
板料成形CAE技术
贵州风华机器厂童春桥
一、前言
计算机辅助设计技术以其强大的冲击力,影响和改变着工业的各个方面,甚至影响着社会的各个方面。它使传统的产品技术、工程技术发生了深刻的变革,极大地提高了产品质量,缩短了从设计到生产的周期,实现了设计的自动化。
板料成形是利用模具对金属板料的冲压加工,获得质量轻、表面光滑、造型美观的冲压件,具有节省材料、效率高和低成本等优点,在汽车、航空、模具等行业中占据着重要地位。由于板料成形是利用板材的变形得到所需的形状的,长期以来,困扰广大模具设计人员的主要问题就是较长的模具开发设计周期,特别是对于复杂的板料成形零件无法准确预测成形的结果,难以预防缺陷的产生,只能通过经验或类似零件的现有工艺资料,通过不断的试模、修模,才能成功。某些特殊复杂的板料成形零件甚至制约了整个产品的开发进度。
板料成形CAE技术及分析软件,可以在产品原型设计阶段进行工件坯料形状预示、产品可成形性分析以及工艺方案优化,从而有效地缩短模具设计周期,大大减少试模时间,帮助企业改进产品质量,降低生产成本,从根本上提高企业的市场竞争力。
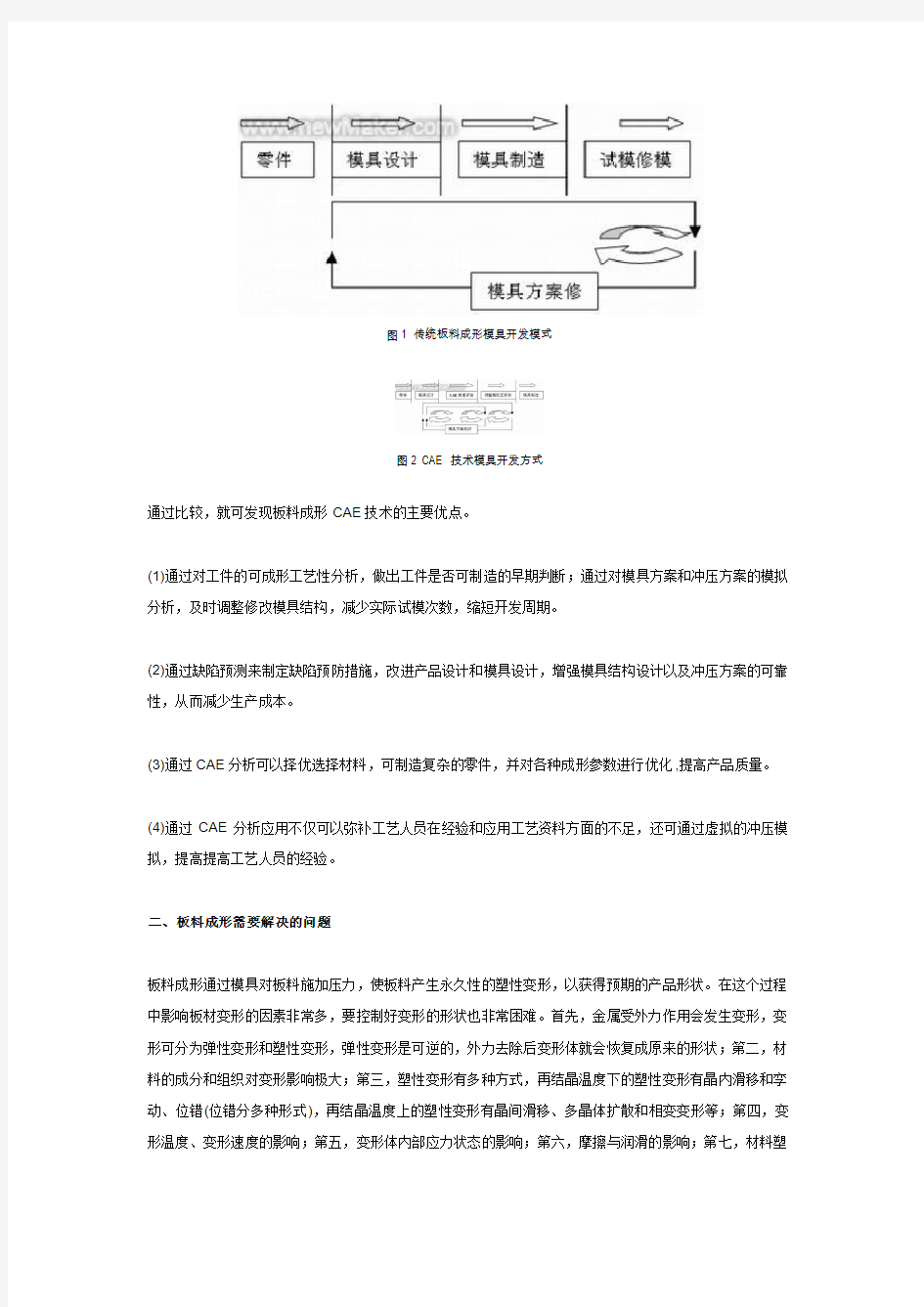
板料成形CAE技术对传统开发模式的改进作用可以通过图1 和图2进行对比。
图1 传统板料成形模具开发模式
图2 CAE 技术模具开发方式
通过比较,就可发现板料成形CAE技术的主要优点。
(1)通过对工件的可成形工艺性分析,做出工件是否可制造的早期判断;通过对模具方案和冲压方案的模拟分析,及时调整修改模具结构,减少实际试模次数,缩短开发周期。
(2)通过缺陷预测来制定缺陷预防措施,改进产品设计和模具设计,增强模具结构设计以及冲压方案的可靠性,从而减少生产成本。
(3)通过CAE分析可以择优选择材料,可制造复杂的零件,并对各种成形参数进行优化,提高产品质量。
(4)通过CAE分析应用不仅可以弥补工艺人员在经验和应用工艺资料方面的不足,还可通过虚拟的冲压模拟,提高提高工艺人员的经验。
二、板料成形需要解决的问题
板料成形通过模具对板料施加压力,使板料产生永久性的塑性变形,以获得预期的产品形状。在这个过程中影响板材变形的因素非常多,要控制好变形的形状也非常困难。首先,金属受外力作用会发生变形,变形可分为弹性变形和塑性变形,弹性变形是可逆的,外力去除后变形体就会恢复成原来的形状;第二,材料的成分和组织对变形影响极大;第三,塑性变形有多种方式,再结晶温度下的塑性变形有晶内滑移和孪动、位错(位错分多种形式),再结晶温度上的塑性变形有晶间滑移、多晶体扩散和相变变形等;第四,变形温度、变形速度的影响;第五,变形体内部应力状态的影响;第六,摩擦与润滑的影响;第七,材料塑
性变形后,当变形体内部各部分变形不一致时,物体内部产生相互牵制和自相平衡的负应力。
由于在板料冲压成型过程中,模具的刚性通常远远大于板料的刚性,因此模具的变形相对板料的变形来说极小,可以忽略不计。
在冲压成形过程的计算机仿真中应考虑的问题归结为如下几个方面:
(1) 板料的大位移、大转动和大应变条件下的弹塑性变形的描述和计算。
(2) 板料与模具间法向接触力的计算。
(3) 板料与模具接触面间摩擦的描述及摩擦力的计算。
(4) 模具的几何描述和运动计算。
(5) 压力机加载过程的描述和模拟。
板料成形的工艺主要有冲压工艺设计(包括毛坯尺寸计算、分步成形计算等)、模具设计、冲压设备选择和成形缺陷预测与消除等。
板料成形需要解决的主要问题包括缺陷(起皱、拉裂、回弹)预防、压边力确定、模具磨损的影响、润滑方案确定、成形力确定、毛坯尺寸确定和压延筋布置等。
基本的板料成形有圆筒件拉伸、凸缘圆筒件拉伸、盒形件拉伸、局部成型、弯曲成型、翻边成型和胀型等。基本的板料成形,有一些经验公式和类似零件作为参考。但对于复杂的板料成形,其各部位是连在一起的,相互牵联和制约,故不要把变形性质不同的部分孤立地看待,要考虑不同部位的相互影响,才不会造成失误。
三、板料成形CAE分析的方法概述
1.有限元数值模拟的关键技术
板料成形CAE技术是建立在有限元法基本原理和数值方法基础上,利用计算机进行计算和求解的分析方法。有限元数值计算的关键技术如下:
(1)模具几何形状的数字描述
模具几何形状的数字描述有多种方式,目前较常采用的是STL格式。
(2)摩擦边界条件的施加
摩擦与金属的成分、毛坯与模具间的相对滑动速度、温度及润滑条件有关。
(3)速度约束条件的施加
主要包括边界自由节点和边界约束节点的运动属性判定。
(4)网格划分和重划分技术
在有限元数值模拟中,网格质量对数值求解的稳定性、效率及精度至关重要。网格划分涉及单元的形状及其拓扑类型、单元类型、网格生成器的选择、网格的密度、单元的编号以及几何体素等。有限元网格划分指导思想、划分方法、原则以及重划分技术等可以参考资料,这里不详述。目前的CAE软件都提供了网格划分、修补和重划分功能,作为板料成形分析的工艺人员,关键是要掌握好有限元网格划分指导思想、划分方法、原则,利用软件划分出适当的单元。
2.板成形数值模拟算法简介
最早的金属板材成形的数值模拟方法是有限差分法,此方法仅限于解决诸如球形冲头胀形等轴对称问题。有限元方法的应用使得金属成形模拟获得突破,相继出现了刚塑性、弹塑性理论,以及运用这些理论进行的成形模拟。单元类型以膜单元和实体单元为主,这些研究工作极大推动了板成形理论的发展,但由于计算能力的限制没有得到广泛应用。
