节能降耗的潜力在哪里? 2002年起,随着我国重工业化进程加快,煤、电、油供应出现持续紧张,也陆续听到了对重工业加快发展的势头的一些议论。有人认为重工业化是造成我国能耗高的主要原因,也是造成这几年能源紧张的根源,是过时的经济增长模式。并说,加快投资大、耗能高,创造就业少的重工业发展,不符合人多、地少、资源缺的国情。据此,有人建议,作为后起的发展中国家,要提高经济发展效益,创造更多的就业机会,我们应绕过重工业化这一发展进程,直接发展能耗少的信息化和第三产业。 统计显示,目前我国规模以上工业企业的用能量占了全社会能源消耗的70%左右。其中,用能量占全社会用能量60%以上的企业是仅占全国企业1/5的高耗能企业。高耗能企业主要集中在冶金、化工、建材等行业,而其产值则不足工业总产值的20%。 从统计看,人们对重工业化进程的批评似乎言之有理。但笔者以为,以此认定我国能耗高、能源紧张主要是重工业发展过快造成的,有点偏颇,还打错了板子。 因为,衡量一国经济能耗的高低,只有按整个经济对能源的利用率来算,即,要么按当年实现的GDP除以当年所消耗能源总量来算;要么按产出实物量的购买力平价法算。我国能源供应紧张,固然有浪费和重工业化加快导致能耗高的原因,但决不是重工业发展快造成的,主要是由经济结构不合理、企业经济增长方式粗放造成的。这突出表现在两个方面,一是最终产品竞争力弱,附加值低,缺少“人无我有”的产品,大多是“人有我也有”的产品,导致产品在市场上卖不出价格来,只能大量廉价销售。如,出口8亿件衬衫、或者1亿双鞋子才能换回一架空中客车飞机。二是有的产品虽有一定竞争力,但却没有自己的营销系统,只能给跨国企业打工,搞贴牌生产,赚点加工费。如,1条领带,企业自己销售只能卖几十元钱,但贴上某跨国企业的品牌后,在国外马上可售到1000多元。钥匙链直接卖给人家1元人民币1个,跨国公司贴上名牌后在美国可售到8美元。 因此,笔者以为像某些专家建议的那样,通过绕过重工业化的过程,来改变目前我国能耗高的现状,事实上也开错了药方。因为,重工业产出的都是生产各种产品的能源、原材料,对我们这样一个拥有13亿人口的大国来说,绕过这个过程,就意味着得大量进口生产各种产品所需的原材料。这只要看看近年来国际市场上一再出现的情况:我们卖什么,什么就跌价;买什么,什么就涨价;以及你有钱买,人家也不让你买。就会明白,要把我国经济健康发展和安全的基础全部寄托在进口上是不现实的。出路唯有在继续推进重工业化的同时,围绕充分利用能源、原材料的目标,通过制度安排,来加快企业产品的研发、自主品牌的培育和营销网络的建设,提升产品的竞争力和附加值,并以此为基础来推进全社会产业结构的调整,改变目前经济发展中,特别是在能源、原材料利用方面效率低的粗放经营方式。从这个意义上说,推动整个经济结构调整,企业责任重大。 之所以要强调企业在调整全社会产业结构调整中的作用,是因为企业中的研发、自主品牌和营销系统建设,按目前国际通行的产业分类,本身就属第三产业的服务业。目前在世界经济舞台活跃的跨国公司其实也都属主要生产某一产品的二、三产业兼有的综合性企业。如,以生产电器产品的美国GE公司,随着市场竞争的激烈,目前在企业中真正从事电器产品生产的员工仅占全部员工总数的40%,其他员工从事的多是提升企业产品竞争力的研发和营销等工作。与此相比,我国目前的工业企业大多属纯生产某一产品的企业,既不重视具有竞争力产品的研发,也不重视产品营销系统的建设。除了企业对企业是市场竞争者的观念还没有根本转变外,造成这种状况的一个重要原因,就是企业的主业普遍存在着用人多,效率低的现象,根本无力从事产品的研发和营销工作建设。以煤炭工业来说,目前我国国有煤炭企业共有220万人,年产煤10亿吨左右,与美国仅用8万名矿工年采煤10亿吨相比,生产效率只有美国的1/28。效率低,造成企业在市场销售旺盛时,产出仅能勉强发工资;市场疲软时,产出连发工资都不够。效益低,也造成企业普遍
加热炉作业区较大及以上安全风险管控方案(一)加热炉作业区汽化冷却较大安全风险管控方案 一、安全风险评价与辨识 1、风险评价 1.1对初始风险进行评价,分别确定各风险因素对安全风险发生的概率和损失; 1.2确定各风险因素的等级,综合确定风险等级; 1.3根据风险评价结果,制定相应的管理方案或措施。 2、评价方法 本单位风险评价采取LEC法来评价作业条件的危险性。 危险性以下式表示:W=L×E×C式中, L-发生危险事件的可能性; E-人体暴露在这种危险环境中的频繁程度; C-一旦发生事故会造成的损失后果; W-危险性。 二、安全风险描述 1、风险名称:运行中的汽化冷却系统 2、风险部位:加热加热炉 3、风险等级:B(较大) 4、风险失控表现:灼烫、容器爆炸 三、安全风险管控 1、管控部门及人员 1.1加热炉作业区:xxx 1.2班组: 加热炉甲班:xxx 加热炉乙班:xxx 加热炉丙班:xxx 加热炉丁班:xxx 1.3岗位:加热工、装出钢工、维修工、保温工。
