钻井液平动椭圆型AJSPD泥浆振动筛的焊接工艺的
改进
泥浆振动筛是对钻井中泥浆进行净化处理的主要机械设备之一,其中AJSPD型平动椭圆泥浆振动筛因其机械性能、泥浆处理量、净化程度等指标相对较高,得到越来越广泛的应用。由于工况和承受载荷的特点——特别是受到每分钟960~1500转激振转速的振动,使其制造工艺较为复杂,加工精度要求高。在焊接加工方面,偏心轴筒的焊接质量是影响振动筛加工质量和能否达到设计使用寿命要求的关键所在,为此,我们对偏心轴筒的焊接进行了认真的试验和工艺分析,最后得出了合理的焊接工艺,并在实际生产中得到广泛应用。
1 结构特点
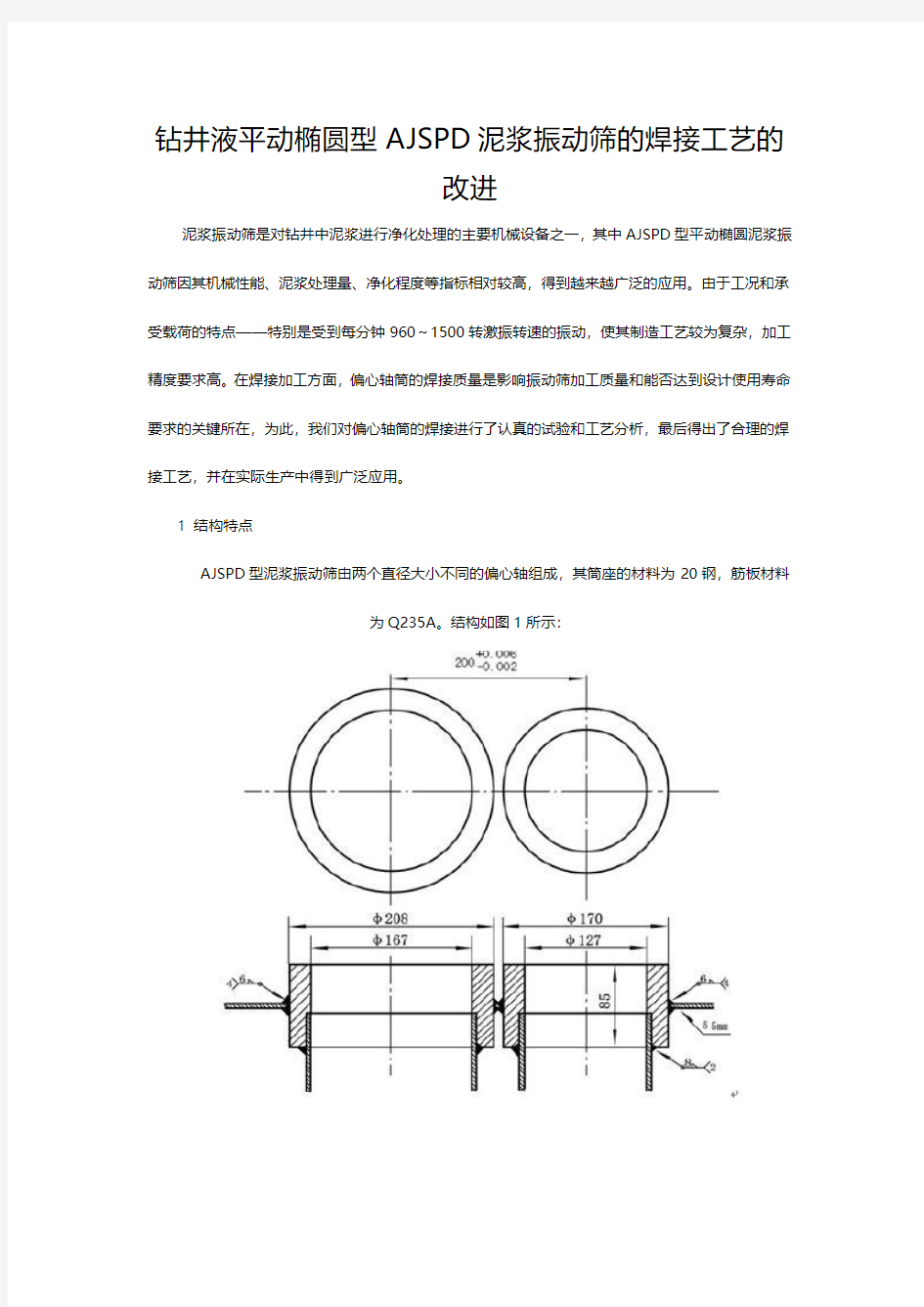
AJSPD型泥浆振动筛由两个直径大小不同的偏心轴组成,其筒座的材料为20钢,筋板材料
为Q235A。结构如图1所示:
焊接时采用φ3.2的E4303焊条(150℃烘干1~2小时),焊接电流为150A,焊后经用着色探伤表面无裂纹等其它缺陷。要求达到240小时。试运行结果:连续运转90小时后,大轴承座焊缝靠轴筒一侧出现裂纹;110小时后,小轴承座出现裂纹;同时,筛箱墙板被撕裂,造成振动筛无法正常运转。
2 产生裂纹的原因分析
①由于筋板较薄,焊脚尺寸较小,焊缝强度较低;
②角焊缝向基体金属过渡处有明显的截面变化,其应力集中系数较高;
③由于受960~1500r/min激振转速的振动,且振动力大,结构稳定性差;
④焊后未进行热处理。
3 改进措施
①结构上,在筛箱外侧各搭接一块600×600×12mm的钢板,用来增加墙板与轴承座的厚度,搭接板与墙板连接焊缝为连续焊缝,并在墙板内侧增加6个12mm的塞焊缝。
②在搭接板一侧开单边V形坡口,坡口角度为32°。为提高稳定性,在墙板内外侧增加4个40×40×8mm的三角形筋板。如图2所示:
③工艺参数的选择
A、墙板内侧的焊接。选用φ3.2的E5015焊条;焊接电流为100×110A;
B、墙板外侧的焊接。选用E5015焊条,工艺参数见下表:
焊接工艺参数打底焊填充焊盖面焊
焊条直径mmφ3.2φ4.0φ4.0
焊接电流A110~120160~170150~160
④焊前将焊条在300~400℃下烘干1~2小时并保温。
⑤焊后立即进行整体热处理,温度为450~500℃,消除应力。
4 试运转结果
改进后进行运转试验,整机连续运转248小时后,对其进行着色检验,未发现裂纹及墙板撕裂现象,然后进行整机机械性能、工艺性能检验,都符合设计要求。
For personal use only in study and research; not for commercial use 管道全自动焊接工法 天津大港油田集团工程建设有限责任公司 近几年,长输管道市场明显地向着高压力、大口径、厚壁厚的趋势发展。目前中国石油行业大多数施工单位采用全自动焊接的方式从事长输管道施工。 目前中国石油行业各施工单位都在管道焊接装备、施工能力等方面取得长足的进步,陆续装备了自动焊接机组,进入了大口径管道施工市场。 近年来,成品油管线工程及各种天然气支线工程建设累计将有数万公里正在施工。在未来的几年里,石油天然气管输管道工程施工市场容量巨大,给大港油田集团工程建设公司带来了更大的商机,市场发展前景看好。 通过近几年的研究,从室内试验到现场实践,进行了全自动焊接设备优化配置及各项资源的优化配置,合理调整了工艺参数,并针对不同地形地貌制定了适宜性的施工方案和施工组织方式,目前已形成了一套行之有效的施工工法——大口径长输管道全自动焊接工法,并在全公司范围内推广应用,达到了预期的研究效果,取得了良好的经济效益和社会效益。 一、工法特点 1.全自动焊接采用药心焊丝和气体保护,可以获得优良的焊接质量。该焊接工艺以其小电流、低电压、细直径实心焊丝、短路过渡为主要特点,下向焊时熔池体积小、 气可实现全焊接及抗锈低氢的内在优势,特别适合于填充焊,盖面焊时Ar气体和CO 2 体的保护作用使其焊缝表面成型规则、饱满,且与母材过渡圆滑。 2.全自动焊接合格率高,焊接参数调定之后,即可实现自动化作业,减少人为操作因素对焊接质量的影响,提高焊口一次合格率。 3.全自动焊接参数调定后能进行连续性作业,提高了生产效率,与其他焊接方法比较,减少了频繁更换焊条、焊丝产生的材料浪费,降低施工成本。同时全自动化焊接作业也降低了工人的劳动强度,但对工人的自身素质和操作能力有更高的要求。 4.全自动焊接工艺对管道组对坡口质量和坡口型式要求严格,需要配套的坡口整
s w a c o振动筛 s w a c o振动筛的特点 1.生产干燥机扦插 2.延长屏幕寿命 3.最大限度地减少H S E足迹 4.降低废物量 5.降低成本 6.需要较少的钻机空间 s w a c o振动筛的具体介绍 双运动的灵活性。新一代M O N G O O S E的P R O振动筛结合平衡和渐进的椭圆运动,使运营商能够切换运动“对飞”,作为钻井条件的变化。用一个简单的翻盖的开关,猫鼬P R O的平动椭圆振动筛转移的渐进的椭圆运动,而不需要暂停或关闭操作。 操作人员可以改变类型的运动需要处理大批量或生产机插穗,钻井条件决定的。随着M O N G O O S E P R O泥浆振动筛,失去了不断变化的振动筛,以满足钻井条件的非生产性时间已不再是一个问题。 平衡椭圆运动管理高固体含量,高固体含量的孔部,平动椭圆振动提供7.5G S力快速移动整个屏幕高容量的固体。该议案增加,同时使振动筛处理较重的固体输送率和振动流体能力。 进椭圆机扦插,温和的渐进的椭圆运动的行动是有效的当插穗体积减小时,如在较低的部分,以及运营商希望插穗较长的干燥时间。重力减少到6.5 G S,优化钻井液恢复生产机扦插。这项议案允许效率更高的处理速度,同时提高扦插干燥,以减少成本牵引。 复合屏幕提供了更长的寿命和更大的屏幕面积。猫鼬P R O振动筛的设计与M I S W A C O大容量复合屏幕,提供了一个显着的增加流体能力以及优异的耐致盲提供机的固体排放和一个较大的净可用的屏幕面积的。 多个振动筛相结合,四个M O N G O O S E P R O振动筛可以预先在工