基于动态显式算法的软件的出现标志着板材成形仿真实际应用的真正发展,与此同时,基于静态隐式增量法的软件也进一步发展。经近二十几年的发展过程,板材成形CAE技术已经从实验室走向设计室,并在模具设计中发挥了重要的作用。
当前板材成形数值模拟采用的算法分为显式法和隐式法两类,其他还有一步成形法等。
(1)显式算法
显式算法包括动态显式和静态显式算法。动态显式算法的最大优点是有较好的稳定性。另外,动态显式算法采用动力学方程的中心差分格式,不用直接求解切线刚度,不需要进行平衡迭代,计算速度快,也不存
在收敛控制问题。该算法需要的内存也比隐式算法要少。数值计算过程可以很容易地进行并行计算,程序编制也相对简单。另外,它也有一些不利方面:显式算法要求质量矩阵为对角矩阵,而且只有在单元级计算尽可能少时速度优势才能发挥,因而往往采用减缩积分方法,这样容易激发沙漏模式,影响应力和应变的计算精度。
静态显式法基于率形式的平衡方程组与Euler前插公式,不需要迭代求解。由于平衡方程式仅在率形式上得到满足,所以得出的结果会慢慢偏离正确值。为了减少相关误差,必须每步使用很小的增量,通常一个仿真过程需要多达几千步。由于不需要迭代,所以这种方法稳定性好,但效率低。
(2)隐式算法
静态隐式算法也是解决金属成形问题的一种方法。在静态隐式算法中,在每一增量步内都需要对静态平衡方程而迭代求解。理论上在这个算法中的增量步可以很大,但是实际运算中上要受到接触以及摩擦等条件的限制。随着单元数目的增加,计算时间几乎呈平方次增加。由于需要矩阵求逆以及精确积分,对内存要求很高。隐式算法的不利方面还有收敛问题不容易得到解决以及当开始起皱失稳时,在分叉点处刚度矩阵出现奇异。
另有一种静态隐式大增量步软件,也属于静态隐式算法。它已做出了某些改进,如在一些特殊接触条件处理上采用大增量时步、弯曲与拉伸变形的非耦合求解算法、高精度的自适应网格划分等。这些专用于金属薄板成形的特征有时显得非常有效,但在某些方面不会那么准确。例如,它不能精确模拟接触和脱离接触的过程,无法有效预测起皱失稳等。
(3)一步成形法
在这种算法中只采用一个时步,通常采用线性应变路径的假定,并且忽略接触摩擦过程,可以在短时间内根据成形后的构形计算出初始坯料的尺寸。如果结合CAD软件与网格划分功能,这一方法可以在设计的初始阶段提供非常有价值的信息。当然,结果的准确性通常很低,实质上是一种近似求解。
3.板料成形CAE分析的一般步骤
板料成形CAE分析的一般过程为前处理(网格划分、定义约束条件、施加条件和边界条件等),求解(数值计算)和后处理分析结果(应力、应变、材料厚度分布、能量等历史曲线、云图及动画,切取截面显示、回弹,FLD图等)。其中前处理工作最为重要,作好网格划分、定义约束条件、施加条件和边界条件等工作,是有效完成CAE分析的关键。
板料成形CAE分析的一般步骤为:
(1)利用CAD软件为冲压件(或各工序冲压件)建模,如图3所示;
图3 零件建模
(2)在钣冲CAE软件中输入冲压件模型;
(3)网格曲面划分、检查、修补及重划分,如图4~图5所示;
图4 工艺补面
图5 网格曲面划分
(4)调整冲压方向;
(5)利用偏移或拷贝等方法由模型(局部)单元分别生成凸模、凹模,生成压边圈、辅助补充面及拉延筋等,并对工具完成网格曲面划分、检查、修改及重划分等工作;
(6)网格边界、单元法线、重叠部分等检查;
(7)产生毛坯零件并网格化,定义毛坯材料;
(8)定义凸模、凹模、压边圈、拉延筋等工具及毛坯,调整相对位置,如图6所示;
图6 定义工具
(9)定义毛坯边界条件和各种冲压工艺参数,包括接触类型、摩擦系数、冲压速度、压力或位移加载曲线等;
(10)动画模拟模具工作过程;
(11)利用求解器进行有限元法计算;
(12)利用后处理器观察分析结果,若结果不理想,调整方案重新进行模拟计算。
利用后处理器观察分析结果,可以清楚各变量(应力、应变、材料厚度分布、能量等)的历史曲线、云图及动画,截取截面显示(如厚度变化等)、回弹等。FLD图可以显示每个单元的成形状况,如图7所示。为了便于工程应用,还可将一些计算结果转化为其他工程信息,如根据变形状态反算出板料的最佳毛坯形状、尺寸或工件的回弹分布等。
图7 料厚分布
四、板料成形CAE软件简介
较多的公司都推出了非常适合于模具设计工程师使用的板料成形数值模拟软件。国外比较有名的商业化板料成形数值模拟软件有ESI公司的PAM-STAMP、美国ETA公司的DYNAFORM和瑞士ETH公司的AUTOFORM等。
这些软件采用自适应网格技术,实现显隐式无缝转换,精度较高,用一步法作坯料快速开发,具有较强的模面设计功能和焊板成形分析功能。这些公司的的产品较为全面,涵盖了板料成形模拟的多个方面,广泛应用于拉伸、切边、翻边、弯曲、多工位成形、液压胀形和弯管等领域。在自适应网格技术是在模拟成形过程中,在坯料遇到比较剧烈变形时自动进行局部区域的网格细分,以提高这些部位计算的准确度。自适应网格技术对冲压成形是至关重要的,因为初始的冲压板材通常比较平坦、形状很简单,刚开始就采用较小的网格,计算时间将很长。到成形后期,板材变的非常复杂,网格不细将无法提高计算精度,自适应网格技术刚好解决了这一问题,并在时间与精度上巧妙地取得了平衡。自适应网格技术提高了对零件的表面质量(表面缺陷、擦伤、微皱纹等现象)判断的准确性。此外还有加拿大FTI公司的FASTFORM,属于一步法为主的高端产品,计算速度快,操作简单,功能丰富,可大大提高工艺人员工作效率。
