换热网络与热集成
4.1概述
本章进行了甲苯甲醇烷基化的冷热流股之间的能量匹配设计病构建换热网络。热集成旨在最大程度的利用流程内部的能量,减少公用工程的消耗,从而减
少操作费用,降低生产成本。通过对流程流股的深入分析,利用Aspen Energy Analyzer 设计换热网络,其主要步骤如下:
1)确定流程中需要换热的冷流股和热流股;
2)利用物流数据做出冷热流股的温焓图和总组合曲线图(GCC);
3)确定最小传热温差;
4)找出夹点及最小冷、热公用工程用量;
5)构建优化换热网络。
4.2冷热流股确定
表4-1 换热冷热流股一览表
流股名称T in/℃T out/℃热负荷/KW 流股说明
6-to-7 25 480.3 8.06×105反应器R0101进料
4-to-5 25 485 9.85×108 反应器R0101进料Reboiler@T0101 124.7 127.63 3.2×105T0101再沸器Reboiler@T0102 142.5 143.7 8.4×104T0102再沸器Reboiler@T0201 163.9 167.6 2×104T0201再沸器15-to-16 460 25 7.15×108反应器R0103出料Condenser@T0101 115 113 3.8×106T0101冷凝器Condenser@T0102 119.3 118.3 7.2×106T0102冷凝器Condenser@T0201 144.2 143.4 1.07×105T0201冷凝器
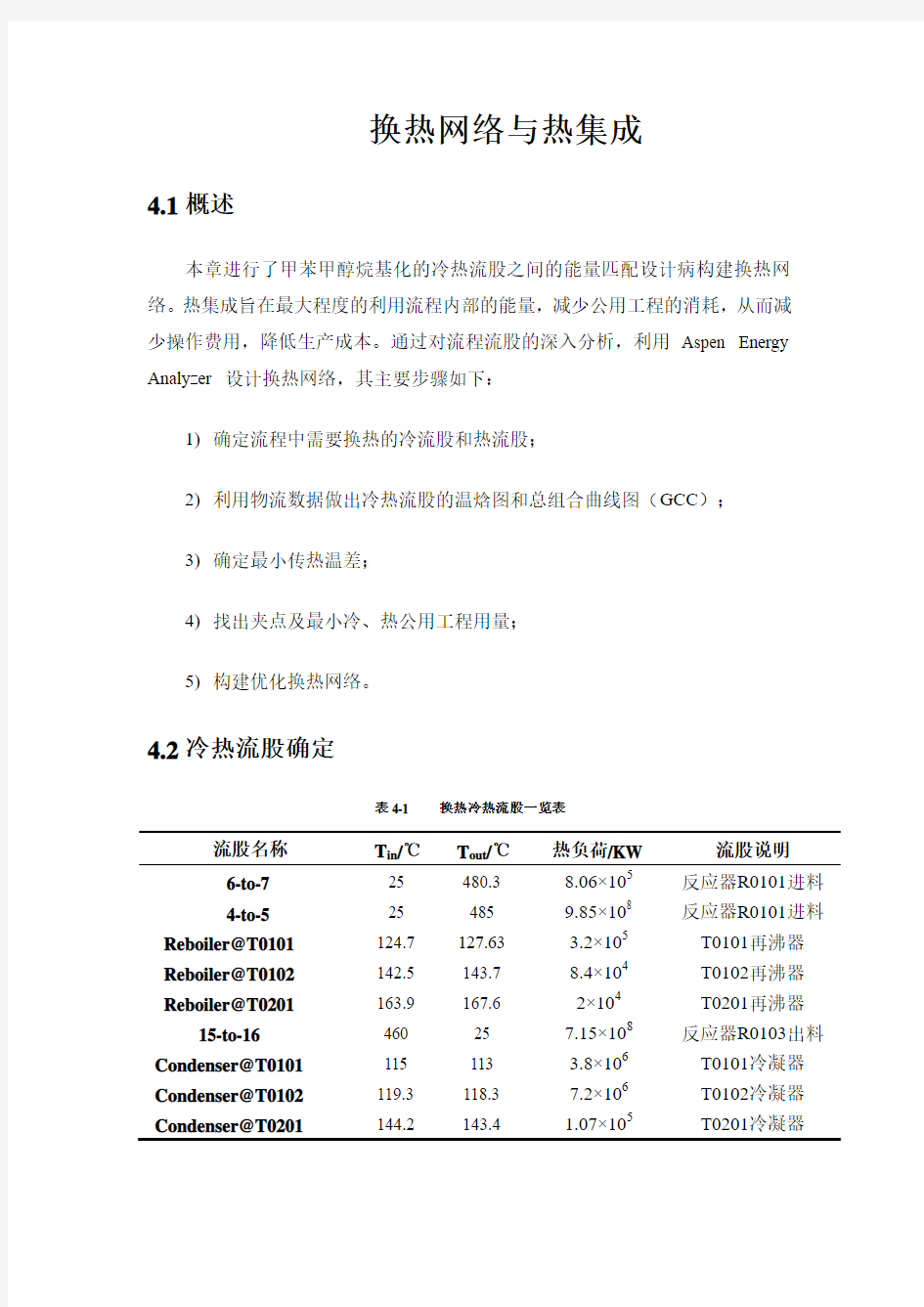
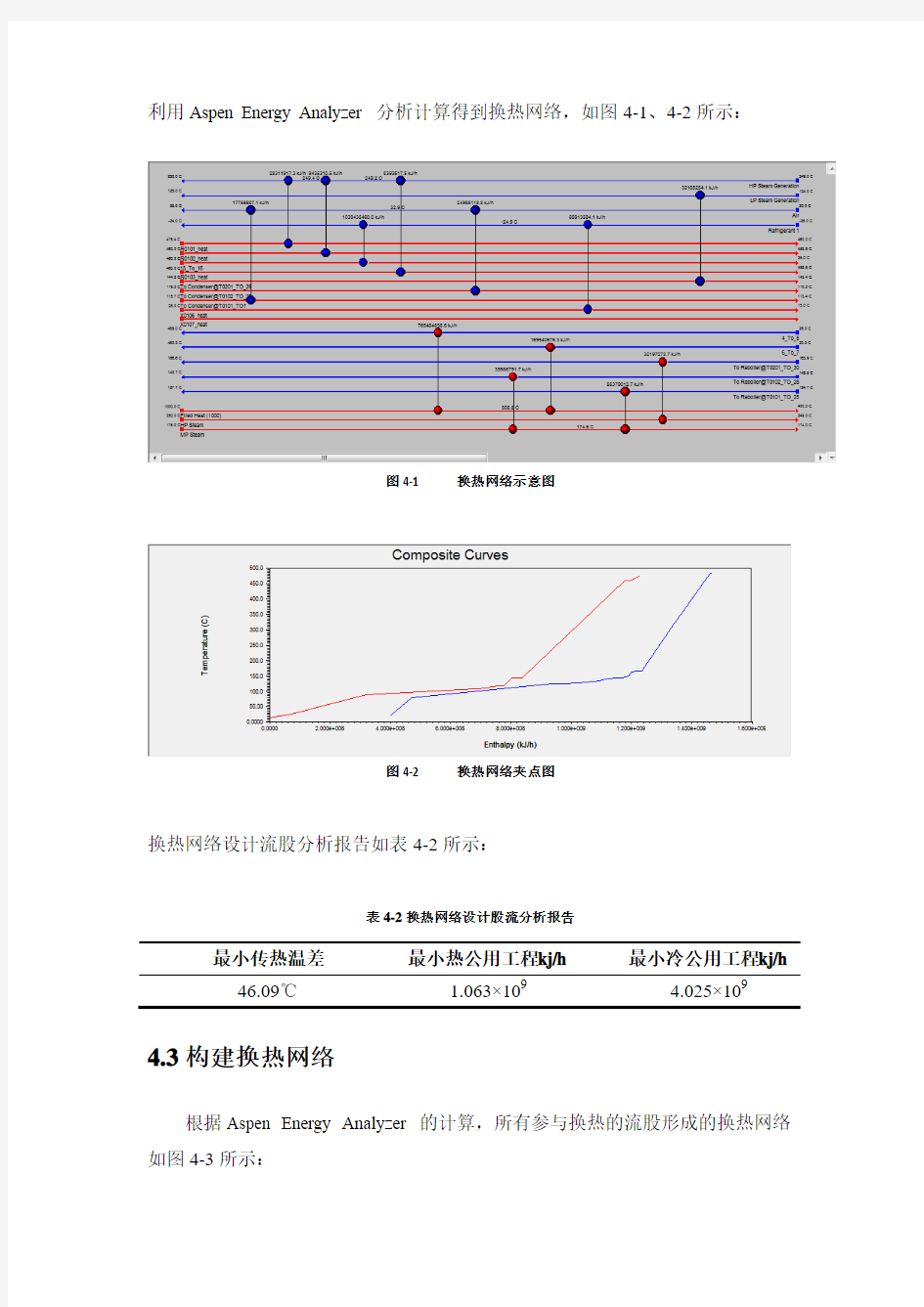
利用Aspen Energy Analyzer 分析计算得到换热网络,如图4-1、4-2所示:
图4-1 换热网络示意图
图4-2 换热网络夹点图
换热网络设计流股分析报告如表4-2所示:
表4-2换热网络设计股流分析报告
最小传热温差最小热公用工程kj/h 最小冷公用工程kj/h
46.09℃ 1.063×109 4.025×109
4.3构建换热网络
根据Aspen Energy Analyzer 的计算,所有参与换热的流股形成的换热网络如图4-3所示:
图4-3 参与换热的流股形成的换热网络
4.4优化换热网络
利用Aspen Energy Analyzer进行优化得到优化后的换热网络(图4-4)和换热网络夹点(图4-5):
图4-4 优化后换热网络
图4-5 优化后换热网络夹点图
优化后换热网络设计流股分析报告如表4-3所示:
表4-3优化后换热网络设计股流分析报告
最小传热温差最小热公用工程kj/h 最小冷公用工程kj/h 16℃ 2.387×108 4.025×108
4.5换热网络总结报告
换热网络总结报告详见表4-4。
表4-4 换热网络总结
结果说明:
上述热交换网络中有9对冷热物流(包括公用工程)进行匹配换热,并以此设计了19个换热器进行实现。具体换热器信息选型信息参见附录部分。通过换热网络的构建,节省了18.27%的公用工程能量。
4.6公用工程
该工艺运行过程中使用的公用工程如表4-5所示:
表4-5 换热网络所需公用工程一览表
当前换热网络的匹配能够使冷热公用工程的符合达到最小,低压蒸汽用量为9.74t/h,中压蒸汽用量为490.45t/h,高压蒸汽用量22.94 t/h,冷却水用量为19855.422t/h,低冷水用量9883.52 t/h。按照每年330天生产计算,所用公用工程如表4-6所示:
表4-6公用工程用量一览表
换热网络设计 以下以例题形式给出解题步骤: 下表给出四股工艺物流的工况,最小允许传热温差 .汀mi x为20C。请用夹点设计法设计一具有最大能量回收的换热网络。 解题步骤: ①将热流端点温度减去?汀mix与冷流端点温度,去掉没有潜热存在的重复温度 点(热流 加.订mix),按从大到小顺序排序划分温度区间; 340,280,260,80,80,40 热流端点温度需+DTmX 具体温区: 温区:S x 1 SX2 Sx 3 Sx 4 Sx 5 热流:360 300 280 100 100 60 冷流:340 280 260 80 80 40 ②计算每个温度区间的净需热量; D1=-120; D2=-80; D3=-360; D4=600; D5=-80; ③从第一温区开始计算热量平衡; 01=120; 02=200; 03=560; O4=-40; 05=40; ④找到逆向传热最多的温度点; ⑤由外界向第一补充扭转逆向传热所需的热负荷,计算热量平衡; ⑥向下一个温区传热为零的温度点即为夹点,第一温区获得的热量即为最小加 热负荷,最末温区传出热量即为最小冷却负荷;