厂对准,并安装在一个单一的打滑,以允许更容易的钻机移动,只需要一个升降机。双和行程都可以使用一个共同的负鼠肚,包括整体式给料机滑动的大门,以平衡流动或转移到一个单一的振动筛。 适应双运动振动筛。M I S W A C O开创性的M O N G O O S E P T 振动筛是唯一的这样的单位能飞象固体特征的变化进行调整。M O N G O O S E P T为您提供前所未有的能力,改变振动筛运动的特点和钻屑量的变化。猫鼬P T可以从线性椭圆运动的简单翻盖的开关。 猫鼬P T振动筛允许您使用直线运动,而钻重,高体积固体份通常遇到的孔部。这些时间间隔要求激振器产生高重力,有效地将整个屏幕致密的固定。M O N G O O S E P T作为钻探量和固体特性,可以改变为平缓的椭圆形模式,减少重力,反过来,这延伸屏幕寿命,同时提供干燥的固体,增加流体的回收和整体降低运营成本。 独特的设计的盒子重定向流量均匀地分布在屏幕的整个宽度,增加液体处理能力。它还挫伤中的流体的速度,以便更有效的固体分离的流线。 s w a c o振动筛的优点 1、双最长保留时间和干燥的扦插快速运送和重载加平动椭圆运动,直线运动 2、双运动控制盒可以在翻盖的开关,没有停止振动筛振动筛运动的变化 3、平衡篮功能完美地干,轻负载或重负载平衡线性或椭圆形模式 4、钢筋篮子延长屏幕寿命,确保在屏幕上的匀速运动,减少床疲劳和过早的失效风险 5、独特的配电箱替换,提供更高的处理能力及衰减的速度的流体从流线流线负鼠腹部 本文选自【新乡大用振动设备】
列管式换热器管板接头焊接工艺改进列管式换热器是乙炔法生产聚氯乙烯的关键设备,其中的管子-管板接头在支行中由于应力和介质腐蚀的共同作用,导致接头破旧失效,阻碍了正常生产,针对这一咨询题,对结构设计和制造工艺、焊接工艺诸方面,进行了相应的改进。 1 换热器差不多结构及工况条件 列管式换热器的材质为16MnR,外形尺寸为φ2400mm*3000mm;换热管为φ57mm*3.5mm。换热器壳体内装三块折流板,分上下两层冷却。 冷却介质软水,温度为90~100℃,工作压力为0.294MPa左右,管内介质为氯气、乙烯氯化氢,管内压力0.049MPa,温度为180~220℃。 2 管板接头及其破旧分析 列管式换热器管子-连接通常采纳胀管方法或焊接方法,有的设备只采取用机械胀管或液压胀管方法。 机械胀管方法易使胀接不匀,一旦管子-管板连接失效,再用胀管来修复就十分困难。 液压胀管时,换热管不容易产生“过胀”,也可不能产生“窜动”,因此连接区内应力分布平均。连接的可靠性较机械胀接要好。液压胀接对加工精度要求严格。关于密布的接头,要保证100%胀接成功,也有一定的困难,假如失效,再胀接修复也较为因难。 管子-管板焊接连接是稳妥而可靠的工艺方法。焊接时焊缝不易显现裂纹、气孔及夹渣等缺陷,接头具有足够的强度、塑性和良好的密封性、耐蚀性,通常显现失效几率专门小。因此,焊接方法在管子-管板制造中得到广泛应用。 采纳管子-管板以胀管工艺和焊接新工艺,使接头性能更加可靠。 3 结构设计改进 通常根椐材质、制造工艺及产品的技术条件,管子-管板连接选用不同的接头形式。常用的接头形式见图1: 当管板比较薄时,多采纳1a形式,连接焊缝呈环状;当管板较厚板时,采纳1b形式,连接焊缝呈环形角焊缝;而关于厚板及导热较好的铝、铜及其合金管子-管板,则多采纳1c 形式。 本换热器管采纳b形式接头。在满足产品技术条件前提下,选用了手工电弧焊方法。严格操纵装配尺寸及焊角尺寸。 4 管子-管板接头焊接工艺
摘要 振动筛的研究不断地向着标准化、系列化、通用化发展,并引入现代化设计手段,采用新材料、新技术、新工艺,其目的在于不断扩大筛机应用领域,满足国民经济建设发展的需要,并担当对外出口的任务。 本文所设计的振动筛的筛分物料为饲料产品。该产品的大小不是很平均,为了做出更符合要求的物料就需要用振动筛来将球磨机产品进一步细分,将不符合要求的物料重新用球磨机磨小。经过这样的反复处理最终将物料全部做成符合要求的产品。本课题的振动筛为自同步双振动电机驱动的,其特点是结构简单、安装方便、成本低、容易操作及维护等。其筛箱为板梁铆焊组合结构,由主副侧板、管梁、入料挡板、出料板、筛板等组成,侧板选用低合金压力容器钢板,强度高、可焊性好,周边折弯,并在振动方向及沿纵向连接多根角钢,使侧板刚度大大增强,有利于强度的提高和噪音的降低。管梁由法兰盘、无缝钢管、加强槽钢等组成,重量轻、强度大,便于制造安装,具有互换性。加强槽钢上有T形孔,使用T形螺栓,便于筛板的安装维护,消除U形螺栓对管梁的磨损。工作原理:两台振动电机的型号相同,可以产生一种组合的直线振动。这种振动可以使输送槽体中的物料运动,并与筛面发生碰撞,使小于筛孔的物料透过,从而实现物料的几何分级,实现筛分。总体方案为:采用普通筛分法,振动形式为共振,运动轨迹为直线运动,激振方式为惯性式,隔振方式为一级隔振,隔振弹簧为金属螺旋式隔振弹簧。 关键词:振动筛; 筛箱; 振动电机
