电镀层及化学处理层标准(EQY-3-95 代替EQY-3-86)1 主题内容与适用范围
本标准规定了汽车零(部)件的电镀层和化学处理层的技术规范及膜层的质量要求。
本标准适用于汽车零(部)件的电镀层及化学处理层的质量控制和验收。
2 引用标准
GB4956-85 磁性金属基体上非磁性覆盖层厚度测量-磁性方法
GB5270-85 金属基体上金属覆盖层-附着强度试验方法
GB6458-86 金属覆盖层-中性盐雾试验(NSS试验)
GB6460-86 金属覆盖层-铜加速醋酸盐雾试验(CASS试验)
GB6461-86 金属覆盖层-对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级
GB6462-86 金属和氧化物覆盖层-横断面厚度显微镜测量方法
GB9792-88 金属材料上的转化膜-单位面积上膜层质量的测定-重量法
GB/T12610-90 塑料上电镀层-热循环试验
3 术语
3.1 主要表面
在工件的某些表面上,其镀层或化学处理层对制件的外观和(或)使用性能起着重要作用。
3.2 厚度
工件的主要表面上,凡是能与直径为20mm的球体相接触的部位上的厚度的最小值。
电镀层及化学处理层标准(EQY-3-95 代替EQY-3-86)
4 镀覆及化学处理的表示方法
4.1 电镀表示方法
基体材料/镀覆方法·镀覆名称·镀覆层厚度·镀复层特征·后处理
4.2 化学处理表示方法
基体材料/处理方法·处理特征·后处理(颜色)
4.3 基体材料为钢铁材料时,其符号允许省略。
4.4 如果镀层或化学处理层的特征、厚度、颜色及后处理无具体要求时,其符号允许省略。
4.5 表示符号
4.5.1 基体材料表示符号:金属材料用化学元素符号表示,合金材料用其主要成分的化学元素符号表示,非金属材料用国际通用缩写字母表示,如铜用Cu表示,塑料用PL表示。
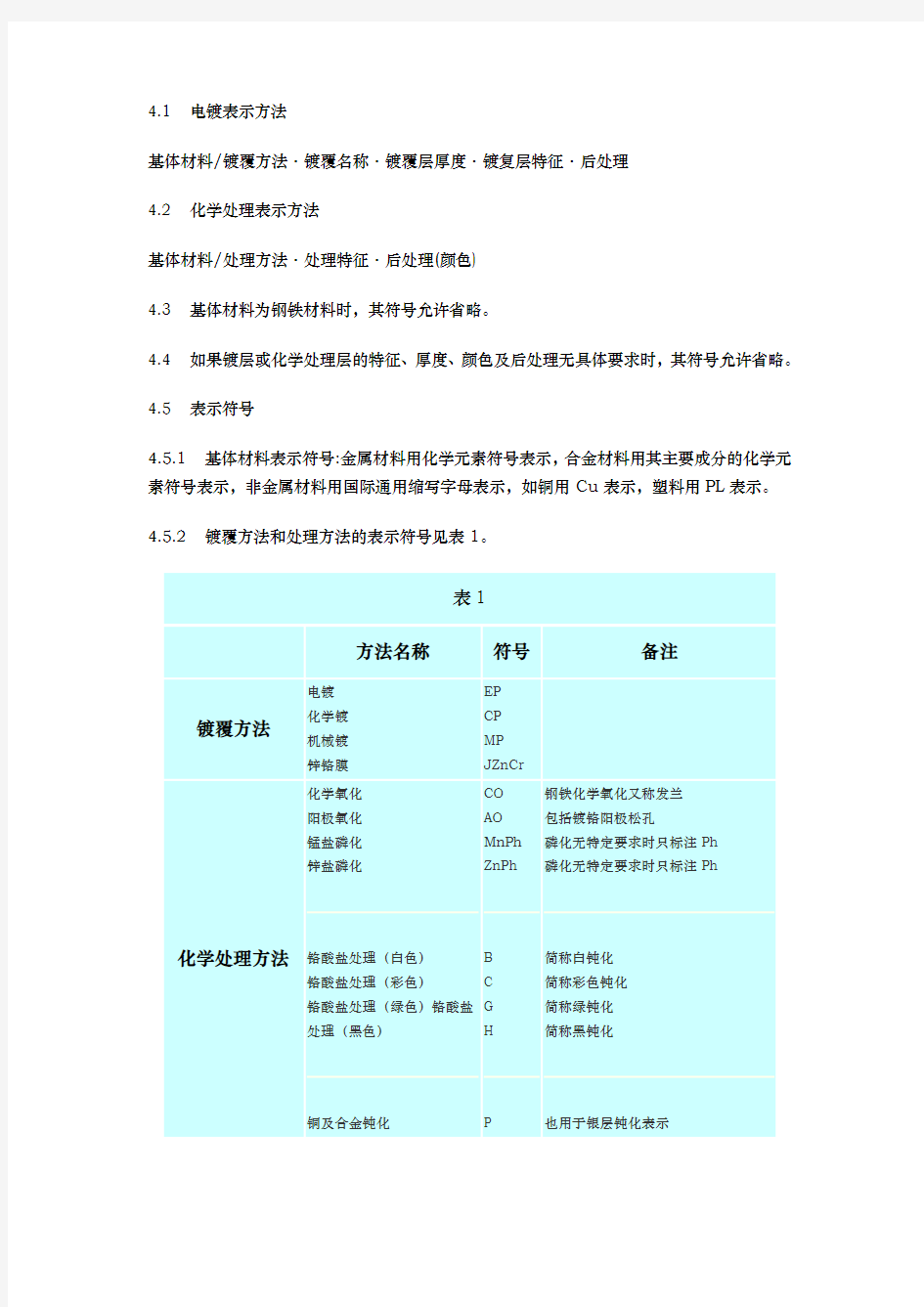
4.5.2 镀覆方法和处理方法的表示符号见表1。
表1
方法名称符号备注
镀覆方法电镀
化学镀
机械镀
锌铬膜
EP
CP
MP
JZnCr
化学处理方法化学氧化
阳极氧化
锰盐磷化
锌盐磷化
铬酸盐处理(白色)
铬酸盐处理(彩色)
铬酸盐处理(绿色)铬酸盐
处理(黑色)
铜及合金钝化
CO
AO
MnPh
ZnPh
B
C
G
H
P
钢铁化学氧化又称发兰
包括镀铬阳极松孔
磷化无特定要求时只标注Ph
磷化无特定要求时只标注Ph
简称白钝化
简称彩色钝化
简称绿钝化
简称黑钝化
也用于银层钝化表示
4.5.3 镀层厚度用阿拉伯数字表示,单位为μm。
4.6 如有特殊要求,应在镀层或化学处理层后面注明,如: EP·Zn15除氢处理
5 电镀和化学处理层在产品图纸上的标注
5.1 零(部)件所需的电镀层和化学处理层应作为"技术要求"在产品图纸上或有关技术文件中注明。
5.2 产品图中电镀层和化学处理层的标注方法一般是标注电镀层或化学处理层的标记及其标准号,如:
钢铁件镀锌:EP·Zn10B EQY-3-95
钢铁件锰盐磷化:MnPh EQY-3-95
铝和铝合金阳极氧化:Al/AO EQY-3-95
5.3 产品图上所标的零件尺寸,除螺纹外,均指镀前加工尺寸,如指包括镀层或化学处理层在内,必须注明;螺纹尺寸均指镀后(成品)尺寸。
5.4 产品图上所标的粗糙度均指镀前的机械加工粗糙度,如指镀后的粗糙度,必须注明。
6 电镀层和化学处理层使用条件分类
电镀层和化学处理层的分类根据零部件在汽车上的位置和作用来确定,见表2
电镀层及化学处理层标准(EQY-3-95 代替EQY-3-86)
7 电镀和化学处理前零件质量的规定
7.1 待镀零件应无油污,油漆,金属屑,锈蚀和氧化皮。
7.2 待镀零件应无毛刺,裂纹,磕碰伤,机械变形或其它机械损伤。
7.3 热处理的零件,不允许严重脱碳,不允许带有高温烧结的污垢和锈蚀。但允许有轻微的氧化色。
7.4 焊接件应无多余的焊料和焊渣,焊缝应经喷砂或其它方法清理。
7.5 带有复杂内腔的焊接件,铸件或液压成形件,应在不影响使用的部位留有便于液,气排出的工艺孔。
7.6 不经机加工的铸件,锻件,其表面应进行喷丸或喷砂处理。喷后不应有残留的砂粒或未除尽的氧化皮和涂料烧结物。
7.7 经磨削加工的或探伤检查的零件应无剩磁,磁粉及荧光粉等。
7.8 凡设计规定有配合要求的零部件,应留有镀覆层厚度的工艺尺寸。
7.9 凡是金属和橡胶,金属和塑料,冷轧钢和未经清理的热轧钢,精加工件和毛坯件,铆焊件及其他特殊组件需要镀覆时,应先与工艺部门商定,并制定双方同意的技术验收规范。
7.10 表面粗糙度小于Ra1.6的零件,不允许有锈迹。
8 电镀层及化学处理层的技术要求
8.1 镀锌层
8.1.1 镀锌层的使用条件及厚度见表3。
注:1.紧固件的标记允许省略表示电镀的EP
2.厚的电镀锌层有一定的脆性,慎用EP·Zn25
8.1.2 普通螺纹紧固件,镀层的厚度按表4规定。
注:1、上表的镀层厚度及检验方法也适用于其他镀层,以求量规统一。
2、带螺纹件的平板件,其厚度以螺纹为主,如有特殊要求需另注明。
3、对某些基体酸洗易过腐蚀的零件,镀后通端止端都要检验。
8.1.3 电镀锌后,通常用铬酸盐进行钝化处理,形成铬酸盐转化膜。铬酸盐转化膜的分类、典型外观、耐蚀性要求、使用条件见表5。
注:1、彩虹色钝化允许省略标记。
2、中性盐雾试验按GB6458的规定进行,出现白色腐蚀产物的时间不能低于表5所列数值。
3、盐雾试验前,铬酸盐转化膜需经室温下至少24h老化。
8.1.4 零件需要保证无氢脆时,应在图纸上注明"除氢处理"。
8.1.5 除氢处理应在镀后4h以内并在铬酸盐转化处理之前进行,其方法按附录A1方法进行。
8.1.6 镀锌层附着强度检验按GB5270进行,也允许将零件置于200°C 烘箱中保温30min , 镀层应不起泡,不脱落。
代
8.2.2 防渗碳镀铜部位不允许有毛刺、翻边,基体表面粗糙度不大于Ra1.6,如粗糙度大于Ra1.6时,应适当增加厚度。
8.2.3 防渗碳和防碳氮共渗,镀铜层应无孔隙,检验方法按附录A.2方法进行。 8.3 镀镍层
8.3.1 镀镍层的厚度及使用条件见表7。
8.4 镀铬层
8.4.1 镀铬层的厚度和硬度要求见表8。
注:表中的镀层厚度不包括磨削量。
8.4.2 活塞环镀铬层结合强度的测定方法按附录A.3方法进行,镀层与基体不应产生分离。
8.5 镀松孔铬层
8.5.1 镀松孔铬层的厚度、松孔深度及硬度要求见表9。
8.6 防护装饰性镀铬层
8.6.1 防护装饰性镀铬层的厚度及耐蚀性(CASS试验)要求见表10。
注1 镀镍层建议采用双层镍,但光亮镍的厚度应不大于镍层总厚度的25%。
2 建议采用微裂纹铬或微孔铬代替普通铬。
8.6.2 允许采用不同镀层组合和厚度,但耐蚀性能必须符合该等级规定的指标。
8 电镀层及化学处理层的技术要求
8.7 镀银层
8.7.1 镀银层厚度及耐蚀性要求见表11。
8.7.2 镀银后必须进行电解钝化,抗暗处理。
8.7.3 在钢铁上镀银时,必须先预镀铜层。
8.8 镀铅层
8.8.1 镀铅层的厚度及耐蚀性要求见表12。
8.8.2 具有普通螺纹的零件,镀层的厚度及有关检验方法按8.1.2规定。
8.8.3 镀铅层孔隙率应按附录A.2方法进行检查。
8.9 镀锡层
8.9.1 镀锡层的厚度及耐蚀性要求见表13。
注: 对于电气产品,允许EP·Sn3用于钎焊。
8.9.2 稳定接触电阻钢件镀锡时,必须镀以5μm 厚的铜底层。