⑦ 跨过夹点进行传热的所有换热匹配均不合理 结果: QHmX =40kW, QCmX =80 kW; 夹点位置:SX 4与SX 5的界面;夹点温度:热换热到 100C ;冷换热 潜热位置夹点之上子系统 ⑧ 设计换热网络方法: {这只是其中的一种方案,只要设计合理均可} 〖设计夹点匹配时必须要注意温差的要求,遵循夹点匹配的两种可行性原则〗 a )分别匹配,优先考虑热负荷,然后考虑热容流率相近,一次用尽 夹点之上要优先 考虑热流,必须完全通过换热降温到夹点温度 夹点之下要优先考虑冷流,必须完全通过换热升温到夹点温度 80C ; i) 分夹点画冷热流热负荷分配 ii) 分别匹配,优先考虑热负荷,然后考虑热容流率相近,一次用尽 夹点之上要优先考虑热流,必须完全通过换热降温到夹点温度 CP 夹点之下要优先考虑冷流,必须完全通过换热升温到夹点温度 热负荷 kW CP 热负荷 kW 80 120 80 40 360 C 60 C 520 2 600 3 360 2 200 1 600 0 80 C 夹点 匹配 夹点 100C
)(s t p T T W c Q H -==?利用夹点温度合成换热网络 摘要:化工生产中存在着大量的需要换热的工段,有些需要加热,有些需要冷却或冷凝。如果能够合理地设计好换热网络系统,就可以最大限度地减少公共供热或供冷,而且还可能减少设备投资,达到节能的目的。夹点技术(Pinch Technology )是合成换热网络常用的综合设计技术。利用该技术设计合成公共供热或供冷最小的换热网络,在降低能耗,减少投资,保护环境等方面成效显著。 关键词:夹点技术、夹点的确定及意义、换热网络合成 1.夹点技术 夹点技术是以热力学为基础,从宏观的角度分析过程系统中能量流沿温度的分布,从中发现系统的用能“瓶颈”所在,并给以“解瓶颈”的一种方法。夹点限制了换热网络可能达到的最大热回收。用夹点技术设计合成的换热网络,可推广应用于整个过程系统的能量分析与调优。目前,夹点技术在实际中应用广泛,取得较好的成效。我国高校,设计部也已将夹点分析方法用于原油预热系统的节能改造,取得满意效果。 1.1温焓图 用温焓图(T-H 图)能够简单明了地描述过程系统中换热网络中物流的热特性。在温焓图上可以用一段线段或曲线描述物流的换热过程。例如,当某一工艺物流从供应温度Ts 加热或冷却到目标温度Tt,其所需的热量或冷量(该过程的 焓差)为 式中,W 为质量流率kg/h;Cp 为比热容,kJ/kg.K; 由此,就可在温焓图中画出表示物流温度及热量的变化的直线。若Q 为负值,表示物流被冷却,需要冷量,在图中的直线为有一条箭头指向左下方的直线;若Q 为正值,表示物流被加热,需要热量,在图中的直线为有一条箭头指向右上方的直线。若为一水平线,则表示为饱和物质流体的焓变,过程中温度保持不变。若为曲线,则表示为多组分物质流体的热量变化。 1.2组合曲线 在一个过程系统中,会有多股热物流和冷物流,在研究过程中,常常把多股物流在温焓图中有机结合在一起,同时考虑冷热物流的匹配换热问题,这样才更有意义。因此,即需在温焓图中画出组合曲线。 在温焓图中,可做出多股热物流和多股冷物流的热组合曲线和冷组合曲线。即把相同温度间隔内物流的热负荷累加起来,然后在该温度间隔中用一个具有累加热负荷值的虚线物流来代表即可。
浅谈换热器的常见问题及解决方法 【摘要】随着人们物质生活水平的不断提高,工业需求也日益加大,而换热器作为水主要设备在整个加工过程中占有重要地位。本文主要探讨了换热器的常见问题,并深入研究了其解决办法。 【关键词】换热器;常见;问题;解决;方法 换热器是化工,石油,动力,食品及其它许多工业部门的通用设备,在生产中占有重要地位.在化工生产中换热器可作为加热器、冷却器、冷凝器、蒸发器和再沸器等,应用更加广泛。换热器种类很多,但根据冷、热流体热量交换的原理和方式基本上可分三大类即:间壁式、混合式和蓄热式。下面主要讨论一下换热器的常见问题及解决方法。 在管式换热器内进行换热的两种流体,一种在管内流动,其行程称为管程;一种在管外流动,其行程称为壳程。管束的壁面即为传热面。为提高管外流体给热系数,通常在壳体内安装一定数量的横向折流档板。折流档板不仅可防止流体短路,增加流体速度,还迫使流体按规定路径多次错流通过管束,使湍动程度大为增加。常用的档板有圆缺形和圆盘形两种,前者应用更为广泛.。流体在管内每通过管束一次称为一个管程,每通过壳体一次称为一个壳程。为提高管内流体的速度,可在两端封头内设置适当隔板,将全部管子平均分隔成若干组。这样,流体可每次只通过部分管子而往返管束多次,称为多管程。同样,为提高管外流速,可在壳体内安装纵向档板使流体多次通过壳体空间,称多壳程。在管式换热器内,由于管内外流体温度不同,壳体和管束的温度也不同。 1.机械及热应力损伤原因及解决方法 1.1换热设备会在使用中机械损伤类型。 1.1.1管子震动的损害 (1)碰撞损坏 由于发生振动管子的振幅大, 使得管子与管子, 管子与壳体之间的碰撞会导致管壁损坏破裂。 (2)折流板对管子损坏 由于管子振动, 折流板对穿过折流板的管子会有切割磨损, 严重的会使管壁破裂。 (3)影响管板的连接
