德国标准 1985年9月
金相检验方法
用图谱对特种钢非金属夹杂的显微试验
DIN 50602
目录
1 应用范围和目的 (1)
2 术语 (1)
3 方法标记 (1)
4 试验范围 (2)
5 取样和试样制备..............................................26 图谱表的结构和使用.. (2)
7 检验步骤 (4)
8 分析 (4)
9 试验报告 (5)
1 应用范围和目的
1.1 本标准规定了对特种钢以硫化物和氧化物形式存在的非金属夹杂的检验。对此采用低倍和显微检验方法。显微检验可在金属显微镜下,或用自动设备进行。在设备一侧对图象进行自动分析,目前还未实现标准化,因为其发展尚为结束。本标准规定了在金属显微镜上进行显微检验的方法,这种方法采用系统结构的图谱、按夹杂的类型、夹杂的大小(长度、宽度或直径)和频次予以规定(图谱1)。自规定的极限大小开始,与夹杂含量成正比的参数值可分别按氧化物和硫化物的成分或作为总值进行计算。同样也规定了对最大量值的测定。
1.2 根据协议,本标准也可用于其它钢。
对于低碳钢和不锈钢,必须注意其特点(见5.4)。
1.3 本标准适用于表1和图1列出的成型异形钢材。对于钢板和钢带和其它厚度较薄的扁平钢材以及具有非线性纹理的锻件,必须注意其特点,对抽样和分析应鉴定协议。
1.4 对受硫化物影响的钢需遵守正在制订中的SEP 1575,注意与长度的比例:硫化物的宽度。
1.5 对于按非金属夹杂的形态、大小和分布对“工具钢”的检验,必须使用SEP 1572,用图谱对工具钢硫化物非金属非夹杂的显微检验1。
1.6 在部件适用性方面,对非金属最高允许含量的规定和评定不是本标准的对象,应依据材料标准或交货条件。
2 术语
2.1 非金属夹杂
按本标准评定的非金属夹杂是钢典型的硫化物或氧化物成分,它是在炼钢时与熔炉、钢水包和铸造时与非金属内衬接触,通过空气和炉渣挡条的氧化而引起的,去氧化和有意添加硫也会形成这样的结果。
1请与钢铁出版社联系,Postfach 8229,4000杜塞尔多夫。
非金属夹杂的种类、大小、形状和数量取决于钢种、熔炼方法和铸造方法、去氧化方法、铸块或铸条的尺寸以及成型的程度。其分布用熔液制成的钢材中也不会是均匀的。
2.2 显微夹杂
在磨片上的最大面积为0.03 mm2。在显微镜下,这个面积的极限值相当于一个长为100 mm、宽为3 mm的夹杂在100:1放大倍率的显微镜下,考虑到相应的长宽比在相同夹杂面积含量下的其它变形程度,长度可略小些或略大些(见第6章)。
2.3 低倍夹杂
低倍夹杂超过显微夹杂的面积极限值。本标准的图谱表包含了部分第8行图谱的低部夹杂,在计算一个参数时,可以标出总纯度。
2.4 纯度
本标准所讲的纯度是根据下列测定方法,对硫化物或氧化物形态非金属夹杂含量的规定。
a) 各种形式夹杂的最大量值(方法M);
b) 以1000 mm2面积为准,作为与面积成正比、对某一规格以上的夹杂计数,求出总值的组织中非金属夹杂的面积比参数。这一参数是衡量钢材中这种夹杂含量的尺度(方法K)。
2.5 图谱表
图谱表1按几何数系2n,对非金属夹杂的面积含量排列,每行图谱以面积加倍,逐图列出钢中典型的夹杂型式(垂直)。在一行中(水平)相同的面积中除夹杂类型的主系列外,还给出了长度×宽度或频度的变化,作为评定的示例。
3 方法标记
按本标准方法K,对尺寸指数在4以上的夹杂计数,其非金属夹杂试验的标记:
试验DIN 50602—K4
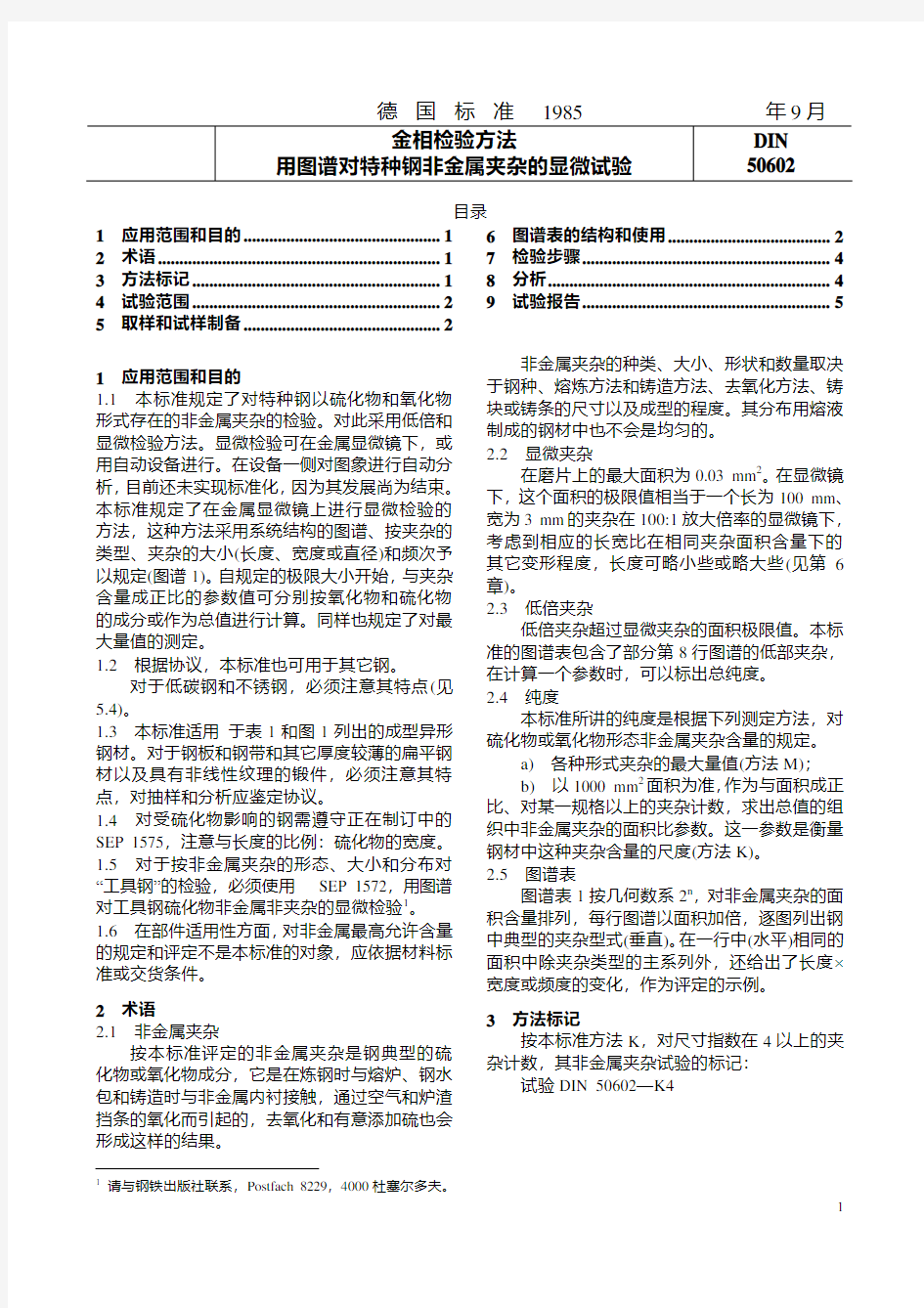
图1:从各种尺寸钢材上的取样
表1:不同尺寸的磨片面的位置
尺寸(直径,较
短边长或壁厚)
试样截中磨片面的位置
< 25 mm 在整个截面上
>25 mm~50 mm 在整个截面上或从边缘到纵向轴> 50 mm 在边缘与纵向轴之间或根据协议宽扁钢的试样磨片面在厚度和轧制方向或轴向中钢材宽度的前1/3,应按垂直于表面(见图1)。对非直线纹理的锻件,在订购时必须鉴定协议。
4 试验范围
4.1 对熔液或一批纯度的测定无法以单个试样表示,因此必须采用多个试样。通常至少需检验6个试样。
4.2 每次订货时必须检查是否允许将试样数量减少到6个以下,这时,必须考虑到供货批的大小,必要时对原料还需考虑试样先前的形状与位置。在交货规范中可商定不是“至少为6个试样”的检验范围。
4.3 当提交的材料量具有特殊性能,例如试件并不来自同一炉或单件的尺寸相差较大,在商定试验范围(见4.2)时需注意这些特点。
5 取样和试样制备
5.1 取样应使得需分析的研磨面尽可能精确地平等与主拉伸方向,旋转对称截面应位于通过钢材轴线的平面上,它是在长度伸长方向中非金属夹杂进行比对的正确条件。
5.2 表1加上图1规定了试样在圆钢和方钢、钢管和宽厚小比例宽扁钢的定位(取样位置)规则。
5.3 一批送交检验的材料(熔液或批的试样研磨片取决于不同的状态,例如钢材的种类和截面尺寸与分析方法(见8.2.1和8.2.2的有关说明)。即使从加工成本的角度看,也应注意取样和检验的费用。因此根据图1,当研磨片的尺寸> 50 mm 时,双方则应鉴定协议。
5.4 对试样研磨时,夹杂不得被断开或使其形状改变。不得压入研磨剂或抛光剂的粒子。必要时需对磨片淬硬。仔细研磨试样,在尽可能短的时间内加以抛光。
6 图谱表的结构和使用
6.1 图谱表1
6.1.1 图谱表1的基础为标号是1、3、6和8(基本系列)最常见形式的夹杂,每个标号各有9张图,其大小标号0 ~ 8。图谱表1的成象比例为100:1。夹杂类型分为以下几种:
SS型夹杂条状硫化物夹杂
OA型夹杂溶解形氧化物夹杂(氧化铝)
OS型夹杂条状氧化物夹杂
OG型夹杂球形氧化物夹杂
在6.1.2和6.1.3中说明了派生图谱0、2、4、5、7和9。
一个图谱中标号0 ~ 8的9张图,0号表示显微夹杂在放大率100:1下为最小,而标号8则表示部分夹杂已处于各类夹杂低倍范围中。所示夹杂质面积以2n 的几何级数逐图依次递增,n 表示量级指数。
主要夹杂的长度按图每张增加1.5倍,同时每行的平均宽度也增加,于量需保证提高面积大小的基本公式。为了便于以图谱1的图进行测量,需注明长度,以及第6行中的宽度。溶解形OA 的氧化物长度大于同等宽度密封OS 条形的氧化物长度,因为在相同量级标号下面积大小是不同的。
标号9留给图中无法显示的低倍夹杂,因为它超出了视图的边界。
6.1.2 如果同等长度的单个夹杂为基本系列1、3或6比对图的一半,,则面积值只有一半,标号也就减小1。通过基本系列左侧的各图谱(0、2、5)表示。这一评定过程同样也可适用于面积加倍的更厚的夹杂。这样标号则提高1。
6.1.3 如在视场上可还见到其它2种标号更小的非金属夹杂,则在分圆中的标号应同每基本图谱右侧的图4和图7一样放大。硫化物大都成网状,从而对单个硫化物可不做表示。如果单个硫化物,对长度或面积的估算,就需根据SS 图谱中最长夹杂的尺寸,且标号也减小1。 6.2 图谱表2和3
6.2.1 同等面积的夹杂采用同一标号的原则也同样适用于较薄或较长的夹杂,并应将它标为溶解度高于图谱1。由于在长度伸长方向内的这类夹杂通常超出了显微镜的视场范围(分圆),故将它放在表2和表3中按以数值表述,用标号不表示长度和宽度的不同组合。
图2中以图形方式列出了数值关系,它尤其适用于对这类夹杂长度和宽度中间值的简单读数。
作为图谱表1补充的图谱表2和图谱表3可用于确定比基本图更薄或更多溶解以及更多聚集的夹杂类型。当出现更厚的夹杂,对其长度先按图谱1的基本系列对应时,也可使用按夹杂面积来确定标号的原则。
表2:对细长非金属夹杂,按其宽度和长度与图谱表1行的对照表(即与标号的对应表)
夹金属夹杂的平均真实宽度(b),μm 平均真实长度(l ),mm 行代号
(n):标号
0.52) 1 2 3 5 7 10
面积(A)1)(放
大率100:1)
mm 2 0
1
2 0.20 0.40 0.80 0.10 0.20 0.40 0.50 3.0 0.10 0.20 0.0