Abstract The shaker research unceasingly to the standardization, the seriation, the universalized development, and the introduction modernization design method, uses the new material, the new technology, the new craft, its goal lies in unceasingly expands the sieve machine application domain, satisfies national economy construction the need to develop, and takes on the foreign exportation the duty. Finally completely makes after such repeatedly processing the materi all tallies the request product. This topic shaker for self-synchronizing pair vibration motor-driven, Its characteristic is the structure simple, the installs convenient, the cost low, is easy to operate and the maintenance and so on. It sieves the box is board crossbeam riveting hitch welds built-up section, By host vice- side bar, Hollow beam, Enters the material back plate, Leaves material board, Sieves board and so on composition, The side bar selects the low-alloy pressure vessel steel plate, The intensity is high, The weldability is good, Peripheral knee bend, And in the vibration direction and along longitudinal connects themulti- roots angle steel, Causes the side bar rigidity big enhancement, Is advantageous to the intensity enhancement and noise reducing. Hollow beam by flange plate, Seamless steel pipe, Strengthens composition and so on channel steel, The weight light, the intensity is big, is advantageous for themanufacture installment, Has the interchangeability. Strengthens in the channel steel to have the T shape hole, Uses the T shape bolt, Is advantageous for screen board installs the maintenance, Eliminates the U shape bolt to the hollow beam attrition. Principle of work: Two vibrate the electrical machinery the model to be same, May have one kind of combination straight-line oscillation. This kind of vibration may cause in the transportation trough body thematerial movement, And has the collision with the screening surface, And has the collision with the screening surface, Thus realization material geometry graduation, Realization screening. The overall plan is: Uses the ordinary screening law, The vibration form for resonates, The path is the translation, Stirs up the strength vibration the way is the inertia type, The vibration isolation way is level of vibration isolations, The vibration isolation spring is the metal screw type vibrationisolation spring。 Keywords:the vibration screen; the box screen; the vibration electric machinery
