联轴器的装配及调整
1.对中的要点
联轴器的对中主要包括以下几点:
1)确定基准轴。
找正两轴时要确定一个基准轴,以此为准调整另一根轴使之达到允许的偏差。
2)轴的攀动
为消除联轴器的误差应当同时攀动两轴,并在两联轴器上划上对准基线,每转至一个角度,基线应重合。根据实际情况,如果联釉器自身误差在允许范围内(业好检查)也可只攀动一根轴。
3)简化计算。
联轴器每转—个角度要测出两个轴向测量值(b1-b n)。为了简化也可每次只测定一个轴向测量值,但是要控制联轴器不能有轴向串动。
4)要注意测量工具的自重使附件产生挠角对测量数据的影响。
5)在测定转速高的弹性轴或有扬度要求的轴时,注意轴的扬度,
对找正的影响及负荷的合理分配。
6)找正时应调整轴向数值,纠正倾斜,然后再调整径向偏差。在
调整倾斜时,将会影响到径向偏差数值,经过计算,逐渐调整到允许范围内。
2.联轴器轴线的测量
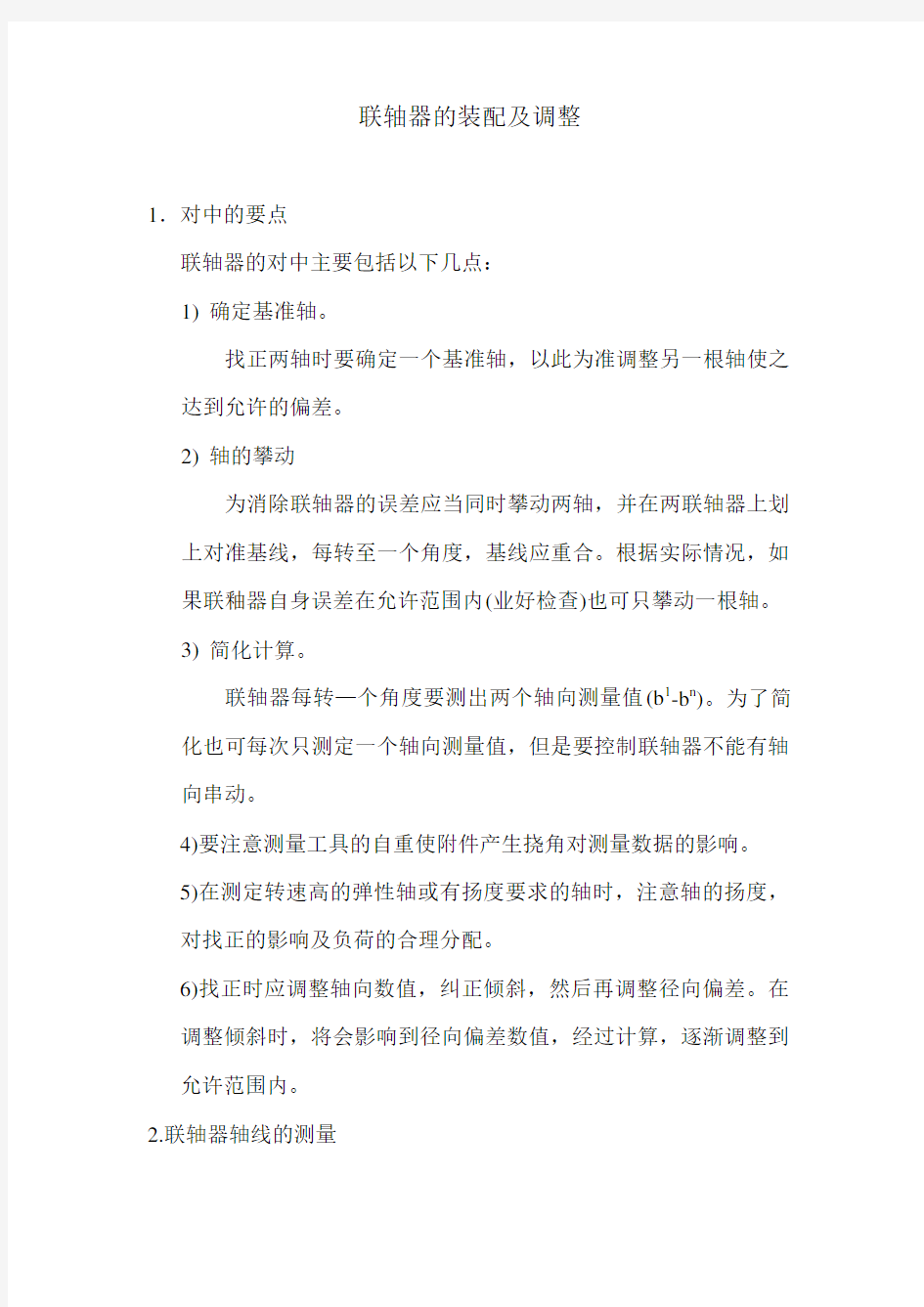
1)在两半联轴器相对应的两点P、Q上,装设专用工具并在联轴器外圆上作四等分记号。百分表b1和b2测量同一直径两端的轴向间隙,百分表a测量径向间隙。
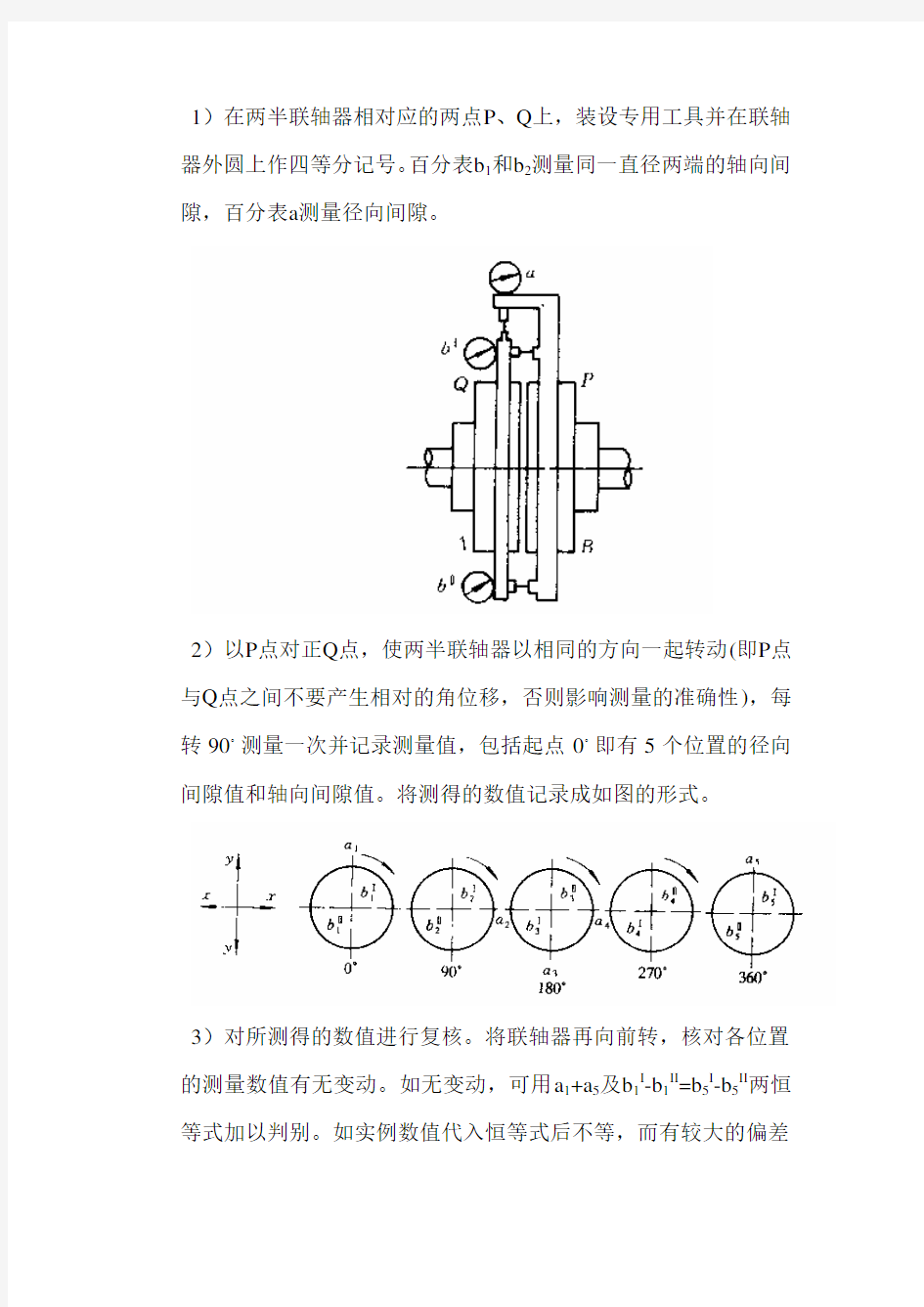
2)以P点对正Q点,使两半联轴器以相同的方向一起转动(即P点与Q点之间不要产生相对的角位移,否则影响测量的准确性),每转90。测量一次并记录测量值,包括起点0。即有5个位置的径向间隙值和轴向间隙值。将测得的数值记录成如图的形式。
3)对所测得的数值进行复核。将联轴器再向前转,核对各位置的测量数值有无变动。如无变动,可用a1+a5及b1I-b1II=b5I-b5II两恒等式加以判别。如实例数值代入恒等式后不等,而有较大的偏差
(大于0.02mm),那就可以肯定测量的数值是错误的,需找出产生错误的原因。纠正后再重新测量,直至符合两恒等式后为止。
3.联轴器的对中
1)先校正轴垂直方向倾斜
支座2移动量:
1D bL x= 式中 x---支座2移动数值,mm
b---垂直方向倾斜值,mm
b=b3-b4
D---联轴节直径,mm
L 1---1、2基座间距离,mm
2)因校正倾斜而造成联釉器端面上移y 值:
12L xL y=
式中 L2---支座1至联轴器端面间距离。 3)由于联轴器上移y 值,则联轴器上、下部a 位变化如下 a 4(新值)= a 4(原值)-y
a 3(新值)= a 3(原值)+y
为校正偏移轴应垂直方向移动t:
t=-(a4(新值)+a3(新值))/2
4)对1.2支座总的调整(数值为正上调,为负下调)
支座1应调整: t
支座2应调整: x+t
支座调整可通过更换调整垫片实现。
经过对支座1和2的调整,联轴器在垂直方向的倾斜与偏移得到了完全的校正。水平方向用同样办法加以计算调整。
4、联轴器允许偏差
联轴器种类繁多,这里只列出本港岸桥使用的联轴器的允许偏差。
1)梅花形弹性联轴器
轴向允许偏差:1.2-5.0mm
径向允许偏差:0.2-0.8mm
角向允许偏差:0.50-10
2)齿式联轴器
轴向允许偏差:-1.0-1.0mm
径向允许偏差:0.3-1.1mm
角向允许偏差:10
联轴器对中调整 一、联轴器装配的技术要求 联轴器装配的主要技术要求是保证两轴线的同轴度。过大的同轴度误差将使联轴器、传动轴及其轴承产生附加载荷,其结果会引起机器的振动、轴承的过早磨损、机械密封的失效,甚至发生疲劳断裂事故。 二、联轴器在装配中偏差情况分析 1、两半联轴器及平行又同心 2、两半联轴器及平行,但不同心 3、两半联轴器虽然同心,但不平行 4、两半联轴器既不同心,也不平行 联轴器处于第一种情况是正确的,不需要调整。后三种情况是不正确的,均需要调整。实际装配中常遇到的是第四种情况。 三、联轴器找正的方法 常用的有以下几种: 1、直尺塞规法 利用直尺测量联轴器的同轴度误差,利用塞规测量联轴器的平行度误差。这种方法简单,但误差大。一般用于转速较低、精度要求不高的机器。 2、外圆、端面双表法 用两个千分表分别测量联轴器轮毂的外圆和端面上的数值,对测得的数值进行计算分析,确定两轴在空间的位置,最后得出调整量和调整方向。这种方法应用比较广泛。其主要缺点是对于有轴向窜动的机器,在盘车时端面测量读数会产生误
差。它一般用于采用滚动轴承、轴向窜动较小的中小型机器。
3、外圆、端面三表法 此法是在端面上用两个千分表,两个千分表与轴中心等距离对称设置,以消除轴向窜动对端面测量读数的影响,这种方法的精度很高,适用于需要精确对中的精密机器和高速机器。如:汽轮机、离心式压缩机等。 4、外圆双表法 用两个千分表测量外圆,其原理是通过相隔一定间距的两组外圆测量读数确定两轴的相对位置,以此得知调整量和调整方向,从而达到对中的目的。此方法的缺点是计算较复杂。 5、单表法 此方法只测定轮毂的外圆读数,不需要测定端面读数。此方法对中精度高,不但能用于轮毂直径小且轴端距比较大的机器轴找正,而且又适用于多轴的大型机组(如高速轴、大功率的离心式压缩机组)的轴找正。用这种方法进行轴找正还可以消除轴向窜动对找正精度的影响。 四、 联轴器装配误差的测量和求解调整量 使用不同找正方法时的测量和求解调整量大体相同,下面以外圆、端面双表法为例,说明联轴器装配误差的测量和求解调整量的过程。 一般在安装机械设备时,先安装好从动机,再安装主动机,找正时只需调整主动机。主动机调整是通过对两轴心线同轴度的测量结果分析计算而进行的。 1、装表时的注意事项:核对各位置的测量数值有无变动。可用式 4231a a a a +=+;4231S S S S +=+检查测量结果是否正确。一般误差控制在 ≤0.02mm 。