3 6.0 0.06 3.1 0.12 3.2 0.02 0.0
4 6.1 0.08 6.2 0.014 0.028 0.058
0.01 0.02 0.04 1 2 4 3
4 5 1.60 3.20 6.40 0.80 1.60 3.20 0.40 0.80 1.60 0.25 0.50 1.00 0.16 3.3 0.32 0.64 0.11 6.3 0.22 3.4 0.44
0.08 0.16 6.4
0.32 3.5 8 16 32 6 7 8 6.40 3.20 6.40 2.00 4.00 8.00 1.28 2.56 5.12 0.88 1.76 3.52 0.64 1.28 2.56 64 128 256 框内的数对说明图谱表1中相应图的示例。 1) (这里)A = 2n 。
2) 由于接近了光学分辨率的极限,在这个数量级上要精确地求出夹杂的真实宽度已无意义。
表3:表2中规定的非金属夹杂平均长度之范围 夹金属夹杂的平均真实宽度(b),μm ,平均真实长度(l ),mm
0.51)
1 2 3 5 7 10 行号(n):
标号
> ~ > ~ > ~ > ~ > ~ > ~ > ~ 0 1 2 0.15 0.29 0.56 0.29 0.56 1.10 0.0650.15 0.29 0.15 0.29 0.56 0.033 0.065 0.15 0.0650.150.290.0220.0450.090.0450.090.150.0150.030.060.030.060.120.010 0.02 0.04 0.02 0.04 0.08 0.0065
0.0150.0290.0150.0290.0513 4 5 1.10 2.20 4.40 2.20 4.40 8.80 0.56 1.10 2.20 1.10 2.20 4.40 0.29 0.56 1.10 0.561.102.200.150.350.660.350.661.400.120.220.440.220.440.880.08 0.16 0.32 0.16 0.32 0.60 0.0510.11 0.22 0.110.220.446 7 8 4.40 8.80 2.20 4.40 4.408.80 1.402.805.60 2.805.6011.200.881.663.32 1.663.326.640.60 1.20 2.40 1.20 2.40 4.80 0.44
0.88
1.66 0.881.663.32
1) 由于接近了光学分辨率的极限,在这个数量级上要精确地求出夹杂的真实宽度已无意义。
图2:表2和表3夹杂的真实宽度、真实长度和标号之间的关系
使用图谱表2和3时,对图谱表1(100:1)的基本系列必须采用200:1的显示比。
6.2.2 图谱2的两个系列(OA及OS和SS)包括了对测定这类夹杂宽度的一些图片。这里并非给出每一个长度,因此必须进行测量,再按表2和表3或图2的规定,对应到某一个标号。
6.2.3 图谱表3的左边系列给出了不同溶解形的OA夹杂。对应的数值表明,当折散度增大时,与总长度对应标号应减小的量(见
7.2.3并遵守7.2.4)。对行宽按图谱表2进行评定。
图谱表3的右系列用于对常见夹杂的对位,与基本系列的单个夹杂相比,这种对应关系不仅是指数量和相互的距离,而且还需注意所有非金属夹杂的面积以及总的长度。对应值说明当频次越多时,标号应提高多少。
6.2.4 对于球形夹杂的对应,如图谱表1中未表示,即出现的夹杂太小、太大或密集度高,同样应根据夹杂的总面积采用对应原则。
6.3 为了醒目起见和节省劳力,在操作时可以从图谱表1中只取基本系列1、3、6和8,配上用于厚度较小、溶解度较高及频次较多夹杂的图谱表2和图谱表3进行检验,可只限于其图片,因为派出图0、2、4、5、7和9系列也可以只作为评定示例,而不是采用“一个”标号,例如对于夹杂的相同长度的伸长。
7 检验步骤
7.1 用倍率100:1的显微镜观察研磨试样。这一放大倍率等于图谱表1的成象比2。
7.2 在一个观察区内对非金属夹杂定级时,先确
2本标准所附的图谱表1包括了对原表缩小约1:3比例的图谱,因此,它只能反映结构。对分析而言,则必须使用比例为1:1的图谱表。该图谱表的联系地址:Beuth出版社,布尔格拉芬街4-10,1000柏林30。定图谱表1的相应图,再按图谱表2和3国符合的相应图加以补充。对此可以根据主要夹杂的长度测量或长度估计。
7.2.1 进行分析必须特别注意,图谱表1图系9 ~ 6对标号6、7和8具有单独的视场,标识非金属夹杂的主要长度多少会超出视场圆直径。在这种情况下,观察到的非金属夹杂应按图中所列的长度标注确定,如无其它协议,则对更大长度(厚度相等或更大)的夹杂统一表为9号。
7.2.2 如在一个观察区内,可以明确区分不同类型的夹杂,只有分别出现在不同观察区内时再可做处理。
7.2.3 在SS、OS型条型夹杂先后排成一条线的夹杂,且分辨率低时,当二个夹杂的距离小于两个夹杂中较小的那个夹杂的长度的情况下,才可将OA视为是关联的。同时测量距离。点状夹杂不计入这类总长度。
7.2.4 对于OA型夹杂,图谱表3(左系列)规定了构成按面积决定标号的分辨程序的评定规则。如这样一行夹杂粒子的平均距离大于图谱系3左上图所示的点状夹杂的距离,则按OG型夹杂进行分析。此图原则表明,按氧化物面积计,松散的一行必须有更低的标号。通常对这些范围的做法是,对K4值不做记录,但仍需对K1值加以关注。
7.3 在试样上通常研究总的研磨面。只有在采用方法K(见专用的8.2.2.3节)进行观察时,在必要时应由双方鉴定协议,并规定在交货条件中。
8 分析
8.1 基本说明
8.1.1 对观察的非金属夹杂(按下列顺序并加一点分隔),对相应图谱(夹杂种类和外形)分别用型号和按第6章与第7章确定的、图谱表1中的标号表示,例如:1.2、5.3、6.5。
对量级不允许采用分数(例如2.5;41/2)。8.1.2 对试验结果的注录和分析可以采用样张(例如根据表4、7和8中的样张)
8.2 分析方法
在8.2.1和8.2.2中规定了两种不同的分析方法。应使用两种方法中的哪一种,应在有关交货条件中规定。
8.2.1 M法
8.2.1.1 使用这种方法时应确定,交送检验的材料中不同种类和外形的夹杂最大为多少3。
抽样应根据5.2和5.3的规定。如商定的尺寸为12 mm × 18 mm,则需分析的研磨面约为200 mm2。
3见2.4条。
这种分析方法可用于大多数情况,例如用于特种结构钢。 8.2.1.2 在每个试样上,将整个试样用于对某些研磨面的分析,图谱表1的每一图系(必要时利用
图谱表2和图谱表3)来确定,出现的非金属夹杂
标号最大是多少;从分析的研磨片按每个图谱确
定的最大标号中求出算术平均值。这些平均值作
为在上述条件下,送交试验材料的“纯度”代号。非金属夹杂出现的频次不包括在这种分析方法
内。因此,它也无法反映非金属夹杂含量的比对
值。
8.2.1.3 表4给出了一种分析方法试验结果的说
明示例,在这种方法中,图谱表1派生图系的值
与基本图系1、3、6和8的值,按6.3规定的方
法,同四种型式的夹杂汇编在一起。薄型或聚集
形的等面积夹杂具有相同的标号,因此可一同记
在夹杂名称的下面。
8.2.1.4 使用M 法时,对于3号以下硫化物非金
属夹杂的试验可商定通用类型的分度尺;例如使
用只注明夹杂物含量某一“背景”的比对图,在订购时需另行商定。 表4:按M 法最大标号分析时对检验结果的表示示例 磨片号
每个磨片和图谱表需考虑图系 测定的最大标号 1 2 3 4 5 3 5 4 4 3 4 4 3 2
2
4 5 6 4 4 3 3 4 4 3 2 4 3
1 3 7 8 9 4 5 3 3 4 5 3 3 4 4
3
2
平均值 3.9 4.0 3.3 2.6
8.2.2 K 法
8.2.2.1 在某些情况下,可能测定自某一规定的
量以上的所有非金属夹杂物。通过一个汇总的、
