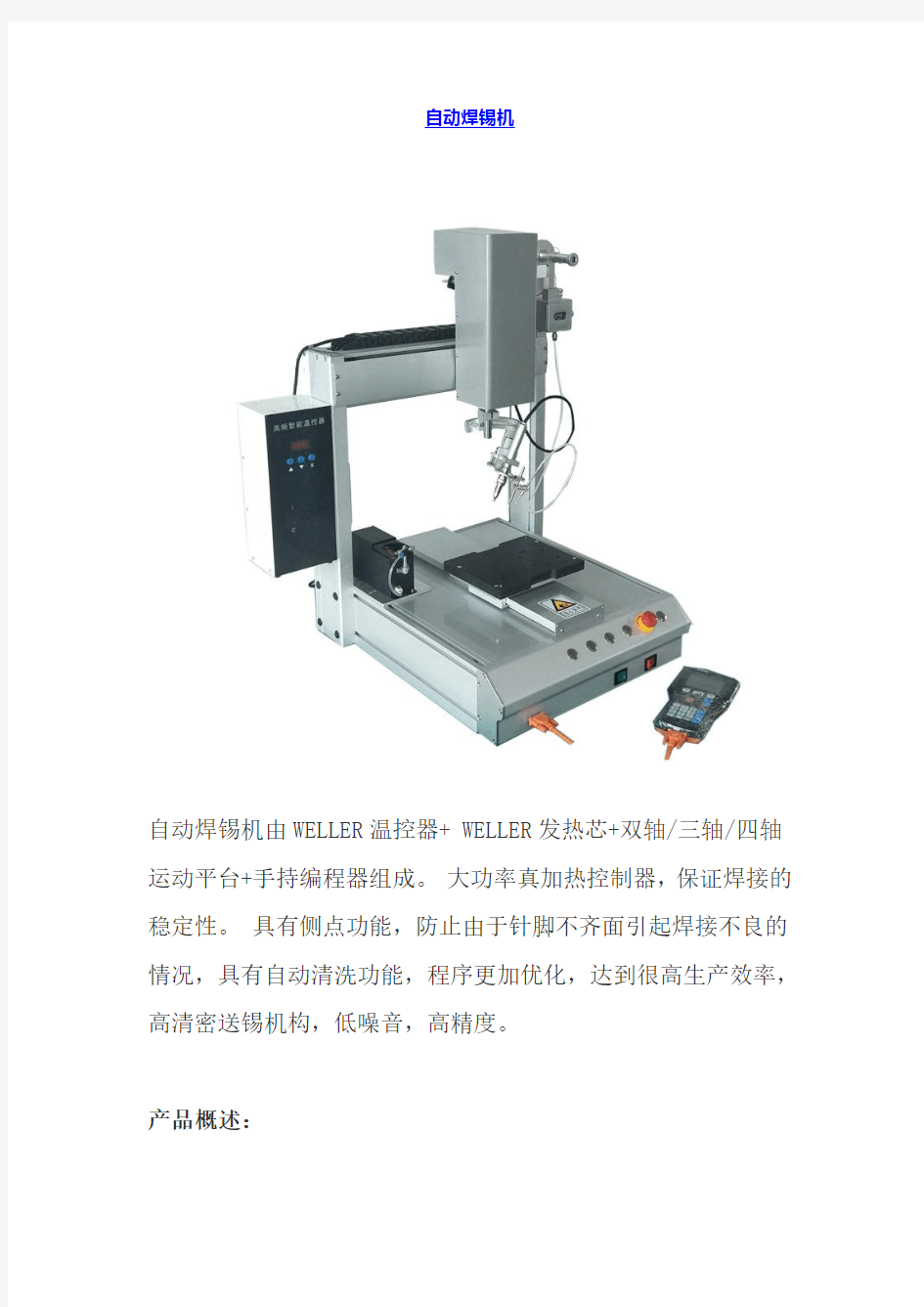
自动焊锡机
自动焊锡机由WELLER温控器+ WELLER发热芯+双轴/三轴/四轴运动平台+手持编程器组成。大功率真加热控制器,保证焊接的稳定性。具有侧点功能,防止由于针脚不齐面引起焊接不良的情况,具有自动清洗功能,程序更加优化,达到很高生产效率,高清密送锡机构,低噪音,高精度。
产品概述:
LHZ-300N自动焊锡机主要应用于电子制造业,主要针对回流焊、波峰焊等生产设备很难达到的工艺制程以及焊锡加工,特别适用于混装电路板、热敏感元器件、SMT后端工序中敏感器件的焊接,广泛应用于PCB焊线、充电器插头焊接、连接器焊接、DC端子加锡、LED灯带连接等领域。自动焊锡机器人代替人工焊接,提高工作效率,改善焊接质量。
产品特写:
1、灵活多样的焊锡方式,具有点焊、拖焊(拉焊)等功能,并也内置打螺丝、点胶及搬运程式。
2、设备可存储操作程序,同一机器可对不同产品进行焊锡加工。
3、设备机械手臂均为铝型材开模铸造,不变形、不生锈、运行稳固。
4、设备编写工作程序可进行点到点、块到块的复制,缩短程序编写时间。
5、设备具有自动清洗功能,一定程度上稳定了焊锡加工质量与延长烙铁咀使用寿命。
6、多轴联动机械手,全部采用精密步进马达驱动及先进运动控制算法,有效提升运动定位精度和重复精度。
设备组成:
基本参数:
适用范围:
电子汽车、集成电路、印刷电路、彩包液晶屏、马达、对温度敏感的电子元件焊接、连接器(CONNECTOR)、排线、细小的CABLE、喇叭和马达等。
公司网站:https://www.doczj.com/doc/1315993154.html,东莞市塘厦领航者自动化设备厂,主要从事非标自动化设备的研发制造和销售为一体的企业。
管道外圆自动焊接机结构设计 摘要:管道运输是油气运输中最主要、最快捷、经济、可靠的方式,可用于输送水、原油、天然气、成品油等,具有输量大、距离长、安全性高、成本低等优点,在各国发展迅速。管道运输业的主体是管道,管道工程的核心工作是管口的焊接。 因此研究高效率、性能可靠的管道全位置自动焊接机具有十分重要的意义。 为解决管道建设野外作业的自动化焊接的难题,研制了一种导轨式管道焊接机器人,其关键技术包括:研制新型的行走机构、焊枪摆动机构、及机器人轨道、焊枪机械手。介绍了导轨式焊接机结构的设计和焊接机控制,着重对其结构特点、动作原理、设计要点进行设计分析和说明。现场应用表明,该机器人能沿导轨平稳、可靠的行走,进行管道外圆全位置焊接,其操作简便,成本低,适合我国现场施工作业及工人的技术水平,既保证了焊接质量,又提高了劳动效率。 关键词:轨道式焊接机;结构设计;管道;机械手
Cylindrical pipe automatic welding machine design Abstract:Pipeline transportation is the most important, quickest, economical and reliable method in petroleum transportation. It can transport water, crude oil, natural gas, oil product etc. It has a number of advantages: high transmission volumes, long distance, safety and cost-effectiveness, which is rapid developed in all the world. The subject of pipeline transportation is pipeline; the core of pipeline project is nozzle welding. So, it has very important significance to develop high efficient and reliable performance pipeline all-position automatic welding machine. An orbit pipeline welding robot has been developed to solve the problem of automatic welding during pipeline construction in the fields. Its key techniques consist of developing a new type of travel unit, welding torch as cillating unit, robot orbit and intelligent control system etc. The development work of the orbit pipeline welding robot mechanic system is introduced in the paper. The main illustration is about the system's structure,action principle,key points of design and machining technies and verifying calculation for selecting reduction gearbox with the wire feeder