二、电机联轴器找正方法 联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。 两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的?从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。 1 ?电机联轴器找正时两轴偏移情况的分析 电机安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情 况,如图1所示。
根据图1所示对主动轴和从动轴相对位置的分析见表1。 表1电机联轴器偏移的分析 a b C d —— 3.1 二呂3al^a3al=a3 两轴同心两轴不同心两轴同心两轴不同心 sl=s3sl=s3s坪吕3 两轴平行两轴平行两轴不平行两轴不平行 2.测量方法 安装电机时,一般是在电机中心位置固定并调整完水平之后,再进行联 轴器的找正。通过测量与计算,分析偏差情况,调整电动机轴中心位置以达 到主动轴与从动轴既同心,又平行。 联轴器找正的方法有多种,常用的方法如下: (1)简单如图2所示。用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整, 达到两轴对中。这种方法操作简单,但精度不高,对中误差较大。只适用于 电机转速较低,对中要求不高的联轴器的安装测量。 图2角尺和塞尺的测■方■
联轴器的装配及调整 1.对中的要点 联轴器的对中主要包括以下几点: 1)确定基准轴。 找正两轴时要确定一个基准轴,以此为准调整另一根轴使之达到允许的偏差。 2)轴的攀动 为消除联轴器的误差应当同时攀动两轴,并在两联轴器上划上对准基线,每转至一个角度,基线应重合。根据实际情况,如果联釉器自身误差在允许范围内(业好检查)也可只攀动一根轴。 3)简化计算。 联轴器每转—个角度要测出两个轴向测量值(b1-b n)。为了简化也可每次只测定一个轴向测量值,但是要控制联轴器不能有轴向串动。 4)要注意测量工具的自重使附件产生挠角对测量数据的影响。 5)在测定转速高的弹性轴或有扬度要求的轴时,注意轴的扬度, 对找正的影响及负荷的合理分配。 6)找正时应调整轴向数值,纠正倾斜,然后再调整径向偏差。在 调整倾斜时,将会影响到径向偏差数值,经过计算,逐渐调整到允许范围内。 2.联轴器轴线的测量
1)在两半联轴器相对应的两点P、Q上,装设专用工具并在联轴器外圆上作四等分记号。百分表b1和b2测量同一直径两端的轴向间隙,百分表a测量径向间隙。 2)以P点对正Q点,使两半联轴器以相同的方向一起转动(即P点与Q点之间不要产生相对的角位移,否则影响测量的准确性),每转90。测量一次并记录测量值,包括起点0。即有5个位置的径向间隙值和轴向间隙值。将测得的数值记录成如图的形式。 3)对所测得的数值进行复核。将联轴器再向前转,核对各位置的测量数值有无变动。如无变动,可用a1+a5及b1I-b1II=b5I-b5II两恒等式加以判别。如实例数值代入恒等式后不等,而有较大的偏差
(大于0.02mm),那就可以肯定测量的数值是错误的,需找出产生错误的原因。纠正后再重新测量,直至符合两恒等式后为止。 3.联轴器的对中 1)先校正轴垂直方向倾斜 支座2移动量: 1D bL x= 式中 x---支座2移动数值,mm b---垂直方向倾斜值,mm b=b3-b4 D---联轴节直径,mm L 1---1、2基座间距离,mm 2)因校正倾斜而造成联釉器端面上移y 值: 12L xL y= 式中 L2---支座1至联轴器端面间距离。 3)由于联轴器上移y 值,则联轴器上、下部a 位变化如下 a 4(新值)= a 4(原值)-y a 3(新值)= a 3(原值)+y
联轴器对轮找中心 1、联轴器找中心的目的 找中心的目的是使一转子轴中心线与另一转子轴中心线重合,即要使联轴器两对轮的中心线重合,即第一:在水平与竖直两个方向上使两联轴器对轮的外圆面同心;第二:在水平与竖直两个方向上使两对轮端面平行。 2、联轴器找中心的任务 ①测量两对轮的外圆和端面的偏差情况; ②根据测得的偏差值,对电机作相应调整,使两对轮中心同心,端面平行。 3、联轴器找中心的原理 联轴器找中心主要就是针对两方面对地脚螺栓进行调整。一方面是针对存在张口的情况;另一方面是针对外圆情况。下面就针对这两方面进行说明。 ①存在张口情况 张口是由于两圆盘面不平行所造成的。张口开口方向向上为上张口,反之为下张口。如图3-1即为下张口示意图: 图3-1下张口示意图 如图所示,将此图中下张口去除的方式就是使地脚螺栓前脚下降FD 的长度,后脚下降HM 的长度。而我们需要做的就是通过计算来确定FD 、HM 的各自高度,然后由计算高度来相应地降低各自前后脚螺栓垫片高度。 由上图不难看出∠DEC=∠ECB ,所以∠FED=∠BAC ,∠BCA=∠DFE ,ΔABC ∽ΔE DF 。两三角形相似即可得出DF BC EF AC =,所以EF AC BC DF ?=,同 理可知EH AC BC HM ?=。 ②存在外圆的情况 外圆是由于联轴器两轴线不同心所造成的。如图3-2所示: 图3-2外圆示意图 由上图不难看出,只需使前脚下降AC ,后脚下降BD 的距离即可,且 AC =BD ,大小即为两轴线的间距,通过测量即可得到无需计算。 ③张口与外圆均存在情况 若张口、外圆均存在则将上述两种情况下计算出的结果合成即可。需要注意的是:若外圆偏离方向与张口方向相同,则应外圆值减去张口的计算调整值,计算结果为正则地脚螺栓调整方向与外圆调整方向相同,为负则相反;若外圆偏离方向与张口方向相反,则应外圆值加上张口的计算调整值,地脚螺栓调整方向与外圆调整方向相同。 4、联轴器找中心的方法及步骤 ※找中心前的准备工作 准备好三付磁性表座、三只百分表、塞尺、圈尺、游标卡尺、千分尺等测量工具及其它工具。 ※找中心的具体步骤 ⑴检查并消除可能影响对轮找中心的各种因素。如清理对轮上油污、锈斑及电机底脚、基础,然后连接对轮,保证两对轮距离在标准范围内; ⑵用塞尺检查电机的底脚是否平整,有无虚脚,如果有用塞尺测出数值,用铜皮垫实; ⑶安装磁性表座及百分表。装百分表时要固定牢,但要保证测量杆活动自如。测量径向的百分表测量杆要尽量垂直轴线,其中心要通过轴心;测量轴向的二个百分表应在同一直径上,并离中心距离相等。装好后试转一周。并回到原位,此时测量径向的百分表应复原。为测记方便,将百分表的小表指针调到量程的中间位置,并最好调到整位数。大针对零; ⑷把径向表盘到最上面,百分表对零,慢慢地转动转子,每隔90度测量一组数据记下,测出上、下、左、右四处的径向b 、轴向A 、a 四组数据,将数据记录在右图4-1内。径向的记在圆外面,轴向数据记录在圆里面。注意:拿到一组数据你要会判断它的正确性,你从那里开始对零的,盘一周后到原来位置径向表应该为0,径向表读数上下之和与左右之和应相差不多,两只轴向表数据相同。否则的话要检查磁性表座和百分表装得是否牢固。 ⑸间隙测量,记录及计算: (百分表安装在电机侧)端面不平行值(张口)的计算,(要考虑轴向窜轴),轴 向装两只百分表,计算公式上下张口为BC=(A 1+ a 1-A 3- a 3)/2,正的为上张口,负的为下张口。左右张口为bc=(A 2+ a 2-A 4- a 4)/2,正的为a2那边张口,负的为a4那边张口。 上下径向偏差的上下外圆计算公式为AC= (b 1- b 3)/2,正的为电机偏高,负的为电机偏低。左右径向偏差的左右外圆计算公式为ac= (b 2- b 4)/2正的为电机偏右,负的为电机偏左。 所以,在竖直方向上前脚调整:L=(b 1- b 3)/2±[(A 1+ a 1-A 3- a 3)/2]×EF/AC ,后脚调整:L ′= (b 1- b 3)/2±[(A 1+ a 1-A 3- a 3)/2]×EH/AC ;而水平方向上前脚调整:l=(b 2- b 4)/2±[(A 2+ a 2-A 4- a 4)/2]×EF/AC ,后脚调整:l ′=(b 2- b 4)/2±[(A 2+ a 2-A 4- a 4)/2]×EH/AC 。 注意:1、百分表的位置,安装在电机对轮上和安装在泵体对轮上径向的中心状态正好相反,注意判断清楚谁高谁低,轴向则不变; 2、 左右不要搞错; 3、上下表不要读错。 5、联轴器找中心实例计算 例:在一泵组找中心中,水泵不动,要求动电机底脚来调整。已知联轴器 对轮直径为200mm ,联轴器端面距电机前脚为500mm ,电机后脚距前脚距离为1000mm ,经测得在竖直方向上电机低1mm ,下张口0.5mm ,在水平方向上电机偏右2mm ,左张口0.8mm 请计算电机如何调整找正? 解:设对轮直径为d , 联轴器端面距电机前脚为L 1,前后脚间距为L 2,竖直方向上电机外圆为a 1,张口为λ1,水平方向上电机外圆为a 2,张口为λ1,则 在竖直方向上方需调整 前脚螺栓:L= a 1±λ1×L 1/d 因为竖直方向上外圆朝下且张口也朝下, 方向相同,所以取“-”号。 即 L= a 1-λ1×L1/d =1-0.5×500/200=-0.25 结果为负值,所以前脚应下降0.25mm 。 后脚螺栓:L ′= a 1-λ1×(L 1+ L 2)/d =1-0.5×(500+1000)/200=-2.75为负值,所以后脚下降2.75mm 。 在水平方向上方需调整 前脚螺栓:l= a 2±λ2×L 1/d 因为水平方向上外圆朝右而张口朝左,方向 相反,所以取“+”号。 即 l= a 2+λ2×L 1/d =2+0.8×500/200=4 结果为正值,所以前脚应向左偏移4mm 。 后脚螺栓:l ′= a 2+λ2×(L 1+ L 2)/d =2+0.8×(500+1000)/200=8 后脚也应向左偏移8mm 。
常用五种联轴器对中方法 联轴器对中是联轴器安装过程中不可忽视的一环,联轴器对中不好,将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。从设计和指导角度来讲,联轴器对中的前提要保证联轴器的相关外圆、端面对安装孔的跳动误差,要符合相关标准,一般来说,联轴器对中有下列几种办法: 1.用直尺和间隙进行对中 如图4-1(a)所示,用直尺检查联轴器外圆各方向的对中情况,用间隙来测定联轴器两轮毂端面的距离,从而调整联轴器所联接的两轴对中,这种方法最简单,但误差较大,一般只用于转速较低且对中要求不高的机器。 2.外圆、端面双标法 如图4-1(b)所示,用两个千分表检查联轴器轮毂的外圆和端面上的数值。通过对测得的数值进行计算分析,确定两轴在空间的位置,最后得出调整量和调整方向,达到较为精确地轴对中。测量数值时,应同时转动两轴以提高测量的准确性。这种方法应用较为广泛,其主要缺点是,对于有轴向窜动的机器,在盘车时对端面的读数产生偏差。