2、管控措施: 汽化冷却较大风险管控措施 2.1停水4小时之内加热炉正常运转。 2.2、停水4-6小时加热炉正常运转,但用消防带将消防水引到软水箱,视现场情况可以往软水箱中适当补水。待软水正常后再排掉消防水,改为正常软水。2.3、停水6小时以上加热炉立即停炉、扫线、掏钢,4小时后打开炉门、人孔降温,等除氧器、软水箱内的水都用完后,用消防带将消防水引到软水箱,视现场情况可以往软水箱中适当补水,以保证汽化系统正常运转。待软水恢复供应后,再重新扫线、点火、提温,之后恢复正常生产。 2.4、汽包液位过高将自动补水改为手动补水,间隔约10分钟补水3分钟,观察汽包液位是否上升或下降。如果下降可判断为假水位,继续间断手动补水至恢复正常;如水位上升为实际水位高时,放至中水位,并间断补水,直至水位正常。 2.5、汽包液位过低,开大给水控制阀或打开旁路手动控制阀,使水位上升至正常水位,检查给水调节阀及给水流量控制器,如果有问题,进行修理。 2.6、汽包液位显示汽水共存(假水位);汽包汽水共存主要是因为蒸汽压力变化大造成,加热炉岗位工随时观察各水梁的流量,补水时改用手动,根据炉温控制好上水时间和上水间隔时间;运行一段时间后液位就会正常(约2小时左右)。 2.7、表压超过 0.1MPa 的设备和压力管道,应安装安全阀、逆止阀或溢流阀等安全装置。 2.8、阀门还应有表明开、闭状态的标志。 2.9、汽包压力过高,汽包压力超过0.9Mpa时高压报警;汽包压力控制系统的故障可能是由于蒸汽外送管或放散管上的调节阀所致,这时关闭装出现故障的调节阀前后的闸阀,立刻进行修理;当该调节阀不工作时,蒸汽可通过旁路手动调节阀外送管网或通过放散阀排入大气。 2.10、汽包压力过低,低于0.3Mpa系统报警,该报警可能在没有蒸汽送装出时发生(加热炉低产量或停炉期间)。当有蒸汽送装出时,若装出现汽包压力过低报警,压力控制系统的故障可能是由于蒸汽送装出管或放散管上的调节阀所致,这时应检查调节蒸汽外送管和放散管上的调节阀。 2.11、单个回路入口流量:1#炉≤35m3/h 、2#炉≤45m3/h时,流量过低、报警
火焰加热炉节能监测方法 (GB/T15319-1994) 第一节主题内容与适用范围 1. 标准规定了火焰加热炉能源利用状况的监测内容、监测方法和合格指标。 加热炉的热源来自煤、油、气、电,除电炉外,燃煤、燃油、燃气加热炉是以煤、油、燃气的燃烧作为热源进行加热的,通称为火焰加热炉。 火焰加热炉广泛应用于国民经济的各个行业,尤其是冶金、机械、兵器、铁路、交通等部门更为集中,其耗能量均占各行业总耗能量相当大的比例。 标准在编制中着力突出了“节能监测”的特点,体现节能监测的技术执法职能。标准既要区别于相关的管理标准、方法标准和行政法规,又要与相关的标准、行政法规相呼应和衔接。对监测项目和监测合格指标的确定,既要参照已颁布的相关标准,又要结合火焰加热炉的特点及现状。例如,本标准中炉体外表面温度的监测合格指标就是部分采用了GB3486《评价企业合理用热技术导则》中的规定。这是由于绝热保温材料的发展和普遍采用,炉体外表面温度已普遍下降,因此,在本标准中对此指标作了部分调整。又如确定排烟温度监测合格指标时,考虑到火焰加热炉余热回收装置的设置不一定在经济上都是合理的,因此也是部分采用了《评价企业合理用热技术导则》中的指标。 标准中确定的监测项目应能全面、真实地反映出炉子的整体运行状况,并能从中查找分析出炉子所存在的问题。根据对火焰加热炉的监测要求和前述火焰加热炉的节能主要途径,参考加热炉热平衡测算的项目,确定了本标准中的监测项目,即排烟温度、空气系数、炉渣含碳量(指燃煤的火焰加热炉)、炉体外表面最高温度和可比单位燃耗等五项。对火焰加热炉来说,监测这五个项目基本上能反映出炉子的整体运行状况,并能据此提出改进的建议。 火焰加热炉的节能监测与火焰加热炉的热平衡既有联系又不尽相同。火焰加热炉的热平衡是炉子的热量收入和热量支出的平衡,通过测算炉子的有效利用能量及各项热损失,计算出炉子的热效率;通过对各项热损失的分析,找出炉子存在的问题,提出改进的意见和建议。根据前些年的炉子进等级的经验,对节能监测没必要与炉子的热平衡等同要求。本标准中所确定的监测项目抓住了炉子运行中能源利用的主要矛盾,能够满足监测的执法要求,而且节约了大量的人力、物力和财力。 2. 标准适用于炉底有效面积大于或等于0.5平方米的火焰加热炉。 由于各行业的及各种用途的火焰加热炉热负荷相差较大,以加热炉热负荷来规定节能监测的起始点其复盖面不易掌握,因此,标准中只给出了适用于本标准的最小炉底面积(即炉底面积大于或等于0.5m2的火焰加热炉)。通过调查表明,此规定可符合大部分行业的实际情况。 3. 标准不适用于火焰热处理炉。 火焰热处理炉与火焰加热炉由于加热目的不同,加热工艺、能源单耗差别较大,所以在标准中规定了“本标准不适用于火焰热处理炉”。火焰热处理炉的节能监测标准需另行制定。 第二节火焰加热炉节能监测项目 1. 排烟温度。 治金、机械等工业部门的火焰加热炉,从炉尾排出的烟气温度高达600~1100℃,排烟热损失通常为30~50%。出炉烟气带走热量的大小要机取决于出炉烟气量和烟气温度。出炉烟气量越大,烟气温度越高,烟气带走的热量就越多。例如:燃耗为209×104千焦/吨的加热炉,烟气温度每降低100℃可节约燃料4~5%。 排烟热损失对火焰加热炉热效率的影响很大,所以排烟温度是衡量火焰加热炉热效率的重要指标之一,也是烟气余热的回收在火焰加热炉的节能措施中也占有重要地位。