我国近几年也开发了较为成熟的板料成形CAE软件,如华中科技大学塑性成形模拟及模具技术国家重点实验室开发的FASTAMP以及吉林大学车身与模具工程研究所的KMAS等。
目前多数的板料成形CAE软件基本上都具备了以下功能:
(1)完全工艺化的风格,易学易用;
(2)丰富标准的CAD接口,可输入/输出多种标准数据格式;
(3)先进的网格生成器,三角形、四边形网格混合以及网格修改、剪裁功能,成形过程中网格的自适应(adaptive)划分功能;
(4)方便的拉延筋生成功能;
(5)坯料快速估算及开发,提高成材率;
(6)快速的拉延评估分析功能(无须建立凸模及接触、载荷曲线);
(7)模面设计,由产品几何外形生成压边和凹模等,并可输出经过分析优化后的模面,供模具设计制造;
(8)变厚度板料(焊板)成形分析;
(9)丰富的材料库;
(10)显隐式无缝转换(回弹分析);
(11)显示各变量(应力、应变、厚度、能量等)的历史曲线、云图及动画,截取截面显示(如厚度变化等),FLD 图可以显示每个单元的成形状况等;
(12)二次开发功能。
板料成形CAE软件的未来将向几方面发展:(1)发展与应用新的本构方程、破坏准则和摩擦模型,提高分析的准确性;(2)增加模具变形分析能力,提高分析预测水平;(3)采用优化分析方法,得到最佳的板材形状,压边力,拉伸筋位置等成形参数;(4)有限元模拟与CAD环境的双向嵌入,无缝集成;(5)采用网络并行计算,提高分析计算速度。
五、板料成形CAE软件的应用要求
数值模拟计算已经与理论分析、试验研究成为科学技术探索研究的三个相互依存、不可缺少的手段。目前的板料成形CAE分析软件已完全适合设计及工艺人员使用,完全工艺化的风格,使工程师不必去关心细节部分的力学模型,只按实际冲压条件作好网格划分、约束条件、冲压条件及边界条件等预处理工作。在应用中,板料成形CAE软件的应用要求有:
(1)掌握网格划分技术的指导思想、划分原则,保证有效性
在现在的板料成形CAE分析软件中,都提供了自动划分网格功能,并且大部分软件采用了自适应网格划分技术,所以网格划分的操作非常简单,但需要分析人员对网格的有效性进行判断并确认,对细节区域的网格进行修补或重划分。
(2)要以现实冲压条件为基础,掌握实际冲压条件的数学描述方法
在板料成形CAE分析软件中,一定要结合实际冲压条件,掌握实际冲压条件的数学描述方法。否则,CAE 分析只能成为理论分析,不能应用于实际生产。要准确描述实际冲压条件,需要进行大量的调查分析。
(3)CAE分析与经验学习积累同等重要
采用CAE分析的同时,不可忽视经验的学习积累。如在欧美多数采用仿真设计,但在日本,模具设计师通常更多的是依靠经验来设计模具。经验的重要性体现在:1)在板料成形CAE分析的预处理过程中,好的工艺辅助面及拉延筋可以快速达到预期的目的;2)在后处理分析发现成形缺陷时,通过什么方法来改善,需要有丰富的经验。
(4)CAE分析必须与零件及模具的CAD/CAM并行交互
CAE分析是为零件及模具的设计和工艺参数优化等服务的,不能将CAE分析孤立,而应该更多地渗入零件及模具的设计、工艺设计,及早地改善模具设计,优化工艺参数,甚至改进零件设计,才能缩短开发周期,降低开发成本。
基于DYNAFORM的板料成形研究
基于DYNAFORM的板料成形研究 摘要 板料拉深成形是现在工业领域中一种重要的加工方法。在拉深成形的过程中,零件容易出现开裂,起皱等问题。随着计算机模拟和仿真技术的发展,板料拉深成形过程的分析、缺陷分布等问题都可以通过有限元模拟软件预测分析。针对这些问题,用PRO/ENGINEER软件将零件进行三维建模,导入DYNAFORM,进行初步模拟,设置模拟控制参数,主要是修改板料厚度、板料性能、冲压速度、模具圆角半径等参数。找出模具倒角、材料厚度、冲压速度对材料成形性能的影响,从而对于指导成形工艺的设计具有重要的意义。 关键词:DYNAFORM,拉深,模拟,参数 Based on the dynaform plate forming research
Abstract:Deep drawing of sheet metal industry is now an important processing method. In the drawing forming process, the parts prone to cracking, wrinkling and other problems.Along with the computer simulation and the simulation technology development, the process of sheet forming analysis, defects distribution problems can be simulated by FEM software prediction analysis. To solve these problems, PRO / ENGINEER software part three-dimensional modeling, import on DYNAFORM, a preliminary simulation, set the parameters of analog control, primarily to modify the sheet