管道全自动焊接技术及工艺控制 管道全位置自动焊接就是指在管道相对固定的情况下,焊接小车带动焊枪沿轨道围绕管壁运动,从而实现自动焊接。一般而言,全位置自动焊接装置由焊接小车、行走轨道、自动控制系统等部分组成。研制全位置自动焊接装置的目的就是为了提高焊接质量和劳动生产率、减轻工人的劳动强度。 一、焊接小车 焊接小车是实现自动焊接过程的驱动机构,它安装在焊接轨道上,带着焊枪沿管壁作圆周运动,是实现管口自动焊接的重要环节之一。焊接小车应具有外形美观、体积小、重量轻、操作方便等特点。它的核心部分是行走机构、送丝机构和焊枪摆动调节机构。行走机构由电机和齿轮传动机构组成,为使行走电机执行计算机控制单元发出的位置和速度指令,电机应带有测速反馈机构,以保证电机在管道环缝的各个位置准确对位,而且具有较好的速度跟踪功能。送丝机构必须确保送丝速度准确稳定,具有较小的转动惯量,动态性能较好,同时应具有足够的驱动转矩。而焊枪摆动调节机构应具有焊枪相对焊缝左右摆动、左右端停留、上下左右姿态可控、焊枪角度可以调节的功能。焊接小车的上述各个部分,均由计算机实现可编程的自动控制,程序启动后,焊接小车各个部分按照程序的逻辑顺序协调动作。在需要时也可由人工干预焊接过程,而此时程序可根据干预量自动调整焊接参数并执行。 二、焊接轨道 轨道是装卡在管子上供焊接小车行走和定位的专用机构,其的结构直接影响到焊接小车行走的平稳度和位置度,也就影响到焊接质量。轨道应满足下列条件:装拆方便、易于定位;结构合理、重量较轻;有一定的强度和硬度,耐磨、耐腐蚀。轨道分为柔性轨道和刚性轨道两种。所谓刚性轨道就是指轨道的本体刚度较大、不易变形,而柔性轨道则是相对刚性轨道而言。两种类型的轨道各自有各自的特点。刚性轨道定位准确、装卡后变形小,可以确保焊接小车行走平稳,焊接时焊枪径向调整较小,但重量较大、装拆不方便。而柔性轨道装拆方便、重量较
振动筛技术配置规范 一、设计原则 1、振动筛采用椭圆或直线运动轨迹。处理量≥60 L/s,满足正常使用200目以上筛布。 2、振动筛电机为短杆或长杆防爆激振电机。同一系列的振动筛应采用同一电机厂家、同一规格型号的激振电机,并通用互换,宜采用激振力可调激振电机。 3. 使用时间:振动筛不低于8 年。 4、焊接件焊接及检验标准执行国内 JB/T 5943-1991《工程机械焊接件通用技术条件》的相关规定。两联和三联振动筛,应将振动筛与振动筛缓冲罐制造为一整体,以便安装与运输;振动筛缓冲罐宽度一般为400mm,高度一般为1500mm。 两联振动筛底座尺寸一般为L≤3000mm(振动筛长度方向)、W≤4000mm(振动筛宽度方向);三联振动筛底座尺寸一般为L≤3000mm、W≤6000mm。满足现场使用要求和探井安放录井工具的要求。 5、筛分系统宜选用通用型快装板框筛网,要求筛网自身强度高,互换性强、安装拆卸方便,筛网规格为 1165mm×585mm×40 mm,出厂一般配备80目以上筛网(或按需配置)。也可采用勾边筛网,筛网规格:1130×780 mm。 6、筛网与筛床必须使用扣压式安装的全密封结构,密封胶条耐温≥120℃,耐油基泥浆,耐腐蚀性,同时保证密封良好;橡胶件采用耐油橡胶件(丁晴橡胶)并提供第三方证书。 7、不锈钢防飞溅系统,在不影响设备维护的基础上很好的解决钻井液的飞溅问题,保证设备运行现场的清洁舒适。 8、振动筛倾角调节装置采用机械或液压调节装置,实现无级调节,可根据需要动态调节筛箱倾角,以适应不同钻井工况的需要。 9、筛网张紧方式,优先采用楔块快速压紧,可采用螺旋快速张紧装置,筛网更换不超过2分钟/张,宜直接在筛箱外侧拆卸。 10、电机及控制电路符合防爆要求。所有电器设备电源为:380V、50Hz,接线采用三相四线制,TN-S接地型式。防爆级别:Exd II BT4;防护等级:IP55;绝缘等级:155级;电机接线盒的出线口、控制箱进出线口均自带隔爆格兰(黄铜镀镍材料);电机厂家提供合格证、防爆证和IEC证。电路系统使用旋钮控制,
管道全自动焊接工法 天津大港油田集团工程建设有限责任公司 近几年,长输管道市场明显地向着高压力、大口径、厚壁厚的趋势发展。目前中国石油行业大多数施工单位采用全自动焊接的方式从事长输管道施工。 目前中国石油行业各施工单位都在管道焊接装备、施工能力等方面取得长足的进步,陆续装备了自动焊接机组,进入了大口径管道施工市场。 近年来,成品油管线工程及各种天然气支线工程建设累计将有数万公里正在施工。在未来的几年里,石油天然气管输管道工程施工市场容量巨大,给大港油田集团工程建设公司带来了更大的商机,市场发展前景看好。 通过近几年的研究,从室内试验到现场实践,进行了全自动焊接设备优化配置及各项资源的优化配置,合理调整了工艺参数,并针对不同地形地貌制定了适宜性的施工方案和施工组织方式,目前已形成了一套行之有效的施工工法——大口径长输管道全自动焊接工法,并在全公司范围内推广应用,达到了预期的研究效果,取得了良好的经济效益和社会效益。 一、工法特点 1.全自动焊接采用药心焊丝和气体保护,可以获得优良的焊接质量。该焊接工艺以其小电流、低电压、细直径实心焊丝、短路过渡为主要特点,下向焊时熔池体积小、可实现全焊接及抗锈低氢的内在优势,特别适合于填充焊,盖面焊时Ar气体和CO 气 2 体的保护作用使其焊缝表面成型规则、饱满,且与母材过渡圆滑。 2.全自动焊接合格率高,焊接参数调定之后,即可实现自动化作业,减少人为操作因素对焊接质量的影响,提高焊口一次合格率。 3.全自动焊接参数调定后能进行连续性作业,提高了生产效率,与其他焊接方法比较,减少了频繁更换焊条、焊丝产生的材料浪费,降低施工成本。同时全自动化焊接作业也降低了工人的劳动强度,但对工人的自身素质和操作能力有更高的要求。 4.全自动焊接工艺对管道组对坡口质量和坡口型式要求严格,需要配套的坡口整形机等设备。 气体,因此与其他焊接方法比较,施工5.全自动焊接的保护气体为Ar气体和CO 2 环境更为苛刻,现场施工时要求环境风速小于2m/s。 二、适用范围