《钢铁企业轧钢加热炉节能设计技术规范》 行业标准编制说明 1.工作简况 1)任务来源 根据工信厅科[2009]260号文“工业和信息化部关于印发2009年第二批工业行业标准制修订计划的通知”中规定,由北京京诚凤凰工业炉工程技术有限公司负责起草《钢铁企业轧钢加热炉节能设计技术规范(计划编号 2009-2839T-YB)》行业标准,主管部门为中国钢铁工业协会,技术归口单位为全国钢标准化技术委员会。 2)工作过程 2010年2月1日,凤凰公司主要起草人与冶金工业信息标准研究院业内人士开会,对标准的格式、规范重点、步骤和进度交换了意见。随后凤凰公司成立了标准起草小组。具体工作如下: 2010年2月至2010年3月初进行资料收集工作,将与本规范有关的已发布的国家和行业标准认真比对,尽可能做到不重复、不矛盾; 2010年3月至4月底,完成标准初稿; 2010年7月下旬至8月上旬主要起草单位内部审查; 2010年9月,发标准征求意见稿,并在中国钢铁网上公示,并发送国内有关企事业单位,征求意见。 2010年10月,收集并汇总各方意见,起草小组对标准征求意见稿作进一步修改,形成标准送审稿。 2010年12月召开行业标准审定会。 3)参编单位 本标准由北京京诚凤凰工业炉工程技术有限公司和冶金工业信息标准研究院编制。 2. 标准编制原则及目的意义 1)贯彻国家对钢铁行业的节能减排要求,从设计和操作上加以限制和指导,在保证满足工艺的条件下,加热炉应达到的能耗指标。 2)根据国内外轧钢加热炉能耗的实际情况,确定经努力而能实现的平均先进指
标为各方的追求值。平均先进指标低于先进指标。 3)编制本标准的目的是为了规范轧钢加热炉在设计中必须有的节能措施和应达到的期望值。 3. 标准技术内容 本标准的名称改为《钢铁企业轧钢加热炉节能设计技术规范》,标准中突出设计规范,节能从源头开始,促进和规范节能技术。 1)总则 本章主要对标准目的、意义、适应范围等做出规范。加热炉除达到工艺要求外,节能环保是重要指标。 1.1加热炉有连续式炉和间断式炉,钢铁企业数量最多、耗能最大的是连续式加热炉,应重点控制。间断炉按一个加热周期消耗的热量计量,料的规格差别较大,加热工艺区别也大,与装出料操作熟练程度,生产安排等有关,不稳定因素多,制定一个统一标准目前还不成熟。 1.2 轧钢加热炉全面的设计规范按GB50486-2009《钢铁厂工业炉设计规范》执行。本规范仅涉及到轧钢加热炉设计时应采用的综合节能技术、以节能为中心的操作维护和应达到的单耗指标。 1.3 炉子设计者必须了解国家和行业的节能规定,在确定基本设计方案时,要有一个总体设想,既要有好的加热质量、产量,又要根据燃料条件,合理地决定燃烧方式、空煤气预热温度的水平、炉衬各部分的组成、自动化控制项目,确保是一个低能耗低排放的热工设备。 1.4一个节能型的炉子设计是基本条件,但生产中,料坯规格、产量、加热工艺是变化的,因此操作节能是重要环节,比如待轧时,视待轧时间长短,调整均热段和(或)加热段的设定温度等。操作工应做到勤观察炉况,勤调整热工参数并且总结好的经验,总之要做到精细操作。 1.5炉子设计应以节能环保为中心,积极采用国内外行之有效的各种技术,包括蓄热燃烧技术、脉冲燃烧技术、汽化冷却技术、低热惰性炉衬、低NOx烧嘴、空煤气预热器等。大力研发具有自主知识产权的低NOx烧嘴、无焰燃烧器、富氧和全氧燃烧器、蓄热式辐射管烧嘴、全纤维炉衬板坯加热炉、全脉冲燃烧控制的步进炉等,设计出具有中国特色的现代化工业炉。根据燃料条件、产品种类、平面
北营轧钢厂1780线轧机区域年修计划编号:2018NXWE022045 技术协议 2018年7月4日
目录 一.总则 二.概述 三.1780生产线主要设备概述及主要设备参数 四.工程概况 五.工程施工要求 六.施工验收、管理规范 七.双方职责及相关要求 八.安全技术要求 九.质量保证 十.安装和技术服务 十一.其它
一.总则 1.本协议作为此项工程项目施工方面技术文件,作为甲乙双方签订合同的附件,与合同具备同等法律效力。 2.本技术协议提出的是最低限度的技术要求,并未对一切技术细节做出规定,施工方应保证提供符合本技术协议和工业(行业)标准的施工水平。 3.乙方在做施工报价及施工过程中需依据甲方提供的图纸、技术要求、设计变更及甲方认定的其它技术文件。 4.乙方对其施工质量负责,必须符合图纸要求,执行国家标准。 5.协议内未具体明确的事宜,甲乙双方协商解决。 二.概述 本溪北营钢铁(集团)股份有限公司轧钢厂1780mm热连轧生产线于2008年投产,设计年生产能力400万吨,目前已投用10年,轧线设备主要以计划性周定修和日常设备维护为主。因受检修时间和检修人员力量等因素影响,周定修只能执行一定范围内的常规检修项目,其他长周期、作业时间长、检修强度大的检修项目要在每年一次的生产线年修完成,所以年修是1780生产线恢复设备可靠性及设备精度的最主要保证。1780线上次年修是2017年10月份进行的,至今已近一年,已达年修周期,目前轧线设备存在的问题隐患较多,主要问题是设备磨损、可靠性及设备精度下降。故需要再2018年9月份组织1780年修,以确保下半年及2019年设备长期稳定运行。 三.1780生产线主要设备概述及主要设备参数 1.主要设备概述 1780主轧线主要设备有出炉辊道,粗轧除鳞机一台,R1机前辊道,R1/E1二辊轧机一台,R2/E2四辊轧机一台,中间运输辊道三组,热卷箱一台,飞剪一台,精轧除鳞机一台,F1-F7精轧轧机7台,层流冷却辊道一组,卷取机三台,快速运输链一组,步进梁运输机8台,慢速运输链3组以及其机械、液压、电气、动力等辅助设施。
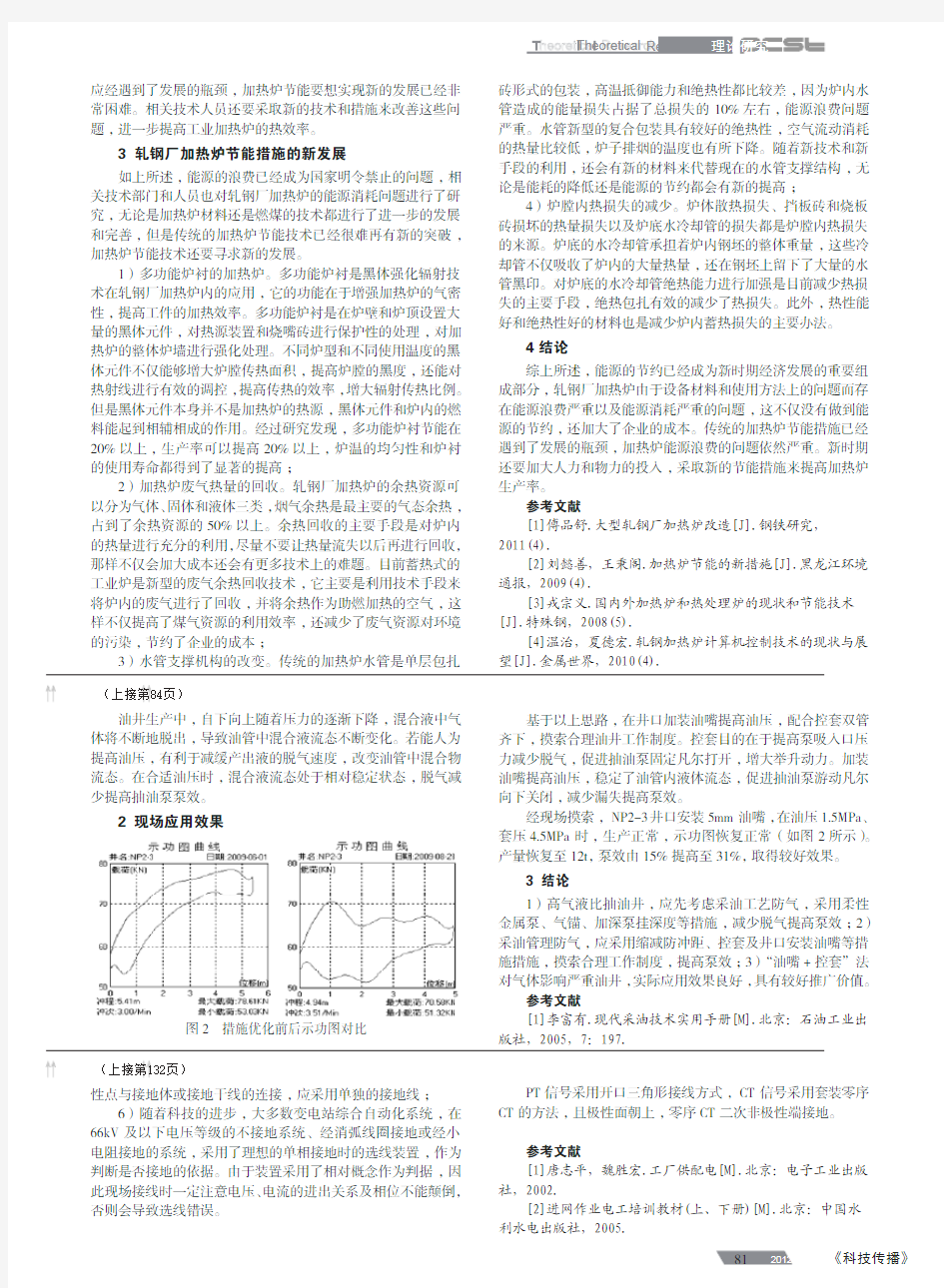
