准零位。测量时,当被测螺纹放入或退出两个量砧之间时,必须按下右侧的按钮8使量
砧离开,以减少量砧的磨损。在指示表7上装有两个指标6,用来确定被测螺纹中径上、下偏差的位置,以提高测量效率。
四、测量步骤
1. 用螺纹千分尺测量外螺纹中径
(1)根据被测螺纹的螺距,选取一对测量头。
(2)擦净仪器和被测螺纹,校正螺纹千分尺零位。
(3)将被测螺纹放入两测量头之间,找正中径部位。
(4)分别在同一截面相互垂直的两个方向上测量螺纹中径。取它们的平均值作为螺纹的实际中径,然后判断被测螺纹中径的适用性。
2. 用三针测量外螺纹中径
(1)根据被测螺纹的螺距,计算并选择最佳量针直径dm。
(2)在尺座上安装好杠杆千分尺和三针。
(3)擦净仪器和被测螺纹,校正仪器零位。
(4)将三针放入螺纹牙凹中,旋转杠杆千分尺的微分筒4,使两端测量头1、2与三针接触,然后读出尺寸M的数值。
(5)在同一截面相互垂直的两个方向上测出尺寸M,并按平均值用公式计算螺纹中径,然后判断螺纹中径的适用性。
思考题
1. 用三针测量螺纹中径时,有哪些测量误差?
2. 用三针测得的中径是否作用中径?
3. 用三针测量螺纹中径的方法属于哪一种测量方法?为什么要选用最佳量针直径?
4. 用杠杆千分尺能否进行相对测量?相对测量法和绝对测量法比较,哪种测量方法精度较高?为什么?
实验一外螺纹中径测量
实验二公法线平均长度偏差与公法线长度变动测量
一、实验目的
1. 掌握测量齿轮公法线长度的方法。
2. 加深理解齿轮公法线长度及其偏差的定义。
二、实验内容
用公法线指示卡规/公法线千分尺等测量齿轮公法线长度偏差。
三、测量原理及计量器具说明
公法线长度偏差是指在齿轮一周内,实际公法线长度W a与公称公法线长度W之差,见图1。
公法线长度偏差是齿厚偏差的函数,能反映齿轮副侧隙的大小,可规定极限偏差(上偏差E bns、下偏差E bni)来控制公法线长度偏差。
对外齿轮W+E bni≤Wα≤W+E bns
对内齿轮W-E bni≤Wα≤W-E bns
图 1
公法线长度偏差的测量方法与前面所介绍的公法线长度变动的测量相同,在此不再赘述。应该注意的是,测量公法线长度偏差时,需先计算被测齿轮公法线长度的公称值W,然后按W值组合量块,用以调整两量爪之间的距离。沿齿圈进行测量,所测公法线长度与公称值之差,即为公法线长度偏差。
公法线即基圆的切线。渐开线圆柱齿轮的公法线长度W是指跨越k个齿的两异侧齿廓的平行切线间的距离,理想状态下公法线应与基圆相切。公法线长度变动是指在齿轮一周范围内,实际公法线长度最大值与最小值之差,如图2所示。
公法线长度变动ΔF w一般可用公法线千分尺或万能测齿仪上进行测量。公法线千分尺是用相互平行的圆盘测头,插入齿槽中进行公法线长度变动的测量(图3),ΔF w=W max-W min。若被测齿轮轮齿分布疏密不均,则实际公法线的长度就会有变动。但公法线长度变动的测量不是以齿轮基准孔轴线为基准,它反映齿轮加工时的切向误差,不能反映齿轮的径向误差,可作为影响传递运动准确性指标中属于切向性质的单项性指标。
图 2 图 3
必须注意,测量时应使量具的量爪测量面与轮齿的齿高中部接触。为此,测量所跨的齿数k 应按下式计算:
k =
9
z
+0.5
四、测量步骤
1. 按下式计算直齿圆柱齿轮公法线长度W ;
W =[]f f f m Zinv n m αξαπαsin 2)5.0(cos ++-
式中 m ——被测齿轮的模数(mm );
f
α——齿形角;
Z ——被测齿轮齿数;
n ——跨齿数(n ≈5
.0+Z f
πα,取整数)。
当
f
α=200,变位系数ξ=0时,则