它一般适宜于采用滚动轴承,轴向窜动比较小的中、小型机器。 3.外圆、端面三表法 从图4-1(c)可知,三表法与上法不同之处是在端面上用两个千分表,两个千分表与轴中心等距离对称设置,以消除轴向窜动对端面读数测量的影响。这种方法的精度很高,适用于需要精确对中的精密机器和高速机器,如汽轮机、离心式压缩机等,但是此法操作、计算均比较复杂。 4.外圆双表法 图4-1(d)为外圆双标法,用两个千分表测量外圆,其原理是通过相隔一定距离的两组外圆读数,确定两轴的相对位置,以此得知调整量和调整方向,从而达到对中的目的。这种方法的缺点是计算较复杂。 5.单表法 如图4-1(e)所示。它是近年来国外应用比较广泛的一种对中方法。这种方法只测定轮毂的外圆读数,操作测定仅用一个千分表,故称单表法。此法对中精度高,而且能适用于多轴的大型机组(如高转速,大功率的离心压缩机组)的轴对中。用这种方法进行轴对中还可以消除轴向窜动对找正精度的影响。这种方法操作方便,计算调整量简单,尤其用图解法求调整量时,便于工人师傅掌握,是一种比较好的轴对中方法,容易被人接受。
泵和电机联轴器的找正、对中方法 1、泵对中的重要性 泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。 2、联轴器找正是偏移情况的分析 在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。一般情况下,可能遇到的有以下四种情形。 1)S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。 2)S1=S2,a1≠a2 两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。 3)S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
4)S1≠S2,a1≠a2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。 联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,需要我们进行调整,使其达到第一种情况。 在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。 3、找正时测量调节方法 下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。 2)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。 注意: 1)在用塞尺和刀形尺找正时,联轴器径向端面的表面上都应该平整、光滑、无锈、无毛刺。 2)为了看清刀形尺的光线,最好使用手电筒。 3)对于最终测量值,电机的地脚螺栓应是完全紧固,无一松动。 4)用专用工具找正时,作好同一记号,为避免测量数据误差加大,并应把靠背轮均分
电机联轴器找正的方法及标准 一、联轴器 1、什么是联轴器: 联轴器属于机械通用零部件范畴,用来联接不同机构中的两根轴(主动轴和从动轴)使之共同旋转以传递扭矩的机械零件。在高速重载的动力传动中,有些联轴器还有缓冲、减振和提高轴系动态性能的作用。联轴器由两半部分组成,分别与主动轴和从动轴联接。一般动力机大都借助于联轴器与工作机相联接,是机械产品轴系传动最常用的联接部件。20世纪后期国内外联轴器产品发展很快,在产品设计时如何从品种甚多、性能各异的各种联轴器中选用能满足机器要求的联轴器,对多数设计人员来讲,始终是一个困扰的问题。常用联轴器有膜片联轴器鼓形齿式联轴器,万向联轴器,安全联轴器,弹性联轴器及蛇形弹簧联轴器。 2、联轴器工作原理及用途 (1)联轴器功能 用来把两轴联接在一起,机器运转时两轴不能分离,只有机器停车并将联接拆开后,两轴才能分离。 (2)联轴器的类型 联轴器所联接的两轴,由于制造及安装误差,承载后的变形以及温度变化的影响等,会引起两轴相对位置的变化,往往不能保证严格的对中。根据联轴器有无弹性元件、对各种相对位移有无补偿能力,即能否在发生相对位移条件下保持联接功能以及联轴器的用途等,联轴器可分为刚性联轴器,挠性联轴器和安全联轴器。联轴器的主要类型、特点及其在作用类别在传动系统中的作用备注 刚性联轴器:只能传递运动和转矩,不具备其他功能包括凸缘联轴器、套筒联轴器、夹壳联轴器等。 挠性联轴器:无弹性元件的挠性联轴器,不仅能传递运动和转矩,而且具有不同程度的轴向、径向、角向补偿性能包括齿式联轴器、万向联轴器、链条联轴器、滑块联轴器等。有弹性元件的挠性联轴器,能传递运动和转矩;具有不同程度的轴向、径向、角向补偿性能;还具有不同程度的减振、缓冲作用,改善传动系统的工作性能,包括各种非金属弹性元件挠性联轴器和金属弹性元件挠性联轴器,各种弹性联轴器的结构不同,差异较大,在传动系统中的作用亦不尽相同. 二、电机联轴器找正方法 联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。 两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准