motor and the diameter of the wire-feed wheel. The application in fieldwork shows that the robot can trave1 along the orbit stably and reliably and carry through all-position welding. The welding is easy with low cost that is fit for fieldwork and worker in our country,guarantees the welding quality and improve working efficiency. Keywords:Orbital welding machine ;construction design ;pipeline;Manipulator
激光焊接机那个品牌好! 激光焊接机哪家好?这对激光焊生产的采购商来说,选对可靠的有实力的负责任的激光焊机厂家尤为重要。那么,怎么样才能选对激光设备厂家呢? 首先,我们得先筛选出有实力的市场反应比较好的口碑比较好的激光焊机生产厂商。过滤掉那些小加工作坊和挂羊头卖狗肉的贴牌小厂家。 有实力的激光焊接机生产制造厂家一定有自己的品牌,比如奥信激光,就是有着十五年激光设备研发制造经验的老品牌。而那些小加工作坊或贴牌小厂家,他们的设备基本上都是靠四处采购零配件,靠东拼西凑的组装起来的,这样的产品品质、可靠性、稳定性就可想而知了。品质拙劣的激光设备势必影响后期的产品生产,先过滤掉。 其次,把这些有实力的厂家筛选出来后,在有条件的情况下可进行实地考查对比,在条件限制的情况下也要低限度地在网上对它们初步了解。上网上搜索他们的品牌也很简单,例如,在百度上搜索“奥信激光”便有成千上万的关于奥信激光信息出来供网民参阅。
第三:看厂家的研发实力和产能。当前科技发前日新月异,过去那种单纯以销售量来衡量厂家实力的方法已经靠不住了,一个没自己核心激光焊接技术没有研发能力的激光设备厂家,势必跟不上当前焊接制造业的发展要求,为社会淘汰。另一方面,研发能力也是能否跟上当前自动化激光焊接生产大形势需求的重要考验。而产能则是厂家能否及时供应足够激光设备以满足生产需求的大前提。 第四,在满足以上三个条件的同时,我们还要考虑厂家的售后服务,这是后期万一激光设备出问题,能否及时处理解决的保障。是我们选择厂家的过程中一个重要的参考标准。 第五,在各个条件都差不多的,配置差不多,都能满足生产需求的情况下,我们还要对激光焊接机价格进行对比,选择性价比比较高,有保障的厂家。 东莞市奥信激光焊接设备有限公司是国内专注于从事激光焊接、激光熔覆、焊接材料与工艺整合服务的设备制造商,集研发、生产、销售、等服务。具有先进水平的精密激光焊接设备,
焊接机的操作规程 注:在开机前先开启电脑,并接通自动工作台及其他运动控制部件的电源,并检查各部件运行是否正常,再进行以下操作: 1 检查设备连线是否完好,接通外部主电源; 2 打开主机柜电源(空气断路器); 3 检查制冷机工作状态{水压表2Kg/cm2 SV设定温度)=25~28 PV (实际温度)=25~28}; 4 制冷机工作正常则右旋钥匙开关,启动主机柜电源; 5 按下激光电源启动键“START"; 6 等待约90S后,当屏幕右边的的所有设备自检项目均显示为“正常” 时 1、注意事项 (1)、警告 请不要让YAG激光照射到皮肤,可能会造成灼伤。 请不要让YAG激光照射到可燃物,可能会造成火灾。 激光加工中或加工刚结束时,请不要马上触摸工件,此时工件可能处于
高温状态。 请牢固连接指定的电线电缆,如使用容量不足的电缆或连接方法不正确, 会引起火灾。 请不要损伤电源电缆,连接线。一旦损伤,会造成触电、短路、起火。 如有损坏,需要修理、更换,请与本公司联系。 机器运行中出现焦臭味、异常声音、异常发热、冒烟等异常现象时,请立 即切断电源,尽快联系本公司。否则会造成触电、火灾。 请保证接地良好,如不接地,在故障和漏电时,可能会造成触电或损坏设备。 设备通电中会产生磁场,易受磁场影响的其他设备请不要接近。
请保持设备电器部分干爽,如果电器部分进水会破坏绝缘,会造成触电和短路,甚至火灾。 当设备使用中请不要覆盖毛毯、布等,这样会影响散热,可能造成发热、起火。 请不要将本设备用于金属加工以外的用途。 请在本设备的使用场所内放置灭火器,以防止火灾。 请定期对本设备进行维护保养。 2、安装要求 1.1本设备必须由经过专业人员培训的人进行操作,操作人员必须熟读 说明书。 1.2请将本设备安装在牢固的水平无倾斜的场所。 设备输入电压为单相AC220V 60 HZ 容量24A以上 或三相AC380V 60 HZ 容量20A以上本设备必须接地。
一、设备概述 四轴联动激光焊接机既可以点焊,也可连续缝焊, 对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小。应用于眼镜框架、微电子元件、集成电路引线等精密零件的焊接, 大功率二极管、手机电池、电子元器件、水壶、真空杯、不锈钢碗、传感器、钨丝、铝合金、笔记本电脑外壳、门把手、模具、电器配件、滤清器、油嘴、不锈钢制品、高尔夫球头、锌合金工艺品等焊接。 可焊接图形有:点、直线、圆、方形或由AUTOCAD软件绘制的任意平面图形。 二、特点 激光焊接具有加热集中,热输入少,变形小,焊接速度快,焊缝深度大、焊缝平整、美观,焊后无需处理或只需简单处理不仅适宜于常规材料,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,易实现自动化。也特别适宜于难熔金属,耐热合金、钛合金热物理性能差别大的异种金属、体积和厚度差别大的工件以及焊缝附近有受热易 燃,受热易裂和受热易爆的构件。激光焊接与真空电子束焊相比,具有不产生X射线,不需真空室,工件体积不受限制等优点。激光焊接可作为终加工,焊缝美观、漂亮,许多情况下焊缝可与母材等强。 三、技术参数