8.10 镀镉层
8.10.1 镀镉层的厚度及耐蚀性要求见表14。
8.10.2 除特殊要求外,原则上不采用镀镉层。
8.10.3 镀镉层镀后均应经彩虹色钝化处理,有特殊要求者需在产品图上注明。
8.10.4 镀镉层的弹性零件必须进行除氢处理,其方法按附录A.1方法进行。
电镀层及化学处理层标准(EQY-3-95 代替EQY-3-86)
8 电镀层及化学处理层的技术要求
8.11 塑料上铜+镍+铬电镀层
8.11.1 塑料上铜镍铬电镀层的厚度和耐蚀性能要求见表15。
8.11.2 允许采用不同镀层组合和不同厚度,但耐蚀性能必须符合该等级规定的指标。
8.11.3 结合强度试验,根据使用条件按GB/T12610规定的方法进行。试验周期为四个热循环,试验后镀层不应出现目视可见的缺陷,如起泡、裂纹或脱落。
8.12 化学镀镍层
8.12.1 化学镀镍层的厚度、硬度要求见表16。
注:CP·Ni25Ht表示化学镀镍后需经热处理(一般400℃1h),其硬度值为热处理后的硬度值。
8.12.2 附着强度按GB5270的规定的方法进行。
8.13 钢铁化学氧化、磷化处理
8.13.1 钢铁化学氧化、磷化处理的标记,膜层质量及使用条件见表17。
8.13.2 化学氧化膜和磷化膜的孔隙试验采用点滴法,其溶液配制及其试验方法见表18。
8.13.3 化学氧化及防蚀磷化后应随即浸防锈油或乳化液,如特殊要求,须另注明。
8.13.4 膜层应均匀完整,致密,不允许有红色、绿色、白色挂灰。
8.13.5 钢铁件因材质不同,氧化后允许色泽不同。
a、碳钢、低合金钢氧化后为黑色。
b、合金钢因成份或含量不同,氧化膜允许为红褐色、兰黑色或浅黑色。
c、铸铁、铸钢的氧化膜为暗褐色。
8.13.6 单位面积上磷化膜层质量的测定按GB9792规定的方法进行。
8 电镀层及化学处理层的技术要求
8.14 铝及铝合金阳极氧化和化学氧化
8.14.1 铝和铝合金阳极氧化及化学氧化的氧化膜厚度及耐蚀性要求见表19。
注:因材料不同,工艺不同,膜层色泽不作规定。
8.15 锌合金铬酸盐钝化处理
8.15.1 锌合金钝化处理的标记,耐蚀性和使用条件要求见表20。
8.15.2 钝化膜一般为金黄色或带彩虹色。
8.16 铜及铜合金钝化处理
铜及铜合金钝化处理的标记,外观要求及使用条件见表21。
8.17 锌铬膜
锌铬膜的标记、膜层质量、耐蚀性及使用条件见表22。
注:1、适用于高强度零件,不适用于在280℃以上工作的零件。
2、前处理不允许酸洗。
8.18 机械镀锌
机械镀锌的标记、镀层厚度、耐蚀性及使用条件见表23。
注:1、具有普通螺纹的零件、镀层的厚度及有关检验方法按8.1.2规定进行
2、前处理不允许酸洗。
3、镀后进行彩色钝化。
4、有润滑要求的需特殊注明。
电镀层及化学处理层标准(EQY-3-95 代替EQY-3-86)
9 检验方法与验收规则
9.1 镀层厚度的测定按GB4956或GB6462规定的方法进行。
9.2 中性盐雾试验(NSS试验)按GB6458规定的方法进行。
9.3 铜加速醋酸盐雾试验(CASS试验)按GB6460规定的方法进行。
9.4 腐蚀试验结果的检验与评级按GB6461规定的方法进行。
10 电镀层和化学处理层的质量检查
10.1 电镀层和化学处理层的厚度等级应符合产品图纸的要求。
10.2 用肉眼对电镀层和化学处理层进行外观检查,电镀层和化学处理层应完整无缺,无气泡、起皮、脱落、粗糙等现象,颜色符合本标准的技术要求。
10.3 用磁性法、阳极溶解库仑法,金相法中的一种方法对电镀层的厚度进行常规检查,当有争议时,以金相法,重量法为仲裁方法。
10.4 定期检查电镀层和化学处理层的防蚀能力。
11 缺陷处理
11.1 允许缺陷
11.1.1 镀层表面干燥后有轻微的水迹印。
11.1.2 由于零件表面状态不同,同一零件上有不均匀的颜色和光泽。
11.1.3 不可避免的轻微的挂具印。
11.1.4 在复杂或大型零件的边棱角处有轻微粗糙,但不影响装配。
11.1.5 铆接或焊接零件电镀后,在接缝周围镀层起泡或有黑斑。
11.1.6 带孔零件,其孔深超过1.5倍孔径(螺纹孔减半)的内表面允许无镀层,如有特殊要求应在图纸上注明。
11.1.7 因锻件、铸件、焊接件、冲压件或原材料带有相应技术标准所允许的缺陷而造成的镀层缺陷。
11.1.8 钝化膜有轻微的擦伤。
11.2 应返修的缺陷
11.2.1 镀层厚度不符合技术要求。
11.2.2 镀层粗糙、烧焦、麻点、起泡。
11.2.3 耐蚀性或孔隙率检验不合格。
11.2.4 转化膜、钝化膜疏松易脱落。
11.2.5 镀层经附着强度试验不合格。
11.3 应报废的缺陷
11.3.1 零件尺寸不符合图纸要求。
11.3.2 零件表面产生严重腐蚀麻坑,影响产品质量。
11.3.3 镀铬零件经返修后,其镀层产生龟裂,或附着强度仍不合格。
电镀层及化学处理层标准(EQY-3-95 代替EQY-3-86)
附录A:(标准的附录)
A.1 除氢处理
通常情况下,将零件置于180~220℃的保温箱中,保温2h以上。
A.2 孔隙率测定方法
用滤纸浸透试液(铁氰化钾10g/l,氯化钠20g/l,蒸镏水余量)贴在刚出槽或用酒精擦净的铜层上,并驱除纸下的气泡,经2~3 min后,观察滤纸上的兰色斑点,或把试液直接滴在清洗干净的零件上,1 min后观察零件表面,出现兰色斑点,则表示镀层有空隙。
A.3 活塞环镀铬层的附着强度的测定方法
A.3.1 将镀铬后未经加工的矩形环放在测定仪的平台上,用直径为40mm,质量为1Kg 的钢锤从150mm高度自由落下,钢锤头部直径10mm的端面的中心应击中镀层与基体的结合面,然后用肉眼检验铬层与基体是否分离。
A.3.2 合金铸铁环可将环折断后,用肉眼检验铬层与基体是否分离。
附录B:(提示的附录)电镀层和化学处理层的标注方法新旧对照表
镀层或化学处理层EQY-3-95 EQY-3-86
钢铁件镀锌(白色钝化) EP·Zn10B DZn10D(白色钝化)
(彩色钝化) EP·Zn10DZn10
(绿色钝化) EP·Zn10G DZn10D(军绿钝化)
(黑色钝化) EP·Zn10H DZn10D(黑色钝化) 螺纹紧固件电镀锌Zn7 Zn7D
钢铁件镀镉EP·Cd5D·Cd15
钢铁件镀铜EP·Cu15D·Cu15
钢铁件镀铅EP·Pb15D·Pb15
铜件镀铅Cu/EP·Pb15D·Pb15
螺纹紧固件镀铅Pb7 Pb7D
钢铁件镀锡EP·Sn15D·Sn15
铜件镀镍Cu/EP·Ni6-
钢铁件镀硬铬EP·Cr13D·YCr13
钢铁件镀松孔铬EP·Cr150AO D·KCr150
钢铁件防护装饰性镀铬EP·Cu20Ni30Cr-
锌铸件防护装饰性镀铬Zn/EP·Cu20Ni30Cr-
钢铁件镀银EP·Ag15P D·Ag15
铜件镀银Cu/EP·Ag6P D·Ag6
塑料件镀铜镍铬PL/EP·Cu25Ni12Cr-
钢铁件化学镀镍CP·Ni25-
钢铁件氧化CO H·Y
钢铁件锰盐磷化MnPh5 H·ML
钢铁件锌盐磷化ZnPh10 H·FL
铝合金阳极氧化Al/AO D·Y·Al
铝合金化学氧化Al/CO H·Y·A l 锌合金钝化Zn/C H·D
铜合金钝化Cu/P H·D