联轴器找正方法详解_联轴器三表精确对中 联轴器找正详解 1、联轴器找正的目的 凡通过联轴器对接的两个轴中心线不重合会使设备在运转过程中产生振动、引起轴承温度升高、磨损,甚至引起整台设备剧烈振动,一些零部件的瞬间损坏,导致设备发生故障不能正常工作。故联轴器找正的目的主要有以下几个方面: 1)最大可能减少两轴相错或相对倾斜过大所引起的振动和噪音。 2)避免轴与轴承间引起的附加径向载荷。 3)保证每根轴在工作中的轴向窜量不受到对方的阻碍。 2、联轴器的找正要求 联轴器找正必须要达到两半联轴器是处于平行且同心的正确位置,这时两轴的中心线处于一条直线上。可以通过在电机和减速机的支脚下用加减垫片的方法来调整。 在现场的实际调整过程中不可能达到两个半联轴器的中心线绝对在同一轴线上,所以在联轴器的安装、调整过程中就必须确定一个误差范围。现把几种常用联轴器同轴度和端面间隙的调整标准进行整理。 3、联轴器找正的测量方法 联轴器找正时主要测量其径向位移(或径向间隙)和角位移(或轴向间隙)。利用直尺和塞尺测量径向位移,利用平面规和楔形间隙规测量角位移。方法简单但精度不高,一般只用于不需要精确找正的粗糙低速机器。利用中心卡和百分表测量联轴器的径向间隙和轴向间隙,适用于需要精确找正中心的精密仪器和高速机器,操作方便,精度高,应用广泛。测量方法还有双表测量法、三表测量法(又称两点测量法)、五表测量法(又称四点测量法)和单表测量法。热镀锌线上的测量方式主要采用双表测量法。
离心式压缩机主机联轴器三表精确对中找正 联轴器三表精确对中找正,适用于需要精确对中或高速旋转的设备,例如汽轮机、离心式压缩机。与联轴器二表对中找正不同,在与传动轴中心线等距离处,对称布置两块百分表同时读其轴向读数,可以消除传动轴手动盘车时轴向窜动对轴向读数的误差,提高测量精度。但在百分表读数记录及计算上稍复杂,容易混淆。现以00—3.1/0.93型CO2离心式压缩机增速器高速轴与压缩机主机轴联轴器的对中找正为实例,对此加以阐述。 1、注明关键尺寸的操作 在测取百分表读数之前,先选择适当比例画出增速器与 压缩机主机工作草图(图1)并注明关键尺寸数据:压缩机主机半联轴器与压缩机主机支撑1距离L1、支撑1与支撑2距离L2、两半联轴器轮毂端面间距离D,同时还应注明方向如东、西或南、北。本例中机组轴线为南北方向布置,东西方向为机组轴线的两侧(在水平方向上)。增速器已找正固定,压缩机主机轴向增速器高速轴对中找正,找正架固定在压缩机主机轴上,百分表打在增速器高速轴半联轴器上。上述操作应注意: (1)安装找正架、百分表固定无松动; (2)百分表触头垂直指向测量点,轻弹百分表,检查是否能回到弹前位置 2、有效数据的测量 测量时,为了分析计算方便,常把三个百分表读数调整至 “0”位,且百分表内小表指针指向整毫米处(此位置设置为原始位),然后两半联轴器按压缩机工作转向手动匀速盘动运转(可以避免两半联轴器本身的误差影响对中找正精度),避免回转。每转90°读一次各表中数据,把数据按要求填到记录图2中相对应的位置中。
第三课百分表测量联轴器对中的操作方法 一、联轴器找正常见误区及正确方法 1、找正打表时只使用一个或两个百分表 使用一个百分表只能作用在联轴器的圆周方向上,或在端面上也打一只表测联轴器的张口,考虑到机泵类在盘车过程中会出现轴向窜动的现象,由于窜动量不均匀导致端面一个百分表在旋转一周的过程中数据差别较大,测得的数据易失真。 正确的做法:需要在联轴器端面方向上需要用两个成180 °的百分表,用于抵消各个位置窜动量不一致的情况,因此联轴器找正打表时一般情况下需要用3块表,即圆周1块表,端面2块表(在联轴器端面上呈180°)。 2、找正时未将地脚螺栓拧紧就打表 地脚螺栓未紧固或紧固不彻底就打表,此时机泵地脚螺栓的状态和实际运行状态差别较大,导致测量数据存在较大偏差,测得的数据为虚假数据。 正确的方法:打表之前将机泵的地脚螺栓进行紧固,紧固程度和机泵在运行时的状态一样,这样打表时测得的数据才是真实数据。 3、两联轴器未联到一块就打表 由于未将两联轴器穿到一块,使得打表过程中出现两联轴器一端旋转,另一端静止。这样做的导致的情况是由于联轴器在制造过程中存在偏差,联轴器的端面不是完全平整,圆周也不是十分圆,造成测量数据有一定的偏差。 正确的方法:打表前将联轴器用一螺栓或柱销串联,注意要保证螺栓或柱销能在两联轴器的螺栓孔中轴向和径向都有一定的活动量,这样才能将数据测量精确。 4、按测量数据增减垫片后,再测量数据还是偏差很大 找正时经常遇到的情况是按照打表数据进行增减垫片,再打表找正时发现数据依然偏差很大。这种现象在排除百分表故障的情况下一般是因为增减垫片的问题,用于现场增减的垫片通常都是用剪刀裁剪,由于裁剪不整齐导致边角起皱,使得增减垫片的实际厚度与垫片的整体厚度存在偏差,造成测量数据不准确。 正确的方法:裁剪垫片时,对裁剪后的边角进行修整(可用砂轮机对边角进行打磨),保证垫片平整无起皱及卷边等现象,这样按照计算数据找正才能快速有效。