提高管式加热炉热效率,节能降耗 王庆 中国石化管道储运有限公司宁波输油处岚山站,浙江宁波 315200 摘要:分析影响管式加热炉热效率的因素,主要包括排烟热损失,不完全燃烧和散热损失等,针对此问题采取有效措施,包括提高空气进入炉膛温度,采用低氧燃烧、降低排烟温度和采取烟气余热回收装置等降低排烟热损失;采取高效燃烧器,采用燃料油雾化、磁化技术,强化燃烧过程,减少燃烧热损失;采取高效、新型保温隔热材料,加强炉体保温减少散热损失以及采用自动控制技术,确保炉子长期维持高效运行。其中,降低排烟热损失对提高加热炉热效率效果最为显著。 关键词:管式加热炉;热效率;节能;降耗;低温腐蚀 中图分类号:TK175 文献标识码:A 文章编号: 1前言 随着石油化学工业的迅速发展,管式加热炉在炼化企业、油田生产和石油长 距离管道输送中被广泛使用,其作用是将炉管中通过的介质(油料等)加热到所需的温度,以满足生产工艺的需要,由于管式加热炉在运行中燃料消耗量很大,因此,提高管式加热炉的热效率对节能降耗具有重要意义。 2 主要影响因素 管式加热炉的热效率是指向炉子提供的能量被有效利用的程度,即被加热流体吸收的有效热量与燃料燃烧放出的总热量之比,是衡量管式加热炉优劣的重要参数。经过分析,影响管式加热炉热效率的因素主要由以下几点: (1)排烟热损失 (2)不完全燃烧热损失 (3)炉外壁的散热损失 即管式加热炉的热效率η=1-(Q1+Q2+Q3),其中Q1-排烟热损失百分比,Q2-散热损失百分比,Q3-化学和机械不完全燃烧热损失百分比。其中,排烟热损失在加热炉中所占比例极大,有研究表明,当炉子热效率较高(例如90%)时,排烟热损失占总损失的70%~80%,当炉子热效率较低(例如70%)时,排烟热损失占总损失的比例高达90%以上。 3 提高加热炉热效率的措施 3.1 降低排烟温度以减少排烟热损失 降低排烟温度的措施主要有以下几种: (1)将需要加热的低温介质引入对流室末端 介质温度越低,与烟气换热效果越好,排烟温度越低,热效率越高。如原油 长输管道直接式加热炉,冷油先进入对流室再进入辐射室,以充分利用烟气温度换热。而在有些炼油装置如常减压装置中,可以把管式炉的对流室作为换热器,将一部分冷油料引入对流室末端,而将另一部分需要换热的热油品用来预热空气。冷进料-热油预热空气的节能方案就是根据这个思路开发出来的。 (2)采用各种空气预热器以预热空气 将进入加热炉的冷空气加热到当前的炉膛温度,将会浪费很多燃料,降低加热炉效率,通常可以采用空气预热器,利用排出的高温烟气对冷空气进行预热以提高空气进入炉膛的温度。该方式简便且无需改变工艺流程,便于操作控制。这样,既提高了空气进入炉膛的温度,又降低了排烟温度,可大大提高管式加热炉的热效率。由空气预热温度与热效率提高值的关系(见图1)可以看出,当空气预热温度由0℃增加到110℃时,管式加热炉的热效率提高5%。 虽然对空气进行预热可以提高管式加热炉的热效率,但是,不能对空气温度进行无限制的提高,因为随着空气温度的提高,燃烧产物中的NOx(一氧化氮和二氧化氮)会相应增加,如果不采取适当措施来控制NOx的排放,将难以达到环保要求。另外,空气温度过高还可能引起燃烧喷嘴结焦和燃烧器过大变形,一般的,预热空气温度不宜超过300℃。 (3)吹灰除垢,保证管式炉长期在高效率下运行 不完全燃烧燃烧产生的碳粒和燃料中的灰分等烟尘污染对流室炉管外表面,增加热阻,降低传热效果。而对流室炉管为了提高炉管表面热强度,一般采用钉头管或翅片管,更容易结垢。对流室热负荷约占全炉总热负荷的20%~30%左右,随着积灰增加,排烟温度迅速上升,热效率显著下降。因此,减少加热炉管束结垢,将使加热炉保持较高的热效率,成为降低加热炉能耗的有效途径。为了保证管式炉长期在高效率下运行,必须坚持用吹灰器定期(每8小时或24小时)清灰。现在的吹灰器有很多种,除了以前常用的蒸汽吹灰器外,还有气动旋转吹灰器以及新式声波除灰器、亚(次)声波除灰器等,都能达到良好效果。 通过以上措施,可以有效降低排烟温度,提高加热炉的热效率。但是,必须注意的是,受露点温度的限制,加热炉的排烟温度不能无限制地降低,否则将造成低温露点腐蚀。一般的,燃料油或燃料气中含有少量硫,硫燃烧后生成SO2,由于燃烧室有过量的氧气存在,SO2进一步与氧气化合形成SO3。在高温烟气中SO3不腐蚀金属,但当烟气温度下降到一定程度,SO3将与水蒸气化合生成硫酸蒸汽,当烟气温度或受热壁面温度低于硫酸蒸汽的露点时,硫酸蒸汽便凝结在受热面上造成腐蚀。通常可以通过以下措施控制露点腐蚀,一是采用低硫燃料:二是控制过剩空气系数,减少SO3生成量;三是提高加热炉的排烟温度,控制换热面的温度高于烟气露点温度;四是选择耐腐蚀材料,可以采用聚四氟乙烯等涂料或选择陶瓷等非金属衬里,也可采用12Cr2AlMoV和09CrCuSb 等耐腐蚀的钢种。总之,只有合理控制好管式炉的排烟温度(一般不低于130℃),才可以在避免低温露点腐蚀的基础上提高加热炉的热效率。 图1 空气预热温度与热效率提高值的关系曲线 3.2 降低过剩空气系数以减少排烟热损失