)(s t p T T Wc Q H -==?利用夹点温度合成换热网络 摘要:化工生产中存在着大量的需要换热的工段,有些需要加热,有些需要冷却或冷凝。如果能够合理地设计好换热网络系统,就可以最大限度地减少公共供热或供冷,而且还可能减少设备投资,达到节能的目的。夹点技术(Pinch Technology )是合成换热网络常用的综合设计技术。利用该技术设计合成公共供热或供冷最小的换热网络,在降低能耗,减少投资,保护环境等方面成效显著。 关键词:夹点技术、夹点的确定及意义、换热网络合成 1.夹点技术 夹点技术是以热力学为基础,从宏观的角度分析过程系统中能量流沿温度的分布,从中发现系统的用能“瓶颈”所在,并给以“解瓶颈”的一种方法。夹点限制了换热网络可能达到的最大热回收。用夹点技术设计合成的换热网络,可推广应用于整个过程系统的能量分析与调优。目前,夹点技术在实际中应用广泛,取得较好的成效。我国高校,设计部也已将夹点分析方法用于原油预热系统的节能改造,取得满意效果。 1.1温焓图 用温焓图(T-H 图)能够简单明了地描述过程系统中换热网络中物流的热特性。在温焓图上可以用一段线段或曲线描述物流的换热过程。例如,当某一工艺物流从供应温度Ts 加热或冷却到目标温度Tt,其所需的热量或冷量(该过程的焓差)为 式中,W 为质量流率kg/h;Cp 为比热容,kJ/kg.K; 由此,就可在温焓图中画出表示物流温度及热量的变化的直线。若Q 为负值,表示物流被冷却,需要冷量,在图中的直线为有一条箭头指向左下方的直线;若Q 为正值,表示物流被加热,需要热量,在图中的直线为有一条箭头指向右上方的直线。若为一水平线,则表示为饱和物质流体的焓变,过程中温度保持不变。若为曲线,则表示为多组分物质流体的热量变化。 1.2组合曲线 在一个过程系统中,会有多股热物流和冷物流,在研究过程中,常常把多股物流在温焓图中有机结合在一起,同时考虑冷热物流的匹配换热问题,这样才更有意义。因此,即需在温焓图中画出组合曲线。 在温焓图中,可做出多股热物流和多股冷物流的热组合曲线和冷组合曲线。即把相同温度间隔内物流的热负荷累加起来,然后在该温度间隔中用一个具有累加热负荷值的虚线物流来代表即可。 2、夹点的确定及意义 2.1夹点的确定 (1)作图法
换热网络与热集成 4.1概述 本章进行了甲苯甲醇烷基化的冷热流股之间的能量匹配设计病构建换热网络。热集成旨在最大程度的利用流程内部的能量,减少公用工程的消耗,从而减 少操作费用,降低生产成本。通过对流程流股的深入分析,利用Aspen Energy Analyzer 设计换热网络,其主要步骤如下: 1)确定流程中需要换热的冷流股和热流股; 2)利用物流数据做出冷热流股的温焓图和总组合曲线图(GCC); 3)确定最小传热温差; 4)找出夹点及最小冷、热公用工程用量; 5)构建优化换热网络。 4.2冷热流股确定 表4-1 换热冷热流股一览表 流股名称T in/℃T out/℃热负荷/KW 流股说明 6-to-7 25 480.3 8.06×105反应器R0101进料 4-to-5 25 485 9.85×108 反应器R0101进料Reboiler@T0101 124.7 127.63 3.2×105T0101再沸器Reboiler@T0102 142.5 143.7 8.4×104T0102再沸器Reboiler@T0201 163.9 167.6 2×104T0201再沸器15-to-16 460 25 7.15×108反应器R0103出料Condenser@T0101 115 113 3.8×106T0101冷凝器Condenser@T0102 119.3 118.3 7.2×106T0102冷凝器Condenser@T0201 144.2 143.4 1.07×105T0201冷凝器
利用Aspen Energy Analyzer 分析计算得到换热网络,如图4-1、4-2所示: 图4-1 换热网络示意图 图4-2 换热网络夹点图 换热网络设计流股分析报告如表4-2所示: 表4-2换热网络设计股流分析报告 最小传热温差最小热公用工程kj/h 最小冷公用工程kj/h 46.09℃ 1.063×109 4.025×109 4.3构建换热网络 根据Aspen Energy Analyzer 的计算,所有参与换热的流股形成的换热网络如图4-3所示:
一.简介: 化学工业是耗能大户,在现代化学工业生产过程中,能量的回收及再利用有着极其重要的作用。换热的目的不仅是为了改变物流温度使其满足工艺要求,而且也是为了回收过程余热,减少公用工程消耗。在许多生产装置中,常常是一些物流需要加热,而另一些物流则需要冷却。将这些物流合理的匹配在一起,充分利用热物流去加热冷物流,提高系统的热回收能力,尽可能减少蒸汽和冷却水等辅助加热和冷却用的公用工程(即能量)耗量,可以提高系统的能量利用率和经济性。换热网络系统综合就是在满足把每个物流由初始温度达到制定的目 标温度的前提下,设计具有最加热回收效果和设备投资费用的换热器网络。 我们主要介绍利用夹点技术对换热网络进行优化。通过温度分区及问题表求出夹点及最小公用工程消耗,找出换热网络的薄弱环节提出优化建议,寻求最优的匹配方法。再从经济利益上进行权衡提出最佳的换热网络方案。提高能量的利用效率。 二.换热网络的合成——夹点技术 1、温度区间的划分 工程设计计算中,为了保证传热速率,通常要求冷、热物流之间的温差必须大于一定的数值,这个温差称作最小允许温差△Tmin。热物流的起始温度与目标温度减去最小允许温差△Tmin,然后与冷物流的起始、目标温度一起按从大到小顺序排列,生称n个温度区间,热
物流按各自冷、个温区,n从而生成表示,Tn+1……T1,T2分别用.的始温、终温落入相应的温度区间。 温度区间具有以下特性: (1).可以把热量从高温区间内的任何一股热物流,传给低温区间内的任何一股冷物流。 (2).热量不能从低温区间的热物流向高温区间的冷物流传递。 2、最小公用工程消耗 (1).问题表的计算步骤如下: A:确定温区端点温度T1,T2,………Tn+1,将原问题划分为n个温度区间。 B:对每个温区进行流股焓平衡,以确定热量净需求量: Di=Ii-Qi=(Ti-Ti+1)(∑FCPC-∑FCPH) C:设第一个温区从外界输入热量I1为零,则该温区的热量输出Q1为:Q1=I1-D1=-D1根据温区之间热量传递特性,并假定各温区间与外界不发生热交换,则有:Ii+1=Qi Qi+1=Ii+1-Di+1=Qi-Di+1 利用上述关系计算得到的结果列入问题表 (2).夹点的概念(自己画图7-3) 从图中可以直观的看到温区之间的热量流动关系和所需最小公用工程用量,其中SN2和SN3间的热量流动为0,表示无热量从SN2流向SN3。这个流量为零的点就称为夹点。 3、温焓图与组合曲线
《工业控制组网与组态技术》教学大纲 课程代码:01ANN803 适用专业:自动化专业 教学时数:56 学时其中实践56 学时 一、课程简介及基本要求 本课程主要是现场总线/工业以太网的网络通讯基本原理,面向底层PLC控制,构建控制网络,人机交互界面HMI(Human Machine Interface)实现远程监视及优化控制,并以工程实践为例,从整体上掌握现代大中型自动化系统的实施过程。 二、课程实验目的要求 通过课程的教学与实践使学生掌握大中型自动化系统的控制网络基本原理、设计方法、实施方法;掌握HMI的设计方法;结合S7-300 PLC工程实例,达到一定运用能力。 三、主要仪器设备 I/A S小型集散控制系统、过程控制实验装置 四、实验方式与基本要求 1、试验方式:综合设计 2、基本要求:掌握大中型自动化系统的控制网络基本原理、设计方法、实施方法 五、考核与报告(小四号黑体字) 1、考核方式:以平时考核(考勤、课堂组织纪律、课堂讨论发言)、平时实训完成度和期末考试(大作业)相结合的方式进行,综合评价学生的学习成绩 2、成绩评定:平时成绩(20%)+实训操作成绩(30%)+期末成绩(50%) 3、报告填写要求:不少于6次 六、实验项目设置与内容(小四号黑体字) 序号实验名称内容提要 实验 学时 每组 人数 实验 属性 开出 要求 备注 1 集散控制系统的组 态 1、掌握软件组态 2、学习集散控制方法 8 6 验证必做 2 基于DCS的温度控制 系统的设计与实施 1、系统设计、硬件连接 2、组态和实现控制 8 6 综合必做 3 基于DCS的液位控制 系统的设计与实施 1、掌握系统设计、硬件连接 2、验证组态和实现控制 8 6 综合选做 4 基于FCS的温度控制 系统的设计与实施 1、掌握系统设计、硬件连接 2、验证组态和实现控制 8 6 综合必做 5 基于FCS的液位控制 系统的设计与实施 1、掌握系统设计、硬件连接 2、验证组态和实现控制 8 6 综合必做 6 PROFIBUS-DP应用1、掌握网络系统故障及诊断 2、掌握STEP7使用方法 8 6 综合选做 7 HMI组态软件 1、掌握HMI的使用 2、完成基本PLC功能 8 6 综合选做 七、教材及实践指导书 1、使用教材:陈在平.《工业控制网络与现场总线技术》第三版.机械工业出版社.2006年. 2、参考教材: 杨卫华.《工业控制网络与现场总线技术》.机械工业出版社,2008. 何衍庆,俞金寿.《工业数据通信与控制网络》.化学工业出版社.2002年.