表示夹杂面积的参数K 4来表示一炉的纯度。采用
这种分析方法时,每个试样研磨片的大小至少为
100 mm 2。取样位置和研磨片的面积按5.2和5.3
的说明。
8.2.2.2 每次分析时需决定,从哪个标号开始起采集非金属夹杂。这些(最低)标号主要根据加工方法(尤其是熔炼)以及有关材料的用途及尺寸而定。 根据经验和维护情况,在鉴定分析方法的协议时,应尽可能依据表5所包括的规范。 8.2.2.3 如无其它协议,每次需分析总的分析研 4
见2.4条。
磨片。对硫化物和氧化物夹杂应分别计数,并按表7和表8的示例予以说明。如果只对每一个规定的测量视或测量场范围检验需分析的磨片面
积(仅作为例外),这些测量场或测量场范围就必须符合统计试验的条件。 8.2.2.4 K 法分析计算图 对本标准规定的、用于推导总参数的计算表之前提和考虑是为了简化计算而得出数量最多
标号4的系数为1。对按几何级数2n-4所到其它量级编号系数需做修约,在计算时只作加倍或减半(必要时移动小数点)。得出的计算偏差在离散程度之内,从这一情况可以看出,非金属夹杂在钢中的分布并不是均匀的。此时对更大的夹杂物应加严评定。 表6是用于计算的系数。 在计算总参数时可按如下处理(参见表7和表8的示例):每种类型夹杂(SS 、OS 、OS 、OG)的数量和观察到非金属夹杂的每一标号需乘以各自的系数(f g ,见表6),通常再按硫化物和总氧化物分别与积相加。然后再对试验单位的总试样加上以这样方式得到的单个研磨片的“第一个中间和”,于是便对所有的试样得出“第二个中间
和,单位:mm 2”。按照以下公式将此结果换算成
1000 mm 2
的研磨面积:
)
(1000
2
mm 试样总研磨面第二中间和? = 总参数 以此方式可分别计算硫化物(S:)和氧化物(O:)的“总参数”。经商定,可通过相加在一起成为一个“全总参数”。 这两个总参数或全总参数表示了受分析的试验单位的纯度。在这两种情况下得到的数值应
尽可能为整数,必要时需进行修约。 得到的纯度参数分别加了字母K ,对得出最小的夹杂标号,必要时通过夹杂类型的字母代号来表示,从而避免不得内容的结果相互混淆与比对。 书写方式为(按表7): K4 = 66 (S:26;O:40) 表7和表8分别给出了分析示例,包括对分析条件的完整说明。 9 试验报告 a) 钢种和炉液标识; b) 取样的钢材外形与尺寸; c) 所用2.4条中所指的方法,必要时指明
特点; d) 分析结果,且根据协议: ? M 法 包括中间过程(示例见表3)或只注明最
终结果(每个相关图谱的平均值)
?K法
标明最小考虑的标号,或包括中间结果在内(示例见表7和表8),或按8.2.2.4规定的书写方法,只优先使用最终结果(S和O的总参数或全部参数)
表5:K法分析导则
材料和熔炼方法的类型分析时需考虑
的标号范围
代号*)相应分析示例
空气熔炼的特种钢,如滚动轴承钢以及尺寸≥ 30 mm、
具有特殊质量要求的结构钢和工具钢。
≥ 4 K4 表7
真空熔炼或在真空下或按电渣法熔炼的特种钢或合金≥ 1 K1 表8
*) 代号K后的数字表明在分析图谱表1有关标号时的最小值(见第3章)。
表6:K法分析用系数f g
标号(n) 0 1 2 3 4 5 6 7 8 (9)**)
系数F=2n-41/16 1/8 1/4 1/2 1 2 4 8 16 32 分析所用系数f g*)0.05 0.1 0.2 0.5 1 2 5 10 20 50 *) g表示:经修约
**) 见7.2.1.
引用标准和其它资料
ASTM E45-81 钢中夹杂物含量的测定5
SEP 1572 用图谱法对易切削钢硫化物非金属夹杂物的显微检验1
其它标准
DIN 50600 金属材料检验金相结构图成象比例和格式
说明
本标准是由钢铁标准委员会(FES)材料检验标准委员会NMP 131/FES“金相检验”联合委员会与
德国冶金工程师协会(VDEh)共同制订的。本标准依据了SEP 1570-71“用图谱对特种钢非金属夹杂物
的显微检验”和该标准的附录1“细长特种钢非金属夹杂物的显微检验”。
国际标准化组织(ISO)曾出版了国际标准ISO 4967:1979“钢的非金属夹杂含量的测定;标准评级
图谱显微检验法”6
德国未采用该国际标准,主要还是由于它包括了标记体系,而德国未采用。对此本标准是采用了SEP 1570(1971)及其附录(1977)。
5联系地址:DIN国外标准销售处,布尔格拉芬街4-10,1000柏林30。
6联系地址:Beuth出版社,布尔格拉芬街4-10,1000柏林30。
图谱1:按DIN 50602特种钢非金属夹杂试验图系,放大倍率30:1
分析时必须使用100:1放大率的原图。原图的购买地址:Beuth出版社,布尔格拉芬街4-10,1000柏林30。
9
图谱2:夹杂按宽度对应的图系,放大倍率200:1 图谱3:OA型(左排)松动夹杂行和一个观察区中出现的SS、OS和OA型夹
杂和规格参数的对应图系,放大倍率200:1
10
主营业务范围:ASTM 、NAS 、NASM 、MIL 、ISO 、EN 、DIN 、JIS 等技术标准翻译;技术资料翻译;NADCAP 认证标准资料翻译;国外技术标准中文版优惠低价代购等。业务QQ :2298175560
实验五 非金属夹杂物的分析与评定 (验证性) 一、实验目的及要求 1.掌握钢中非金属夹杂物的分类与形态特征。 2.掌握使用标准评定钢中非金属夹杂物的级别。 二、实验原理 钢铁中的非金属夹杂物的出现是不可避免。钢中非金属夹杂物的金相检验主要包括夹杂物类型的定性和定量评级。夹杂物的检验评定可按照GB/T10561-2005《钢中非金属夹杂物显微评定方法》执行。 1、检验钢中的非金属夹杂物的必要性 因为非金属夹杂物破坏了金属基体的连续性、均匀性,易引起应力集中,造成机械性能下降,导致材料的早期破坏,其影响程度主要取决于夹杂物的形状、大小、分布和聚集状态。 钢中夹杂物的检验一般在出厂前钢厂检验或者收货单位验收时检验。 2、钢中非金属夹杂物的来源 a)内在的:包括①铁矿石②钢厂在冶炼时,用Si、Al脱氧造成,反应式: 3FeO + 2Al → 3Fe + Al2O3 2FeO + Si → 2Fe + SiO2 b)外来的:浇铸过程卷入的耐火材料、炉渣等。 3、制样要求 a、取样时沿轧制方向,磨制纵向截面观察夹杂物大小、形状、数量,横向截面观察夹杂物从边缘到中心的分布。试样表面无划痕、无锈蚀点、无扰乱层。 b、淬火以提高试样的硬度,保留夹杂物的外形。 c、试样表面不浸蚀。 4、非金属夹杂物的分类 a、氧化物:FeO、MnO、Cr2O3、Al2O3; b、硫化物:FeS、Mn S及其共晶体; c、硅酸盐:2FeO·SiO2、2MnO·SiO2; d、氮化物:TiN、VN; e、稀土夹杂物 5、非金属夹杂物的金相鉴别方法