[]Z n m W 014.0)12(476.1+-=
其中5.0111.0+=Z n
W 和n 值也可以从表1查出。
2. 按公法线长度的公称尺寸组合量块。
3. 调整仪器。用公法线千分尺测量时,先用校对量块检查其零位。然后直接测量。用组合好的量块组调节固定卡脚3与活动卡脚6之间的距离,使指示表10的指针压缩一圈后再对零。然后压紧按钮8,使活动卡脚退开,取下量块组。
图4
4. 在公法线卡规的两个卡脚中卡入齿轮,沿齿圈的不同方位测量4—5个以上的值(最好测量全齿圈值)。测量时应轻轻摆动卡规,按指针移动的转折点(最小值)进行读数。读数的值就是公法线长度偏差。
5. 将所有的读数值平均,它们的平均值即为公法线长度偏差E w 。
按齿轮图样标注的技术要求,确定公法线长度上偏差E bns 、和下偏差E bni ,并判断被测齿轮的适用性。
6. 公法线长度变动的测量。将公法线千分尺粗调到计算出的公称值后,在齿宽中部截面上,依次沿整个圆周进行测量,从中选取最大读数与最小读数之差即可。 思 考 题
1. 测量公法线长度是否需要先用量块组将公法线卡规的指示表调整零位。
2. 测量公法线长度偏差,取平均值的原因何在?
表1 m =1 、020=f α的标准直齿圆柱齿轮的公法线长度
注:对于其它模数的齿轮,则将表中的数值乘以模数。
实验二公法线平均长度偏差与公法线长度变动测量
实验三
齿厚偏差测量
一、实验目的
1. 掌握测量齿轮齿厚的方法。
2. 加深理解齿轮齿厚偏差的定义。
二、实验内容
用齿轮游标尺测量齿轮的齿厚偏差。
三、测量原理及计量器具说明
齿厚偏差△E s 是指在分度圆柱面上,法向齿厚的实际值与公称值之差。
图1为测量齿厚偏差的齿轮游标尺。它是由两套相互垂直的游标尺组成。垂直游标尺用于控制测量部位(分度圆至齿顶圆)的弦齿高h f ,水平游标尺用于测量所测部位(分度圆)的弦齿厚实际)(f S 。齿轮游标尺的分度值为0.02mm ,其原理和读数方法与普通游标尺相同。
图1 图2
用齿轮游标尺测量齿厚偏差,是以齿顶圆为基础。当齿顶圆直径为公称值时,直齿圆柱齿轮分度圆处的弦齿高f h 和弦齿厚f S 由图2可得:
f h = h '+x =??
?
???-+Z Zm m 090cos 12
f S =Z Z
m 0
90sin
式中 m ——齿轮模数(mm ); Z ——齿轮齿数。
当齿轮为变位齿轮且齿顶圆直径有误差时,分度圆处的弦齿高f h 和弦齿厚f S 应按下式计算:
f h =)()24cos(12'
--??????
+-+
e e
f R R Z
tg Zm m αξπ f S =??
??
?
?+Z Zm f
2sin 4sin αξπ 式中 ξ ——移距系数; f α ——齿形角;
e R ——齿顶圆半径的公称值; '
e R ——齿顶圆半径的实际值。
四、测量步骤
1. 用外径千分尺测量齿顶圆的实际直径。
2. 计算分度圆处弦齿高f h 和弦齿厚f S (可从表1查出)。
3. 按f h 值调整齿轮游标尺的垂直游标尺。
4. 将齿轮游标尺置于被测齿轮上,使垂直游标尺的高度尺与齿顶相接触。然后,移动
水平游标尺的卡脚,使卡脚靠紧齿廓。从水平游标尺上读出弦齿厚的实际尺寸(用透光法判断接触情况)。
5. 分别在圆周上间隔相同的几个轮齿上进行测量。
6. 按齿轮图样标注的技术要求,确定齿厚上偏差E sns 和下偏差E sni ,判断被测齿厚的适用性。
思 考 题
1. 测量齿轮齿厚偏差的目的是什么?
2. 齿厚极限偏差(E sns 、E sni )和公法线长度极限偏差(E bns 、E bni )有何关系?
3. 齿厚的测量精度与哪些因素有关?