一、机型简介 此激光点焊机专用于金银首饰、高尔夫球、电子元器件补孔、点焊砂眼、焊镶口等。焊接牢固、美观、不变形,操作简单,易学易用. 激光点焊机主要应用于金银饰品的补孔和点焊砂眼。激光点焊是激光材料加工技术应用的重要方面之一,点焊过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于其独特的优点,已成功地应用于金银首饰加工及微、小型零件焊接中。 二、机型特点 ●能量、脉宽、频率、光斑大小等均可在较大的范围内调节,以实现多种焊接效果。参数由封闭腔内控制杆调节,简单高效。 ●采用英国进口陶瓷聚光腔,耐腐蚀,耐高温,光电转化效率高,聚光腔体寿命(8-10年),氙灯寿命800万次以上。 ●采用世界上最先进的自动遮光系统,消除了在工作时光对眼睛的刺激。 ●具备24小时连续工作能力,整机工作性能稳定,10000小时之内免维护。 ●人性化设计,符合人体工学,长时间工作不疲劳。 耗材:氙灯、滤芯、保护镜片、氩气、水、电 安装环境:安装地点:4平方米以上。 环境:干净无灰尘或灰尘较少。 温度:55°F(13°C)to 82°F (28°C) 湿度:5% to 75% 不结露。 电源:220V 50HZ 交流电,30安空气开关,电压稳定。 三、技术参数
激光焊接机安全操作规程【完整版】 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 激光焊接是众多激光技术中的一种非常成熟的应用。它把能量密度很高的激光束照射到两部分材料上,使局部受热熔化,然后冷却凝固连成一体。 由于激光焊接热影响区小、加热集中迅速、热应力低,因而在机械、电子、电池、航空、仪表等行业,显示出独特的优越性,已成为精密加工行业中一种极具竞争力的加工手段。近年来,许多行业对于激光焊接机的使用越来越频繁,与此同时,由于激光强度高,电离辐射和受激辐射都会对操作者造成严重的伤害;再加上整台激光焊接设备上所配置的激光头多维联动装置和多工位转台,一台激光焊接机的安全风险不可小觑。 在使用过程中,为了确保操作人员的安全,我们在操作激光焊接机的过程中需要掌握一些安全操作规范。下面就为您讲解激光焊接机的安全操作规程有哪些: 1、要认真阅读使用说明书,严格按操作规程运行激光焊接机,以确保设备和人身安全。 2、应检查焊接机各部位是否正常工作 焊接工作进行前,应检查激光焊接机各部位工作是否正常,操作结束后对焊机、工作场地进行检查,消除隐患,保证安全无事故。 3、避免激光照射产生火灾 激光束直接照射或强反射会引起可燃物燃烧,导致火灾,此外激光器中有数千至数万伏高压电,会被电击伤害。因此只允许受过训练的工作人员操作激光焊接机。激光的光路系统,必须用金属进行全封闭,以防直接照射的发生,激光焊的工作台也应进行屏蔽,防止放射光的照射。 4、应避免激光对眼睛的伤害 激光焊接机焊接所用激光的功率密度很大,光束又很细,很容易对人的眼睛、皮肤造成
本科生毕业设计说明书 题目内焊缝自动焊接装置设计 The Design Of Auto-welding Device For Lengthwise Seam Inside The Water-separated Pipe 作者姓名 所在专业 所在班级 申请学位 指导教师职务 答辩时间年月日
隔水管套内焊缝自动焊接装置设计 摘要: 快速接头隔水管系列产品,南油合众特有的为海洋石油配套的专用产品。本设计是针对*SR-30、SR-24、SR-20、*SR-16、SR-13系列产品制造中,对卷制成管状板材的内纵焊缝能进行自动焊接的装置,包括机械系统设计和电气设计。此设计采用自动焊接小车形式,能实现焊接位置的自动找正、焊接时的自动行走、自动导向。 关键词:隔水管内纵焊缝焊接焊接小车 Abstract: Speedy junction of water-separated pipe , the series of which is specially produced for ocean rock oil in United Offshore construction https://www.doczj.com/doc/1315993154.html,hw. A auto-welding cart will be designed for lengthwise seam inside the water-separated pipe in this graduation project, which is divided into two portions---mechanic system design and electric system design. The cart can perform some functions such as searching the seam itself, walking along the seam automaticly and so on. Keywords: water-separated pipe auto-welding cart lengthwise seam