主要是指利用光学显微镜中的明场、暗场和偏振光灯照明条件下夹杂物的光学反映差异,以及在标准试剂中腐蚀后,夹杂物发生化学反应而出现色差及侵蚀程度的不同来区分鉴别。 a明场:检验夹杂物的数量、大小、形状、分布、抛光性和色彩。不透明夹杂物呈浅灰色或其他颜色,透明的夹杂物颜色较暗。 b暗场:检验夹杂物的透明度、色彩。透明夹杂物发亮,不透明夹杂物呈暗黑色、有时有亮边。 c偏光:检验夹杂物的各向同性和各向异性,色彩、黑十字现象。 金相法鉴定夹杂物的优点是简单直观,易与钢材的质量联系起来;缺点是不能确定夹杂物的成分和晶体结构。 6、非金属夹杂物的特征 具体形貌如图: a)硫化物主要有硫化铁(FeS)和硫化锰(MnS),以及它们的共晶体等。在钢材中,硫化物常沿钢材伸长方向被拉长呈长条状或者纺锤形,塑韧性较好。在明场下,硫化铁呈淡黄色,硫化锰呈灰蓝色,而两者的共晶体为灰黄色;在暗场下一般不透明但有明显的界限,硫化锰稍呈灰绿色;在正交偏光下都不透明,转动载物台一周,硫化铁有四次明亮、四次消光,呈各向异性,硫化锰及其共晶体都为各向同性。图3-2-20,3-2-21,3-2-23,3-2-27 b)氧化物常见氧化物有氧化亚铁(FeO)、氧化亚锰(MnO)、氧化铬(Cr2O3)、氧化铝(Al2O3)等。压力加工后,它们往往沿钢材延伸方向呈不规则的点状或细小碎块状聚集成带状分布。在明场下,它们大多呈灰色;在暗场下,FeO不透明,沿边界有薄薄的亮带;MnO透明呈绿宝石色;Cr2O3不透明,有很薄一层绿色;Al2O3透明,呈亮黄色。在偏光下,FeO、MnO呈各向同性,Cr2O3、Al2O3呈各异性。二氧化硅(SiO2)也是常见的氧化物。在明场下呈球形,深灰色;在暗场下无色透明,在偏光下呈各向异性、透明,并称黑十字现象。 图3-1-1,3-1-4,3-1-7,3-1-8,3-1-10,3-1-11,3-1-16,3-1-17,3-1-183-1-19,3-1-20,3-1-36,3-1-34 c)硅酸盐夹杂物来源于炼钢时加入Si-Ca脱氧剂或者与耐火砖发生作用。常见的硅酸盐夹杂物有铁橄榄石(2FeO·SiO2)、锰橄榄石 (2MnO·SiO2)、复合铁锰硅酸盐(nFe·mMnO·pSiO2)以及硅酸铝(3Al2O3·2SiO2)等。在明场下均呈暗灰色,带有环状反光和中心两点;在暗场下,一般均透明,并带有不同的色彩;在偏光下,除多数铁
ASTM E45钢中夹杂物含量的评定方法 1 范围 1.1 本标准的试验方法为测定锻钢中非金属夹杂物含量的方法。宏观试验法包括微蚀、断口、台阶和磁粉法。显微试验法通常包括 5种检测。根据夹杂物形状而不是化学特点,显微法将夹杂物划分为不同类型。这里主要讨论了金相照相技术,它允许形状类似的夹杂物之间略有不同。这些方法在主要用来评定夹杂物的同时,某些方法也可以评估诸如碳化物、氮化物、碳氮化物、硼化物和金属间化合物的组成。除了钢以外,其它合金在有些情况下也可以应用这些方法。根据这些方法在钢中的应用情况,将分别给予介绍。 1.2 本标准适用于人工评定夹杂物含量。其他 ASTM标准介绍了用 JK评级图的自动法( ASTM E1122 )和图像分析法( ASTM E1245 )。 1.3 按照钢的类型和性能要求,可以采用宏观法或显微法,也可以将二者结合起来,以得到最佳结果。 1.4 这些试验方法仅仅为推荐方法,对任何级别的钢而言,这些方法都不能作为合格与否的判据。 1.5 本标准未注明与安全相关的事项,如果有的话,也只涉及本标准的使用。标准使用者应建立适当的安全和健康操作规程,并且在使用标准前应确定其适用性。 2 参考文献 2.1 ASTM 标准: A 295 高碳耐磨轴承钢技术条件 A 485 强淬透性耐磨轴承钢技术条件 A 534 耐磨轴承用渗碳钢技术条件 A 535 特种性能的滚珠和滚柱轴承钢技术条件 A 756 耐磨轴承用不锈钢技术条件 A 866 耐磨轴承用中碳钢技术条件 D 96 用离心法分离原油中水和沉淀物的试验方法 E 3 制备金相试样指南 E 7 金相显微镜术语 E 381 钢棒,钢坯,钢锭和锻件的宏观试验法 E 709 磁粉检测指南 E 768 自动测定钢中夹杂物的试样的制备和评定操作规程 E 1122 用自动图像分析法获得 JK夹杂物等级的操作规程 E 1245 用自动图像分析法确定金属中夹杂物或第二相含量的操作规程 2.2 SAE 标准: J421 ,磁粉法测定钢的清洁度等级 J422 ,钢中夹杂物评定的推荐操作规程 2.3 航空材料技术条件 2300 ,高级飞行性能钢的清洁度:磁粉检测程序 2301 ,飞行性能钢的清洁度:磁粉检测程序 2303 ,飞行性能钢的清洁度:耐腐蚀马氏体钢磁粉检测程序 2304 ,特种飞行性能钢的清洁度:磁粉检测程序 2.4 ISO 标准: ISO 3763 ,锻钢——非金属夹杂物的宏观评定法 ISO 4967 ,钢——使用标准图谱的非金属夹杂物显微评定方法 2.5 ASTM 附加标准: 钢中夹杂物评级图Ⅰ -r和评级图Ⅱ低碳钢的 4张显微照片
炼钢、铸锭过程中产生非金属夹杂物的原因 摘要:论述钢中非金属夹杂物对钢锭质圣的影响,分析了非金属夹杂物在冶炼和铸锭过程中产生的原因,提出了控制夹杂物产生的几点行之有效的措施。 关键词:非金属夹杂物冶炼浇注电弧炉精炼炉质,控制 非金属夹杂物,一般是指钢锭在冶炼和浇注过程中产生或混人的非金属相,都是一些金属元素(Fe、Mn、Al等)及51与非金属元素(0、S、N、P、C 等)结合而生成的氧化物和硫化物(如Feo、Si02、Mno、A12O3、MnS、MnC)等。非金属夹杂物按来源分为内生夹杂物和外来夹杂物。内生夹杂物是钢内部发生的反应产物或者因为温度降低而形成夹杂析出。外来夹杂物是由炉料带人,耐火材料及炉渣混人的颗粒。内生夹杂物可以以外来夹杂物为核心聚集到后者的颗粒上。外来夹杂物也可能与钢液反应被还原。钢中如果有非金属夹杂物的存在,即使在钢中含量极少(通常是小于万分之一)也会给钢的质量带来极为有害的影响。从2002年1~7月份重点产品的投料统计情况看,锻钢支承辊共生产68支,经探伤发现其中2支因有密集夹杂物缺陷而报废,有4支因有夹杂物等缺陷造成锻造裂纹。电站锻件钢共生产41支,经探伤发现其中4支有严重的条状缺陷,缺陷性质为夹杂物。半钢辊钢共生产27支,其中14支因夹杂物造成不同程度的裂纹。可见夹杂物对钢锭质量造成的经济损失是非常巨大的。 1 冶炼过程中产生非金属夹杂物的原因 造渣材料碱性电弧炉常用的造渣材料采用石灰、萤石。石灰,主要成份为CaO,其含量不应小于85%,SiO2含量不大于2%,硫含量应小于0.15%。石灰易吸收水分而变成粉末,所以,造渣时要使用刚烧好的、烧透的石灰,或对石灰进行预热后再使用,这样能防止石灰给钢液带人过多的水分,否则就会使钢液氢含量增加,影响钢的质量,严重时会使钢报废。萤石,主要成份为CaF2,含量为85%、95%, SiO2含量约为6%。石中若掺杂硫化物矿石,必须将这种萤石排除掉,否则会降低炉渣的脱硫能力,易造成硫化物(MnS)夹杂。 铁合金在冶炼时,如果使用烘烤时间短、烘烤温度低、甚至根本未经烘烤的铁合金材料,势必会增加外来夹杂物和气体带人钢液中的机会。经过烘烤的铁合金上到炉台,在寒冷的冬季,露天摆放的铁合金会很快凉下来,将这些凉的铁合金
钢中夹杂物浅析 1. 钢中夹杂物的分类 1.1 根据钢中非金属夹杂物的来源分类 (1)内生夹杂物钢在冶炼过程中,脱氧反应会产生氧化物和硅酸盐等产物,若在钢液凝固前未浮出,将留在钢中。溶解在钢液中的氧、硫、氮等杂质元素在降温和凝固时,由于溶解度的降低,与其他元素结合以化合物形式从液相或固溶体中析出,最后留在钢锭中,它是金属在熔炼过程中,各种物理化学变化而形成的夹杂物。内生夹杂物分布比较均匀,颗粒也较小,正确的操作和合理的工艺措施可以减少其数量和改变其成分、大小和分布情况,但一般来说是不可避免的。 (2)外来夹杂物钢在冶炼和浇注过程中悬浮在钢液表面的炉渣、或由炼钢炉、出钢槽和钢包等内壁剥落的耐火材料或其他夹杂物在钢液凝固前未及时清除而留于钢中。它是金属在熔炼过程中与外界物质接触发生作用产生的夹杂物。如炉料表面的砂土和炉衬等与金属液作用,形成熔渣而滞留在金属中,其中也包括加入的熔剂。这类夹杂物一般的特征是外形不规则,尺寸比较大,分布也没有规律,又称为粗夹杂。这类夹杂物通过正确的操作是可以避免的。 1.2 根据夹杂物的形态和分布,标准图谱分为A、B、C、D和DS五大类。 这五大类夹杂物代表最常观察到的夹杂物的类型和形态: (1)A类(硫化物类):具有高的延展性,有较宽范围形态比(长度/宽度)的单个灰色夹杂物,一般端部呈圆角; (2)B类(氧化铝类):大多数没有变形,带角的,形态比小(一般<3),黑色或带蓝色的颗粒,沿轧制方向排成一行(至少有3个颗粒); (3)C类(硅酸盐类):具有高的延展性,有较宽范围形态比(一般>3)的单个呈黑色或深灰色夹杂物,一般端部呈锐角; (4)D类(球状氧化物类):不变形,带角或圆形的,形态比小(一般<3),黑色或带蓝色的,无规则分布的颗粒; (5)DS 类(单颗粒球状类):圆形或近似圆形,直径>13μm的单颗粒夹杂物。 2. 钢中夹杂物主要类型及特征 2.1 硫化物