节能降耗征文 节能降耗,立足岗位,从我做起。 当今社会,节能降耗已经成为了主旋律、社会的主题。当然,也许有人依然会问:“节能降耗,我们应该怎么做?”其实,我们的答案很简单:从我做起,从小事做起,从自己的岗位做起!就这么简单吗?对,就这么简单!请记住:你与我,是浪花里的一滴水,无数滴水汇聚起来,会是澎湃汹涌的浪涛,才有波澜壮阔的大海!一个人的力量有限,但无数个有限组合起来,便是无限,便会有无坚不摧的力量! 回顾一下从身边流走的每一滴水:在你我洗盘刷碗、洗脸刷牙、洗发洗澡、冲洗厕所的时候,你我可曾想过,节约每一滴水? 在你我使用电灯、电话、电脑、空调、饮水机、复印纸、公文纸的时候,我们做到节约了吗? 想起一句古话:“历览前贤国与家,成由勤俭败由奢”。历史反复证明了这个道理:奢”能败国、败家、败自己。古罗马四处征战,有一支欧亚大陆最强悍的军队,但却因为骄奢淫逸致使古罗马四分五裂。素以能征善战著称的满清“八旗兵”,短短几十年挥师入关,建立了中国历史上最后一个强盛的封建国家,但他们逐渐沉湎于轻歌曼舞、锦衣玉食之中,最终昏聩腐朽,丧权辱国。“八旗子弟”也成为纨绔和低能的代名词。历史和现实告诉我们:一个没有勤俭节约、艰苦奋斗精神作支撑的国家是难以繁荣昌盛的;一个没有勤俭节约、艰苦奋斗精神作支撑的社会是难以长治久安的;一个没有勤俭节约、艰苦奋斗精神作支撑的民族是难以自立自强的;同样,一个没有勤俭节约、艰苦奋斗精神作支撑的企业是难以持续发展的。节能降耗不是一时的、而是永恒的话题。节能降耗,从我做起,就要从思想上崇尚俭朴,以勤俭节约为荣、铺张浪费为耻,抛弃“家大业大,浪费点儿没啥”的思想。
加热炉安全管理规定(优选版) Standard text of safety management ( 安全管理规范 ) 单位名:_________________________ 负责人:_________________________ 日期:_________________________ 适用于工作计划/工作汇报/新年计划/全文可改
加热炉安全管理规定(优选版) 1本标准适用于加热炉安全管理 2引用标准:SY5737-1995原油管道输送安全规定 3一般安全要求 3.1加热炉的使用、管理、检验和报废应按SY0031。 3.2开炉前检查 3.2.1炉体各部件,如人孔、看火孔、防爆门、调风器和紧急放空阀,应齐全完好。 3.2.2加热炉宜具备燃烧器灭火,超温报警、燃料油高、低压报警等安全保护装置。 3.2.3原油、燃油、热媒系统应畅通无阻。 3.2.4新炉投用按3.2 3.2.5热媒炉添加热媒时应对所加的热媒进行脱水,确保质量合
格。 3.2.6各种仪表、自动调节及保护装置应齐全完好。 3.3启、停炉安全要求 3.3.1操作人员应执行输油调度命令,并按操作规程的启停步骤操作。 3.3.2点炉时应加强岗位之间的联系,密切注视各系统运行状况,按规定的工艺参数进行调节。 3.3.3当燃料油系统采用其它燃料置换时,为避免因操作波动发生突然灭火,应加强检查监护,合理调整,直到燃烧完全正常。 3.4运行中检查与监护 3.4.1应认真进行日常巡检,注意各工艺参数及运行变化情况,及时调整操作,并做好记录。 3.4.2出炉温度及进出口压差不应高于设计规定值。 3.4.3并联炉管的原油出炉温差不应大于规定值,避免偏流。 3.4.4火焰不应舔炉管。 3.4.5发现突然大火,应立即关闭火嘴的燃料油阀门,并查找灭
企业制度-实施类 加热炉管理办法 1目的和依据 为加强加热炉管理,做好节能降耗工作,保证装置安全、稳定、长周期运行,依据《加热炉管理规定》,特制定本办法。 2 业务管控方式 根据加热炉的热负荷大小及在生产过程中的重要程度进行管理,公司对加热炉运行管理实行二级管理(分公司、运行部),在分公司主管副总经理的领导下,各相关处室、运行部执行国家相关管理规定,遵守公司有关规定及操作规程,搞好加热炉的运行安全、经济节能、检维修、事故调查处理、检查考评等工作。 3 管理职责 3.1 分管副总经理职责 在总经理的领导下,依据《设备管理办法》的要求和职责,全面负责企业加热炉管理工作。3.2 机动处职责 3.2.1 负责公司加热炉的归口管理,贯彻执行国家有关法律、法规和有关加热炉管理的制度和标准,制定分公司加热炉管理办法及工作计划,并检查执行情况。 3.2.2 负责加热炉管理的组织协调与监督考核。 3.2.3 负责组织建立有关加热炉的台帐、技术资料档案。 3.2.4 负责组织编审加热炉的检测、检查、检修、报废等计划;参与加热炉技术改造的各项工作。负责审核加热炉施工方案;负责、参与加热炉检测、检修、改造后的竣工验收工作。 3.2.5 监督检查加热炉的使用与维护,包括档案资料的管理、安全附件等的使用管理;掌握加热炉运行状况,及时组织整改缺陷问题;组织进行加热炉监测分析、检查与考核评比工作。 3.2.6 参与加热炉设备事故的调查、分析与处理工作。 3.2.7 参与加热炉工艺指标、操作规程开停工方案的审核。 3.2.8 组织推广加热炉运行管理的先进技术与经验,推广新材料、新设备的应用;协助组织加热
节能环保征文四篇 人是大自然中的一员,人的生存离不开大自然。大自然中的各种资源是相互联系的,一方面遭到破坏,其他方面也会受到影响,从而直接或间接的威胁人的生存,使人类受到惩罚,所以我们要保护大自然。下面,小编为大家分享节能环保征文四篇,希望对大家有所帮助! 节能环保征文一每每我看见路边草坪上的小草越来越少,我都会心痛;每每我看见公园里的鲜花越来越少,我都会伤心;每每我看见家旁的小河逐渐被污染成黑色,我都会无力……绿色,你为什么越来越少,我呼唤你! 绿叶,你知道么?当你逐渐减少时,红花失去了往日的色彩,因为它们曾经之所以那么娇艳,是因为有着你的衬托,不然,怎会有“红花还需绿叶衬”这一说法?绿叶啊,你怎会越来越少,你知不知道你这样让多少人多少花感到无力么?绿叶啊,我呼唤你! 小草呵,你为何如此之脆弱?若我记得没错,唐代诗人白居易曾赞美过:“野火烧不尽,春风吹又生。”可在你们身上,我为何认为这位大诗人是在骗我?因为实在是你们不争气啊,瞧瞧,你们刚出世就毁灭了,这样下去,没说野火吹了,我估计春风吹过你们就得枯萎了。小草呵,虽然你的生