安徽理工大学本科毕业设计(论文)开题报告 姓 名 陈 坤 专业班级 矿物加工05-1 指导教师 张东晨教授 一、课题的名称、来源 1.课题名称 2ZD-1556型自定中心圆振动筛设计 2.课题来源 生产 科研 √ 教学 其他 二、研究意义、研究现状、研究内容、拟采用的研究思路与方法 2.1 筛分设备的研究意义 筛分是矿物加工工程的重要组成部分,在煤炭、冶金、化工、建材等部门广泛应用。在选煤行业,筛分对煤炭进行粒度分级、脱水、脱泥和脱介。就煤炭加工而言,筛分技术和分选技术处于同等重要的地位。筛分工艺的技术水平的高低和筛分设备性能质量的优劣,直接关系到工艺效果的好坏和生产效率的高低。 筛分是许多部门不可缺少的条件。我国生产的原煤一半以上是动力煤,不同用户对动力煤的粒度要求是不同的,尤其是化工、发电等部门,对煤炭产品粒度的要求很严格,如果超过规定限度,不但直接影响这些部门的正常生产,还会照成不小的浪费,例如,在煤炭气化生产中,若使用煤粉含量过高的块煤,不仅影响炉内气流畅通,降低造气量,严重时还导致气化炉填塞;机车和船舶由于锅炉通风强、烟筒短,如燃用含有较多粉煤的块煤时,粉煤不仅燃烧不完全,而且还随烟气飞走,造成浪费和环境污染;大型火力发电厂,绝大部分使用煤粉锅炉,若供应原煤和块煤,显然是不经济的。总之,将原煤筛选成多种粒级的产品,对路供应给各种用户,对合理利用煤炭资源是十分必要的。 筛分可以为其他选煤方法创造条件。目前的各种选煤方法和分选设备往往都受粒级的限制。不同的选煤方法都有一定得入选粒度,过粗的大块不能分选,而粒度过细也难于回收。在选煤厂主要是将原煤分成块煤与末煤两种粒级,分别进行跳汰选或重介选。重介选煤对入料中的煤泥含量很敏感,它直接影响到重介系统的正常工作和重介分选的效果。通过筛分脱除细泥,减少煤泥对介质系统的污染,以及高灰细泥对精煤产品的污染;也可使跳汰机戏水粘度降低,有利于洗煤泥的分选,从而提高分选效率。 筛分还可以提高矿物加工的经济效益通过筛分可使重介分选产品与重介质的加重质分离,以回收加重质。通过筛分还可以脱除和降低选煤产品的水分,提高煤炭质量和价格,减少运输量以及高寒地区冬季装卸车的困难。此外,在某种情况下,筛分还能起到分选的作用.由于煤炭中的灰分及硫分等杂质在不同粒级中的分布不同,通过筛分,在按粒度分级的同时,使得某个粒级的灰分或硫分降低。 在动力煤选煤厂,通常将小于6mm 的干粒煤粉供应发电厂或其他用户,而大于6mm 的每送入跳汰机分选,这也是依靠筛分作业来完成的。 总之,在煤炭的加工中,筛分作业不仅关系着动力煤产品对路供应,关系着动力煤、炼焦煤洗选产品质量的提高,也关系到煤炭资源的合理利用、环境保护和生产部门的经济利益。 基于以上原因,筛分设备在煤炭行业得到广泛应用。在选煤厂的生产系统中,很多作业需要筛分机去完成。例如:煤的准备筛分、检查筛分以及煤的脱水、脱泥、脱介质、分级等。由于振动筛的结构简单、性能稳定、维修方便,因此世界各国对振动筛分技术的研究很重视。 我国是一个产煤大国,煤炭产量处于世界第一位.同时我国也是一个煤炭消费大国,煤炭在我国能源构成中占有四分之三的份额,即使最近几年煤炭在我国能源消耗中的比重有所下降,但仍占能源消耗总量的70%左右.在最近完成的《中国可持续能源发展战略》研究报告中,20多位中科院院士和工程院院士一致认为,到2010年煤炭在依次能源生产和消费中将占60%左右;到2050年,煤炭所占比例不会低于50%.可以预见,在未来几十年中,煤炭仍将是我国的主要能源和重要的战略物资,具有不可替代性,煤炭工业在国民经济中的基础地位,将是长期的和稳固的。 最近几年由于煤炭行业整体形势较好,煤炭行业利润较高,使得煤炭行业蓬勃发展,日新月异,同时,由于国家对洁净煤发展的支持和出于环保的目的,以及用户对煤质的要求,使得煤炭行业得 √√√
全自动电热熔焊机PE管焊接工艺指导书 编制: 审核: 批准: 2015年2月25日
(一)对操作人员的要求 全自动电热熔焊机操作人员必须经过培训合格且持有《全自动电热熔焊机操作证书》和《PE焊接上岗证》方可进行聚乙烯管道施工(培训和发证授权单位为:南昌市锅炉设备安装公司)。证书有效期为1年,在有效期满3个月前,继续从事聚乙烯管道施工的操作人员,应当向发证授权单位提出申请,由授权单位安排重新进行复证。 (二)聚乙烯管材、管件的检验 用户对材料的检验,应做到如下几点: 1)合格证与检验报告。应检查有无产品出厂合格证,并索要出厂检验报告。 2)外观检查。进行外观及几何尺寸检查。检查管子内外表面是否清洁光滑,是否有沟槽、划伤、凹陷、杂质和颜色不均等。 3)长度检查。定尺管的长度应均匀一致,误差不应超过20mm。注意检查管口端面是否与管子的轴线垂直,是否存在气孔,若有气孔则管材不合格。凡长短不一的管子多系厂家自检时发现有气孔、端面有明显缺陷或其它原因而被截短,这种管材在未查明原因前应不予使用。 4)颜色检查。燃气管材应为黄色或黑色,当为黑色时管上必须有醒目的黄色条纹。同时管材上应有连续的、间距不超过2m的永久性标志,写明用途(燃气或水)、原料牌号、标准尺寸、标准代号和顺序号、生产厂名或商标、生产日期。 (三)热熔焊接操作程序 以PILOTEFUSE系列全自动热熔焊机为例。 ?焊接前准备 (1)清洁油路接头,正确连接焊机各部件; (2)测量电源电压,确认电压符合焊机要求(187V~253V); (3)检查清洁加热板,当涂层损坏时,加热板应当更换,加热板表面聚乙烯的残留物只能用木质工具去除,油污油脂等必须用洁净的棉布和酒精进行处理; (4)按照焊接工艺正确设置吸热、冷却时间和加热板温度等参数,焊接前,加热板应当在焊接温度下适当预热,以确保加热板温度均匀; ?PILOTEFUSE控制器将给操作者提示一系列信息如下: ?提示输入管理信息 按PILOTEFUSE控制器显示屏提示输入以下信息:
焊接作业指导书及焊接工艺 文件编号:005 版本/版次:A/0 日期:2010.2 1. 目的:明确工作职责,确保加工的合理性、正确性及可操作性。规 范安全操作,防患于未然,杜绝安全隐患以达到安全生产并保证 加工质量。 2. 范围: 2.1. 适用于钢结构的焊接作业。 2.2. 不适用有特殊焊接要求的产品及压力容器等。 3. 职责:指导焊接操作者实施焊接作业等工作。 4.2. 基本作业: 4.2.1. 查看当班作业计划:按作业计划顺序及进度要求进行作业,以 满足生产进度的需要。 4.2.2 .阅读图纸及工艺:施焊前焊工应仔细阅读图纸、技术要求及焊 接工艺文 件,明白焊接符号的涵义。确定焊接基准和焊接步骤; 自下料的要计算下料尺寸及用料规格,参照工艺要求下料。有半 4.工作流程 4.1作业流程图