化学镀和电镀的知识点电镀镍与化学镀镍的区别 化学镀和电镀的知识点电镀镍与化学镀镍的区别 (2012-05-21 09:46:29) 转载▼ 化学镀和电镀的知识点电镀镍与化学镀镍的区别 1. 化学镀镍层是极为均匀的,只要镀液能浸泡得到,溶质交换充分,镀层就会非常均匀,几乎可以达到仿形的效果。 2. 化学镀目前市场上只有纯镍磷合金的一种颜色,而电镀可以实现很多色彩。 3. 化学镀是依靠在金属表面所发生的自催化反应,化学镀与电镀从原理上的区别就是电镀需要外加的电流和阳极。 4. 化学镀过以对任何形状工件施镀,但电镀无法对一些形状复杂的工件进行全表面施镀。 5. 电镀因为有外加的电流,所以镀速要比化学镀快得我,同等厚度的镀层电镀要比化学镀提前完成。 6. 高磷的化学镀镍层为非晶态,镀层表面没有任何晶体间隙,而电镀层为典型的晶态镀层。 7. 化学镀层的结合力要普遍高于电镀层。 8. 化学镀由于大部分使用食品级的添加剂,不使用诸如氰化
物等有害物质,所以化学镀比电镀要环保一些。关于化学镀镍层的工艺特点 1. 厚度均匀性 厚度均匀和均镀能力好是化学镀镍的一大特点,也是应用广泛的原因之一,化学镀镍避免了电镀层由于电流分布不均匀而带来的厚度不均匀,电镀层的厚度在整个零件,尤其是形状复杂的零件上差异很大,在零件的边角和离阳极近的部位,镀层较厚,而在内表面或离阳极远的地方镀层很薄,甚至镀不到,采用化学镀可避免电镀的这一不足。化学镀时,只要零件表面和镀液接触,镀液中消耗的成份能及时得到补充,任何部位的镀层厚度都基本相同,即使凹槽、缝隙、盲孔也是如此。 2. 不存在氢脆的问题 电镀是利用电源能将镍阳离子转换成金属镍沉积到阳极上,用化学还原的方法是使镍阳离子还原成金属镍并沉积在基 体金属表面上,试验表明,镀层中氢的夹入与化学还原反应无关,而与电镀条件有很大关系,通常镀层中的含氢量随电流密度的增加而上升。3. 很多材料和零部件的功能如耐蚀、抗高温氧化性等均是由材料和零部件的表面层体现出来,在一般情况下可以采用某些具有特殊功能的化学镀镍层取代 用其他方法制备的整体实心材料,也可以用廉价的基体材料化学镀镍代替有贵重原材料制造的零部件,因此,化学镀镍
ICS Q/EQY 电镀铬层技术条件 东风汽车有限公司发布
前言 本标准根据GB/T1.1-2000《标准化工作导则第1部分:标准的结构和编写规则》首次制定了《电镀锌层技术条件》。 本标准自实施之日起,EQY-3-95《电镀层及化学处理层》第8.4节“镀铬层”停止执行。 本标准由东风汽车有限公司标准化委员会工艺材料标准化分委会提出。 本标准由东风汽车有限公司工艺研究所技术归口。 本标准起草单位:东风汽车有限公司工艺研究所。 本标准主要起草人:郝其勋。
电镀铬层技术条件 1范围 本标准规定了在铁基体材料上,在水溶性电解液中,用电解的方法获得的铬层。本标准涉及的电镀铬层限定为耐磨用途的镀层,俗称“硬铬”。本标准不涉及装饰性电镀中的铬层。 本标准适用于东风汽车有限公司产品开发部门设计的、东风汽车有限公司生产的各类汽车所使用的零部件及总成电镀铬层的质量控制和验收。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB4956—85磁性金属基体上非磁性覆盖层厚度测量磁性方法 GB5270—85金属基体上金属覆盖层附着强度试验方法 GB5934—86轻工产品金属镀层的硬度测试方法显微硬度法 GB6462—86金属和氧化物覆盖层横断面厚度显微镜测量方法 GB11379—89金属覆盖层工程用铬电镀层 3术语 3.1工作面 在工件的某些表面上,其镀层对制件的外观和(或)使用性能起着重要作用。图纸上指定镀铬的区域可以理解为工作面。 3.2厚度 镀层厚度是指在工件的工作面上,凡是能与直径为20mm的球体相接触的部位上的镀层厚度的最小值。 4镀覆层的表示方法 4.1通用镀覆表示方法 基体材料/镀覆方法·镀覆名称·镀覆层厚度·镀覆层特征·后处理 对于电镀铬可以是: 基体材料/镀覆方法·镀覆名称·镀覆层厚度·后处理 4.2后处理表示法 AO表示松孔处理;Q表示除氢处理(允许在图纸上用文字说明替代符号Q)。 4.3铁基体上电镀铬表示方法 例∶EP·Cr150Q 其中EP表示电镀;Cr表示铬;150表示镀层厚度为150μm(最终尺寸);Q表示除氢处理;以上均省略了铁基体的表示符号“Fe”及隔离符号“/”。
常用电镀产品质量检验标准 电镀产品质量检验规范 电镀产品品质检验规范 常用的检验项目为: 1.膜厚; 2.装配检查; 3.镀层附着力; 4.硬度测试; 5. 耐磨测试; 6.耐酒精测试; 7.高温高湿测试; 8.冷热冲击测试; 9.盐雾测试;10.排汗测试;11外观;12包装; 一?膜厚: 1 .膜厚为电镀检测基本项目,使用基本工具为萤光膜厚仪(X-RAY,其原理是使用X射线照射镀层,收集镀层返回的能量光谱,膜厚一般为0.02mm最大不超过0.03mm. 2.检查周期:每批; 3.测试数量:n>5pcs 二.装配检查: 1.确认是否符合图面标出的重要尺寸;装配后有否影
响外观及功能,手感; 2.检查周期:每批;% 3.测试数量:n>2pcs ;0「 二.镀层附着力: 1.将3M胶纸粘贴在刀切100格(每小格为1MM T 1MM 的电镀层表面,用橡皮擦在其上面来回磨擦,使其完全密贴后,以45度方向迅速撕开,镀层需无脱落现象。如目视无法观察清楚,可使用10倍显微镜观察;? a)不可有掉落金属粉末及补胶带粘起之现象。 b)不可有金属镀层剥落之现象。 d)不可有起泡之现象 2.检查周期:每批; 3.测试数量:n>2pcs ;… 四?硬度测试: 1.用中华铅笔以45度角并且以1mm/s的速度向前推进,擦试后镀层不能有划痕;. 其中: UV镀测试:3H铅笔,500g力 真空镀:2H铅笔,500g力… 水镀测试:1H铅笔,200g力 2.检查周期:每批;-… 3.测试数量:n>2pcs ;
五.耐磨测试: 1.头施500g力,用于被测产品来回试擦50次,往返为一次,不能变色,脱镀及露底材;e 2.检查周期:一次/3个月 3.数量:n>2pcs ; 六?耐酒精测试: 1.用500g砝码外包8层棉布,再将白棉布沾湿浓度为95%勺乙醇,以不下滴为宜,将砝码与镀层面垂直,在同一位置往退,移动距离1英寸为一次,共100次, 镀层不能有反应; 2.检查周期:一次/3个月;…? 3.测试数量:n>5pcs ; 七.高温高湿测试: 1.ABS底材温度设定为60度,PC底材温度设定为90度,湿度90沧95%测试时间6小时,看镀层有无拱起,起泡或脱落;6 2.检查周期:一次/3个月; 3.测试数量:n>5pcs ; 八.冷热冲击测试: 1.零下1度30分钟常温2分钟,70度30分钟为一个回合,看镀层有无拱起,起泡或脱落; 2.检查周期:一次/3个月;