命力不如以往,但,我依旧呼唤你,呼唤你那蓬勃的生命力! 绿叶呵,小草呵,河水呵你们怎会出现在我的梦里?你们怎么了?是在和我哭诉么?哭诉那些人类危害你们,不容纳你们,为了利益不择手段而毁灭环境么?绿叶、小草、河水,你们为什么不说了,为什么一切文字在你们面前都显得苍白无力了? 绿叶、小草、河水,我呼唤你们!世界万物,我呼唤你们!绿色,我呼唤你们! 节能环保征文二人类在漫长的发展道路上,无论是履行自然还是发展经济,都创造了辉煌的业绩。但是与此同时,因为不合理的开发和利用自然资源,不注意环境保护工作,造成了全球性的生态破坏和环境污染。现在全球每年有600万公顷的土地沦为沙漠,2000万公顷森林在消失,平均一小时有一种物种在灭绝。 由于臭氧层被破坏,温室效应在加剧,使用权地球气温不断升高,南极冰冠开始溶化,海洋平面将不断升高,世界上许多沿海城市、岛屿和大量土地,将被海水吞没。这一系列环境问题,不仅影响着经济的发展和社会的进步,甚至威胁着人类的生存,所以爱护环境,已成为全人类共同关心的问题。 六月上旬,联合国在巴西首都召开了世界环境与发展大会。175个国家和15000名代表,其中包括131位国家元首
编号:AQ-JS-03955 ( 安全技术) 单位:_____________________ 审批:_____________________ 日期:_____________________ WORD文档/ A4打印/ 可编辑 管式加热炉检修实施前的安全 措施 Safety measures before maintenance of tubular heating furnace
管式加热炉检修实施前的安全措施 使用备注:技术安全主要是通过对技术和安全本质性的再认识以提高对技术和安全的理解,进而形成更加科 学的技术安全观,并在新技术安全观指引下改进安全技术和安全措施,最终达到提高安全性的目的。 1.严格办理安全施工签证 施工单位在施工检修前必须办理以下签证。 (1)检修任务书 管式加热炉检修要办理检修任务书,明确修理内容和安全措施,记录修理及检查验收的情况。设备解除危险后,经设备交出者在任务书上签字,落实设备检修的安全措施后,施工人员方可进行检修施工。 (2)进入设备作业许可证 如需进入管式加热炉内部施工,必须办理《进入设备内部作业许可证》。设备经安全处理和分析,有害气体在允许浓度范围内,经安全管理人员签字后方可进入设备内施工。 (3)动火许可证 施工时需要动火(如电焊、气割)、使用强烈照明灯或金属敲击,
都必须办理恸火许可证》。经审查批准签字后,方可在规定时间内开工动火,并在规定时间内结束,超过时间必须重新办理签证。 2.消除设备的危险因素 运行中的管式加热炉,必须消除其危险因素,使之处于安全状态下方可进行检修。检修施工前需做好以下工作。 (1)停车按照检修计划并与上下工序及有关的工段(如锅炉房、配电间冷冻站、给水站等)取得联系,严格按照停车方案规定的程序停止设备的运转。 (2)卸压卸压操作应缓慢进行,在压力未卸尽排空前,不得拆动设备。 (3)排放向指定的安全地点或储罐中排尽设备或管道中残留的物料。 (4)降温切断热源,以不损伤设备的方法或自然降温的方式使设备降至常温。 (5)抽堵盲板停工检修的管式加热炉必须和运行系统可靠隔离,这是石油化工安全检修必须遵循的安全规定之一。隔离的最可靠办
加热炉管理办法 第一章 总则 第一条 加热炉是石油化工生产装置的重要设备,也是石油化工生产中消耗能源的主要设备。为了加强加热炉的管理,确保加热炉的安全、稳定、长周期运行,切实做好节能降耗工作,特制定本管理制度。 第二条 本管理制度适用于公司装置的管式加热炉。 第三条 加热炉的运行、维护和检修质量检查与验收,应按照SHS01001-2003《石油化工设备完好标准》、SHS01006-2003《管式加热炉维护检修规程》、SHF0001-90《石油化工管式炉效率测定法》、股份公司《关于加强炼油装置腐蚀检查工作的管理规定》等有关规章制度执行。 第二章 管理职责 第四条 公司设备管理部门主要职责: 1、公司设备管理部是公司加热炉职能管理部门,在主管副经理领导下开展加热炉管理工作。 2、贯彻执行国家有关法律、法规和公司有关加热炉管理的制度、规定、规程和标准,制定本企业加热炉管理制度,并检查执行情况。
3、负责加热炉大修、更新、检验与检修计划的审核工作。 4、参加新建管式加热炉的检查和验收工作。 5、参与管式加热炉设备事故的分析和处理,对事故预防措施进行审查,并对实施情况进行监督检查。 6、监督检查全公司加热炉使用维护情况、档案资料管理情况及安全附件使用管理情况。 7、组织推广应用新技术、新工艺、新设备、新材料,不断提高加热炉的管理水平。 第五条各二级单位设备管理部门的职责: 1、负责组织贯彻上级有关部门下发的有关加热炉管理工作的条例、规程、办法、标准和通知,结合本单位实际情况制定加热炉管理制度,并定期检查执行情况。 2、负责本单位加热炉的设备管理,并参与加热炉的节能工作。 3、定期分析加热炉的状况和存在的问题,提出整改措施。 4、组织或参与加热炉及所属设备的设计、采购、制造、安装、检修维修、技术改造、更新及事故处理的全过程管理。 5、负责加热炉大修、更新、检验与检修计划的编制上报工作。 6、建立健全加热炉台帐和加热炉主要技术档案。 7、参加新建管式加热炉的检查和验收工作。 8、参与管式加热炉设备事故的分析和处理,提出预防措施,并负责实施。 9、负责加热炉热效率的管理和统计工作。