水泵和电机联轴器的找正、对中方法 1、泵对中的重要性 泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。 2、联轴器找正是偏移情况的分析 在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。一般情况下,可能遇到的有以下四种情形。 1)S仁S2,a仁a2两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。 2)S仁S2,al工a2两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。 3)S1工S2, a仁a2两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移a。 4)S1工S2, al工a2两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移a。 联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,需要我们进行调整,使其达到第一种情况。 在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。 3、找正时测量调节方法 下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为: 1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低 转速、精度要求不高的设备。 2)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高 的转动设备。 注意: 1)在用塞尺和刀形尺找正时,联轴器径向端面的表面上都应该平整、光滑、无锈、无毛刺。 2)为了看清刀形尺的光线,最好使用手电筒。 3)对于最终测量值,电机的地脚螺栓应是完全紧固,无一松动。 4)用专用工具找正时,作好同一记号,为避免测量数据误差加大,并应把靠背轮均分为4-8个点,以便取到精确的数据。 5)作好记录使找正的重要一环。 加调整垫面时有以下方法: 1)直(感)观(经验加、减垫)因为在检修中,一些泵的找正并没有完全具备良好的条件和工具,在调整时,老师傅的经验会起到很大的作用
转动设备联轴器对轮找正原理 摘要:通过对转动设备联轴器找正原理的探讨,寻找出一种简便、快捷、使用的联轴器找正方法。 关键词:上张口下张口晃动度瓢偏度 1 概述 联轴器找中心是转动设备检修工作的一项重要内容,若找正的方法不对或找正找的结果不精确,会引起转动设备的振动值超标,严重威胁着转动设备的正常运行,尤其是高转速设备,对联轴器找正的数据要求极为严格。现就转动设备联轴器找正问题作一下系统的阐述。 2 联轴器找中心原理及分析 联轴器找中心的方法有不同种类。按转动设备的安装位置分为卧式和立式两种,其中卧式较常见;按找正简易程度又分为简易找正与系统找正两种,前者找出的结果较粗略,后者得出的结果比较理想。无论按什么方式分类,它们的原理及分析方法是一致的。 2.1 联轴器找中心 找中心的目的是使一转子轴的中心线为另一转子轴的中心线的延续 曲线。因为两个转子的轴是用联轴器连接,所以只要联轴器的两对轮中心线是延续的,那么两转子的中心线也就一定是一条延续的曲线。要使联轴器的两对轮中心是延续的,则必须满足以下两个条件:(1)、
使两个对轮中心重合,也就是使两对轮的外圆重合;(2)、使两对轮的结合面(端面)平行(两中心线平行)。 如图1——1所示,若a1=a2=a3=a4,则表明两对轮是平行的;若h1=h2 =h3=h4,则表明两对轮是同心的。同时满足以上两个条件,则两轴的中心线就是一条延续曲线。如果测的值不等,需要对地脚进行调整,使之满足以上两个条件。 2.2 联轴器找正状态分析 联轴器两对轮若相对位置不满足以上两个条件,则有两种状态:两对轮上张口、两对轮下张口。其中两对轮上张口又分为电机侧对轮高、电机侧对轮低两种,两对轮下张口又分为电机侧对轮高、电机侧对轮低两种。两对轮相对位置的状态分类及对应的状态图1---2。
联轴器找正标准 找正参数包括:轴线径向位移、轴线倾斜、端面间隙,其中轴线倾斜可以通过对轮端面间隙差来测量,具体标准如下:对轮端面间隙差(b-a) =两轴线倾斜*对轮直径 (1)、凸缘联轴器(图5.3.1)装配时,两个半联轴器端面应紧密接触,两轴心的径向位移不应大于0.03mm。 (2)、弹性套柱销联轴器(图5.3.2)装配时,两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.2的规定。
(3)、弹性柱销联轴器(图5.3.3)装配时,两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.3的规定 (4)、弹性柱销齿式联轴器(图5.3.4)装配时,两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.4的规定。 (5)、齿式联轴器(图5.3.5)装配时应符合下列要求:装配时两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.
3.5规定。联轴器的内、外齿的啮合应良好,并在油浴内工作,其中小扭矩、低转速的应选用符合国家现行标准《锂基润滑脂》的ZL/4润滑脂,大扭矩、高转速的应选用符合国家现行标准《齿轮油》的HL20、HL30润滑油,并不得有漏油现象。 (6)、滑块联轴器(图5.3.6)装配时,两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.6规定。 (7)、蛇形弹簧联轴器(图5.3.7)装配时,两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.7规定。