第21卷第4期石油化工高等学校学报 Vol.21No.4 2008年12月J OU RNAL OF PETROCH EMICAL UNIV ERSITIES Dec.2008 文章编号:1006-396X(200804-0078-06 大型化工换热网络优化分析 葛玉林1,2,沈胜强1,冀新生1,刘晓华1 (1.大连理工大学能源与动力学院,辽宁大连116024; 2.锦州石油化工公司设计院,辽宁锦州121001 摘要:利用夹点技术对一个复杂化工换热网络进行了用能诊断,并结合流程模拟技术新设计出一个能量回收量最大的换热网络。在用断开热负荷回路的方法对所得到的新换热网络进行调优时,发现一些热负荷回路出现了与以往夹点技术论述中所没有提及的新特点。用常规的方法对这些特殊的热负荷回路进行断开已不太适应,对此提出了解决的办法,并借助流程模拟技术对此方法进行检验。结果表明,通过调整有关参数消除了新网络在实际运行中可能出现的问题。因此,采用流程模拟技术,可使夹点技术更好地应用于实际的换热网络设计中。 关键词:夹点技术;流程模拟;热负荷回路;节能 中图分类号:T K219;T K11文献标识码:A Optimizing Design for Co mplicated Heat-Exchange Net works in Chemical Indust ry GE Yu-lin1,2,SH EN Sheng-qiang1,J I Xin-sheng1,L IU Xiao-hua1 (1.S chool of Energy and Power Engineering,Dalian Universit y of Technology,Dalian L iaoning116024,P.R.China;
工业控制系统的网络化发展及现状研究 发布: 2009-10-26 | 作者: | 来源: 0引言 随着计算机技术、通信技术和控制技术的发展,传统的控制领域正经历着一场前所未有的变革,开始向网络化方向发展。控制系统的结构从最初的CCS(计算机集中控制系统),到第二代的DCS(分散控制系统),发展到现在流行的FCS(现场总线控制系统)[1]。对诸如图像、语音信号等大数据量、高速率传输的要求,又催生了当前在商业领域风靡的以太网与控制网络的结合。这股工业控制系统网络化浪潮又将诸如嵌入式技术、多标准工业控制网络互联、无线技术等多种当今流行技术融合进来,从而拓展了工业控制领域的发展空间,带来新的发展机遇。 1计算机控制系统的发展 计算机及网络技术与控制系统的发展有着紧密的联系。最早在50年代中后期,计算机就已经被应用到控制系统中。60年代初,出现了由计算机完全替代模拟控制的控制系统,被称为直接数字控制(DirectDigitalControl,DDC)。70年代中期,随着微处理器的出现,计算机控制系统进入一个新的快速发展的时期,1975年世界上第一套以微处理为基础的分散式计算机控制系统问世,它以多台微处理器共同分散控制,并通过数据通信网络实现集中管理,被称为集散控制系统(DistributedControlSystem,DCS)。 进入80年代以后,人们利用微处理器和一些外围电路构成了数字式仪表以取代模拟仪表,这种DDC的控制方式提高了系统的控制精度和控制的灵活性,而且在多回路的巡回采样及控制中具有传统模拟仪表无法比拟的性能价格比。 80年代中后期,随着工业系统的日益复杂,控制回路的进一步增多,单一的DDC 控制系统已经不能满足现场的生产控制要求和生产工作的管理要求,同时中小型计算机和微机的性能价格比有了很大提高。于是,由中小型计算机和微机共同作用的分层控制系统得到大量应用。 进入90年代以后,由于计算机网络技术的迅猛发展,使得DCS系统得到进一步发展,提高了系统的可靠性和可维护性,在今天的工业控制领域DCS仍然占据着主导地位,但是DCS不具备开放性,布线复杂,费用较高,不同厂家产品的集成存在很大困难。
级工业控制组网与组态技 术 The latest revision on November 22, 2020
《工业控制组网与组态技术》教学大纲 课程代码:01ANN803适用专业:自动化专业 56学时其中实践56学时 教学时 数: 一、课程简介及基本要求 本课程主要是现场总线/工业以太网的网络通讯基本原理,面向底层PLC控制,构建控制网络,人机交互界面HMI(HumanMachineInterface)实现远程监视及优化控制,并以工程实践为例,从整体上掌握现代大中型自动化系统的实施过程。 二、课程实验目的要求 通过课程的教学与实践使学生掌握大中型自动化系统的控制网络基本原理、设计方法、实施方法;掌握HMI的设计方法;结合S7-300PLC工程实例,达到一定运用能力。 三、主要仪器设备 I/AS小型集散控制系统、过程控制实验装置 四、实验方式与基本要求 1、试验方式:综合设计 2、基本要求:掌握大中型自动化系统的控制网络基本原理、设计方法、实施方法 五、考核与报告(小四号黑体字) 1、考核方式:以平时考核(考勤、课堂组织纪律、课堂讨论发言)、平时实训完成度和期末考试(大作业)相结合的方式进行,综合评价学生的学习成绩 2、成绩评定:平时成绩(20%)+实训操作成绩(30%)+期末成绩(50%) 3、报告填写要求:不少于6次 七、教材及实践指导书
1、使用教材:陈在平.《工业控制网络与现场总线技术》第三版.机械工业出版社.2006年. 2、参考教材: 杨卫华.《工业控制网络与现场总线技术》.机械工业出版社,2008. 何衍庆,俞金寿.《工业数据通信与控制网络》.化学工业出版社.2002年.