加热炉节能途径的探讨 济南黄河特钢有限责任公司石爱星 随着燃料资源的越来越紧张,其价格也自在不断的上涨,作为我们以天然气这样的优质燃料来进行钢坯加热的公司来讲,无疑以后价格上升的几率还很大,因此,我们必须把能源的节约问题列入我们的议事日程中,并作为以后一直要坚持做好的重要工作。为了为大家提供一些节能方面的思路,本文试图从十几个方面对与节约能源有关的问题,进行了简单的讨论,希望能对有关的操作岗位和管理人员有所启示。 一、加热炉能(热)量平衡的数学模型 1、热收入项目(Kcal/t) 1) 天然气的化学热Q1 2) 天然气的物理热Q2 3) 钢坯带进的物理热Q3 2、热量支出项目(Kcal/t) 1) 钢坯支出的物理热Q4 2) 烟气支出的物理热Q5 3) 不完全燃烧带出的化学热Q6 4) 余热蒸汽带走的物理热Q7 5) 冷却水带走的物理热Q8 5) 炉墙表面散热Q9 6) 炉门孔洞溢气带走的物理热Q10 7) 炉门孔洞溢气带走的化学热Q11
8) 裸露孔洞的辐射带走热Q12 3、热平衡等式 Q1+Q2+Q3=Q4+Q5+Q6+Q7+Q8+Q9+Q10+Q11+Q12 二、加热炉运行的有关指标和术语 1) 热效率a=Q4/( Q1+Q2+Q3)X100%(钢坯的有效热占总供给热的比例) 2) 加热炉的加热能力t/h(单位时间内加热炉能够加热的合格钢坯重量) 3) 换热器的换热效率%(热风的总热量与通过换热器烟气的总热量之比的百分数) 4) 换热器的温度效率%(热风的温度与换热器前烟气温度之比的百分数) 5) 炉内压力Pa (一般是指钢坯表面上的气体压力) 6)热风温度和排烟温度℃(指换热器出口的风温和出换热器的烟气温度,通常大于露点温度) 7)辐射传热(电炉子加热的传热过程) 8) 对流传热(电风扇降温的传热过程) 9) 传导传热(烙饼加热的传热过程) 10)加热炉热负荷(单位时间内供给的热量,或单位容积在单位时间内的供热量) 11) 热阻的概念(同电阻的概念,只是对热的阻挡能力) 三、加热炉节能途径的探讨 加热炉节能的总体原则是;提高有效能;减少无效或不必要的能量支出,因此,节能主要措施都是围绕这个原则来进行的。以下是与节能有关
管理制度编号:LX-FS-A65032 管式加热炉安全管理规定标准范本 In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall Behavior Can Reach The Specified Standards 编写:_________________________ 审批:_________________________ 时间:________年_____月_____日 A4打印/ 新修订/ 完整/ 内容可编辑
管式加热炉安全管理规定标准范本 使用说明:本管理制度资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。资料内容可按真实状况进行条款调整,套用时请仔细阅读。 一、管式加热炉安全技术措施 公司有关管式加热炉安全管理的规定与原有管式加热炉安全管理规定结合使用,原规定与本规定相冲突以本规定为准。 (一)、燃料气 1、分液罐 (1)燃料气进炉区必须设置燃料气分液罐,一个装置有多个炉子可以共用一个分液罐,装置内无燃料气分液罐的必须增设。 (2)燃料气分液罐上应设置压力、液位等显示仪表。
(3)燃料气分液罐上应设置有安全阀、放火炬系统线。 (4)燃料气分液罐上应设置加热盘管和脱液设施;加热器盘管材质选用时要考虑介质的硫腐蚀。 2、燃料气管线 燃料气工艺管线要根据装置具体情况考虑是否设置伴热线,同时要考虑增设燃料管线堵塞处理设施,确保管线在装置开工周期中不能因管线堵塞影响装置安全生产。 3、盲板 (1)燃料气进装置、入炉区和火嘴前等部位应设置相应的“8”字盲板,若火嘴采用软连接可以在点火前拆下软连接而不加燃料气入火嘴前盲板。 (2)燃料气系统应设置有吹扫、试压和置换流程,燃料气吹扫、试压、气密所用蒸汽、氮气给汽
加热炉节能技术 国内轧钢加热炉吨钢燃耗高、效率低,造成了能源的极大浪费,在国家节能减排的政策下,要搞好加热炉节能工作,提高炉子热效率,以降低轧钢生产成本。 综合媒体8月28日报道,能源的竞争是钢铁工业正在面临的挑战,降低能源消耗、建立环境友好的钢铁企业已经成为钢铁工业可持续发展的一个重要方面,也是钢铁工业利润增长的一个重要的基础工作。中共中央关于制定国民经济和社会发展第十一个五年规划的建议中也提出,“十一五”期间单位国内生产总值能源消耗要比“十五”期末降低20%左右,重点抓好冶金、建材、化工、电力等行业的节能降耗工作。 轧钢加热炉的能源消耗约占冶金行业能源消耗的10%左右,其中轧钢加热炉又占了75至80%。中国冶金行业的轧钢加热炉在产量、炉型结构、机械化、自动化水平及理论操作上与国外还存在一定的差距,炉子吨钢燃耗高、效率低,造成了能源的极大浪费因此提高加热炉效率、搞好加热炉节能工作,是降低轧钢生产成本,实现钢铁企业可持续发展的有效方法之一。 合理的炉型结构 炉型结构是加热炉节能与否的先天性条件,因此在加热炉新建时应该尽量考虑到加热炉节能的需要。炉型结构的新建或改造,要使燃料燃烧尽可能多的在炉膛内发生,减少出炉膛的烟气热损失;要尽可能多的江烟气余热回收到炉膛中来,提高炉子的燃料利用系数;尽量的减少炉膛各项固定热损失,提高炉子热效率。 (1)采用步进式炉型。步进式加热炉的实践表明,它与传统推钢式加热炉相比有很多优点:由于钢坯之间留有间隙,因此钢坯四面受热,加热质量好、钢