(8)、梅花形弹性联轴器(图5.3.8)装配时,两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.8的规定。 (9)、滚子链联轴器(图5.3.9)装配时应符合下列要求:装配时,两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.9的规定。联轴器的滚子链应按要求加注润滑油。 (10)、轮胎式联轴器(图5.3.10)装配时,两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.10的规定。
旋转机械的联轴器找正 联轴器的找正是机器安装的重要工作之一.找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高 速运转的机器尤其重要. 两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移 及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。 1.联轴器找正时两轴偏移情况的分析 机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1联轴器找正时可能遇到的四种情况 根据图1所示对主动轴和从动轴相对位置的分析见表1。表1联轴器偏移的分析
2.测量方法 安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。 联轴器找正的方法有多种,常用的方法如下: (1)简单的测量方法如图2所示。用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。这种方法操作简单,但精度不高,对中误差较大。只适用于机器转速较低,对中要求不高的联轴器的安装测量。 图2 角尺和塞尺的测量方法
转动设备联轴器对中的施工方法 摘要:青海盐湖海虹化工股份有限公司100Kt/aADC发泡剂一体化项目公用工程装置中,需要进行联轴器对中的设备比较多,转动设备的安装工艺直接关系到设备的安装质 量,也直接关系到设备使用寿命及项目经济效益的发挥。本文主要阐述了转动设备 联轴器对中概论和原理,对转动设备联轴器不对中产生的原因进行了剖析,对施工 过程中需要先行具备的条件进行了探讨,以及对常用的对中施工方法进行了介绍。关键词:转动设备联轴器对中方法 1 前言 在青海盐湖海虹化工股份有限公司100Kt/aADC发泡剂一体化项目公用工程中,需要联轴器对中的主要转动设备有大型循环水泵10台,大型压缩机组9台。联轴器对中是泵、风机、压缩机等转动设备安装的一项重要工作,转动设备的联轴器中心若对中数据不准,必然要引起转动设备的超常振动。因此在每个项目的转动设备安装过程中必须进行转动机械设备联轴器中心的对中工作,使两轴的中心偏差不超过规定数值。 2 转动设备联轴器对中概论 在转动设备的安装和检修中,对于两个或两个以上的用联轴器连接的转动设备(如泵、压缩机等),在安装过程中必须保证其转动轴和联动轴的中心在规范误差范围之内。但在实际现场施工过程中,影响其正常运行的因素有很多。如基础问题、各转动设备的部件安装等,都会影响到机组的正常运行。其中机组联轴器对中调整工作的好坏,也是影响机组运行的一个重要因素。在机组运行过程中,往往会因联轴器对中调整工作的误差而产生旋转轴振动和轴承过热等现象,有时甚至会出现传动轴折断等重大事故。为了保证机组联轴器的安装质量,确保机组的正常运行,有必要针对机组联轴器对中的原理及其常用的施工方法进行深入细致的探讨。 3 转动设备联轴器对中步骤及原理 (1)联轴器的精对中是在基础二次灌浆结束,电动机抽芯检查合格(有特殊要求时),在附属工艺管道安装前应对泵或压缩机的联轴器对中初找正,在附属工艺管道安装完成后不得使泵体或压缩机承受载荷,并应对泵或压缩机的联轴器对中精度进行复测; (2)对中操作一般以工作端设备为基准调整电动机,当偏差较大时,可同时调整工作端设备和电动机; (3)间隙调整 1)用图1的方法测量联轴器端面(尽量靠近边缘)在0°、90°、180°、270°四点的间隙,记下结果;
水泵联轴器找正 联轴器的找正是水泵安装的重要工作之一.找正的目的是在水泵工作时使电机轴和水泵轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的水泵尤其重要. 两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,水泵产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计水泵时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。 1.联轴器找正时两轴偏移情况的分析 水泵安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。 图1联轴器找正时可能遇到的四种情况 根据图1所示对主动轴和从动轴相对位置的分析见表1。 表1联轴器偏移的分析 2.测量方法
安装机器时,一般是在水泵中心位置固定并调整完水平之后,再进行联轴器的找正。通过测量与计算,分析偏差情况,调整电动机轴中心位置以达到电机轴与水泵轴既同心,又平行。 联轴器找正的方法有多种,常用的方法如下: (1)简单的测量方法如图2所示。用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。这种方法操作简单,但精度不高,对中误差较大。只适用于机器转速较低,对中要求不高的联轴器的安装测量。 图2 角尺和塞尺的测量方法 (2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作 图3常见对轮卡型式 (a)用钢带固定在联轴器上的可调节双测点对轮卡 (b)测量轴用的不可调节的双测点对轮卡 (c)测量齿式联轴器的可调节双测点对轮卡