ASTM名称:B456-95 铜/镍/铬和镍/铬电沉积镀层标准规范 此标准以固定的名称B456发布,名称后面的数字表示最初采用或最后修订的年份,括号里的数字表示最近重新核准的年份,上标(ε)表示最后修订或再次核准的编辑变更。 此标准已通过国防部的应用核准,有关国防部采纳并发布的确切年份参见规范与标准中DOD索引。1.范围 对于那些重要的金属表面以及重要金属表面的防腐保护,此规范涵盖了几种形式与级别的电沉积物与对应金属或合金的具体要求,这些电沉积物与对应金属或合金包括:钢表面铜镍铬或镍铬镀层、铜和铜合金表面镍铬镀层以及锌合金表面铜镍铬镀层,与希望得到满意保护性能状态相适应的五种镀层级别为:极度恶劣、非常恶劣、恶劣、中度、轻度,这些保护性能的定义和典型例子见附录X1。 以下危险警戒仅适合于试验方法部分此规范中的附录X2,X3及X4中,此标准不声明任何应用中可能涉及到的有关安全方面的问题,使用前,建立适宜的安全和健康规范并确定规则限度的适用性乃标准使用者的责任。 注释1——ISO标准1456和1457不是必需的,但可作为附加信息的参考。 1.参考文献 ASTM标准: B117 操作盐雾试验装置实验 B183 电镀用低碳钢配制实验 B242 电镀用高碳钢配制实验 B252 电镀和电镀层转换锌合金冲模铸造的配制指导 B253 电镀用铝合金的配制指导 B281 用于电镀和电镀层转换时铜和铜基合金的配制实验 B287 醋酸盐雾试验方法 B320 铸铁电镀的配制试验 B368 铜催化醋酸盐雾试验方法 B380 Corrodkote 工艺装饰电沉淀镀层腐蚀试验方法 B487 交叉部分显微镜检测的金属和氧化物镀层厚度的测量方法 B499 通过磁性方法测得的磁性基底金属表面非磁性镀层的厚度测量之试验方法 B504 电量分析法所获金属镀层厚度测量之试验方法 B530 磁性方法所获得的镀层厚度测量之试验方法:磁性与非磁性基底表面电沉积镍镀层 B537 暴露于大气环境中的电镀板的等级实验 B554 非金属基底表面金属镀层厚度测量指导 B568 X射线分光光度计所测镀层厚度试验方法 B571 金属镀层附着力试验方法 B602 金属和无机镀层物的特征取样试验方法 B659 金属和无机镀层厚度测量指导 B697 电沉积金属和无机镀层检测取样计划的选择指导 B762 金属和无机镀层的多种取样方法 B764 同时段多层镍沉积物中单层厚度与电气化学电位测定的试验方法 D1193 试剂水的规格 D3951商业包装惯例 E50 装置、试剂和金属的化学分析安全措施的实验
电镀镍的特点、性能、用途: 1、电镀镍层在空气中的稳定性很高,由于金属镍具有很强的钝化能力,在表面能迅速生成一层极薄的钝化 膜,能抵抗大气、碱和某些酸的腐蚀。 2 、电镀镍结晶极其细小,并且具有优良的抛光性能。经抛光的镍镀层可得到镜面般的光泽外表,同时在大 气中可长期保持其光泽。所以,电镀层常用于装饰。 3、镍镀层的硬度比较高,可以提高制品表面的耐磨性,在印刷工业中常用镀镍层来提高铅表面的硬度。 由于金属镍具有较高的化学稳定性,有些化工设备也常用较厚的镇镀层,以防止被介质腐蚀。镀镍层 还广泛的应用在功能性方面,如修复被磨损、被腐蚀的零件,采用刷镀技术进行局部电镀。采用电铸 工艺,用来制造印刷行业的电铸版、唱片模以及其它模具。厚的镀镍层具有良好的耐磨性,可作为耐 磨镀层。尤其是近几年来发展了复合电镀,可沉积出夹有耐磨微粒的复合镍镀层,其硬度和耐磨性比镀 镍层更高。若以石墨或氟化石墨作为分散微粒,则获得的镍-石墨或镍-氟化石墨复合镀层就具有很好的 自润滑性,可用作为润滑镀层。黑镍镀层作为光学仪器的镀覆或装饰镀覆层亦都有着广泛的应用。 4、镀镍的应用面很广,可作为防护装饰性镀层,在钢铁、锌压铸件、铝合金及铜合金表面上,保护基体材 料不受腐蚀或起光亮装饰作用;也常作为其他镀层的中间镀层,在其上再镀一薄层铬,或镀一层仿金层, 其抗蚀性更好,外观更美。在功能性应用方面,在特殊行业的零件上镀镍约1~3mm厚,可达到修复目
的。特别是在连续铸造结晶器、电子元件表面的模具、合金的压铸模具、形状复杂的宇航发动机 部件和微型电子元件的制造等方应用越来越广泛。 5、在电镀中,由于电镀镍具有很多优异性能,其加工量仅次于电镀锌而居第二位,其消耗量占到镍总产量 的10%左右。 化学镀镍的特点、性能、用途: 1、厚度均匀性厚度均匀和均镀能力好是化学镀镍的一大特点,也是应用广泛的原因之一,化学镀镍避 免了电镀层由于电流分布不均匀而带来的厚度不均匀。化学镀时,只要零件表面和镀液接触,镀液中消 耗的成份能及时得到补充,镀件部位的镀层厚度都基本相同,即使凹槽、缝隙、盲孔也是如此。 2、镀件不会渗氢,没有氢脆,化学镀镍后不需要除氢。 3、很多材料和零部件的功能如耐蚀、抗高温氧化性等比电镀镍好。 4、可沉积在各种材料的表面上,例如:钢镍基合金、锌基合金、铝合金、玻璃、陶瓷、塑料、半导体等材 料的表面上,从而为提高这些材料的性能创造了条件。 5、不需要一般电镀所需的直流电机或控制设备。 6、热处理温度低,只要在400℃以下经不同保温时间后,可得到不同的耐蚀性和耐磨性,因此,特别适用 于形状复杂,表面要求耐磨和耐蚀的零部件的功能性镀层等
电镀件技术标准 本标准适用于盛百硕科技有限公司防护性和装饰性电镀件。 本标准规定了以钢铁、铝和铝合金、塑料为基体的电镀件的一般标准。 引用标准: GB 1238 《金属镀层及化学处理表示方法》 GB 4955 《金属覆盖层厚度测量-阳极溶解库仑方法》 GB 5270 《金属基体上的金属覆盖层附着强度试验方法》 GB 6458 《金属覆盖层-中性盐雾试验》 GB 6460 《金属覆盖层-铜加速乙酸盐雾试验CASS》 GB 6461 《金属覆盖层-对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级》 GB 6462 《金属和氧化物覆盖层-横断面厚度显微镜测量方法》 GB/T 12610 《塑料上电镀层-热循环试验》 GB/T 12611 《金属零部件镀覆前质量控制技术要求》 GB 9797 《金属覆盖层-镍+铬和铜+镍+铬电镀层》 GB 9798 《金属覆盖层-镍电镀层》 GB 9799 《金属覆盖层-钢铁上锌电镀层》 GB 12600 《金属覆盖层-塑料上铜+镍+铬电镀层》 1、名词术语: 1.1、电镀 利用电解使金属或合金沉积在制件表面,形成均匀、致密、结合力良好的金属层的过程。 1.2、塑料电镀 在塑料制件上沉积金属镀层的过程。 1.3、泛点
在镀层表面出现的斑点或污点。 1.4、麻点 在电镀和腐蚀中,于金属表面上形成的小坑或小孔。 1.5、保护等级:覆盖层对底材腐蚀的保护能力。 1.6、外观等级:试样经试验后所有外观缺陷的评定级数。 1.7、主要表面:指零件上电镀前和电镀后的某些表面。这些表面上的镀层对工件的外观和使用性能起着主要作用。 1.8、闪镀:通电时间极短的薄层电镀。 2、镀层分级号的表示规则: 2.1、化学符号,表示基体金属或合金基体中的主要金属或塑料制品,符号后接一斜线。 Fe/……表示基体为钢铁 Al/……表示基体为铝或铝合金 PL/……表示基体为塑料 2.2、如果用铜或含铜量超过50%的铜合金作为底镀层,那么用化学符号Cu表示; 2.3、Cu后的数字代表铜镀层的最小厚度,μm; 2.4、Ni后的数字代表镍镀层的最小厚度,μm;数字后的小写字母,表示镍镀层的类型。 2.5、b表示是在全光亮的电镀规范下沉积的镍层。 2.6、Crr 表示常规铬,最小厚度为0.3μm。 3、基体为金属的电镀层厚度表示方法: 3.1镀锌:( GB 9799) 使用环境 分级号 最小局部厚度(μm) 一般室内环境 Fe/Zn12 12 一般室外环境 Fe/Zn25 25