ASTM E45-1997 钢中夹杂物含量的评定方法(中译) 1 范围 1.1 本标准的试验方法为测定锻钢中非金属夹杂物含量的方法。宏观试验法包括微蚀、断口、台阶和磁粉法。显微试验法通常包括5种检测。根据夹杂物形状而不是化学特点,显微法将夹杂物划分为不同类型。这里主要讨论了金相照相技术,它允许形状类似的夹杂物之间略有不同。这些方法在主要用来评定夹杂物的同时,某些方法也可以评估诸如碳化物、氮化物、碳氮化物、硼化物和金属间化合物的组成。除了钢以外,其它合金在有些情况下也可以应用这些方法。根据这些方法在钢中的应用情况,将分别给予介绍。1.2 本标准适用于人工评定夹杂物含量。其他ASTM标准介绍了用JK评级图的自动法(ASTM E1122 )和图像分析法(ASTM E1245 )。 1.3 按照钢的类型和性能要求,可以采用宏观法或显微法,也可以将二者结合起来,以得到最佳结果。 1.4 这些试验方法仅仅为推荐方法,对任何级别的钢而言,这些方法都不能作为合格与否的判据。 1.5 本标准未注明与安全相关的事项,如果有的话,也只涉及本标准的使用。标准使用者应建立适当的安全和健康操作规程,并且在使用标准前应确定其适用性。 2 参考文献 2.1 ASTM标准: A 295 高碳耐磨轴承钢技术条件 A 485 强淬透性耐磨轴承钢技术条件 A 534 耐磨轴承用渗碳钢技术条件 A 535 特种性能的滚珠和滚柱轴承钢技术条件 A 756 耐磨轴承用不锈钢技术条件 A 866 耐磨轴承用中碳钢技术条件 D 96 用离心法分离原油中水和沉淀物的试验方法 E 3 制备金相试样指南 E 7 金相显微镜术语 E 381 钢棒,钢坯,钢锭和锻件的宏观试验法 E 709 磁粉检测指南 E 768 自动测定钢中夹杂物的试样的制备和评定操作规程 E 1122 用自动图像分析法获得JK夹杂物等级的操作规程 E 1245 用自动图像分析法确定金属中夹杂物或第二相含量的操作规程
钢中夹杂物的类型及控制技术发展 XX (河北联合大学冶金与能源学院,唐山,063009) 摘要:综合论述了钢中非金属夹杂物的按化学成分、形态、粒度、来源的分类以及控制夹杂物含量时所采用的气体搅拌-钢包吹氩、中间包气幕挡墙、电磁净化-钢包电磁搅拌、中间包离心分离和结晶器电磁制动、过滤器技术、超声处理技术和渣洗技术,并针对钢中夹杂物的控制技术的优、缺点进行了简要的归纳。随着氧化物冶金工艺纯净钢产品的开发,夹杂物去除技术的不断进步,非金属夹杂物的控制技术仍面临着新任务。 关键词:非金属夹杂物;夹杂物类型;控制技术 Types and Progress on Technique for Removel of inclusions in steel XX (College of Metallurgy and Energy Hebei United University, Tangshan 063009) Abstract:The behavior of inclusions in molten steel includes physical processes such as nucleation, growth, polymerization and transmission. The removal of inclusions can be seen as the result of transmission, which involves inclusion growth, floating and separating. The key progress on technique for removal of inclusions in steel is gas stirring-ladle argon blowing, gas shielding weir and dam in tundish, electromagnetic cleaning-ladle electromagnetic stirring, tundish centrifugal separating and mold electromagnetic braking, slag washing, ultrasonic technique ,and filter technique. Key words:non-metallic inclusions Typesof inclusions, Technique for Removel of inclusions 1引言 钢中非金属夹杂物是指钢中不具有金属性质的氧化物、硫化物、硅酸盐或氮化物。它们是钢在冶炼过程中加入脱氧剂而形成的氧化物、硅酸盐和钢在凝固过程中由于某些元素溶解度下降而形成的硫化
钢中非金属夹杂物的检测 一.概述 非金属夹杂物是钢中不可避免的杂质,它的存在使金属基体的均匀连续性受到破坏。非金属夹杂在钢中的形态、含量和分布情况都不同程度地影响着各种性能,诸如常规力学性能、疲劳性能、加工性能等。因此,非金属夹杂物的测定与评定引起人们的普遍重视。夹杂物的含量和分布状况等往往被认为是评定钢的冶金质量的一个重要指标,并被列为优质钢和高级钢的常规项目之一。 钢中非金属夹杂物按其来源和大小,大体可分为两大类: 1.显微夹杂物或称内在夹杂物,这类夹杂物是钢冶炼和凝固过程中,由于一系列物理和化学反应所生成。例如,在冶炼过程中,由于加入脱氧剂而形成氧化物和硅酸盐等。这些夹杂物来不及完全上浮进入钢渣,而残留在钢液中,即为内在夹杂。 如:Al、Fe-si等脱氧剂可以形成下列夹杂: 3FeO+2Al 3Fe+ Al2O3 2FeO+ Si SiO2+2Fe nFeO+mSiO2 nFeO·mSiO2 nAl2O3+mSiO2 nAl2O3·mSiO2 另外,钢在凝固冷却过程中,S、N等元素,由于溶解度的降低而生成硫化物、氮化物等也将残留在钢中。 2.宏观夹杂物或称外来夹杂物,这类夹杂物是在钢的冶炼或浇
铸过程中,由于耐火材料等外来物混入造成。其特点是大而无固定形状。 就对钢而言,宏观夹杂物的危害更大。 夹杂物的检验方法也有宏观检验法和显微检验法两种。 非金属夹杂物的显微检验法是指借助于金相显微镜在规定的实验条件下,检验金相试样中非金属夹杂物的方法。该法的主要优点是可以确定夹杂物的类型、分布、数量和大小,可以发现极细小的夹杂物。但是,由于受试样尺寸及取样位置、数量的限制。所以显微检验法的评定结果在很大程度上存在偶然性。往往会过分夸大细小夹杂物的重要性而将那些试样以外或检验面以外的较大夹杂物遗漏,所以,显微检验法总是与宏观检验法相辅相成、互相补充的。如果非金属夹杂物的宏观检验对优质钢来说是必不可少的检验项目之一,那么显微检验法则是特殊用途钢(如轴承钢、重要用途的合金结构钢等)广泛采用的检验方法。 二.显微夹杂物的分类 钢中非金属夹杂物的种类很多,应将性质相似、形态相似对钢的性能影响作用相似的各种夹杂物划分类别。从检验方便考虑,分类方法力求简单、明了、科学。 非金属夹杂物除按来源可分为内在夹杂物如外来夹杂物外,尚可按化学成分分类,分为氧化物、硫化物和氮化物等,而氧化物又可分为简单氧化物,复杂氧化物和硅酸盐(见下图)
ASTM E45-2013 钢中夹杂物含量评定的标准试验方法 Standard Test Methods for Determining the Inclusion Content of Steel ①本标准的固定编号为E45;其后面的数字表示最初釆用或最后修订的年份。括号里的数字表示此标准 的最后重新批准时间。上标希腊字母(ε)表示最后一次修订或复审后的编辑修改。 本标准已经美国国防部认可采用。 1. 范围 1.1 本标准的试验方法为测定锻钢中非金属夹杂物含量的方法。宏观试验法包括低倍腐蚀、断口、台阶和磁粉法。显微试验法通常包括5 种检测。依据夹杂物形状而不以化学特点,显微法将夹杂物划分为不同类型。这里主要讨论了金相照相技术,它允许形状类似的夹杂物之间略有不同。这些方法在主要用来评定夹杂物的同时,某些方法也可以评估诸如碳化物、氮化物、碳氮化物、硼化物和金属间化合物的组成。除了钢以外,其它合金在有些情况下也可以应用这些方法的一种或多种。根据这些方法在钢中的应用情况,将分别给予介绍。 1.2 本标准介绍了依据显微试验方法A 和方法D,使用JK 评级图评定夹杂物的程序。 1.3 按照钢的类型和性能要求,可以采用宏观法或显微法,也可以将二者结合起来,以得到最佳结果。 1.4 这些试验方法仅仅为推荐方法,对任何级别的钢而言,这些方法都应不能作为合格与否的判据。