材加热温度均匀;加热速度快,钢坯在炉内停留时间短,有利于降低钢坯的氧化烧损,有利于易脱碳钢种对脱碳层深度的控制;操作灵活,可前进、后退或踏步,可改变装料间距,控制炉子产量;生产能力大,炉子不受钢坯厚度和形状控制,不会拱炉;便于连铸坯热装料的生产协调。 (2)适当增加炉体长度。炉体长度是由总加热能力决定的,但是为了降低燃耗。提高炉子热利用率,可以适当增加炉体长度。炉体短,高温的烟气将不能得到充分的利用,废气就要带走大量的热能从烟道跑掉。因此适当延长露体可以使炉底强度降低,提高热效率。在一定的加热条件下,炉床负荷越高,热效率越低,燃料单耗越高。反之,随炉床负荷降低,废气带走的热损失将显著减少。如其它条件不变时适当延长炉体,虽然因炉底水管及炉体砌体的增加会使这部分热损失有所增加,但远远小于节约的燃料量。 一般而言,炉子每延长1米,可使钢坯温度上升25至30摄氏度,排烟温度下降约30摄氏度,单位热耗减少1.5至1.8。增加炉体长度主要是延长预热段的长度,降低排烟温度。国内一些企业按照预热段长度为全炉有效长度的45至50%,适当调整了预热段。取得了明显的节能效果。 (3)减少炉膛空间。炉膛各段高度与长度对炉内的传热有很大的影响,直接影响着炉子的加热和燃料的利用,在考虑炉膛高度时,既要保证燃料的充分燃烧,又要使炉气充满炉膛。 (4)炉内隔墙。炉内隔墙可以起到稳定炉压、控制炉气流动、控制炉温、减少烟气外溢、降低排烟温度和减少炉头吸冷等作用。因此,根据实际情况在炉头、炉尾及各段之间增加隔墙,对炉子节能降耗有明显的效果。 减少炉膛热损失
轧钢加热炉过程控制系统与节能降耗 摘要:加热炉过程控制系统(计算机二级系统,简称二级)是轧钢生产过程脱 离“粗放型”管理模式,实现“精细化”管理的必备手段,只有依靠科学有效的过程 控制技术,才能从根本上解决操作人员“凭经验烧钢”所带来的各种质量和成本问题。深圳市库马克新技术股份有限公司研发了“库马克轧钢加热炉过程优化控制系统”,应用到钢铁企业对轧钢加热炉进行有效的过程控制,解决了这个问题,并应用到某中板厂和厚板厂,对于该厂的精细化管理及节能降耗做出了贡献,取得了 良好的效果。 关键词:轧钢;加热炉;过程控制系统;节能降耗 钢铁需求和产量的快速增长使得钢铁工业的能源消耗越来越大。近年来,钢 铁工业的能源消费总量已超过能源消费总量的15%以上。钢铁产品的升级换代和 质量的提高并没有带来节能,反而增加了轧钢过程的能耗。加热炉一直是轧钢厂 最重要的耗能设备,其能耗约占钢厂总能耗的70%左右。高耗能国家轧钢加热炉 不仅浪费能源,污染了环境,而且还增加了企业的生产成本,不利于企业的长期 可持续发展,是否这样的改进,降低加热炉的能耗轧钢厂加热炉势在必行。 1加热炉过程控制系统的主要作用 1.1在实现工艺目标中的作用 该炉过程控制系统的主要任务是保证加热炉钢坯能满足工艺要求。钢坯温度 满足工艺指标要求。主要分为两种:一是坯料的温度和均匀性;另一种是钢坯表 面的脱碳强度。对于第一类技术可以监测目标,“钢坯温度,钢坯温度的核心和表面之间的差异”和“钢坯温度时间”来实现。第二类的过程目标,因为网上的难度 (直接或间接)检测,从控制的角度出发,仅是为了尽可能的减少,减少钢坯脱碳,高温度和加热时间,特别是在氧化气氛中高温钢坯炉气的“持续时间”。毕竟,实现过程目标都离不开计算机二级加热炉过程控制系统,利用加热炉过程控制系统,可以有效地提高钢坯加热过程的命中率,从而间接影响产品”目标的命中率,其经济效益在行业内已取得的共识。具体数量取决于目前的生产管理水平。 1.2在降低加热生产消耗中的作用 加热炉过程控制系统的另一个重要作用是降低钢坯加热的加热消耗。降低生 产成本的前提是保证钢坯温度达到工艺目标。在加热炉的生产能力不能完全满足 轧钢系统的要求,利用加热炉过程控制系统的首要任务是确保生产需求,天然气 消费量并不一定比没有加热炉控制系统减少工艺优化。但是,如果炉子的容量满 足轧机的最大容量要求,钢坯加热的加热时间将减少,钢坯加热的气体将大大减 少间接。至于“烧钱时间”的减少,取决于现有的管理水平。在没有加热炉过程控 制系统的情况下,操作人员不能准确掌握钢坯的温度状态,因此不能真正了解实 际钢坯过烧时间。通过工艺优化控制系统,操作员可以至少直接监测钢坯的温度 变化过程,这是可能的,以减少不必要的加热时间的钢坯。 2加热炉节能降耗技术在加热炉上的具体应用 2.1将节能降耗技术应用在生产工艺上 坯料的热送热装工艺具有非常大的潜在经济效益,这一点在加热炉的实际生 产以及应用中得到充分的证明。针对不同热装温度的钢坯,需要采用与这些不同 的钢坯相适应的加热工艺,这项措施能够充分体现坯料热装所带来的效能,即节 约能源、增加产量以及降低能耗。因为连铸坯的热装温度一般较高,那么在对其 进行加热时,可以忽略由于加热速度而引起的热应力对铸坯的作用。在对热装连