毕业设计方案 题目异型管自动焊接机 学院机械工程学院 专业机械工程及自动化 班级机自1000班 学生 学号 指导教师曹树坤 二〇一四年四月十三日
学院机械工程学院专业机械工程及自动化专业 学生学号 设计题目异型管自动焊接机 一、选题背景与意义 1、国内外自动焊接发展背景 我国在焊接领域起步较晚,五六十年代随着重工业的发展,焊接设备也主要从前苏联引进。发展到同苏联断交的七十年代,我国才陆续加强了在焊接领域的重视,建设了主要的焊接设备制造厂。在发展初期,我国生产的焊接设备大多是比较简单的焊接操作机、滚轮架、变位机、翻转机等,多数都是人工或少数的半自动性质,在自动化程度上比较低。进入80年代后,在我国大量引进成套焊接设备下,促使我国在焊接方面的成套性、自动化、设备精度等有了很大的提高。1996年我国焊接机器人的数量到2001年达到1040台,其中弧焊机器人占49%,点焊机器人占47%,在自动化焊接技术方面如机械控制技术、PLC控制技术以及数控系统,焊接的自动化程度有了很大进步。 在焊接领域,我国同国外先进国家还是有很大差距。在20实际80年代初期,工业机器人的应用在先进工业国家开始普及,1996年年底全世界服役的各类工业机器人超过68万台。其中,焊机机器人大约为一半以上。尤其说随着信息技术、计算机技术、自动控制技术的发展和应用,近10年来,在发达的工业国家,焊接设备的发展更是飞速。如英、美、德和日本等过均有相当规模、先进的焊接设备生产企业。在2001年的第十五届实际焊接与切割博览会上参展的焊接设备厂商多达百家。当下,多数焊接设备采用最先进的自动控制系统、智能化控制系统和网络控制系统等。广泛采用焊机机器人作为操作单元,组成焊接中心、焊接生产线、集成制造系统。 2、选题的意义与目的 在绿色观念的倡导下,由于焊接本身对环境和人体带来的伤害,加之我国当下焊接的手工化依然广泛存在,因此自动化焊接尤其是plc控制的自动焊接将会是大中型企业流水线焊接的确实需要,焊接作为机械制造业中仅次与装备加工和切削加工的第三大加工作业,对其进行机器人柔性加工技术及其相关的控制器PC化,网络化和智能化的应用研究已成为焊接自动化发展的必然趋势。 二、设计内容 1、设计内容研究 本次设计是异型管自动焊接机设计,在设计过程中,要求我们运用机电的知识完成,其设计的内容主要包括,机械手的设计、焊接机床的设计、异型管夹具的设计、电气系统设计等内容。此次设计的焊接机械手实际是5-6自由度的关节机器人。采用步进电机驱动、微机控制,结构紧凑,工作范围大,动作灵活,底座支撑部分采用机床结构设计,异型液压油管(水平面内在不同位置有弯度的油管)通用夹具设计。
本科毕业设计(论文) 题目:焊接机械手的结构设计 系别:机电信息系 专业:机械设计制造及其自动化 班级: 学生: 学号: 指导教师: 2013年5月
焊接机械手的结构设计 摘要 本设计为焊接机械手的结构设计,主要研究内容:腰部回转机构的设计;大、小臂和腕部回转的结构设计。 本设计由整体布局入手,参考现有关节型机械臂的相关设计,初步确定腰部的转动惯量,从而确定电机的选型,安装等相关设计。在机械臂的灵活和精度的前提下完成总体结构的设计,然后根据总体结构,从而确定本设计的机械臂各个主要零部件的设计。 在主要零部件的设计中,主要包括腰部壳体的设计、轴的结构设计、轴承的选择、电机的设计计算、大小臂的结构和固定等。 本设计整体在现有关节型机械臂的结构上做了修改,使得它能够更好的满足本设计的设计要求。本设计结构简单、重量轻、外形尺寸小、设备费用低、运转安全、操作方便、便于维修和管理。 关键词:机械手;谐波减速器;结构设计
Structure design of robot arm Abstract The design for the design of welding structure of the manipulator, the main research contents: the design of the waist turning mechanism;structure design of large, small arm and wrist rotation. This design by the overall layout with reference to the relevant design, the existing joint type manipulator, preliminary determine the moment of inertia of the waist, so as to determine the motor selection, installation and other related design. Complete the design of the overall structure of the flexible manipulator based on precision and the next, and then based on the overall structure, design of mechanical arm to determine the design of all the major components of the. The design of the main components, including the housing design, structural design of