1.5 该标准以国际单位制规定的单位为标准单位,圆括号里的内容为转化的近似值。 1.6 本标准未注明与安全相关的事项,如果有的话,也只涉及本标准的使用。标准使用者应建立适当的安全和健康操作规程,并且在使用标准前应确定其适用性。 2. 引用文件 2.1 ASTM 标准: ② E3 制备金相试样指南 E7 金相显微检测相关术语 ①本试验方法由ASTM 的E04《金相》委员会管辖,并由E04.09《夹杂物》分委员会直接负责。 现版本于2013 年5 月1 日批准,2013 年5 月出版。原版本在1942 年批准。前一个最新版是2011 年批准 的E45-11a。DOI: 10.1520/E0045-13。 ②对于ASTM 的参考标准,可登陆ASTM 网站,https://www.doczj.com/doc/137298086.html, 或联系service@https://www.doczj.com/doc/137298086.html, 的ASTM 客户服务 部。ASTM 标准年报资料,参见ASTM 网站的本标准的文件概要页。 ASTM E45-2013 钢中夹杂物含量评定的标准试验方法 2 E381 钢棒,钢坯,钢锭和锻件的宏观试验法 E709 磁粉检测指南 E768 自动测定钢中夹杂物的试样的制备和评定操作规程 E1245 用自动图像分析法确定金属中夹杂物或第二相含量的操作规程 E1444 磁粉探伤法的操作规程 E1951 十字线和光学显微镜放大倍率的校准指南
钢中非金属夹杂物的金相检验碳素钢和合金钢中非金属夹杂物主要有硫化物、氧化物、硅酸盐、氮化物等。非金属夹杂物往往是工件失效的主要原因。钢中非金属夹杂物的金相检验主要包括夹杂物类型的定性和定量评级。夹杂物的检验评定可按照GB/T 10561-1989《钢中非金属夹杂物显微评定方法》执行。 为什么要检验钢中的非金属夹杂物? 因为非金属夹杂物破坏了金属基体的连续性、均匀性,易引起应力集中,造成机械性能下降,导致材料的早期破坏,其影响程度主要取决于夹杂物的形状、大小、分布和聚集状态。 钢中夹杂物的检验一般在出厂前钢厂或者收货单位验收时检验。 钢中非金属夹杂物的来源 1、内在的:包括①铁矿石②钢厂在冶炼时,用Si、Al脱氧造成。 3FeO + 2Al →3Fe + Al2O3 2FeO + Si →2Fe + SiO2 2、外来的:浇铸过程卷入的耐火材料等。 对试样的要求 1、取样时沿轧制方向,磨制纵向截面观察夹杂物大小、形状、数量,横向截面观察夹杂物从边缘到中心的分布。试
样表面无划痕、无锈蚀点、无扰乱层。 2、淬火以提高试样的硬度,保留夹杂物的外形 3、试样表面不浸蚀。 非金属夹杂物的分类 1、氧化物:FeO、MnO、Cr2O3、Al2O3; 2、硫化物:FeS、Mn S及其共晶体 3、硅酸盐:2FeO·SiO2、2MnO·SiO2; 4、氮化物:TiN、VN; 非金属夹杂物的鉴别方法 1、明场:检验夹杂物的数量、大小、形状、分布、抛光性和色彩。不透明夹杂物呈浅灰色或其他颜色,透明的夹杂物颜色较暗。 2、暗场:检验夹杂物的透明度、色彩。透明夹杂物发亮,不透明夹杂物呈暗黑色、有时有亮边。 3、偏光:检验夹杂物的各向同性和各向异性,色彩、黑十字现象。 具体形貌 主要有硫化铁(FeS)和硫化锰(MnS),以及它们的共晶体等
《钢材质量检验》单元教学设计一、教案头
二、教学过程设计
三、讲义 1.钢中非金属夹杂物的种类和特征 非金属夹杂物显著影响钢的使用性能,同时对钢的切削性能及表面粗糙度也有重要影响。分析夹杂物的类型、数量、大小、形状和分布是冶金质量检验及失效分析的重要方面。 钢中非金属夹杂物依其来源可分为两大类: (1)外来夹杂物:这类夹杂物是由耐火材料、炉渣等在冶炼、出钢、浇注过程中进入钢液中不及上浮而滞留在钢中造成的,外来夹杂物尺寸较大,故又称粗夹杂,外形不规则,分布也没有规律。 (2)内夹杂物:溶解在钢液中的氧、硫、氮等杂质元素在降温和凝固时,由于溶解度降低,它们与其他元素化合并以化合物形式从液相或固溶体中析出,最后包含在钢锭中,这类化合物称为内生夹杂物,内生夹杂物的颗粒一般比较细小,故又称为细夹杂。通常钢中非金属夹杂物主要是内生夹杂物。 内生夹杂物是不可避免的,正确的操作只能减少其数量或改变其成分、大小及分布情况;至于外来夹杂物,只要操作正确、仔细,则可避免。 钢中常见的非金属夹杂物,依其性质、形态和变形特征等又可分为以下几种。 (1)氧化物:常见的氧化物有FeO、MnO、SiO2、AL2O3、Cr2O3等。多数氧化物的塑性极低,脆性大、易断裂,属脆性夹杂物,经轧、锻后沿加工方向排列成串或点链状分布,在明场下呈灰色。抛光性差、易剥落,如图4-12所示。 (2)硫化物:如MnS、FeS等,塑性较好,属塑性夹杂物。经轧、锻加工后沿加工方向变形,呈纺锤形或线段状。在明场下呈浅灰色。抛光性好,不易剥落,如图4-13所示。 (3)硅酸盐:硅酸盐夹杂有易变形的(如2MnO.SiO2),也有不易变形的。易变形的硅酸盐夹杂与硫化物相似,沿加工方向延伸变形呈线段状,明场下呈灰色或暗灰色;不易变形的硅酸盐与氧化物相似,沿加工方向呈颗粒状分布,明场下也呈暗灰色。在定量评级时,脆性硅酸盐按氧化物评级,而塑性硅酸盐按硫化物评级。 (4)点状不变形夹杂物:简称点状鸡杂,铬轴承钢的点状夹杂物主要是由镁尖晶石和含钙的铝酸盐或含铝、钙、锰的硅酸盐所组成。这种不变形夹杂物经加工后不变形,以后球状形式存在,如图4-14所示。 (5)氮化物:通常遇到的氮化物夹杂有AlN、TiN、VN、ZrN等,它们的形状一般比较规则,多呈长方形、正方形、三角形。压力加工不变形。在明场下呈浅黄、金黄或玫瑰色。 非金属夹杂物是钢中不可避免的夹杂,它的存在使金属基体的连续性受到破坏,非金属夹杂物在钢中的形态、含量和分布都不同程度地影响了钢的各种性能,诸如常规力学性能、疲劳性能、加工性能等。因此,正确测定与评价钢中非金属夹杂物是提高钢材质量不可忽视的环节。 2. 非金属夹杂物的鉴定方法 3.夹杂物的评级 四、训练任务
GB10561-89“钢中非金属夹杂物显微评定方法”标准的执行与理解 钟传珍潘淑红 (大连钢厂中心试脸室116031) 非金属夹杂物是钢中不可避免的夹杂,它的存在使金属基体的连续性受到破坏,非金属夹杂物在钢中的形态、含量和分布都不同程度地影响了钢的各种性能,诸如常规力学性能、疲劳性能、加工性能等。因此,正确测定与评价钢中非金属夹杂物是提高钢材质量不可忽视的环节。 测量非金属夹杂物的方法虽已标准化,但长期以来我国-直没有相应的国家标准。1989年由于新标准GB/T10561-1989取代YB25-77而使非金属夹杂物的评定更趋详细和全面。为了更好地执行和掌握新标准的评级原则,保证新旧标准的衔接,在实际检验工作中,我们针对具体试样加深对新标准的学习与理解,现将GB/T10561-1989所需检验的氧化物、硫化物、硅酸盐及点状不变形夹杂物的有关问题分述如下。 1 钢中非金属夹杂物的分类 钢中非金属夹杂物种类很多,按其来源和大小大体分为两大类: 1)显微夹杂物或称内在夹杂物,这类夹杂物是钢在冶炼或凝固过程中,由-系列物理和化学反应所生成。例如,在冶炼的过程中,由于脱氧剂的加入,而形成氧化物和硅酸盐等,这些夹杂物来不及完全上浮进入钢渣而残留于钢液中,即为内在夹杂物。 2)宏观夹杂物或称外来夹杂物,这类夹杂物是在钢的冶炼或浇注过程中,由于耐火材料的混入造成的,其特点是大而无固定形状。其次,非金属夹杂物还可按化学成分分类,分为氧化物、硫化物和氮化物,而氧化物又可分为简单氧化物,复杂氧化物和硅酸盐详见图1。 图1 2 非金属夹杂物的测定 2.1 A类夹杂物和C类夹杂物 标准YB25-77其检验项目只有脆性夹杂物和塑性夹杂物之分,对检验中出现的硅酸盐夹杂物按塑性变形能力和形态确定其归属。新标准GB10561-89则不仅有硫化物(A类夹杂物)评级图片,而且明确制定了塑性硅酸盐,C类夹杂物(粗系和细系)的评级图片。硫化物和硅酸盐有其相似的地方,往往容易混淆。A类夹杂物(硫化物)具有良好塑性,在加工方向被拉长,在明场中反光能力较强,