热交换器 戴季煌
热交换器2015.01 第一部分GB151-2014 1. 修改了标准名称,扩大了标准适用范围: 1.1提出了热交换器的通用要求,也就是适用于其他结构型式热交换器。并对安装、使用等提出要求。 1.2规定了其他结构型式的热交换器所依据的标准。 2. 范围: GB151-201X《热交换器》规定公称直径范围(DN≤4000mm,原为2600mm)、公称压力(PN≤35MPa)及压力和直径乘积范围(PN×DN≤2.7×104,原为1.75×104)。并且管板计算公式推导过程的许多简化假定不符合。也给制造带来困难。TEMA控制壳体壁厚3〞(76mm)、双头螺柱最大直径为4〞(102mm)。 3.术语和定义 3.1公称直径DN 3.1.1卷制、锻制、圆筒 以圆筒内直径(mm)作为换热器的公称直径。 3.1.2钢管制圆筒 以钢管外径(mm)作为换热器的公称直径。 3.2公称长度LN 以换热管的长度(m)作为换热器的公称长度,换热管为直管时,取直管长度;换热管为U形管时,取U 形管的直管段长度。 3.3换热面积A 3.3.1计算换热面积 换热面积是以换热管外径为基准,以二管板内侧的换热管长度来计算换热面积,计算得到的管束外表面积(m2);对于U形管换热器,一般不包括U形管弯管段的面积。当需要把U形弯管部分计入换热面积时,则应使U形端的壳体进(出)口安装在U形管末端以外,以消除U形管末端流体停滞的换热损失。 3.3.2公称换热面积 公称换热面积是将计算面积经圆整后的换热面积(m2),一般取整数。 4.工艺计算(新增加) 4.1设计条件(用户或设计委托方应以正式书面形式向设计单位提出工艺设计条件),内容包含 4.1.1操作数据:包括流量、气相分率、温度、压力、热负荷等; 4.1.2物性数据:包括介质密度、比热、粘度、导热系数或介质组成等; 4.1.3允许阻力降; 4.1.4其他:包括操作弹性、工况、安装要求(几何参数、管口方位)等。 4.2选型应考虑的因素 4.2.1合理选择热交换器型式及基本参数,满足传热、安全可靠性及能效要求; 4.2.2考虑经济性,合理选材; 4.2.3满足热交换器安装、操作、维修等要求。 4.3计算 热交换器工艺计算时应进行优化,提高换热效率,满足工艺设计条件要求。需要时管壳式热交换器还应考虑流体诱发振动。 5.设计参数 5.1压力 5.1.1压差设计 同时受管、壳程压力作用的元件,当能保证制造、开停工、及维修时都能达到按规定压差进行管、壳程同时升、降压和装有安全装置时,方可按元件承受的压差设计。 5.1.2真空设计 真空侧的设计压力,应按GB150的规定,当元件一侧受真空作用,另一侧受非真空作用时,其设计压力应为两侧设计压力之和,即为最苛刻的压力组合。
中海沥青(四川)有限公司2013年大修 编号:P 大修项目实施方案 项目名称:换热网络优化 申报单位:中海沥青(四川)有限公司 项目经理:邱震宇 主管领导(签字): 日期:2013年12月4日 中海油气开发利用公司制 一、大修实施方案 1.项目的主要内容 1.1中段取热温差大,改变中段取热控制方式。目前中段取热控制方式为通过流量调节阀控制中段循环抽出量,由于在换热器面积一定的情况下,中段循环抽出量越小,换热温差越大。将目前的控制方式更换为三通调节阀控制抽出和返塔温差,增加中段循环量,减少换热温差,增大高温位部分的热量利用。将常二中和减二中调节阀更换为三通调节阀,原流量计移至三通调节阀后,流量仍通过中段循环泵变频控制。 1.2针对换热网络中存在跨夹点传热的现象,调整目前的换热网络,主要有以下几个方面: a调换6组换热器换热顺序。主要为原油-常二中(II)换热器E113调整至原油-减二中(II)换热器E114A/B后换热;闪底油-减二中(I)换热器E120调整至闪底油-减四线换热器E117后换热。将闪底油-减渣(II)换热器E118A~D拆分成两 组,即闪底油-减渣(II)换热器E118C/D和闪底油-减渣(III)换热器E118A/B, 1
其中闪底油-减渣(II)换热器E118C/D调整至闪底油-减三线(I)E119后换热; b将换热器E108A/B和E110A/B沥青由走管程改为走壳程,原油由走壳程改为走管程。 c新增3台换热器,分别为原油-减三线(II)换热器E107B、原油-减二线换热器E106B和原油-常三线(II)换热器E105B。 改造后换热网络换热流程详见改造后的PFD图。 1.3增加相应的管道和阀门 新增3台换热器,新增换热器原油侧压降为80kPa,工艺侧增加压降均在5kPa 左右,可忽略不计;换热器E113和E114A/B调整换热顺序,原油管道系统增加9kPa 压降;换热器E108A/B原油由走壳程改为走管程,原油管道系统增加16kPa压降,减渣管道系统减少144kPa压降;换热器E110A/B原油由走壳程改为走管程,原油管道系统减少20kPa压降,减渣管道系统减少6kPa压降;闪底油换热顺序调整,闪底油管道系统合计增加25kPa的压降。 2、主要工程量
工业控制网络作业题
————————————————————————————————作者: ————————————————————————————————日期:
工业控制网络作业题 一、现场总线技术 1.现场总线的定义。 安装在制造或过程区域的现场装置与控制室内的自动控制装置之间的数字式、串行、多点通信的数据总线称为现场总线。 2.现场总线网络的特点。 1)适应工业应用环境。 2)要求实时性强,可靠性高,安全性好。 3)多为短帧传送。 4)通信的传输速率相对较低。 3.现场总线系统的组成。 4.在现场总线控制系统中,总线设备主要分为6类。 1)输入设备(变送器/传感器); 2)输出设备(执行器等); 3)控制器; 4)监控/监视计算机; 5)网络互联设备(网桥/网关/中继器/集线器/交换机/路由器); 6)其他现场总线设备(HMI)。 5.现场总线上的数据输入设备有哪些?输出数据用于什么? ●总线上的数据输入设备:包括按钮、传感器、接触器、变送器、阀门等,传 输其位置状态、参数值等数据; ●总线上的输出数据用于:驱动信号灯、接触器、开关、阀门等。
6.几种有影响的现场总线 基金会现场总线(FF总线)、CAN、PROFIBUS、LonWorks、 ControlNet、DeviceNet、Hart 7.请给出现场总线的技术特点。 1)现场通信网络 2)数字通信网络 3)系统的开放性 4)现场设备互连网络 5)系统结构和功能的高度分散性 6)互操作性与互换性网络 8.请给出5个现场总线的优点。 1)导线和连接附件大量减少 2)仪表和输入/输出转换器(卡件)大量减少 3)设计、安装和调试费用大大降低 4)维护开销大幅度下降 5)提高了系统的可靠性 6)提高了系统的测量与控制精度 7)系统具有优异的远程监控功能 8)系统具有强大的(远程)故障诊断功能 9)用户具有高度的系统集成主动权 10)现场设备更换和系统扩展更为方便 11)为企业信息系统的构建创造了重要条件 9.请列举现场总线的一些应用领域。 ●连续、离散制造业,如电力、石化、冶金、纺织、造纸,过程自动化仪表;火 车、汽车、轮船、机器人、数控机床;智能传感器 ●楼宇自控、仓储; ●智能交通、环境监测(大气、水污染监测网络) ●农、林、水利、养殖等 二、数据通信基础 10.工业数据通信系统的基本组成:发送设备、接收设备、传输介质、传输报文、 通信协议 有效性指标:数据传输速率;比特率;波特率;频带利用率;协议效率;通信效率 可靠性指标: 误码率 11.数据传输方式: 根据代码的传输顺序可分为串行传输、并行传输 根据数据信号传输时的同步方式可分为同步传输、异步传输 12.请说明数据通信方式(通信线路的工作方式)都有哪几种,并简单说明其不 同之处。 数据通信方式有单工、半双工、全双工3种。 1)单工通信:指所传送的信息始终朝着一个方向,而不进行与此相反方向的传 送