shaft, bearing selection, design and calculation of the size of motor, arm structure and fixed. The design of the whole made changes in the existing joint type manipulator structure, so that it can better meet the design requirement of this design. The design has simple structure, light weight, small size, low cost of equipment, operation safety, convenient operation, easy to repair and management. KeyWords:robot arm;harmonic drive;structure design
自动化激光焊接机软件使用说明书 北京博奥嘉华激光科技有限公司
前言 欢迎您选用我公司生产的自动化激光焊接机,如果您是首次使用此款型号的激光焊接机,在通电前请务必仔细阅读本使用手册。 该设备已采用了尽可能全面的安全防范措施,以确保拥护人身安全及设备的自身安全,虽然如此,对本机的不正确使用、维护、改制等仍可能对操作者或机器造成各种损害。 防止激光辐射的泄漏: LMY系列激光设备采用封闭的激光光路设计,可以有效地防止激光辐射的泄漏。 对本机电器设备进行的维护、调整必须由经过培训的对本机各部分均较为熟悉的专业技术人员进行,且需特别注意以下几点: 1、若某部件在维护调整时不需要运行,请勿接通该部分的电源。 2、机器应有良好的接地,并应对此作定期检查。 3、尽可能只用一只手操作电气设备,以防止在人体上构成回路。 4、在高压电路上操作时,应使用合格的,绝缘良好的工具。 设备的测试,有些需采用一些特殊的测量技术或设备。测试参数的选择应由熟悉本机操作和相关设备使用的技术人员决定。 敬告用户: 1、除本手册所规定的操作外,对机器的任何其他操作,都可能使操 作者遭受危险的激光辐射! 2、若激光束照射到易燃材料上时,将会引起火灾甚至爆炸,应注 意不得把该类材料放置到光路上或激光束有可能照到的地方! 3、激光器正常工作期间,设备内部不得增设任何零件及物品。除 非经过特别授权,否则不得在密封罩打开的状态下使用本机。
目录 第一部分CNC2000驱动程序的安装...................................................................................................- 4 - 第二部分CNC2000数控系统主要功能和技术指标......................................................................- 12 - 第三部分CNC2000数控系统编程说明......................................................................................- 13 - 一、G代码.......................................................................................................................................- 13 - 1.G00 (或G0、 g00、 g0) ..................................................................................................- 13 - 2.G01 (或G1、 g01、 g1) ..................................................................................................- 13 - 3.G02 (或G2、 g02、 g2) ..................................................................................................- 14 - 4.G03 (或G3、 g03、 g3) ..................................................................................................- 14 - 5.G04 (或G4、 g04、 g4) ..................................................................................................- 16 - 6.刀具半径补偿G40 、G41、G42(或g40、 g41、 g42)..................................................- 16 - 7.英制、公制、脉冲数编程(G20、G21、G22)................................................................- 17 - 8.