钢中非金属夹杂物特征 钢中氧和硫分别以氧化物和硫化物夹杂形式存在,很早以前就发现,钢的洁净度取决于上述氧化物和硫化物夹杂,这些夹杂物的尺寸、形状、物理性质、出现频率对钢的质量有很大的影响。 钢中常见的内在夹杂物有脆性夹杂物(氧化物及脆性硅酸盐)塑性夹杂物(硫化物及塑性硅酸盐)、点状不变形夹杂物和氮化物等。 一、氧化物: 1.氧化铝夹杂物:Al2O3(脆性) 这种夹杂物热加工后不变形、而是沿加工方向分布成短线状颗粒带,在明场下呈灰色。过多的Al2O3会使钢的疲劳强度和其他力学性能下降。 2.SiO2夹杂物 除了氧化铝夹杂物外,在钢中还有硅脱氧产物SiO2,也称石英。 二、硫化物:FeS、MnS(塑性) 这类属于塑性夹杂物,具有很高的塑性,热加工后沿加工方向延伸成条状分布,在明场下呈灰色。 三、氮化物: 在含钛、锆、钒的合金中,钛、锆和钒容易和氮结合成稳定的氮化物夹杂,氮化物热加工中不变形,多呈方形、长方形,在明场下有淡黄和金黄色彩。四、点状不变形夹杂物: 铬轴承钢中的点状不变形夹杂物主要由镁尖晶石和含钙的铝酸盐所构成,此外还有含铝、钙、锰的硅酸盐,点状不变形夹杂物加工后仍不变形,仍保持较规则的图形。 五、硅酸盐: 硅酸盐是金属氧化和硅酸根的化合物,是钢中常见的夹杂物,在使用硅锰、硅铁合金脱氧时,形成可变形的硅酸盐,最常见的硅酸盐是硅酸亚铁和硅酸亚锰。 钢中常见的硅酸盐有硅酸亚铁(2FeO.SiO2)、硅酸亚锰(2MnO.SiO2),硅酸盐分脆性硅酸盐和塑性硅酸盐。脆性硅酸盐热加工后沿加工方向成为短线状颗粒带,类似氧化物,塑性硅酸盐热加工后沿加工方向延伸成条状。但硅酸盐一
钢中非金属夹杂物的金相鉴定 杨桂荣王祖宽 (河北理工学院冶金系) 摘要论述了钢中非金属夹杂物的来源,分布及对钢的质量的影响,利用它们在金相显微镜下的不同特征进行定性定量的检测,判定钢材质量。 关键词钢夹杂物金相检验 0 引言 由于现代工程技术的发展对钢的强度、韧性、加工性能等要求日趋严格,所以对钢铁材质要求也越来越高。非金属夹杂物作为独立相存在于钢中,破坏了钢基本的连续性,使钢组织的不均匀性增大。因此钢中非金属夹杂物的存在,对钢的性能产生强烈影响。根据非金属夹杂物的性质、形态、分布、尺寸及含量等因素的不同,对钢性能的影响也不同。为了提高金属材料的质量,生产非金属夹杂物少的洁净钢,或控制非金属夹杂物性质和要求的形态,这是冶炼和铸锭过程中的一个艰巨任务。而对于金相分析工作者来说,如何正确判断和鉴定非金属夹杂物,是十分重要的。 鉴别非金属夹杂物的工作首先是在金相显微镜下进行,利用明视场观察夹杂物的颜色、形态、大小和分布;在暗视场下观察夹杂物的固有色彩和透明度;在偏振光正交下观察夹杂物的各种光学性质,从而判断夹杂物的类型,根据夹杂物的分布情况及数量评定相应的级别,评判其对钢材性能的影响。目前检验、研究钢中非金属夹杂物的方法很多。有化学法、岩相法、金相法、电子探针、电子扫描法等等。本文仅就用金相法检验钢中非金属夹杂物作一些介绍。 1 钢中非金属夹杂物的来源分类 1.1 内生夹杂物 它是金属在熔炼过程中,各种物理化学反应形成的夹杂物。内生夹杂物一般来说分布比较均匀,颗粒也比较小。 1.2 外来夹杂物 它是金属在熔炼过程中与外界物质接触发生作用产生的夹杂物。如炉料表面的砂土和炉衬等与金属液作用,形成熔渣而滞留在金属中,其中也包括加入的熔剂。这类夹杂物一般的特征是外形不规则,尺寸比较大。 2 钢中非金属夹杂物按化学成分分类 2.1 氧化物系夹杂 简单氧化物有FeO、Fe2O3、MnO、SiO2、Al2O3、MgO、Cu2O等。在铸钢中,当用硅铁或铝进行脱氧时,SiO2和Al2O3夹杂比较党见。Al2O3在钢中常常以球形聚集呈葡萄状。在铝、镁合金中,夹杂主要是Al2O3和MgO。复杂氧化物,包括尖晶石类夹杂物和各种钙的铝酸盐等,钙的铝酸盐如图1所示。硅酸盐夹杂也属于复杂氧化物夹杂。这类夹杂物[2]有2FeO·SiO2(铁硅酸盐)、2MnO·SiO2(锰硅酸盐)、CaO·SiO2(钙硅酸盐)等。这类夹杂物在钢的凝固过程中,由于冷却速度较快,某些液态的硅酸盐来不及结晶,其全部或部分以玻璃态的形式保存于钢中,如图2所示。 2.2 硫化物系夹杂
钢中非金属夹杂物的分类 (一) 夹杂物的来源 钢中非金属夹杂物按其形成原因可分为两类:即内生夹杂物和外来夹杂物。 内生夹杂物的来源主要有以下几个方面: (1) 脱氧剂及合金添加剂和钢中元素化学反应的产物,在钢液凝固前未浮出而残留在钢中。 (2) 出钢、浇注过程中钢水与大气接触,钢水中易氧化、氮化元素的二次氧化、氮化产物。 (3) 出钢至铸锭过程中,随钢水温度的下降,造成氧、硫、氮等元素及化合物溶解度的降低,因而产生或析出各种夹杂物。 一般的讲,内生夹杂物较为细小,合适的工艺措施可减少其含量,控制其大小和分布,但不可能完全消除。 外来夹杂物的主要来源有二个途径: (1) 冶炼、出钢及浇注过程中,钢水、炉渣及耐火材料相互作用而被卷入的耐火材料或炉渣等。 (2) 与原材料同时进入炉中的非金属夹杂物。 这类夹杂物一般较粗大,只要工艺、操作适当是可以减少和避免的。钢中常规检验遇到的夹杂物多数是内生夹杂物。 (二) 夹杂物的分类 1. 按夹杂物的化学组成分类 通常根据夹杂物的化学组成可分为简单氧化物(如AlO,SiO);复杂氧化物(如232
FeO?AlO,CaO?AlO);硅酸盐及硅酸盐玻璃(如2FeO?SiO);硫化物(如MnS,FeS);氮23232 化物(如TiN);复杂夹杂如硫氧化物(CeOS),氟氧化物(LaOF),氮碳化物(TiCN),硫碳22 化物(TiCS)等。 422 钢中实际存在的夹杂物与钢的成分、冶炼过程、脱氧方法等因素有关。 2. 按夹杂物的塑性及分布分类 在生产检验中又根据夹杂物的塑性及分布特性分为脆性夹杂物、塑性夹杂物、点状不变形夹杂物。 (1) 塑性夹杂物热变形时具有良好的范性,沿变形方向延伸成条带状。属于 这类的夹杂物有硫化物及含SiO量较低的铁锰硅酸盐等。 2 (2) 脆性夹杂物热加工时形状和尺寸都不变化,但可沿加工方向成串或点链 状排列。属于这类的夹杂物有AlO,CrO等。 2323 (3) 点状(或球状)不变形夹杂物铸态呈球状,热加工后形状保持不变,如SiO 及2SiO含量较高的硅酸盐等。 2 (4)半塑性夹杂物指各种复相的铝硅酸盐夹杂。基底铝硅酸盐有范性,热加工时延伸变形,但其中包含着的析出相如AlO等是脆性的,加工时保持原状或只是拉开距离。 23 除此之外,夹杂物还可根据化学稳定性的不同,分为易溶于稀酸,甚至在水中就能分解的不稳定夹杂物和在热的浓酸中才能溶解的稳定夹杂物。或按照钢的类型和成分分类等。