成品分件的要核对材料及尺寸,全部满足合焊图纸要求后再组焊。 4.2.3. 校准:组焊前校准焊接所需工、量具及平台等。 4.2.4. 自检、互检:所有焊接件先行点焊,点焊后都要进行自检、互检,大 型、关键件可由检验员配合检验,发现问题须及时调整。 4.2. 5. 首件检验:在批量生产中,必须进行首件检查,合格后方能继续加工。 4.2.6. 报检:工件焊接完成后及时报检,操作者需在图纸加工工艺卡片栏及施 工作业计划上签字。(外加工件附送货单及自检报告送检)。 5. 工艺守则: 5.1. 焊前准备 5.1.1. 施焊前焊缝区(坡口面、I 型接头立面及焊缝两侧)母材表面20? 30mm宽范围内的氧化物、油、垢锈等彻底清理干净,呈现均匀的金属光泽。 5.1.2. 检查被焊件焊缝(坡口形式)的组对质量是否符合图纸要求,对保证焊 接质量进行评估,如有疑义应向有关部门联系,以便采取相应工艺措施。 5.1.3. 按被焊件相应的焊接工艺要求领取焊接材料,并确认焊接牌号无误。 5.1.4. 检查焊接设备是否运转正常,各仪表指数是否准确可靠,然后遵照本 工艺提供的工艺规范参数预调焊接电流、电压及保护气体流量。 5.1.5. 合焊前应先行组对点焊,点焊的焊材应与正式施焊焊材相同,点焊长度一般应为10-15m m (可视情况而定),点焊厚度应是焊脚高度的1/2(至少低于焊脚高度)。 5.1. 6. 对于有焊前预热要求的焊件,根据工艺文件要求规范参数预热,温度必 须经热电偶测温仪测定,预热范围宽度应符合工艺文件的规定。 5.2. 焊接过程 5.2.1. 施焊过程应密切注视电弧的燃烧状况及母材金属与熔敷金属的熔合情 况,发现异常应及时调整或停止焊接,采取相应的改进措施。
!新产品开发" !"—#双轴平动椭圆钻井液振动筛的研制 白文雄#李红才方建国 (长庆石油勘探局机械制造总厂) 摘要研制的!"—#钻井液振动筛由筛箱、筛箱倾角调节机构、筛底座、激振器、支架、电器系统和钻井液进入系统组成。该筛应用平动椭圆振动理论,在先进的$%&软件上完成设计。结构设计中参照国外先进振动筛的有关结构,便于与国际接轨。全面的动态特性检测、应力检测及现场工业性试验表明,!"—#钻井液振动筛单筛处理量达到’()*+,使钻井液中含砂量降低,(-./(-,使用细目筛网达到#,(目,筛分效果好,运转平稳可靠,可满足不同钻井工艺的要求,具有很好的推广应用前景。 主题词钻井液振动筛设计应用 近几年来,由于我国钻井液振动筛不能满足油田用户更高的要求,特别是对外合作时,均因我国钻井液振动筛不能得到外国承包商的认可,而不得已采用进口钻井液振动筛。进口振动筛由于售价高、配件供应不及时、服务不到位等诸多方面的原因,直接困扰着我国对外的进一步合作。因此,利用我国钻井液振动筛理论研究优势,研制开发先进的国产钻井液振动筛就显得尤为迫切和重要。 发展概况 #0单轴惯性椭圆振动筛 该型振动筛是通过单偏心质量块或单激振电动机实现的最早的钻井液振动筛,它是借鉴矿山用振动筛而设计的,适合于矿山用作物料的筛分和分级,但不利于钻井液的固相分离和有害固相的排除。在现代钻井液振动筛中属被淘汰的机型。 ,0单轴惯性圆振动筛 该型振动筛的激振轴的转动中心通过筛箱中心,具有较好的筛分效果,但其输砂速度较慢。 /0双轴惯性直线振动筛 由双偏心质量轴(块)或双激振电动机自同步激振实现直线轨迹振动,是当今国外最为盛行的筛型,该型振动筛具有较好的筛分性能和大的输砂速度。但研究分析知,由于直线振动轨迹的不可调,砂粒在筛网上易出现卡死和“筛糊”现象。 10双轴惯性椭圆振动筛———平动(平衡)椭圆振动筛 #232年,长庆石油勘探局机械制造总厂和西南石油学院联合研制开发出了$456平动椭圆钻井液振动筛。之后,长庆钻采研究院也开发出了5$46均衡椭圆振动筛,并由长庆石油勘探局机械制造总厂试制成功。由于受当时条件的局限,研制成功的两种振动筛在结构和参数设计上均不太完美。#223年,美国6789:公司研制开发了平衡椭圆振动筛,即将投放市场。 原理、特点及参数设计 #0原理 !"—#钻井液振动筛为双轴强迫同步惯性筛,它应用平动椭圆振动理论,将其设计成兼有圆振筛和直线筛两者优点的新型振动筛[#]。其轨迹是在筛箱的进口处、中点和出口处均为大小相等、椭圆长轴方向一 ;# ,((#年第,2卷第3期石油机械 # 白文雄,工程师,生于#2<1年,#22(年毕业于石油大学(华东)矿机专业,现从事石油机械产品的研制开发工作。本刊通讯员。地址:(;1’#(()甘肃省庆阳县。电话:((2/1)3’2,#<1。 (收稿日期:,(((=#,=(1;修改稿收到日期:,((#=(/=,#)万方数据