缩放功能(G50、G51)......................................................................................................- 17 - 9.坐标旋转功能 G68 、G69(或g68 、g69).......................................................................- 17 - 10.绝对、相对坐标编程 G90 、G91(或g90 、g91).........................................................- 18 - 11.设置/返回电器原点G29、G30)....................................................................................- 19 - 12.小线段连续加工(G64、G60) ......................................................................................- 20 - 13.镜像功能(G24)..........................................................................................................- 20 - 二、M代码.....................................................................................................................................- 21 - 三、其它..........................................................................................................................................- 22 - 四、格式..........................................................................................................................................- 22 - 五、行号..........................................................................................................................................- 22 - 第四部分CNC2000数控系统操作说明....................................................................................- 23 - 1.主界面 .........................................................................................................................................- 23 - 2.系统概述......................................................................................................................................- 23 - 2.1运行环境......................................................................................................................- 23 - 第五部分软件操作部分......................................................................................................................- 45 - 主要功能介绍..................................................................................................................................- 45 - 1功能键..............................................................................................................................- 45 - 2文件管理菜单..................................................................................................................- 46 - 3 图形功能..............................................................................................................................- 47 - 4工具栏..............................................................................................................................- 59 -
毕业设计说明书 管道外圆自动焊接机结构设计 摘要:管道运输是油气运输中最主要、最快捷、经济、可靠的方式,可用于输送水、原油、天然气、成品油等,具有输量大、距离长、安全性高、成本低等优点,在各国发展迅速。管道运输业的主体是管道,管道工程的核心工作是管口的焊接。因此研究高效率、性能可靠的管道全位置自动焊接机具有十分重要的意义。 为解决管道建设野外作业的自动化焊接的难题,研制了一种导轨式管道焊接机器人,其关键技术包括:研制新型的行走机构、焊枪摆动机构、及机器人轨道、焊枪机械手。介绍了导轨式焊接机结构的设计和焊接机控制,着重对其结构特点、动作原理、设计要点进行设计分析和说明。现场应用表明,该机器人能沿导轨平稳、可靠的行走,进行管道外圆全位置焊接,其操作简便,成本低,适合我国现场施工作业及工人的技术水平,既保证了焊接质量,又提高了劳动效率。 关键词:轨道式焊接机;结构设计;管道;机械手 指导老师签名:
Cylindrical pipe automatic welding machine design Abstract:Pipeline transportation is the most important, quickest, economical and reliable method in petroleum transportation. It can transport water, crude oil, natural gas, oil product etc. It has a number of advantages: high transmission volumes, long distance, safety and cost-effectiveness, which is rapid developed in all the world. The subject of pipeline transportation is pipeline; the core of pipeline project is nozzle welding. So, it has very important significance to develop high efficient and reliable performance pipeline all-position automatic welding machine. An orbit pipeline welding robot has been developed to solve the problem of automatic welding during pipeline construction in the fields. Its key techniques consist of developing a new type of travel unit, welding torch as cillating unit, robot orbit and intelligent control system etc. The development work of the orbit pipeline welding robot mechanic system is introduced in the paper. The main illustration is about the system's structure,action principle,key points of design and machining technies and verifying calculation for selecting reduction gearbox with the wire feeder motor and the diameter of the wire-feed wheel. The application in fieldwork shows that the robot can trave1 along the orbit stably and reliably and carry through all-position welding. The welding is easy with low cost that is fit for fieldwork and worker in our country,guarantees the welding quality and improve working efficiency. Keywords:Orbital welding machine ;construction design ;pipeline; Manipulator Signature of supervisor:
自动焊接机械手设计 1 绪论 1.1 技术概述 工业机器人由操作机(机械本体)、控制器、伺服驱动系统和检测传感装置构成,是一种仿人操作、自动控制、可重复编程、能在三维空间完成各种作业的机电一体化自动化生产设备。特别适合于多品种、变批量的柔性生产。它对稳定、提高产品质量,提高生产效率,改善劳动条件和产品的快速更新换代起着十分重要的作用。 机器人技术是综合了计算机、控制论、机构学、信息和传感技术、人工智能、仿生学等多学科而形成的高新技术,是当代研究十分活跃,应用日益广泛的领域。机器人应用情况,是一个国家工业自动化水平的重要标志。 机器人并不是在简单意义上代替人工的劳动,而是综合了人的特长和机器特长的一种拟人的电子机械装置,既有人对环境状态的快速反应和分析判断能力,又有机器可长时间持续工作、精确度高、抗恶劣环境的能力,从某种意义上说它也是机器的进化过程产物,它是工业以及非产业界的重要生产和服务性设备,也是先进制造技术领域不可缺少的自动化设备。 1.2 现状及国外发展趋势 国外机器人领域发展近几年有如下几个趋势: (1)工业机器人性能不断提高(高速度、高精度、高可靠性、便于操作和维修),而单机价格不断下降,平均单机价格从91年的10.3万美元降至97年的6.5万美元。 (2)机械结构向模块化、可重构化发展。例如关节模块中的伺服电机、减速机、检测系统三位一体化;由关节模块、连杆模块用重组方式构造机器人整机;国外已有模块化装配机器人产品问市。 (3)工业机器人控制系统向基于PC机的开放型控制器方向发展,便于标准化、网络化;器件集成度提高,控制柜日见小巧,且采用模块化结构;大大提高了系统的可靠性、易操作性和可维修性。
焊接机培训大纲 课程目标: 本课程帮助学员学习焊接的工艺特点,结合焊接的工艺讲解激光焊接使用的焊接参数,讲解设备结构特点。使学员能够对公司的焊机设备有一个全面的了解。 课程对象 初级合格销售工程师 课程讲师 刘勇\何放 课程时间 2小时 课程大纲: 第一章 焊接原理 1.1 激光器原理 1.2 激光焊接原理 1.2.1 不同材料吸收特性的比较 1.2.2 激光焊接工艺参数介绍 第二章 焊接机结构以及组成 2.1 焊接机光路结构 2.1.1 激光器光路组成 2.1.2 外光路系统组成 2.2 焊接机电源组成 2.2.1 激光电源结构以及组成 2.2.2 焊接机控制组成 第三章 技术参数 各种机型技术参数对比图 第四章 产品特点 4.1与竞争对手相比优势 4.1.1光路结构优势 4.1.2电源性能优势 4.2与竞争对手相比劣势
4.2.1 系统集成能力 第五章 目标市场及主要应用 5.1目标市场 5.1.1 使用主要行业 5.1.2 潜在行业 5.2主要应用 结合样品介绍焊接机的应用 第一章焊接原理 1.1 激光器的原理 激光器的基本结构示意图 谐振结构图
Nd3+-YAG激光器 (Nd3+- Y3Al5O12)钇铝石榴石晶体 可连续/高重频率 1.2激光焊接的原理 在我们实际生活中,各种部件是由材料组成。 不同的材料,其本身的反射激光的特性决定了激光对其起作用的大小。 反射率越高,吸收的光能越少。反之,则吸收的光能越多。 熔池的形成:金属在激光作用下表面将发生一系列的变化,在其表面被激光加热并迅速象深处传导,在激光功率密度一定的情况下表面将溶化,部分在激光功率密度高时被瞬间汽化,在工件表面形成熔池。 焊缝的形成:在焊接过程中,通过工件相对激光移动,使得熔化金属沿某一个角度加速,液体金属传热作用温度迅速降低,液体金属形成焊缝。
PLC应用系统设计及编程大赛 (2011年度) 设计方案报告 项目中文名称:基于PLC的自动焊接系统 项目英文名称: Based on PLC automatic welding system 参赛类别:PLC 参赛队员:樊力刘刚管海斌 指导教师:许其清 参赛院系:工程基础实验与训练中心 日期:2011年5月22日
项目实现构思 在焊接机控制系统中,提供了焊接工作模式设置,伺服系统开启、停止、重启,继续和回零等输入控制端口通过这些控制端口,PLC可以对焊接机进行上述的控制。同时,也提供了焊接机器人所处的运行模式,伺服系统的开、停、就绪、报警和急停等状态输出端口,通过读取这些端口的状态,PLC就能获知焊接机的焊接基本状态。 设计构思 在x,y平面上,工件由x,y方向的两个交流伺服电机来驱动丝杠,对所需加工的零件进行精确定位,等x,y平面内定位完毕,z轴方向的交流伺服电机开始工作,运动到焊接位置,再由步进电机组成的送丝机构向高频加热器的线圈内送焊丝,焊丝通过加热融化即可对所需加工零件进行焊接,焊接时,温度由非接触式温度传感器检测,保证工作过程中的温度要求,焊接完成后,x,y,z轴方向的交流伺服电机反转,并回到起始位置,准备下一个工件的加工。 设计原理 整个焊接过程中需要三种操作控制: 1.焊接零件的配送及精确定位。 2.焊枪的控制及定位。 3.焊丝的配送。 4.焊接温度控制
项目实现方案: 方案的实现 零件的定位:可以通过交流伺服电机驱动丝杠,对要加工的零件进行进给和精确定位,相当于坐标系中的x轴方向。 焊枪的控制及定位:同样可以依靠交流伺服电机进行定位,相当于坐标系中的y轴方向。另外在这基础上加上光电传感器用于精确定位,如果工件未到达指定位置,可以强制使整个系统急停,并报警。 加热器件:使用高频加热器作为主要的加热器件。 温度的控制由温度传感器检测温度,经过变送器产生0-10v,或0-5v的电压信号。 整个系统的重点以及难点在于焊丝的配送以及焊接的时间以及工艺要求。 焊丝的配送可以考虑用步进电机进行,这样可以比较方便的控制配送焊丝的量。 。 关键模块 运动控制模块 DSM324i 运动控制系统结构图