电镀基本知识 一.基本概念 1.电镀:电镀是一种电化学过程,也是一种氧化还原过程。它是将零件浸在金 属盐溶液中作为阴极,金属作为阳极,接通直流电源后零件后,在零件上就会沉积出金属镀层。 例如:在硫酸镍溶液中镀镍 零件为阴极,镍板为阳极。 在阴极上发生还原反应:Ni2++2e→Ni↓金属镍 副反应:2H+2e→H2↑ 在阳极上发生氧化反应Ni+2e→Ni2+ 副反应:4OH--4e→2H2O+O2↑ 这样,镍金属不断在阳极溶解成镍离子,而溶液中的Ni2+不断地在零件上还原成金属镍覆盖在零件上成为镀镍层。 2.分散能力和覆盖能力 镀层在阴极表面分布均匀性和完整性,是决定镀层质量的一个重要因素。在电镀中常用分散能力和覆盖能力来分别评定金属镀层在阴极分布的均匀性和完整性。 ●电镀液的分散能力,是指在特定条件下,一定溶液使阴极镀层分布比初次 电流分布所获得的结果更为均匀的能力。 ●初次电流分布是仅考虑阴极不同表面到阳极的几何距离不同时的阴极电流 分布情况。 镀层在零件上均匀分布能力越高该电镀液的分散能力就越好。 ●整平能力,是指在底层(素材)上形成镀层时,镀液所具有的能使镀层的 微观轮廓比底层更平滑的能力。 ●电镀液和覆盖能力,是指在特定条件下凹槽或深孔中沉积金属镀层的能 力。覆盖能力越高,镀及越深。覆盖能力差,在零件凹处就镀不上金属镀 层。 ●电镀工作条件是指电镀时的操作变化因素,包括镀液成份含量,电流密 度、操作温度、溶液搅拌及电流波形。 3. 对电渡的基本要求 1.与基本金属结合力牢固,附着力好 2.镀层完整,结晶细致紧密,孔隙力小 3.具有良好的物理、化学及机械性能 4.具有符合标准规定的镀层厚度,而且镀层分布要均匀 4.析氢对镀层的影响 在电镀过程中,大多数镀液的阴极反应,除了金属离子的沉积外,还伴随眷有氢气的析出,在有些情况下,阴极上析出氢气会使镀层出现以下几种庇病: I.针孔或麻点:氢气呈气泡形式在阴极零件表面上,阻止金属在这些部位沉 积,它只能在气泡的周围,如果氢气泡在整个电镀过程中一直停留在阴极 零件表面,则镀好的镀层会有空洞或贯穿的缝隙,若氢气泡在电镀过程中
热镀锌层厚度要求及工艺标准 热镀锌也称热浸镀锌,是钢铁构件浸入熔融的锌液中获得金属覆盖层的一种方法。近年来随高压输电、交通、通讯事业迅速发展,对钢铁件防护要求越来越高,热镀锌需求量也不断增加。 1、概述 在各种保护钢基体的涂镀方法中,热浸锌是非常优良的一种。它是在锌呈液体的状态下,经过了相当复杂的物理、化学作用之后,在钢铁上不仅镀上了较厚的纯锌层,而且还生成了一种锌铁合金层。这种镀法,不仅具备了电镀锌的耐腐蚀的特点,而且由于具有锌铁合金层。还有电镀锌无法比拟的强耐腐蚀性,因此这种镀锌法特别适用于各种强酸,碱雾气等强腐蚀环境中。 2、原理 热镀锌层是锌在高温液态下,分三个步骤形成的: (1)铁基表面被锌液溶解形成了锌铁合金层 (2)合金层中的锌离子进一步向基体扩散,形成了锌铁互溶层(3)合金层表面包络着锌层 3、镀锌层厚度 参照GB/T13912-2002国家标准,热镀锌层厚度的标准如下:(1)工件的厚度大于或等于6毫米的,平均厚度应大于85微米,
局部厚度应大于70微米 (2)工件的厚度小于6毫米大于3毫米的,平均厚度应大于70我米,局部厚度应大于55微米 (3)工件的厚度小于3毫米大于1.5毫米的,平均厚度应大于55微米,局部应大于45微米 (4)本标准不包括经过离心分离处理过的镀层和铸铁件镀锌层厚度。 4、工艺过程及有关说明 (1)工艺过程: 工件→脱脂→水洗→酸洗→水洗→浸助镀溶剂→烘干预热→热镀锌→整理→冷却→钝化→漂洗→干燥→检验 (2)有关工艺过程说明 ●脱脂 采用化学去油或者水基金属脱脂清洗剂去油,达到工件完全被水浸润为止。 ●酸洗 采用H2S04 15%,硫脲0.1%,40~60℃或者用HCI25%,乌洛托品3~5g/L,20~40℃进行酸洗。加入缓蚀剂可以防止基体过腐蚀以及减少铁基体吸氢量,同时加入抑雾剂抑制酸雾逸出。脱脂
一次化学镀厚铜孔金属化工艺 不用电镀铜的一次化学镀厚铜进行双面板和多层板孔金属化,可以显著缩短加工周期,降低生产成本,用此种工艺方法很容易作出高精度的印制板。通过实践证明一次化学镀厚铜的金属化孔可靠性要超过电镀铜,因为一次化学镀厚铜孔内镀层厚度非常均匀,不存在应力集中,特别是对于高密度的印制板小孔金属化(φ0.5以下的孔),对电镀来讲很难达到孔内镀层厚度均匀一致,而用化学镀铜的方法则是轻而易举的事,下面介绍双面和多层板一次化学镀厚铜的生产工艺。 5.1 双面印制板一次化学镀厚铜 1)用液体感光胶(抗电镀印料)制作双面电路图形。然后蚀刻图形。液体感光胶可以用网印或幕帘式涂布,幕帘法生产效率高,而且涂层均匀无砂眼,网印法易产生气孔砂眼。液体抗电镀感光胶分辨率非常高,显影无底层。很容易得到精细的电路图形。价格比干膜便宜。蚀刻电路图形之后用5%NaOH去除感光胶层。 2)网印或幕帘式涂布液体感光阻焊剂,制出阻焊图形 3)再用液体感光胶涂布板面,用阻焊底片再次曝光,显影,使孔位焊盘铜裸露出来。 4)钻孔 5)化学镀厚铜。 1.酸性除油3分钟 2.H2SO4/H2O2粗化3分钟 3.预浸处理1分钟 4.胶体钯处理3分钟②③④⑤⑥⑦ ①- ④处理液均为酸性溶液,板面上的液体感光胶层不会破坏,其结果是保护板面不受浸蚀,在进行活化时,孔内和板面上的感光胶层吸附了胶体钯。 ⑤5%NaOH处理3分钟,然后水冲洗板面上的感光层,连同感光胶上的胶体钯一同被碱溶解下来。孔内的胶体钯仍然保留。 ⑥1%NaOH处理1分钟,然后水冲洗,进一步去除板面上的残胶。 ⑦化学镀厚铜4小时,铜层厚度可达到20微米,化学镀铜过程中自动分析自动补加化学成份。适用于连续化学镀厚铜的配方: CuSO4.5H2O 10g/1 EDTA.2Na 40 g/1 NaOH 15 g/1 双联呲啶10mg/1 CN-10mg/1 操作条件:温度600C,化学镀铜过程中,通空气搅拌化学镀铜溶液,并连续过滤。自动控制PH和Cu+1离子含量。
电镀、油漆标准 金属电镀和喷涂表示方法金属电镀和喷涂表示方法 (摘录标准:SJ20818-2002电子设备的金属镀覆与化学处理) A1.1 金属镀覆表示方法: 基体材料/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理 镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。 例1:Fe / Ep.Zn7.c2C (钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型。) 例2:Fe / Ep.Ni25dCr0.3mp (钢材,电镀双层镍25μm以上,微孔铬0.3μm以上。) 例3:Cu / Ep.Ni5bCr0.3r (铜材,电镀光亮镍5μm以上,普通装饰铬0.3μm以上。) 例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823 (铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm以上,涂DJB-823防变色处理。) A1.2 化学处理和电化学处理的表示方法: 基体材料/ 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。 例5:Al/Et.A.Cl(BK) (铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求) 例6:Al/Ct.Ocd (铝材,化学氧化处理,生成可导电的铬酸盐转化膜) 例7:Cu/Ct.P (铜材,化学处理,钝化。) 例8:Fe/Ct.ZnPh (钢材,化学处理,磷酸锌盐处理。) A2.1 基体材料表示符号,见表1: 表1 基体材料表示符号 材料名称符号 铁、钢、铟瓦钢Fe 铜及铜合金Cu 铝及铝合金Al 锌及锌合金Zn 镁及镁合金Mg 钛及钛合金Ti 塑料PL 硅酸盐材料(陶瓷玻璃等)CE 其他非金属材料NM