对中找正理论计算
————————————————————————————————作者: ————————————————————————————————日期: ?
旋转机械的联轴器找正 联轴器的找正是机器安装的重要工作之一.找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要. 两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。 1.联轴器找正时两轴偏移情况的分析 机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。图1联轴器找正时可能遇到的四种情况 ?? 根据图1所示对主动轴和从动轴相对位置的分析见表1。 表1联轴器偏移的分析
2.测量方法 安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。联轴器找正的方法有多种,常用的方法如下: (1)简单的测量方法如图2所示。用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。这种方法操作简单,但精度不高,对中误差较大。只适用于机器转速较低,对中要求不高的联轴器的安装测量。 图2角尺和塞尺的测量方法
a -0.018a -0.022a 0.013a 0.016 b 2.267Ⅰb 2.386Ⅱ b 2.245Ⅰ b 2.374Ⅱ b 2.252Ⅰ b 2.341 Ⅱ b 2.236Ⅰ b 2.358Ⅱ A B 机组对中记录 Alignment record of machine set 项目:ESSEX 电磁线工厂 Project 装置:冷却水系统 Unit 工号:JD-ESSEX-01 Section 位 号 Location No. ⑴ 名 称 Name 卧式泵 执行标准 Standard for execution 机械设备安装工程施工及验收规范(GB50231-98) 联轴器布置简图: Diagram of coupler location 对中情况: Alignment 径向 = 0.024 轴向 =0.077/1000 Radial Axial 单位:(mm ) Coupler No. 联轴器编号 径向 Radial 轴向 Axial 端面间隙 Clearance at end 百分表固定位置 Fixed position of dial indicator Tolerance 允许偏差 a 1 a 2 a 3 a 4 Tolerance 允许偏 差 b 1-1 b 2-1 b 3-1 b 4-1 规定值 Stipulated value 实测值 Measured value b 1-2 b 2-2 b 3-2 b 4-2 0.05 -0.018 -0.022 0.013 0.016 0.2/ 1000 2.267 2.245 2.252 2.236 2~3 2.307 联轴节 2.386 2.374 2.341 2.358 备注: Remarks 建设(监理)单位代表 Owner representative 施工单位 Subcontractor 施工员 Operator 检查员 Inspector 专业技术 负责人 2 231 4 2 22y x y x a a a a a a a a a +=-=-=
电机联轴器找正方法 电机联轴器找正方法 联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工作时使主动轴和 从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因?因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的?从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。 1 ?电机联轴器找正时两轴偏移情况的分析 电机安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示图1电机联轴器找正时可能遇到的四种情况
根据图1所示对主动轴和从动轴相对位置的分析见表 1 表1电机联轴器偏移的分析
2.测量方法 安装电机时,一般是在电机中心位置固定并调整完水平之后,再进行联轴器的找正。通过测量与计算,分析偏差情况,调整电动机轴中心位置以达到主动轴与从动轴既同心,又平行。 联轴器找正的方法有多种,常用的方法如下: (1)简单的测量方法如图2所示。用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。 这种方法操作简单,但精度不高,对中误差较大。只适用于电机转速较低,对中要求不高的联轴器的安装测量。 图2角尺和塞尺的测量方法 (2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种, 根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图 3 所示。中心卡没有统一规 格,考虑测量和装卡的要求由钳工自行制作。