thickness, sheet performance, pressing speed, die fillet radius and other parameters.Identify mold chamfer, material thickness, speed of pressing forming properties of the material, which for the guidance of the design of the forming process of great significance. Key words: DYNAFORM, drawing, simulation, parameter 目录 第1章前言 (1) 1.1学术背景及理论与实际意义 (1)
激光板料成形技术的研究与应用 ——激光热应力成形与激光冲击成形 摘要: 激光加工技术是利用激光束与物质相互作用的特性对金属或非金属材料进行切割、焊接、表面处理、打孔以及微加工等的一门加工技术。随着激光技术的发展,特别是大功率工业激光器制造技术的日益成熟,激光作为一种“万能”工具,已应用于材料的切割、焊接、弯曲变形和表面改性处理等领域,其中板料激光成形技术已较为成熟,广泛应用于各种碳钢、不锈钢、合金有色金属以及金属基复合材料的弯曲成形,替代了部分零件的冲压工业。金属板料激光成形技术是近年来出现的一种先进柔性加工技术。金属板料成形作为薄板直接投入消费前的主要深加工方法,已在整个国民经济中占有十分重要的地位,广泛应用于航空航天、船舶工业、汽车覆盖件、家电等生产行业。传统的金属板料加工方法主要用模具在压力机上进行冷冲压成形,其生产效率高,适用于大批量生产。随着市场竞争的日趋激烈,产品的更新换代速度日益迅速,原有的采用模具加工的技术就表现出生产准备时间长,加工柔性差,模具费用大,制造成本高等缺陷,且模具冷冲压成形仅适用于低碳钢、铝合金以及铜等塑性较好的材料,其适用范围有限。为此国内外许多学者致力于板料塑性成形新技术的研究,实现金属板料的快速高效、柔性冲压和无模成形,以适应现代制造业产品快速更新的市场需要。本文介绍了激光热应力弯曲成形以及冲击成形的成形机理,分析了成形的主要因素,并对这两种成形技术的未来做出展望。 关键词:激光技术、板料成形、热应力弯曲成形、冲击强化技术 一、激光弯曲成形技术 激光弯曲成形是一种新兴的塑性加工方法,具有高效、柔性、洁净等特点。它是基于材料的热胀冷缩特性,利用高能激光束扫描金属板料表面时形成的非均匀温度场导致的热应力来实现塑性变形的工艺方法。与传统的金属成形工艺相比,它不需模具、不需外力,仅仅通过优化激光加工工艺、精确控制热作用区内的温度分布,从而获得合理的热应力分布,使板料最终实现无模成形。激光束的大小和能量精确可控,特别适用于冷加工难以成形的硬且脆,或刚性大的材料,比如陶瓷、钛合金等。 1、激光弯曲成形基本原理: 板材激光弯曲成形是近年来出现的一种板材柔性成形方法,究其根源,可以追溯到上百年前的火工矫形。它的基本原理是,在基于材料的热胀冷缩特性上,利用高能激光束扫描金属板材表面,通过对金属板材表面的不均匀加热,照射区域内厚度方向上会产生强烈的温度梯度,从而引起非均匀分布的热应力[6]。当这一热应力超过了材料相应温度条件下的屈服极限,就会使板材产生所需要的弯曲变形,激光弯曲成形的装置示意图如图1所示[7]。激光弯曲成形实际上就是这样一种基于材料的热胀冷缩特性、用热应力代替机械载荷的板料无模成形技术。
板料成形有限元分析的发展综述 摘要:在参阅和分析大量有关文献的基础上,对有限元法的产生和弹塑性有限元的发展进行了总结,特别是对当前应用广泛的板料成形有限元数值模拟在国内外的发展概况和发展趋势进行了详尽的剖析,为深入了解板料成形有限元的发展提供了有益的参考。 关键词:板料成形;数值模拟;有限元法;有限元分析;弹塑性 引言 有限单元法是工程计算领域的一种主要的数值计算方法,其基本思想就是将连续区域上的物理力学关系近似地转化为离散规则区域上的物理力学方程。它是一种将连续介质力学理论、计算数学和计算机技术相结合的一种数值分析方法。此方法由于其灵活、快捷和有效,已迅速发展成为板料冲压成形中求解数理方程的一种通用的数值计算方法。 有限元法源于40年代提出的结构力学的矩阵算法。“有限元法”这一术语是R.W.Clough于1960年在论文“The finite element method in plane stress analysis”中首次提出来的,他用这种方法首次求解了弹性力学的二维平面应力问题。1963年,Besseling证明了有限元法是基于变分原理的Ritz法的另一种形式,从而使Ritz分析的所有理论基础都适用于有限元法,确认了有限元法是处理连续介质问题的一种普遍方法。 板料成形数值模拟涉及到连续介质力学中材料非线性、几何非线性、边界条件非线性等三非线性问题的计算,难度很大。随着非线性连续介质力学理论、有限元法和计算机技术的发展,通过高精度的数值计算来模拟板料成形过程已成为可能。从70年代后期开始,经过近二十年的发展,板料成形数值模拟逐渐走向成熟,并开始在汽车、飞机等工业领域得到实际的应用。 1 弹塑性有限元分析研究发展概况 有限元法建立之初,只能处理弹性力学问题,无法应用于金属塑性成形分析。1965年Marcal提出了弹塑性小变形的有限元列式求解弹塑性变形问题,揭开了有限元在塑性加工领域应用的序幕。