电镀检验标准 常用的检验项目为: 1.膜厚; 2.装配检查; 3.镀层附着力; 4.硬度测试; 5.耐磨测试; 6.耐酒精测试; 7.高温高湿测试; 8.冷热冲击测试; 9.盐雾测试;10.排汗测试;11外观;12包装; 一.膜厚: 1.膜厚为电镀检测基本项目,使用基本工具为萤光膜厚仪(X-RAY),其原理是使用X射线照射镀层,收集镀层返回的能量光谱,膜厚一般为0.02mm,最大不超过0.03mm. 2.检查周期:每批; 3.测试数量:n>5pcs 二.装配检查: 1.确认是否符合图面标出的重要尺寸;装配后有否影响外观及功能,手感; 2.检查周期:每批; 3.测试数量:n>2pcs ; 二.镀层附着力: 1.将3M胶纸粘贴在刀切100格(每小格为1MM*1MM)的电镀层表面,用橡皮擦在其上面来回磨擦,使其完全密贴后,以45度方向迅速撕开,镀层需无脱落现象。如目视无法观察清楚,可使用10倍显微镜观察; a) 不可有掉落金属粉末及补胶带粘起之现象。 b) 不可有金属镀层剥落之现象。 d) 不可有起泡之现象 2.检查周期:每批; 3.测试数量:n>2pcs ; 四.硬度测试: 1.用中华铅笔以45度角并且以1mm/s的速度向前推进,擦试后镀层不能有划痕; 其中: UV镀测试:3H铅笔,500g力 真空镀:2H铅笔,500g力 水镀测试:1H铅笔,200g力 2.检查周期:每批; 3.测试数量:n>2pcs ; 五.耐磨测试: 1.头施500g力,用于被测产品来回试擦50次,往返为一次,不能变色,脱镀及露底材; 2.检查周期:一次/3个月 3.数量:n>2pcs ; 六.耐酒精测试: 1.用500g砝码外包8层棉布,再将白棉布沾湿浓度为95%的乙醇,以不下滴为宜,将砝码与镀层面垂直,在同一位置往退,移动距离1英寸为一次,共100次,镀层不能有反应; 2.检查周期:一次/3个月; 3.测试数量:n>5pcs ; 七.高温高湿测试: 1.ABS底材温度设定为60度,PC底材温度设定为90度,湿度90%-95%,测试时间6小时,看镀层有无拱起,起泡或脱落; 2.检查周期:一次/3个月;
1 目的本规范规定了零部件电镀层的选择和各镀种及化学处理的标注方法。本规范适用于产品零部件设计时电镀层种类的选择。 2 引用标准 GB1238-76 JB/288-75 3 电镀层的主要目的 保护金属零件表面,防止腐蚀。 装饰零件外表,使外表美观。 提高零件的工作性能。如提高表面硬度、耐磨性、导电性、导磁性、耐热性、钎焊性、反光能力;节约及代替有色金属或贵金属;提高轴承使用寿命;修复磨损零件;热处理时的局部保护以及其它特殊性能。 4 决定电镀层种类和厚度的因素 零件的工作环境; 被镀零件的种类、材料和性质; 电镀层的性质和用途; 零件的结构、形状和尺寸的公差; 镀层与其互相接触金属的材料、性质; 零件的要求使用期限。 5 镀层使用条件的分类 腐蚀性比较严重的工作环境:大气中含有较多的工业气体、燃料废气、灰尘和盐分以及相对湿度较大的地区。例如工业城市、离海较近的地区和湿热带地区等。或具有大量燃料废气和二氧化硫的室内,以及经常接触手汗的工作条件。 腐蚀性中等的工作环境:大气中含有少量的工业气体、燃料废气、灰尘和盐分以及相对湿度中等的地区。例如离海较远的一般城市和一般室内
环境。 腐蚀性轻微的工作环境:大气中工业气体、燃料废气、灰尘和盐分的含量很少,而且气候比较干燥。例如干热带地区、密封良好的设备的内部。 从防腐蚀的要求来看,有些金属在腐蚀性轻微的条件下可以不加保护层而应用。在比较严重的工作环境下,大部分金属要求有一定形式的防护,而有些金属则不能使用。 从保护基体金属免受腐蚀的要求来看,一般可考虑: a.贵金属(金、铂)、含铬18%以上的不锈钢、轧制的磁性合金材料、以及镍铜合金等,一般不需再加防护层。 b.碳钢、低合金钢和铸铁制造的零件,在大气中容易腐蚀,应加保护层。由于工作条件的限制不能采用保护层时,应采用油封防锈。在油中工作的零件,可以不加防护层。 c.铜和铜合金制造的零件,根据不同的使用条件,采用光亮酸洗、钝化、电镀或涂漆保护等。用磷青铜或铍青铜制造的精密零件可以不进行表面处理。 d.铝和铝合金制造的零件,可以采用阳极氧化和封闭处理。不适于阳极氧化的小零件,可采用化学氧化处理。铸造铝合金可采用涂漆防护。用作通信机箱的铝合金须进行导电氧化。 e.锌合金制造的零件,可以采用磷化、钝化、电镀或涂漆防护。 6 电镀层的选择 各类电镀层的特性及用途镀层按其用途可分下列三类:a.防护性镀层:主要作用是保护基体金属免受外界腐蚀,不规定对产
DKBA 华为技术有限公司内部技术规范 DKBA0.450.0017 REV.6.0 代替DKBA0.450.0017 REV.5.0 電鍍鋅品質要求 Quality requirements for zinc electroplating 2007年01月01日发布2007年01月01日实施 华为技术有限公司 Huawei Technologies Co., Ltd. 版权所有侵权必究
修订声明Revision declaration 本规范拟制与解释部门:整机工程部结构造型设计部 本规范的相关系列规范或文件:无 相关国际规范或文件一致性:略 替代或作废的其它规范或文件:DKBA0411-2004.12 相关规范或文件的相互关系:无 本规范版本升级更改主要内容:见下面表中内容 本规范主要起草专家:结构造型部:郑玲15593 本规范主要评审专家:结构造型部:范国良60015029 结构造型部:周伟16271 物料品质部:陈军17658 采购工程处:马宝兴39736
目录Table of Contents 1工艺鉴定要求 (6) 1.1总则 (6) 1.2对生产设备及原材料的要求 (6) 1.2.1生产线用水水质要求 (6) 1.2.2化工原材料要求。 (6) 1.2.3质量检验手段 (6) 1.3工艺鉴定程序 (6) 1.4工艺鉴定试验及试样要求 (7) 1.4.1试样要求 (7) 1.4.2试验项目及试样数量 (7) 1.5试验方法及质量指标 (8) 1.5.1外观 (8) 1.5.2镀层厚度 (8) 1.5.3结合强度 (8) 1.5.4耐蚀性 (8) 1.5.5镀层脆性 (8) 1.5.6导电性 (8) 1.5.7六价铬含量 (9) 1.6鉴定状态的保持 (9) 2批生产过程中零件质量检验要求 (9) 2.1镀前表面质量要求 (9) 2.2镀层外观 (9) 2.3镀层厚度 (10) 2.4结合强度 (11) 2.5耐蚀性 (11) 2.6镀层脆性 (11) 2.7六价铬含量 (12) 3参考文献Reference Document (12)
. 1 围 本标准规定了低压开关产品中零部件的电镀层技术条件。 2 镀覆层分类及表示方法 2.1 分类及代号 2.1.1 按用途分 a)防护性镀覆层,以防止零部件锈蚀为主的镀覆层; b)防护装饰性镀覆层,兼具防止零部件锈蚀与美化装饰产品的镀覆层; c)功能性镀覆层,使零部件表面获得某种特殊功能为主要目的镀覆层,如稳定接触电阻,便 于焊接等目的。 2.1.2 按镀覆方法及处理方法分,其名称与代号见表1。 2.1.3 按镀层特征及处理特征分,其名称与代号见表2。 2.1.4 按镀层名称分,其名称与代号见表3。对于单元素镀层,其代号用元素符号表示。对于合金镀层,以组成该合金的各元素符合和含量表示,二元合金标出一种成分的含量,三元合金标出二种成分的含量;含量采用其上限值用数字表明,表示时,将含量多的元素排在前面,如镍钴磷合金写成:80NI20COP3。 续表 3 .