自动焊接工艺与设备及发展的研究 发表时间:2018-05-14T09:57:10.710Z 来源:《电力设备》2017年第35期作者:董继春[导读] 摘要:随着现代工业的发展,对结构和材料的要求越来越高,如造船和海洋工程要求解决大面积拼板、大型立体框架结构自动焊及各种低合金高强钢的焊接问题;石油化学工业要求解决各种耐低温及耐各种腐蚀性介质压力容器的焊接问题;航空航天工业中要求解决铝、钛等轻合金结构的焊接问题;重型机械工业中要求解决大截面构件的拼接问题;电子及精密仪表制造工业要求解决微精密焊件的焊接 问题。 (身份证号码:15210219870218xxxx) 摘要:随着现代工业的发展,对结构和材料的要求越来越高,如造船和海洋工程要求解决大面积拼板、大型立体框架结构自动焊及各种低合金高强钢的焊接问题;石油化学工业要求解决各种耐低温及耐各种腐蚀性介质压力容器的焊接问题;航空航天工业中要求解决铝、钛等轻合金结构的焊接问题;重型机械工业中要求解决大截面构件的拼接问题;电子及精密仪表制造工业要求解决微精密焊件的焊接问题。因此,优质、高效、节能的现代焊接技术正逐步取代能耗大、效率低和工作环境差的传统焊条焊接工艺,焊接技术结构性的转变必将对装备制造业技术水平与生产能力的提升发挥更加重要的作用。焊接技术是工业工程和材料科学发展中的一种很关键的技术。 关键词:焊接工艺研究;焊接工艺设备;发展 引用: 焊接工艺装备简称焊接工装,它是用以安装焊接构件,使之占有正确位置的辅助器具。焊接工装设计是焊接工艺的重要组成部分,在结构件生产中起着举足轻重的作用,可以说没有焊接工装就没有好的产品。焊接工装是焊接生产工艺设计的主要任务之一,也是有效保证产品质量、提高生产效率的前提。 一、焊接工艺研究 1.1焊接条件的变化 接头焊接技术和性能的多样性取决于承压设备的广泛应用。在焊接过程中,某一部位的焊接条件如果发生变化,那么随之就会引起其他部位的接头焊接性能也发生变化,所以这种变化是不可预见,也不可避免的。由于焊接条件的变化所导致的焊接部位接触点发生的力学性质变化,我们专业从事焊接工艺的技术人员还是可以基本掌握其变化规律的。但是,焊接接头部位的力学性质是设计承压设备的基础,所以在新评定的标准工艺准则中,将焊接条件的变化作为重点,其是否影响接头的力学性质成为焊接工艺评定的判定标准。 1.2性质制定准则 在新修订的评定标准中,很多规定都是根据接头焊接部位的力学性质来制定的,比如各类参数的划分、钢材的分类、厚度替代等。举个例子,根据这一标准,可以把不同型号的奥氏体不锈钢归纳到一个分组内,虽然他们的耐腐蚀性是不同的,但是他们的接头焊接部位的力学性质相同。 1.3检验项目 在焊接工艺中还有一项重要的评定过程,那就是检验项目。检验项目最主要的就是检验力学性质,其中包括:拉伸性、弯曲性和冲击性。如果在此基础上要添加检验项目,那么就要作出相应的检验方法,给出合格指标,还要列出符合评定标准的焊接工艺适用范围,因为先前的评定标准对于新添加的检验项目不一定全部适用。 1.4标准 例如在不锈钢的焊接工艺中,想要添加检验“晶间腐蚀”这一项目,那么就要重新编制焊接工艺的评定标准。原来的“某一钢号母材评定合格可焊接工艺可以用于同组别号的其他钢号母材”这一评定标准就不能适用其中。对于添加其他检验项目也是如此。关于焊接裂纹、回火脆化、金相组织和腐蚀试验等等这些问题都是焊接性能的体现,要在评定前分别仔细总结研究,不能一概而论。通常,对于焊接工艺中添加的某些检验项目,都要严格按照以上的检验标准,若只是对焊接的试件有效,就不能成为替代范围的评定标准。 1.5焊接工艺试件的分类 从焊接工艺的角度来讲,不同大小、不同外观、不同结构的承压设备在本质上都是由不同的材料经过不同的接头焊接制造出来的。而不同的接头焊接形式就是由不同的焊缝连接的,承压设备中的接头性能的基础就是焊缝焊接工艺。所以,在焊接工艺评定中的试件分类的对象不是接头而是焊缝。在焊接工艺评定标准中将试件分为两种:对接焊缝试件和角焊缝试件。针对这两种试件形式,分别对其适用范围给出了新的规定。对接焊缝试件和角焊缝试件的评定合格标准不可适用于塞焊缝试件、槽焊缝试件和端接焊缝试件,而从力学性质准则的角度,对接焊缝试件的评定合格标准的焊接工艺可以适用于角焊缝试件。 1.6焊接工艺评定项目的确定 在焊接工艺评定中项目确定时,首先要在设计图样上,分别找出各类接头焊接的焊缝连接形式并与其所对应的焊缝试件类型进行匹配,凡是对接焊缝连接的接头就取对接焊缝试件。然后,根据角焊缝试件的评定标准用来评定非受压的角焊缝焊接工艺,取角焊缝试件。需要注意的是,角焊缝试件的工艺评定合格标准只能适用于焊件各类接头的角焊缝。 二、工艺设备的发展趋势 2.1集成化 机械制造自动化在机械制造行业中的推广使得机械制造工艺不断趋向于集成化,集成化有利于实现机械制造业工作效率的提高,集成化的实现可以将原本分散型的加工模式向集中型靠拢,使得机械制造行业更加具有连续性和规模性。目前我国的机械制造业主要是对一种产品进行加工制造,在实现机械集成化之后要实现对整个机械系统的集成化生产。
龙源期刊网 https://www.doczj.com/doc/142082831.html, 大型复杂结构焊接工艺及改善分析 作者:段任水 来源:《科技风》2019年第34期 摘要:科学技术不断发展,国家很多产业的发展离不开大型加工设施。大型及重型设备的建造过程中复杂结构的接件之前会采用铸锻件,伴随政府对高端产业的重视,接件方法逐渐转变为焊接工艺,该工艺相较于传统工艺可降低生产制造的成本和难度,保证产品的性能不受影响。本文主要对大型复杂结构焊接工艺进行研究,分三个方面进行阐述,首先给出了大型复杂结构焊接工艺的主要流程,后依据大型复杂结构焊接工艺现存的主要情况给出了焊接工艺改善的措施。 关键词:大型复杂结构;焊接工艺;工艺改善 一、大型复杂结构焊接工艺的主要流程 大型复杂结构的生产流程会涉及到很多方面,其中包括切割工作、装配工作、涂装工作、焊接工作等,这些方面都和产品的质量息息相关,一旦某一环节出现问题就会影响产品的质量。为了避免复杂构件在切割时出现变形,自下料切割之前要将构件的切割破旧进行基本处理,对出现问题的切口特别是切口的边缘和段部位置进行表面的纠正。在进行切割过程中要严格按照原本的工作标准开展,对复杂构件也要进行纠正工作,要在复杂构件的外部组装标准屏幕,对平面所涉及的每个节点测量相关定位数据,以达到构件的精准化,便于后期的修改工作。在所有校正工作完成之后进行焊接工作,该工作是整个加工制造的重要程序步骤,焊接过程焊条的选择要具有科学性,根据焊接材料的实际情况选择合适的焊条,焊接过程中要保证焊接接头部分移动的平稳性,对于焊料的添加要具有均匀性,收弧和起弧之前要保证之间错开的距离大于五十毫米,防止出现断裂和变形出现。