1968年日本东京大学的Yamada推导了弹塑性小变形本构的显式表达式,为小变形弹塑性有限元法奠定了基础。但小变形理论不适于板料冲压成形这样的大变形弹塑性成形问题,因此人们开始致力于研究大变形弹塑性有限元法。1970年美国学者Hibbitt等首次利用有限变形理论建立了基于Lagrange格式(T.L格式)的弹塑性大变形有限元列式。1973年Lee 和Kabayashi提出了刚塑性有限元法。1973年Oden等建立了热-弹粘塑性大变形有限元列式。1975年Mcmeeking建立了更新Lagrange格式(U.L格式)的弹塑性大变形有限元列式。1978年Zienkiewicz等提出了热耦合的刚塑性有限元法。1980年Owen出版了第一本塑性力学有限元的专著,全面系统地论述了材料非线性和几何非线性的问题。至此,大变形弹塑性有限元理论系统地建立起来了。 2 板料成形有限元数值模拟国内外研究发展概况
第7卷第1期2000年3月 塑性工程学报 JOU RN AL O F PLASTICITY EN GIN EERIN G V ol.7 No.1Ma r . 2000 板料成形回弹问题研究新进展 * (西安交通大学先进制造技术研究所 710049) 朱东波 孙 琨李涤尘 卢秉恒 摘 要:本文从回弹理论、回弹数值模拟分析、回弹控制三方面对弯曲成形、3-D 复杂浅拉深成形中回弹研究的历史和最新发展状况作了较全面的介绍。文章所引用的大量文献基本概括了前人在这些方面的主要研究方法和重要研究成果。 关键词:回弹;板料成形;模具 *国家“九·五”重点攻关资助项目(项目号: 85-951-19)。收稿日期: 1999-4-28 1 引 言 板料成形过程中普遍存在有回弹问题,特别在弯曲和浅拉深过程中回弹现象更为严重,对零件的尺寸精度和生产效率造成极大的影响,有必要对其进行深入的研究和有效的控制。零件的最后回弹形状是其整个成形历史的累积效应,而板料成形过程与模具几何形状、材料特性、摩擦接触等众多因素密切相关,所以板料成形的回弹问题非常复杂。半个多世纪来国内外许多学者对回弹问题进行了深入的研究和探讨,这些研究涵盖了从弯曲成形到复杂拉深成形、从理论分析到数值模拟、从回弹预测到回弹控制等诸多方面。本文从三个方面对前人的工作进行了概括性回顾,重点介绍了90年代回弹研究的一些新进展。 2 弯曲理论研究和回弹的解析分析方法 弯曲成形一般只涉及较为简单的几何形状和边界条件,所以有条件用解析方法对其进行深入的研究。50年代,R .H ill 、F .Proska 、F .J .Gardiner 等人的工作奠定了板料弯曲及回弹分析的理论基础 [1] ,后 来不断有学者对这些理论进行深化和发展。Huang ,etc [2] 在其文章中对50年代到80年代间诸多学者的 回弹研究工作做了较详细的回顾和评述。 回弹是弯曲卸载过程产生的反向弹性变形,板料回弹的经典计算公式为: Δk =1R -1R S =12M (1-ν2 ) Et 3 (1) 式中 Δk ——曲率变化量 R ——回弹前中面半径 R S ——回弹后中面半径E ——弹性模量ν ——泊松比t ——回弹前板料厚度 M ——回弹前板内弯矩 弯矩M 由截面纵向应力分布唯一确定。对同一弯曲过程,采用不同的弯曲模型(如是否考虑中性面内移,是否考虑材料强化、各向异性等)可得到不同的应力分布,从而由式(1)得到回弹量Δk 也就不同。所以在理论分析中,弯曲模型是否合理将直接影响回弹计算结果的准确程度。 弯曲的基本理论模型分为两大类。一类是以平截面假定和单向应力假定为基础的工程理论模型,该模型未考虑径向应力,认为弯曲过程中应力中性层、应变中性层始终和几何中面相重合;另一类是由H ill [3] 首先提出的精确理论模型,该模型考虑径向应力及中性层内移的影响,更接近板料弯曲的真实情况。从板料的外部受力状态和加载方式来看,弯曲过程可分为纯弯曲、拉伸弯曲、循环弯曲等几种典型情况。另外,材料模型对弯曲计算结果有很大的影响,常用的材料模型有刚塑性、理想弹塑性、刚性强化、弹性强化等多种形式。 以上基本模型、加载方式及材料模型的不同组合
板料成形回弹特征及其控制技术 1 前言 回弹是板材冲压成形过程的主要缺陷之一.严重影响着威形件的威形质量和尺寸精度,是实际工艺中很难有效克服的成形缺陷之一,它不仅降低了产品质量和生产效率.还制约了自动化装配生产线的实施,是我 国汽车制造工业中亟待解决的关键性问题。 从理论上说,板材冲压成形过程可以被看作是板材经过塑性变形变为想要获得的形状的过程。然而实际上.板料尺寸.材料特性和环境条件使冲压成形过程的预测性和可重复性变得困难。以韧性金属板材为主的冲压成形件从模具上取出后,必然产生一定量的回弹。回弹是板材冲压成形的3种主要缺陷(起皱.破裂和回弹)中最难控制的一种,因为它涉及到对回弹量的准确预示.不同的材料和尺寸的零件其回弹规律大不相同,单凭经验和工艺过程类比是很难进行准确的回弹补偿的.这就使得一个模具设计的周期变长.因此在板材冲压成形中回弹变形是使模具设计明显变复杂的一个基本参数。在大多数板材冲压成形中.强烈的非线性变形过程致使板料产生很大的弹性应变能.在模具与板料动态接触过程中存在于板料中的这种弹性应变能会随着接触压力的消除而自动释放掉,回弹的驱动力一般是朝着板料原始形状变形。因此,冲压成形中的最终产品形状不但依赖于凹模形状.而且依赖于成形后存储在板料中的弹性应变能。弹性应变能与许多诸如材料特性.接触载荷等参数有关,因此在成形过程中预测回弹变得很复杂.