部门技质部编号YD/QJ4.07 版本 2.0 日期2006.01.01 共7页第2页 2.1.5 按镀复层后处理分,其名称及代号见表4 2.2 表示方法 2.2.1 完整表示方法 a)表示方法的基本组成及含义见下示: b)对于多层镀层,在表示镀覆层名称与厚度时,应按镀覆顺序标出每层名称与厚度,层间用 斜“/”隔开,对于处理层则不表示出厚度。 c)对于需要表示后处理层的颜色时,应在后处理代号后加颜色名称或代号。 常用颜色代号见表5。 后处理,按表4、表5规定的代号表示 镀层厚度下限,用数字表示,单位为um(仅 电镀层才表示) 镀层名称(处理名称)按2.1.4(2.1.5)规定 表示 镀层特征(处理特征)当需要表示时,按表 2规定的代号表示 镀覆方法,采用表1规定的代号表示 d)当需要表示出镀覆前的表面准备工序时,应在镀覆方法前指出准备工序代号(见表6), 并在准备工序代号与镀覆代号之间用—斜线“∕”隔开。 续表 6
化学镀镍与电镀镍工艺及相互之间的区别 1 电镀镍 电镀是一种电化学过程,也是一种氧化还原过程。电镀镍是将零件浸入镍盐的溶液中作为阴极,金属镍板作为阳极,接通直流电源后,在零件上就会沉积出金属镍镀层。电镀镍的配方及工艺条件见表1。 电镀镍的工艺流程为:①清洗金属化瓷件;②稀盐酸浸泡;③冲净;④浸入镀液; ⑤调节电流进行电镀; ⑥自镀液中取出;⑦冲净;⑧去离子水设备煮;⑨烘干。 表1 电镀镍的配方及工艺条件 成分含量/g/L 温度 /0C PH值电流密度 /A/dm2 硫酸镍硫酸镁硼酸氯化钠 100-170 21-30 14-30 4-12 室温5-6 0.5 电镀镍的优点是镀层结晶细致,平滑光亮,内应力较小,与陶瓷金属化层结合力强。电镀镍的缺点是:①受金属化瓷件表面的清洁和镀液纯净程度的影响大,造成电镀后金属化瓷件的缺陷较多,例如起皮,起泡,麻点,黑点等;②极易受电镀挂具和在镀缸中位置不同的影响,造成均镀能力差,此外金属化瓷件之间的相互遮挡也会造成瓷件表面有阴阳面的现象;③对于形状复杂或有细小的深孔或盲孔的瓷件不能获得较好的电镀表面;④需要用镍丝捆绑金属化瓷件,对于形状复杂、尺寸较小、数量多的生产情况下,需耗费大量的人力。 2 化学镀镍 化学镀镍又称无电镀或自催化镀,它是一种不加外在电流的情况下,利用还原剂在活化零件表面上自催化还原沉积得到镍层,当镍层沉积到活化的零件表面后由于镍具有自催化能力,所以该过程将自动进行下去。一般化学镀镍得到的为合金镀层,常见的是Ni-P合金和Ni-B合金。相较Ni-P合金而言,Ni—B合金的熔焊能力更好,共晶温度高,内应力较小,是一种更为理想的化学镀镍方式。但本文着重讨论的是Ni-P合金镀层。 化学镀镍的配方及工艺条件见表2。 表2化学镀镍的配方及工艺条件 成分含量/g/L 温度 /0C PH值 硫酸镍次磷酸钠柠檬酸钠氯化铵 45-50 45-60 20-30 5-8 85 9.5 化学镀镍的工艺流程为:①清洗金属化瓷件;②去离子水设备冲洗;③活化液浸泡;④冲净;⑤还原液浸泡;⑥浸入镀液并不时调节pH值;⑦自镀液中取出;
化学镀镍是通过自身的催化作用,也称为无电镀镍,电镀镍通过基体之间的电位差靠外界放电来进行,成本基本来说没有太大的差别! 电镀镍主要用作防护装饰性镀层。它广泛用于汽车、自行车、钟表、医疗器械、仪器仪表和日用五金等方面。借电化学作用,在黑色金属或有色金属制件表面上沉积一层镍的方法。可用作表面镀层,但主要用于镀铬打底,防止腐蚀,增加耐磨性、光泽和美观。广泛应用于机器、仪器、仪表、医疗器械、家庭用具等制造工业。 化学镀镍层是极为均匀的,只要镀液能浸泡得到,溶质交换充分,镀层就会非常均匀,几乎可以达到仿形的效果。电镀无法对一些形状复杂的工件进行全表面施镀,但化学镀过以对任何形状工件施镀。高磷的化学镀镍层为非晶态,镀层表面没有任何晶体间隙,而电镀层为典型的晶态镀,电镀因为有外加的电流,所以镀速要比化学镀快得我,同等厚度的镀层电镀要比化学镀提前完成。化学镀层的结合力要普遍高于电镀层。化学镀由于大部分使用食品级的添加剂,不使用诸如氰化物等有害物质,所以化学镀比电镀要环保一些。化学镀目前市场上只有纯镍磷合金的一种颜色,而电镀可以实现很多色彩 化学镀镍与电镀镍层性能比较 镀层性能电镀镍化学镀镍 组成含镍99%以上平均92%Ni+8%P 结构晶态非晶态 密度8.9 平均7.9 镀层均匀性变化±10% 熔点/℃1455 ~890 镀后硬度(VHN) 150~400 500~600 热处理后硬度(VHN) 不变900~1000 耐磨性良好优良 耐腐蚀性良好(镀层有孔隙) 优良(镀层几乎无孔隙) 相对磁化率36 4 电阻率/Ω?CM7 60~100 热导率/W?M-1?K-1?1040.67 0.04~0.08 线膨胀系数/K-1 13.5 14.0 弹性模量/MPa 207 69 延伸率 6.3% 2% 内应力/MPa ±69±69
1.目前镀锌与发蓝两种防锈功能比较强?那种成本比较低? 钢制件的表面发黑处理,也有被称之为发蓝的。发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。但常温发黑工艺对于低碳钢的效果不太好。A3钢用碱性发黑好一些。碱性发黑细分出来,又有一次发黑和两次发黑的区别。发黑液的主要成分是氢氧化钠和亚硝酸钠。发黑时所需温度的宽容度较大,大概在135摄氏度到155摄氏度之间都可以得到不错的表面,只是所需时间有些长短而已。实际操作中,需要注意的是工件发黑前除锈和除油的质量,以及发黑后的钝化浸油。发黑质量的好坏往往因这些工序而变化金属“发蓝”药液采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。 (1)金属表面务必洗净和干燥以后,才能进行“发篮”处理。 (2)金属器件进行“发蓝”处理条件与金属中的含碳量有关。 (3)每隔一星期左右按期分析溶液中硝酸钠、亚硝酸钠和氢氧化钠的含量,以便及时补充有关成分。一般使用半年后就应更换全部溶液。 (4)金属“发蓝”处理后,最好用热肥皂水漂洗数分钟,再用冷水冲洗。然后,又用热水冲洗,吹干。 钢铁零件的表面进行发蓝处理,就能大大增强抗蚀能力,延长使用寿命。像武器、弹簧、钢丝等常用此法。基本原理是铁在含有氧化剂和苛性钠的混合溶液中,一定温度下经一定时间后,反应生成亚铁酸钠(Na2FeO2)和铁酸钠(Na2Fe2O4),亚铁酸钠与铁酸钠又相互作用生成四氧化三铁氧化膜。 但传统的常温发蓝工艺存在着附着力和耐磨性差的缺点。 锌镀层对铁基体既有机械保护作用,又有电化学保护作用,抗腐蚀性能良好。 镀锌工艺:分热镀锌、冷镀锌等,而且现在还要无氰化物镀锌。而且镀锌废水处理是个问题。 电镀锌:就是利用电解,在制件表面形成均匀、致密、结合良好的金属或合金沉积层的过程。 与其他金属相比,锌是相对便宜而又易镀覆的一种金属,属低值防蚀电镀层。被广泛用于保护钢铁件,特别是防止大气腐蚀,并用于装饰。镀覆技术包括槽镀(或挂镀)、滚镀(适合小零件)、自动镀和连续镀(适合线材、带材)。 目前,国内按电镀溶液分类,可分为四大类: 1.氰化物镀锌: 由于(CN)属剧毒,所以环境保护对电镀锌中使用氰化物提出了严格限制,不断促进减少氰化物和取代氰化物电镀锌镀液体系的发展,要求使用低氰(微氰)电镀液。 采用此工艺电镀后,产品质量好,特别是彩镀,经钝化后色彩保持好。 2.锌酸盐镀锌:
电镀锌标准 1、适用范围: 本标准规定了汽车零部件(以下简称“零件”)防锈及装饰用电镀锌镀层,(以下简称“镀层”)的技术要求。 2、术语定义 本标准中的术语定义如下。*其它术语应与JISH0400(电镀术语汇编)中的定义一致。 (1)光亮铬酸盐处理 铬酸盐处理在锌镀层上生成防腐层,同时进行化学抛光。光亮铬酸盐处理就是使用化学抛光的方法使镀层光亮。 化学抛光通常采用两种方法:一种方法是使用铬酸溶液,它是在抑制防腐层形成的同时完成化学抛光。另一种方法方法是使用碱溶液,是在防腐蚀层形成之后获得光亮镀层。 (2)有色铬酸盐、绿色铬酸盐及黑色铬酸处理用来防腐蚀的铬酸盐镀层厚且有色。因此,这种防腐蚀镀层被称作“有色铬酸盐”。其色调随镀层的主要成分铬酸铬(XCr2·yCrq3·ZH2O)的比例不同而变化;绿色色调的叫做“绿色铬酸盐”黑色色调的被称为“黑色铬酸盐”。 (3)表面干涉带 在镀层上相当薄的铬酸盐涂层里有着透明的及看不见的薄涂层。当白色光照在其表面上时,涂层及镀层表面上的反光互相进一步干涉,显出彩虹般的色彩。这种现象所引起的条纹图案称作“干涉带”。
(4)表面色散 有色铬酸盐的色调随涂层成分的不同而起变化。而涂层成分又随铬酸盐处理浴的成分及操作条件的变化而变化。因此,即使是同一批次的某种零件,每个零件的色调都有可能不同,即使在同一表面也很难获得均匀的色调,而导致色彩不匀。 (5)白色腐蚀物 锌的腐蚀物大多数情况下包括象碱性碳酸锌那样的白色混合物。这种腐蚀物(锌锈)是在铬酸盐镀层受损,锌暴露在腐蚀环境中时产生的。 3、种类与代号 镀层被分为19类,其类型及代号示于表1 表1代号
镀锌层厚度要求以及国 家标准平垫锌层要求 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
热镀锌层厚度要求及工艺标准? 热镀锌也称热浸镀锌,是钢铁构件浸入熔融的锌液中获得金属覆盖层的一种方法。近年来随高压输电、交通、通讯事业迅速发展,对钢铁件防护要求越来越高,热镀锌需求量也不断增加。 1、概述 在各种保护钢基体的涂镀方法中,热浸锌是非常优良的一种。它是在锌呈液体的状态下,经过了相当复杂的物理、化学作用之后,在钢铁上不仅镀上了较厚的纯锌层,而且还生成了一种锌铁合金层。这种镀法,不仅具备了电镀锌的耐腐蚀的特点,而且由于具有锌铁合金层。还有电镀锌无法比拟的强耐腐蚀性,因此这种镀锌法特别适用于各种强酸,碱雾气等强腐蚀环境中。 2、原理 热镀锌层是锌在高温液态下,分三个步骤形成的: (1)铁基表面被锌液溶解形成了锌铁合金层 (2)合金层中的锌离子进一步向基体扩散,形成了锌铁互溶层 (3)合金层表面包络着锌层 3、镀锌层厚度 参照GB/T13912-2002国家标准,热镀锌层厚度的标准如下: (1)工件的厚度大于或等于6毫米的,平均厚度应大于85微米,局部厚度应大于70微米 (2)工件的厚度小于6毫米大于3毫米的,平均厚度应大于70我米,局部厚度应大于55微米
(3)工件的厚度小于3毫米大于1.5毫米的,平均厚度应大于55微米,局部应大于45微米 (4)本标准不包括经过离心分离处理过的镀层和铸铁件镀锌层厚度。 4、工艺过程及有关说明 (1)工艺过程: 工件→脱脂→水洗→酸洗→水洗→浸助镀溶剂→烘干预热→热镀锌→整理→冷却→钝化→漂洗→干燥→检验 (2)有关工艺过程说明 脱脂 采用化学去油或者水基金属脱脂清洗剂去油,达到工件完全被水浸润为止。 酸洗 采用H2S04 15%,硫脲0.1%,40~60℃或者用HCI25%,乌洛托品3~5g/L,20~40℃进行酸洗。加入缓蚀剂可以防止基体过腐蚀以及减少铁基体吸氢量,同时加入抑雾剂抑制酸雾逸出。脱脂及酸洗处理不好都会造成镀锌层附着力不好,镀不上锌或者锌层脱落。 浸助镀溶剂 也称为溶剂,可以保持在浸镀前工件具有一定活性避免二次氧化,以增强镀层与基体结合。NH4CI100~150g/L,ZnCI250~80g/L,70~85℃,1~2min。并加入一定量的表活剂。 烘干预热
螺纹紧固件电镀层标准介绍 紧固件一般都需要经过表面处理,紧固件表面处理的种类很多,一般常用的有电镀、氧化、磷化、非电解锌片涂层处理等。但是,电镀紧固件在紧固件的实际使用中占有很大的比例。尤其在汽车、拖拉机、家电、仪器仪表、航天航空、通讯等行业和领域中使用更为广泛。然而,对于螺纹紧固件来说,使用中不仅要求具有一定的防腐能力,而且,还必须保证螺纹的互换性,在这里也可称之为旋合性。为了同时满足螺纹紧固件在使用中要求的“防腐”和“互换”双重使用性能,制定专门的电镀层标准是非常必要的。 GB/T5267.1-2002[螺纹紧固件电镀层]标准是国家标准“紧固件表面处理”系列标准之一,该标准包括: GB/T5267.1-2002 [紧固件电镀层];GB/T5267.2-2002 [紧固件非电解锌片涂层] 两标准。本标准等同采用国际标准ISO4042;1999 [螺纹紧固件电镀层]。本标准代替GB/T5267-1985 [螺纹紧固件电镀层]标准。 一、GB/T5267.1-2002 [紧固件电镀层]标准介绍 本标准规定了钢和钢合金电镀紧固件的尺寸要求、镀层厚度,并给出了高抗拉强度或硬化或表面淬硬紧固件消除氢脆的建议。本标准适用于螺纹紧固件或其他紧固件电镀层,对于自攻螺钉、木螺钉、自钻自攻螺钉和自挤螺钉等可切削或碾压出与其相配的内螺纹的紧固件也是基本适用的。本标准的规定也适用于非螺纹紧固件,如:垫圈和销等。 本标准与GB/T5267-1985相比主要变化如下: 调整了术语和定义内容; 取消了电镀层的使用条件; 增加了螺距P=0.2~0.3mm的镀层厚度上偏差值的规定,并调整部分其他螺距的镀层上偏差值的规定; 取消了旧标准有关镀层厚度验收检查的规定,采用GB/T90.1的规定; 调整并补充有关去除氢脆的资料; 取消局部厚度的测量方法; 增加螺纹零件电镀层的代码标记制度; 调整对“可容纳的金属镀层厚度的指导程序; 增加镀层标记示例。 本标准的附录D“批平均镀层厚度的测量方法”和附录E“螺纹零件电镀层A类代号标记方法”两附录为规范性附录,附录A“去除氢脆措施”、附录B“金属镀层盐雾腐蚀的防护性能”、附录C“可容纳的金属镀层厚度的指导程序”、附录F“镀层标记示例”、及附录G“螺钉和螺母的表面积”为资料性附录。 (一)、螺纹紧固件电镀层的特征及描述 1、螺纹紧固件的电镀层厚度 螺纹紧固件在电镀加工中不论采用滚镀,还是挂镀工艺,在一批产品中每个紧固件获得的镀层厚度是有差异的,就是同一个紧固件上的镀层分布也是不均匀的。如螺纹牙顶的镀层厚度比中径、牙底厚,螺钉、螺栓两端的镀层厚度比中间厚,并且随着长度直径比增加而更加显著。对于螺母也是同样,由于螺母电镀加工时的屏蔽效应作用,使内螺纹上的电镀层厚度很薄,只有两端第一扣牙上比中间部分的镀层要厚,相当于六角扳拧面上的厚度。 2、如何描述一批螺纹紧固件的电镀层厚度 鉴于螺纹紧固件电镀层厚度分布的不均匀性,标准中引用了四个关于镀层厚度的定义,即“公称镀层厚度”、“批平均厚度”、“局部厚度”和“有效镀层厚度”。“公称镀层厚度”是指螺纹紧固件的名义镀层厚度,不能代表实际的镀层