钢中夹杂物分析方法探讨 钢中夹杂物主要以非金属化合态存在,如氧化物、硫化物、氮化物等,造成钢的组织不均匀。夹杂物的几何形状、化学成分、物理性能等不仅影响钢的冷热加工性能和理化性能,而且影响钢的力学性能和疲劳性能。随着产品对夹杂物的分析提出更高的要求,需要建立适合生产现场的快速检测钢中夹杂的分析方法,以便降低钢中的夹杂含量,因此,对各种夹杂分析方法进行调研,并从单一和综合两方面进行分析。 单一方法 (1)金相显微镜观测法(MMO)。金相显微镜观测法是一种传统的方法,用光学显微镜检测二维钢样薄片,并且用肉眼定量。通过观察夹杂物的形状、光学特征或用化学法辅助,可以测定夹杂物类型,直接观测夹杂物的尺寸与分布情况,判断夹杂物的生成。 (2)图像扫描法(IA)。采用高速计算机显微镜扫描图像,根据灰度的断续分辨明暗区,比肉眼观测的MMO法大有改进,容易测定较大面积和较多数量的夹杂物,自动化程度高,可获得体积分数、粒度分布直方图、定量等信息,但有时易将非金属夹杂物引起的划痕、麻点和凹坑分析错,且易受尘埃干扰,细小夹杂可能从磨面脱落。 (3)硫印法。通过对富硫区进行腐蚀,区分宏观夹杂和裂纹。 (4)电解(蚀)法。该方法精确度高但费时,以钢样作为电解池的阳极,电解槽为阴极,通电后钢的基体呈离子状态进入溶液溶解,非金属夹杂物不被电解呈固相保留。较大的钢样(2~3kg)被电解,然后对电解泥淘洗、磁选、氢气还原分离铁,最后称量分级;较小的钢样(50~120g)被电解或稀酸溶解,将残渣经碳化物处理、过滤、灼烧,得到氧化物总量。马钢钢研所和北京科技大学成人教育学院运用大样电解法对钢样进行测定,并得到夹杂物不同粒度分布的百分含量。 (5)电子束熔炼法(EB)。在真空条件下,用电子束熔化钢样,夹杂物上浮到钢水表面。通常电子束熔炼查找的是上浮夹杂物特定区域。电子束熔炼的升级法(EB-EV)用来评估夹杂物尺寸分布,根据测定区域的上浮夹杂物尺寸,推断所有夹杂物的上浮结果,从而计算夹杂物尺寸分布指数。 (6)水冷坩埚熔炼法(CC)。在电子束熔炼的条件下,先将熔融钢样表面的夹杂物浓缩,冷却后,样品被分解,夹杂物被分离出来。 (7)扫描电子显微镜法(SEM)。将电子束用电磁透镜聚焦照射于试样表面,同时用电子束扫描,在显像管上显示出试样发出的信号,可清晰地观测到各种夹杂物的主体像,了解其分布和形态,用电子探针分析仪(EPMA)测定其组成及含量,特别是鉴定夹杂物局部组成最有效,可分析的元素范围4Be~92U,对0.1μm以上的区域进行定性分析,对2μm以上的区域进行定量分析。 (8)单火花光谱分析法(SSA)即原位分析仪。对被分析对象原始状态的化学和结构进行分析。通过对无预燃、连续扫描激发的火花放电所产生的光谱信号进行高速的数据采集和解析,测定样品表面不同位置的原始状态下的化学成分分布、缺陷判别和夹杂状态分析,可获得夹杂物数量、组成、分布和粒度等多方面的信息;一次扫描即可得到元素成分、偏析、疏松和夹杂的定量分布结果,扫描范围达300mm×200mm,分析灵敏度优于常规火花光谱分析,样品无需抛光及处理,分析结果显示方式丰富,除了以列表方式显示各项分析数据和计数外,还同时以二维和三维多种图形显示成分、偏析、疏松和夹杂的分析结果,可直接应用于冶金炉前分析,实现临线快速分析,当样品太少时不能反映大型夹杂。 (9)曼内斯曼夹杂物检测法(MIDAS)。又名LSHP法,先使钢样波动,以排除气泡,然后超声扫描检测固态夹杂物和固气复合夹杂物。 (10)激光衍射颗粒尺寸分析法(LDPSA)。采用激光技术检测其他方法(如定泥法)已检测出夹杂物的尺寸分布。
钢中的非金属夹杂物分类方法如何?来源何处 2009-05-21 11:17 评论(0)浏览(289)一)分类方法很多,但常见的有以下四种: 1.按来源分类,可分为两类: (1)内在的:包括在冶炼过程中所形成的化合物、脱氧时产生的脱氧产物、或在钢水凝固过程产生的化合物,当这些化合物来不及从钢水中彻底排出,而残存在钢中者,叫做内在的非金属夹杂物。 (2)外来的:包括从炉衬或包衬、或从汤道砖、中包绝热板、保护渣迸人钢水中的夹杂物(有人还将钢水二次氧化生成的夹杂物包括在内)。 一般说来外来夹杂物颗粒较人,在钢中比较集中,而内在夹杂物则一与此相反。 2.按化学成分分类,一般分三类。 (1)氧化物:如FeO, Si02 , Al2O3等,有时它们各自独立存在,有时形成尖晶石(如MnO.Al203)或固溶体 (如FeO 和MnO)。 (2)硫化物:如FeS、MnS及(Fe. Mn) S的固溶体。当加Al过多时可能以A12S3出现。 (3)氮化物:如TiN, ZrN 等 3.按夹杂物的变形性能分类,当钢进行热加工时,例如:轧制时,夹杂物此时是否也变形,它对钢的性能有明显的影响。为此,把夹杂物分为三类:(1)脆性:这类夹杂物完全没有塑性,在热加工时,尺寸和形状都没有变化,属于这一类的主要是A1203、Cr203等,‘它们属于高熔点
的夹杂物。 (2)塑性:钢在加工变形时,夹杂物也能随之变形,形成条状,属于这类的有硫化物以及含 SiO240--60%的铁、锰硅酸盐。 (3)球状(或点状)不变形:属于这类的有Si02 及SiO2 >70%的硅酸盐。 4.按尺寸大小分类,可分三类:(1)大型:尺寸> 100微米。 (2)中型:也叫显微型,尺寸1-100微米。(3)小型:也叫超显微型,尺寸<100微米。 (二)钢中非金属夹杂物主要来源于: 1.钢中杂质氧化的产物、脱氧产物和钢在浇注与凝固过程中的反应产物、因溶解度下降的析出物; 2.原材料带人的杂质; 3.混人的炉渣或炉衬与浇注设备的耐火材料等。 来源:中国钢铁新闻网
钢中常见的元素、夹杂物对钢性能的作用及影响 常见元素主要有C、Si、Mn、P、S、N、H、O及其他非金属夹杂物。 碳(C): 是对钢的性能影响最大的基本元素。不同的碳含量依据钢中杂质元素含量和轧后冷却条件的不同对于钢的性能影响是不同的,随着钢中碳含量的增加,碳钢在热轧状态下的硬度直线上升,塑性和韧性降低。在亚共析范围内,碳对抗拉强度的影响是,随着碳含量增加,抗拉强度不断提高,超过共析范围后,抗拉强度随碳含量的增加减缓,最后发展到随碳含量的增加抗拉强度降低。另外,含碳量增加时碳钢的耐蚀性降低,同时碳也使碳钢的焊接性能和冷加工(冲压、垃拔)性能变坏。 硅(Si): 硅在碳钢的含量≤0.50%。硅也是钢中的有益元素。在沸腾钢中,含硅量很低,硅是作为脱氧元素加入到钢中。在镇静钢中硅的含量一般为0.12~0.37%。硅增大了钢液的流动性,除了形成非金属夹杂外,硅溶于铁素体中。随着硅含量的提高,钢的抗拉强度提高,屈服点提高,伸长率下降,钢的面缩率和冲击韧性显著降低。 锰(Mn): 在碳钢中,锰是有益元素。锰是作为脱氧除硫的元素加入到钢中的。对于镇静钢来说,锰可以提高硅和铝的脱氧效果,可以同硫形成硫化锰,相当程度上降低硫在钢中的危害。锰对碳钢的力学性能有良好的影响,它能提高钢热轧后的硬度和强度,原因是锰溶入铁素体中引起固溶强化。因此,精炼过程中要按照技术要求严格稳定控制各炉次的锰含量。 磷(P): 一般来说,磷是钢中的有害元素。它来源于矿石和生铁等炼钢原料。磷能提高钢的强度,但使塑性和韧性降低,特别是使钢的脆性转折温度急剧上升,即提高钢的冷脆性(低温变脆)。由于磷的有害影响,同时考虑到磷有较大的偏析,因而对其含量要严格的控制。但是在含碳量比较低的钢种中,磷的冷脆危害比较小。在这种情况下,可以用磷来提高钢的强度,如鞍钢生产的高强度IF钢就需要加入磷。另外,在适当的情况下,还利用磷的其他一些有益作用,如增加钢的抗大气腐蚀能力,如集装箱用钢;提高磁性,如电工硅钢;改善钢材的易切削加工性,减少热轧薄板的粘结等。 硫(S): 一般来说,硫是有害元素,他主要来自于炼铁、炼钢时加入的原材料和燃烧产物,二氧化硫。硫最大的为危害是引起钢在热加工时开裂,即产生所谓的热脆。硫能提高钢材的切削加工性,这是硫的有益作用。 氮(N): 钢中的氮来自炉料,同时,在冶炼、浇铸时钢液也会从炉气和大气中吸收氮。氮引起碳钢的淬火时效和形变时效,从而对碳钢的性能发生显著的影响。由于氮的时效作用,钢的硬度、强度固然提高,但是塑性和韧性降低,特别是在形变时效的情况下,塑性和韧性的降低比较显著。因此,对于普通低合金钢来说,时效现象是有害的,因而氮是有害元素。但对于一些细晶粒钢以及含钒、铌钢,由于氮化物的强化细化晶粒作用,氮成为有益元素。另外,作为合金元素,氮在不锈耐酸钢中得到应用,此外,氮化处理方法能使机器零件获得极好的综合力学性能,从而使零件的使用寿命延长。 氢(H):