这也就给那些必须精 确评估回弹量的设计者提出了很重要的问题。 近40年来,有许多研究人员一直在对回弹行为进行着研究.并提出了很多解决方法和计算机仿真算法.发表了大量相关论文。就有限元仿真方法而言.在众多仿真算法模拟应用中,采用显式算法模拟成形过程.用隐式算法模拟回弹过程的方法最多;其次是冲压成形和卸载回弹过程都采用隐式算法。而G.Y-L.等学者提出一种新算法,冲压成形和回弹过程全部采用显式算法。U.Abdelsalam等学者还提出了采用一步成形算法模拟冲压成形过程,再用隐式算法计算卸载回弹过程.并应用该算法模拟了3个复杂冲压件的卸载回弹过程.这种算法的模拟精度虽然不高.但计算速度很快.可以为模具在设计阶段提供一个定性的参考方案。T-C.Hsu等学者采用隐式TL(Total Lagrangian)算法,引入Hill--次方屈服函数模拟了轴对称问题的冲压成形和回弹过程。M.Kawka等学者采用静态显式有限元(实际上也是隐式算法)算法软件ITAS3D模拟了轿车顶盖和轮毂的多阶段成形过程,以及卸载回弹和切边回弹过程.并与试验结果进行了比较。 以上这些对于回弹的研究只限于理论方面.其与实际试验的对比验证还鲜有涉及。对于如何补偿所产生的
1 前言 在汽车覆盖件成形过程中,零件各部分成形条件不同,因此各部分成形所需的成形力不同,通常要采用拉深筋来进行控制。拉深筋参数的合理取值是控制金属流动、防止出现起皱和破裂的重要手段。拉深筋的设计是冲压模具设计的关键技术。 拉深筋作为一种改善成形性的有效方法,其作用机理是:当板料渡过拉深筋时,会在A点、C点、E点附近发生弯曲变形,如图1,在B点、D点、F点附近发生反弯曲变形,反复的弯曲和反弯曲变形所产生的变形抗力即为拉深筋的变形阻力。同时,当板料在AB、CD、E F段上滑动时,会因摩擦而产生摩擦阻力。拉深筋的变形阻力和摩擦阻力之和即为拉深筋阻力。也有学者认为,拉深筋阻力还应包括板料通过拉深筋后由于应变强化而导致后续变形抗力增大所增加的变形阻力。在拉深模具中设置拉深筋就是要利用拉深筋阻力来控制毛坯各部分的成形力,从而起到控制局部变形条件,使零件各部分的变形条件趋于平衡,最终保障零件的顺利成形。 随着现代制造技术的发展,板料冲压成形的有限元模拟已成为模具设计与制造的关键技术。在有限元模拟中精确模拟真实拉深筋很困难,主要是因为拉深筋尺寸较小,形状复杂。要精确考虑板料与拉深筋的接触,则必须将拉深筋曲面划分成非常小的网格,但这会大大增加计算量,降低了计算效率,同时对模具几何形状的修改也极其不利。因此这种做法不常被采用。通常的做法是采用等效拉深筋模型,也就是将真实拉深筋等效为一条附着在模具表面且能承
受一定约束力的拉深筋线。这就需要计算单位长度的拉深筋需要承受的拉深筋约束阻力,所以拉深筋阻力模型的性能直接影响到计算精度。为此,近40年来很多学者分别采用实验研究、理论分析和有限元方法对拉深筋的作用机理、拉深筋阻力、拉深筋对成形质量的影响作了研究。 2 拉深筋等效阻力模型的理论研究 在板料成形过程中,拉深筋阻力是控制板料流动重要手段之一。为此,不少学者希望利用塑性成形理论建立合理的数据模型,从而直接计算拉深筋阻力。1978年,Weidemann将板料通过凸凹筋圆角时必须克服的摩擦力和由于弯曲/反弯曲变形产生的变形阻力,并建立了著名的拉深筋阻力模型(1)。 式中t—板料的初始厚度 ω—拉深筋的长度 μ—摩擦系数 σs—屈服强度 ψ—板料弯曲角 Rg、Rb—拉深筋的肩部、底部半径 P—单位长度上的等效压边力
激光板料成型技术的研究与应用 —金属板料激光成型技术研究与应用 摘要: 金属板料成型技术的研究一直是国内学者研究的热点,其传统的方法采用模具加工进行冷冲压成型,虽然生产效率高和大批量生产的特点,但存在生产准备时间长,加工柔性差,模具费用高等不足,且仅适用于低碳钢等薄板材料。由于金属材料的热胀冷缩特性,当其受到不均匀加热时,将会在材料内部产生热应力。板料激光成型技术就是一种利用高能激光束扫描金属薄板表面,在热作用区产生强烈的温度梯度,导致非均匀分布的热应力,使金属板料发生塑性变形的工艺方法。 随着中小型高功率激光器技术的成熟和商品化设备的推出,人们纷纷把目光转向激光无模成型,以实现板料的快速、高效、精确和柔性成形,以适应产品快速更新的市场竞争需要。金属板料的激光无模成形方法主要包括激光热应力成型和激光冲击成型。 关键词:激光金属板料成型热应力冲击 正文: 激光成型是一种利用激光作为热源的热应力无模成型新技术。介绍了板料激光成型技术的工艺过程及影响激光成型的主要因素,通过实验研究了激光能量因素、板料的材料性能及几何参数对板料弯曲角度的影响 金属板料的激光热应力成形是一个非常复杂的热力耦合过程,成形影响因素很多。主要与激光参数、材料种类和尺寸等有关。国内外的学者经过实验研究得出较为相似的结论: 首先,激光能量因素影响着激光热应力成形中的弯曲角的形成和热影响区的大小。激光能量因素由能量密度来表征,同时扫描次数和轨迹也影响激光的吸收。实验证明,在输入总能量一定时,大能量密度的输入、短时间的加热有利于增加弯曲角。 其次,材料的热物性和力学性能对激光弯曲成形的影响较为复杂,目前尚无法对此进行定量分析。同时实验表明,在同样的工艺条件下材料的比热和热传导