换热网络设计 学院: 班级: 组员: 指导老师:
目录 1. 前言 (2) 2. 换热网络合成----夹点技术 (4) 2.1 夹点特性 (4) 2.1.1 温度区间的划分 (6) 2.1.2 最小公用工程消耗 (7) 2.1.3 温焓图与组合曲线 (8) 3. 夹点法设计能量最优的换热网络 (10) 3.1 匹配的可行性原则 (10) 3.2 流股的分割---FCP表 (11) 3.3 流股的匹配----勾销推断法 (13) 4.换热网络的调优 (15) 4.1 最小换热单元数 (15) 4.2 能量与设备数的权衡 (16) 4.3 △T min的选择 (17) 5. 实例演算 (19) 6. 心得体会 (40)
1 前言 化学工业是耗能大户,所以说在现代化学工业生产过程中,能量的回收及再利用有着极其重要的作用。换热的目的不仅是为了改变物流温度使其满足工艺要求,而且也是为了回收过程余热,减少公用工程消耗。在许多生产装置中,常常是一些物流需要加热,而另一些物流则需要冷却。将这些物流合理的匹配在一起,充分利用热物流去加热冷物流,提高系统的热回收能力,尽可能减少蒸汽和冷却水等辅助加热和冷却用的公用工程(即能量)耗量,可以提高系统的能量利用率和经济性。合理有效的解决物流间的换热问题,涉及如何确定物流间匹配换热的网络结构及相应的换热负荷分配。换热网络系统综合就是在满足把每个物流由初始温度达到制定的目标温度的前提下,设计具有最大热回收效果和最小设备投资费用的换热器网络。 在七十年代能源危机刺激了过程集成技术的发展。过程设计从对单元操作的优化逐渐发展到对全系统的优化集成。从70年代末发展起来的夹点技术是一项最成功的过程集成技术。英国学者Linnhoff 博士领导的英国帝国化学公司(ICI)的过程综合小组率先在工程设计中采用了这种全新的设计方法,取得了令人瞩目的节能效果。在新建工厂的设计中,每个工程项目比常规设计平均节能30%,并且还同时节省了设备投资,在现场装置技术改造的应用中,投资回收期一般为12个月左右。 80年代,夹点技术在欧美等工业国家迅速得到推广应用,并取得了显著的经济效益和社会效益。目前国际上许多著名的大型化工公
第六章换热器网络的综合 换热器网络的综合的目标是,在公用工程用量最少的前提下,寻找设备投资最少(即换热单元数最少)。实际上,这个目标很难同时满足,在实际进行网络设计时,一般是先找出最小公用工程消耗,然后再采取一定方法,减少换热单元数。 6.1 热力学最小传热面积网络的综合 根据有效能分析,在T-H图上合理分配传热温差及热负荷,实现冷热流体的逆流分配,得到满足要求的热力学最小面积网络。 具体步骤: ①搜集物流数据:流量、温度、比热容、汽化热等; ②构造冷、热物流的组合曲线; ③调整冷热物流的组合曲线,使得最小传热温差不小于指定值; ④划分温度间隔区间,进行物流匹配。 具体作法说明: 例如,一换热器系统,包含两个热物流H1、H2和一个冷物流C1,经上述步骤一、二、三后,在T-H图上得到的结果如图6-1所示。线段AE、FD、GH分别表示物流H2、H1、C1,热物流的组合曲线为ABCD,物流间的最大换热量为Q R,所需的最小公用工程冷却负荷为Q C,min,所需的最小公共工程加热负荷为Q H,min。 图6-1 确定物流间的最大换热量 按照第四步,进行组合曲线区间的分割,由热物流组合曲线的折点B和C,分别引垂线交冷物流线段GH于点I和P,则表面冷物流C1的IP段要同热物流H1的CF线段进行匹配热物流H2的BE部分匹配换热,为此,要把冷物流的IP段要分解为两股物流,分割结果见图6-2。
图6-2 分割区间确定匹配关系 图6-3 对应图6-2的换热网络 换热网络合成的研究 (1)Hohmann的开创性工作。 提出了换热网络最少换热单元数的计算公式,在温焓图上进行过程物流的热复合,找到了换热网络的能量最优解,即最小公用消耗,从理论上导出了换热网络的两个理想状态,从而为换热网络设计指明了方向。 (2)Linnhoff和Flower的工作 从热力学的角度出发,划分温度区间和进行热平衡计算,这样可通过简单的代数运算就能找到能量最优解(即最小公用工程消耗),这就是著名的温度区间法(简称TI法)。
2018年“东华科技-陕鼓杯” 第十二届全国大学生化工设计竞赛 中石化镇海炼化分公司 年产1.2万吨叔丁胺和1.8万吨聚异丁烯项目能量集成及换热网络设计 ZJU C.E.O团队 叶骐瑜陈宁洁方譽錡俞彬彬李锦秀 指导老师:胡晓萍
目录 1概述 (3) 2原始工艺流股提取 (4) 3原始工艺流股的能耗分析 (5) 4工艺流程的改进 (6) 5改进工艺流股的提取及分析 (7) 6换热网络设计 (10) 7热泵技术分析 (13) 8相变潜热利用分析 (14) 9节能技术利用总结 (15) 10总结 (16)
1概述 本项目是中石化镇海炼化分公司MTBE来源粗异丁烯利用子项目。该项目采用传统的MTBE精制路线,直接以镇海炼化MTBE生产装置裂解提纯得到高纯异丁烯,利用部分高纯异丁烯来生产1.8万吨/年的纯度为99.7%的中分子量聚异丁烯,另一部分高纯异丁烯进一步催化胺化生产 1.2万吨/年附加值更高的叔丁胺。运行操作成本是一个重要评价参数。原料的预热、精馏等都是非常耗能的过程,会消耗大量的公用工程。 本项目工艺由异丁烯提纯、叔丁胺合成、叔丁胺提纯、异丁烯聚合和聚异丁烯后处理五个工段组成。流程中冷热物流均比较多,潜在的热量可供回收,通过对换热网络的设计和优化,可以尽可能地实现流程内部热量的集成和最大化利用,以减少公用工程的消耗,降低能耗。为此,我们运用Aspen Energy Analyzer V10软件来进行换热网络的设计,并且寻找可能节能的措施,以最大限度的降低成本。 通过对本项目工艺流股温位和换热要求的分析,为了尽可能降低系统能耗费用以及母厂可供公用工程的来源,本换热网络需要的冷公用工程包括循环冷却水、空气和冷冻剂,热公用工程包括为125℃的低压蒸汽、175℃的中压蒸汽、250℃的高压蒸汽和400℃的热油,均可由厂区公用工程站和冷冻站提供,形成与母厂的公用工程集成。 通过对系统工艺流股的能耗分析,为了尽可能地利用组合曲线平台区潜热,在工艺流程中采用了双效精馏技术和热泵技术,并进一步进行了换热网络的集成和优化,可以回收热量10782.97kW,占比27.21%,效精馏技术和热泵的采用消耗了约31kW,总计节约能量约10751.97Kw。