后期对复杂构件进行矫形的检测过程中要采用UT检测,可以对复杂构件的外观进行专业准确的检测,为后期的矫正工作提供准确资料。构件进行表面处理的方法主要有两种,包括涂装和摩擦面的处理,在摩擦面处理过程中采用的方法是喷丸,喷丸的角度要小于一百三十五度,距离不能低于一百毫米也不能高于三百毫米,表面的粗糙程度要介于五十到七十微米间,要清理摩擦面孔周围的毛刺,保证摩擦系数符合相关规定标准。 二、大型复杂结构焊接工艺主要情况 (一)大型复杂结构焊接工艺的主要技术点 由于大型复杂结构所涉及的构件数量较多且种类不同,不同构件在具体焊接过程中具有很密切的关系,会相互作用产生制约,如在对构件进行加热时焊接温度不均匀会使构件所受到的应力不均衡,导致出现形变的情况。在对大型复杂结构进行焊接时要重视焊缝的变形问题,由
摘要 目前我国各种选煤厂使用的设备中,振动筛(筛分机)是问题较多、维修量较大的设备之一。这些问题突出表现在筛箱断梁、裂帮、稀油润滑的箱式振动器漏油、齿轮打齿、轴承温升过高、噪声过大等问题,同时伴有传动带跳带、断带等故障。这类问题直接影响了振动筛(筛分机)的使用寿命,严重影响了生产。YAH—2460型圆振动筛可以很好的解决此类问题,因此本次设计的振动筛为YAH—2460型圆振动筛,该系列振动筛主要用于煤炭行业中物料分级、脱水、脱泥、脱介等作业。其工作可靠,筛分效率高,但设备自身较重。设计分析论述了设计方案,包括振动筛的分类与特点和设计方案的确定;对物料的运动分析;对振动筛的动力学分析及动力学参数的计算;合理设计振动筛的结构尺寸;进行了激振器的偏心块等设计与计算,包括原始的设计参数,电动机的设计与校核;进行了主要零部件的设计与计算,皮带的设计计算与校核,弹簧的设计计算,轴的强度计算,轴承的选择与计算,然后进行了设备维修、安装、润滑及密封的设计,最后进行了振动筛的环保以及经济分析。 关键词:振动筛;激振器;圆振动筛
Abstract At present, China's coal preparation plant all the equipment used in the shaker is more problems, maintenance of one of the larger equipment. These issues in sieve outstanding performance me off beam, crack help, lubrication oil dilute the box-type vibrator oil spills, fighting tooth gear, bearing temperature rise too high, major issues such as noise, accompanied by dancing with broken belts, such as fault zone. Such issues directly affecting the life of the shaker, which has seriously affected the production. YAH—2460round good shaker can solve such problems, so this shaker designed for roundYAH—2460shaker, the series of major shaker in the materials used in the coal industry classification, dehydration, desliming, such as referrals from Operations. Its reliable, efficient screening, but their heavy equipment. Design analysis on the design options, including the classification and shaker features and design programmes to be confirmed; materials on the movement of the shaker and the dynamics of the parameters, to design the structure of vibrating screen size; conduct The eccentric block of the exciter, such as design and calculation, including the original design parameters, motor design and verification; were the main components of the design and calculation, belts and check the design and calculation, the design of spring, the axis of Strength, the choice of bearings and calculation and then proceed to the maintenance of equipment, installation, lubrication and seal the design, a shaker final environmental and economic analysis. Key words: shaker; Vibrator; round shaker