板料成形性能及CAE分析 文献综述 引言 随着强度的提高,高强度钢板塑性变差、成形难度增加。对典型高强度钢板,如DP 钢、TRIP 钢和BH 钢等在汽车上的应用情况进行介绍,介绍了目前处在实验测试阶段的TWIP钢,具有许多优良的性能,只是投入生产中还存在一些尚待解决的问题。对高强度钢板冲压生产时成形性差、回弹严重,以及冲模受力恶劣等常见问题进行了分析,最后对高强度钢板冲压成形性能研究现状和回弹影响因素进行了总结。结果表明,高强度钢板成形性随材料、模具和工艺参数变化而波动,所以须综合研究三者的影响规律,从而提高高强度钢板的成形性能。 1 高强度钢板在汽车上的应用情况 高强度钢板的拉伸强度一般在350MPa 以上,它不但具有较高的拉伸强度,还有较高的屈服点,具有高的减重潜力、高的碰撞吸收能、高的成形性和低的平面各向异性等优点,在汽车上得到了广泛的应用[1]。高强度钢板最初主要用于车身的前保险杠和车门抗侧撞梁。近年来,随着高强度钢板的研制和开发,其成形性、焊接性、疲劳强度和外观质量都有所提高,现在高强度钢板已被广泛用来代替普通钢板制造车身的结构构件和板件[2]。 1. 1 双相钢( DP 钢) DP 钢是由低碳钢或低碳微合金钢经两相区热处理或控轧控冷而得到,其显微组织主要为铁素体和马氏体,马氏体以岛状弥散分布在铁素体机体上,DP 钢的显微组织示意如图1 所示[3]。软的铁素体赋予DP钢较低的屈强比、较大的延伸率,具有优良的塑性; 而硬的马氏体则赋予其高的强度。DP 钢的强度主要由硬的马氏体相的比例来决定,其变化范围为5% ~20%,随着马氏体的含量增加,强度线性增加,强度范围为500 ~ 1 200MPa。目前大量使用的有DP590、DP780,热镀锌合金化DP980 的研发工作正在进行中[4]。
附件1:外文资料翻译译文 板料成形中有限元仿真及相关技术的研究进展 1理研和光材料制造实验室,日本 2法国国家科学研究中心,法国 3 IIS,东京大学,六本木,东京都港区,日本 摘要本文概述了汽车制造商和钢板供应商采用的板料成形仿真及相关技术的现状。为此,作者调查了欧洲、日本和美国的行业,与工程师和研究人员讨论上述问题。各行业中使用的软件如表所示,行业用户对有限元素的评价也归纳在表中。根据这些信息提出在这领域的研究方法。 关键词板料冲压成形,仿真,有限元法,计算机辅助设计 1 导言 汽车行业面临着全球范围严重的挑战:激烈的市场竞争和严格的政府环境保护法规。汽车制造商为迎接这些挑战而采取的战略是有时称为3R的策略:缩短上市时间,降低开发成本以赢得竞争,减少车辆重量以提高燃料效率。来实现三个目标的解决方案必不可少的要在产品开发和进程设计中采用基于CAD / CAE / CAM系统集成技术。 这一努力最显著的部分在于减少冲压车身面板相关的加工费用和提前期,甚至在增加技术难度,如使用铝合金和高强度钢,和要求冲压件高几何精度情况下。为处理这趋势所带来的超越过去的经验的问题,板料成形仿真的数值方法显得越来越重要。它由计算机试错取代了物理冲压试错。 成功的数值仿真主要取决于成形仿真软件的进展,但其他相关的技术的进展也很重要。相关技术的例子有能迅速构建和修改加工表面的CAD系统,或多或少在CAD 表面自动创建有限元网格的现代网格生成器,使用户能够掌握大量的数据的可视化的硬件和软件以及最后在合理的时间内处理大型仿真的计算机硬件。本文的目的在于总结业界金属板料成形仿真和相关技术实现现状,并对未来的研究方向提出建议。在80 和90年代关于金属板料成形仿真已举办了许多国际会议并发表了许相关
第3期苑世剑等:板料成形性理论评价与深入研究 变形,板料由于局部细颈的很快发展而被拉断。 后来,Marciniak根据Hill理论发现,在双向 拉伸试验中,如果两应力的比值z一&/∞>o.5时, 集中性失稳应先于分散性失稳发生,这和实际情况 不符。为此,Marciniak和Kuczynski从材料损伤角 度提出了沟槽假说,简称MK理论口]。M_K理论 认为,由于受载板料的物理性质或者板厚存在不均 匀性,变形时在垂直于最大主应力的方向发展为一 凹槽,槽内的应变比如z/&。将略小于槽外,随着 变形的发展在槽内形成一条长度变化为零的线,从 而出现平面应变状态下的集中性细颈。根据这一假 设,板料的集中性失稳是由板料存在的初始缺陷引 起的。但实验表明,用M_K理论计算的板料初始厚 度不均匀程度要远远大于板平面的实际情况。为此, 人们从两个不同角度对M—K理论进行了修正,一种 认为厚向不均匀是在分散性失稳后产生的,另一种 认为是内部的缺陷造成了板厚方向的不均匀。但是 理论汁算和实验结果仍有较大差别[4’“。尽管后来 LeHnitrc根据连续体损伤力学提出了描述材料损伤 对杨氏模量E影响的损伤参量D的概念,仍没有取 得很好的结果f6】。 从连续体失稳角度,storen和Rice提出了所谓 的屈服面尖点理论,认为:假设板料初始状态是均 匀的,当塑性变形发展到一定程度时,由于交滑移 的作用在多晶体材料的屈服表面上形成尖点,使发 生集中性失稳成为可能口]。后来Bressan和wil一 1iams等又提出,临界剪切应力失稳准则”J。由于缺 乏足够的实验证据,这些理论的可靠性和应用范围 都是有限的。 陈光南和胡世光等通过实验研究认为,正常的 戚形用板料的表面粗糙度不会导致集中性失稳,板 料的集中性失稳主要受内部}L穴的尺寸与分布的影 响。从分散性失稳到集中性失稳的转变,是一个由 损伤引起物体的应变状态向宏观平面应变状态漂移 的过程o]。根据其实验结果,提出了只包含板料基 本成形参数n值和r值,忽略损伤量而仅考虑损伤 对应变状态漂移的影响的拉伸失稳物理模型以及相 应的成形极限计算方法。 