《工业控制网络及组态技术》课程教学大纲 课程代码:010132053 课程英文名称:Industrial Control Network and HMI Technology 课程总学时:16 讲课:16 实验:0 上机:0 适用专业:机械电子工程 大纲编写(修订)时间:2010.7 一、大纲使用说明 (一)课程的地位及教学目标 1.本课程是机电一体化专业的专业选修课 2.现场总线/工业以太网技术是当今工业控制系统的主流组网技术,是控制向分散化、网络化、智能化方向发展的技术基础。 本课程主要包括:现场总线/工业以太网的网络通讯基本原理,面向底层PLC控制,构建控制网络,人机交互界面HMI(Human Machine Interface)实现远程监视及优化控制,并以工程实践为例,从整体上掌握现代大中型自动化系统的实施过程。 (二)知识、能力及技能方面的基本要求 1.掌握大中型自动化系统的控制网络基本原理、设计方法、实施方法。 2.掌握HMI的设计方法。 3.结合S7-300 PLC工程实例,达到一定运用能力。 (三)实施说明 本课程应重点讲授工业控制网络原理、设计方法、结合PLC系统,以实例为主线,以作业、讲解等互动形式,调动学生的积极性。 (四)对先修课的要求 本课程的先修课有:计算机基础、机电传动控制、电工及电子技术、控制工程基础。 (五)对习题课、实践环节的要求 1.习题要求:习题应促进学生消化、巩固所学内容。习题要密切配合教师的讲授内容,注意要使概念类、分析类和设计类习题并存,培养学生的分析和设计能力。教师通过习题发现问题,改进教学,同时习题也是考核学生的依据之一。 2.实验要求:根据课时较短,同时仿真系统在脱离实验设备亦能进行的实际情况,实验环节以作业形式安排在课后,以实例、作业、互动来完成实践过程,不单独设置实验课。 (六)课程考核方式 1.考核方式:课程大作业。 2.考核目标:在考核学生对控制网络基本知识和方法掌握的基础上,重点考核学生实际运用能力。 3.成绩构成:出勤(约占20%),平时考察(约占30%),课程大作业(占50%) (七)参考书目 《S7-300/400 PLC 应用技术》,廖常初编,机械工业出版社,2008 《工业控制网络与现场总线技术》,陈在平,机械工业出版社,2006 《工业控制网络技术》,杨卫华,机械工业出版社,2008。 二、中文摘要
1、工业控制网络技术的特点:(1)具有实时性和时间确定性(2)、信息多为短帧结构且交换频繁 3可靠性和安全性较高 4网络协议简单实用 5网络结构具有分散性 6易于实现与信息网络的集成 1、工业控制网络技术包括:1.现场总线技术:一种应用于生产现场,在现场设备之间,现场设备与控制装置之间实行双向串行多节点数字通信的技术 2.工业以太网技术:采用与商用以太网兼容的技术,选择适应工业现场环境的产品构建的工业网络 2、自动控制系统的发展主要经历了那几个阶段:1 气动信号控制阶段 2 模拟信号控制阶段3 集中式数字控制 4 集散式数字控制 5网络控制 3、网络控制系统的优点;1结构简单、安装维护方便 2 信息集成度高3 现场设备测控功能强 4 易于实现远程控制 4、控制网络与信息网络的区别:1 控制网络具有较高的数据传输实时性和系统响应实时性2控制网络具有较强的环境适应性和较高的可靠性 3 控制网络必须解决多家公司产品和系统在同一网络中的相互兼容问题 5、控制网络和信息网络集成的实现方式:1 采用硬件实现 2采用DDE实现 3采用统一的协议标准实现 4采用数据库访问技术实现 5采用OPC实现 第二章CAN (控制器局域网) 1、CAN总线特点:1.AN为多主方式工作 2.AN网络上的节点信息分成不同的优先级3.CAN 采用非破坏性总线仲裁技术 4.采用报文滤波 5.直接通信距离可达10km 6结点取决于总线驱动电路 7.采用短帧结构传输时间段抗干扰能力强,有较好的检错结果 8.每次信息都有CRC检验及其他检错措施 9.通信介质可为双绞线,同轴电缆或光线选择灵活 10.CAN节点在错误严重的情况下具有自动关闭输出功能 2、CAN通信模型:遵循ISO/OSI标准模型,分为数据链路层和物理层。数据链路层包括逻辑链路控制子层和媒体访问控制子层 3、报文传送类型:数据帧、远程帧、错误帧和超载帧 4、报文结构:1.帧的组成:由7个不同位场组成:帧起始、仲裁场、控制场、数据场、CRC 场、应答场、帧结束 5、错误类型:位错误、填充类型、CRC错误、格式错误、应答错误 6、正常位时间组成:分为几个互不重叠的时间段,包括:同步段、传播段、相位缓冲段1、相位缓冲段2 7、显性隐性类:显性“0”状态以大于最小阀值的差分电压表示隐形“1” 8、CAN通信控制器:(1)sja1000通信控制器实现了can总线物理层和数据链路成的所有功能。其功能组成:接口管理逻辑(iml)、发送缓冲器(txb)、接受缓冲器(rxb、rxfifo,b字节) 工作模式:basiccan模式、elican模式。 (2)tn82527can通信控制器。(3)内嵌can控制器的p8xc591。 10,CAN总线io器件:82c150 主要功能:can接口功能io功能。 11,节点设计 CAN总线系统有两类节点:不带微处理器的非智能节点和带微处理器的智能节点,1.硬件电路设计:采用898c51作为节点的微处理器,在can总线通信接口中,can 通信控制器采用sja1000,can总线收发器采用82c250 2.软件设计:三部分 can节点初始化,报文发送和报文接收。 第三章 Profibus(国际现场总线标准) 1.profibus分为哪三部分,个部分结构主要用途是什么? 答:profibus--FMS:用于解决车间一级通用性通信任务。 Profibus--DP:用于解决设备一级的告诉数据通信。
换热网络的设计 ——第一部分:主要是Aspen导入与自动设计1.启动Aspen Energy Analyzer 2.新建HI Case/HI Project
3.工具介绍 从Hysys 流程中导入数据 从Aspen 流程中导入数据 从Excel 中导入数据 打开目标查看窗口 打开复合曲线窗口 打开总复合曲线窗口 打开公用工程复合曲线窗口 打开换热网络网格图窗口
4.从Aspen流程中导入数据(也可直接输入物流信息与公用工程) 第一行:选择文件类型,公用工程文件,模拟文件,经济文件 第二行:设定详细的选项 第三行:选择流程 第四行:改变公用工程或添加公用工程 第五行:选择加热器的公用工程 第六行:选择冷却器的公用工程 第七行:选择换热器的经济数据
右下角“Tips”有较详细介绍 在点击最右下角“Next”中之前,需要判断要导入的Aspen Plus流程模拟文件:模拟文件必须收敛,且没有错误;是否有不必要的物流和不必要的单元操作;是否有隐藏物流(在Aspen Plus流程里,右键——Reved Hidden objects,可将隐藏物流显示);模拟文件在稳态模式;是否有内部物流,是否有多流股换热器,不支持内部物流和多流股换。热器;是否有循环及循环精度是否合适。 检查完成可以点击“Next” 右下角“Browse”是要导入的文件路径,其左侧是要导入的文件名称点击“Next”
第一项里选only streams with phase changes 只考虑相变,忽略过热过冷(注:若后期不能进行自动设计,则选上面Do not segment,在自动设计方法里有详细步骤) 第二项里全选 第三项里选lgnore 忽略泵 第四项里全不选 点击“Next”