在拉伸失稳理论的评价和板料成形极限的研究 方面,Keller和Goodwin于上世纪50、60年代提 出了成形极限图(FLD)的概念【”1“J。FLD的提出 为板料成形极限的研究以及拉伸失稳理论的评价提 供了基础,为判断板料开裂成形极限提供了有力工 具。FL,D的建立可以采用理论计算方法,也可以采7 用实验方法。利用标准的实验装置,通过改变试件宽度和润滑等条件,可以利用获得的极限应变数据来绘制FLD。 从FLD的提出,塑性加].界和力学界学者肘FLD进行了大量实验研究和理论探讨,如利用FLD分析板料成形过程加载路径、变形状态、毛坯形状和材料性能对开裂破坏的影响.对实际生产起到了很大的指导作用。 但是,绘制FLD通常使用的是线性或近似线性的应变路径,而由极限应变构成的FID受应变路径的影响很大,所以对于实际成形中常见的复杂应变路径,所建立的FLD不能很好的用于破裂的预测。因此,研究复杂应变路径下的拉伸失稳已成为板料成形领域的热点问题之一。 Kleemola等在1977年发现极限应变只由最终的应力状态决定,而和应变路径无关[1“。人们便试图用极限应力来衡量复杂应变路径下的成形极限问题。Arrieux等人于1982年首先提出成形极限应力图(FLsD)的概念,并通过实验确定了线性和双线性应变路径下的FLSD|”’1“。 但是,无论是利用极限应变还是极限应力来衡量复杂应变路径下的成形极限.都涉及到如何实现真正意义上的复杂加载。因此,复杂加载实验的实现,已成为目前制约FIJ)理论或者成形极限理论研究的主要问题。万敏对实现复杂加载路径的实验方法及其可行性进行了分析,认为可以通过十字双向拉伸实验来实现复杂加载路径[1“。但只有解决载荷的实时控制以及应力、应变的测量问题,才能够实现双向比例加载、双线性加载等真正意义上的复杂加载方式。 3塑性屈曲和起皱问题 屈曲起皱是薄板和薄壳类结构的另一种主要失效形式。相对于板料开裂成形极限的研究,起皱问题的研究还是非常有限的。近一个世纪以来,人们从屈曲起皱产生的原因、预报以及屈曲后的性质等各个方面对屈曲进行了深入的研究。从力学分析角度看,起皱是板坯或壳体在某种局部压应力作用下产生屈曲并出现后屈曲大变形的外部宏观表现。在塑性加工领域常称塑性屈曲为皱曲。皱的产生和发展受到应力状态、材料的力学性能、工件的几何形状以及接触情况等因素的影响。由于影响因素太多,同时考虑这些因素对皱的产生和发展的影响是非常
基于DYNAFORM的板料成形研究 摘要 板料拉深成形是现在工业领域中一种重要的加工方法。在拉深成形的过程中,零件容易出现开裂,起皱等问题。随着计算机模拟和仿真技术的发展,板料拉深成形过程的分析、缺陷分布等问题都可以通过有限元模拟软件预测分析。针对这些问题,用PRO/ENGINEER软件将零件进行三维建模,导入DYNAFORM,进行初步模拟,设置模拟控制参数,主要是修改板料厚度、板料性能、冲压速度、模具圆角半径等参数。找出模具倒角、材料厚度、冲压速度对材料成形性能的影响,从而对于指导成形工艺的设计具有重要的意义。 关键词:DYNAFORM,拉深,模拟,参数 Based on the dynaform plate forming research
Abstract:Deep drawing of sheet metal industry is now an important processing method. In the drawing forming process, the parts prone to cracking, wrinkling and other problems.Along with the computer simulation and the simulation technology development, the process of sheet forming analysis, defects distribution problems can be simulated by FEM software prediction analysis. To solve these problems, PRO / ENGINEER software part three-dimensional modeling, import on DYNAFORM, a preliminary simulation, set the parameters of analog control, primarily to modify the sheet thickness, sheet performance, pressing speed, die fillet radius and other parameters.Identify mold chamfer, material thickness, speed of pressing forming properties of the material, which for the guidance of the design of the forming process of great significance. Key words: DYNAFORM, drawing, simulation, parameter 目录 第1章前言 (1) 1.1学术背景及理论与实际意义 (1)