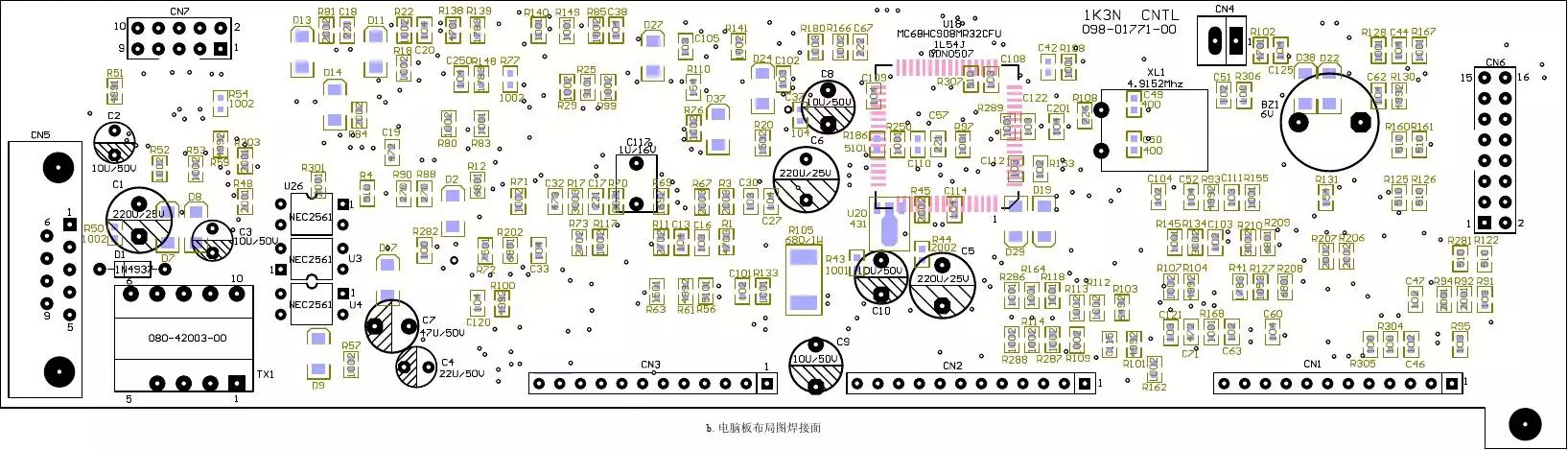
图8.9 SANTAK-C3K(S)型高频机电脑板布局图
电气图纸制图规范及电气图纸的识读方法( 一) 前言: 本文来自于多个单位的电气工程技术人员, 现场施工人员等与三峡十年的信息交流, 意见反馈等方式取得的大量电气图第一手信息资料, 以供大家在现实生活中参考学习! 本文共分为十九个章节, 分三篇。第一篇共计九个章节介绍。 一、电气图定义: 用电气图形符号、带注释的围框或简化外形表示电气系统或设备中组成部分之间相互关系及其连接关系的一种图。广义地说表明两个或两个以上变量之间关系的曲线, 用以说明系统、成套装置或设备中各组成部分的相互关系或连接关系, 或者用以提供工作参数的表格、文字等, 也属于电气图之列。 二、电气图分类: 1、系统图或框图: 用符号或带注释的框, 概略表示系统或分系统的基本组成、相互关系及其主要特征的一种简图。 2、电路图: 用图形符号并按工作顺序排列, 详细表示电路、设备或成套装置的全部组成和连接关系, 而不考虑其实际位置的一种简图。目的是便于详细理解作用原理、分析和计算电路特性。
3、功能图: 表示理论的或理想的电路而不涉及实现方法的一种图, 其用途是提供绘制电路图或其它有关图的依据。 4、逻辑图: 主要用二进制逻辑( 与、或、异或等) 单元图形符号绘制的一种简图, 其中只表示功能而不涉及实现方法的逻辑图叫纯逻辑图。 5、功能表图: 表示控制系统的作用和状态的一种图。 6、等效电路图: 表示理论的或理想的元件( 如R、 L、 C) 及其连接关系的一种功能图。 7、程序图: 详细表示程序单元和程序片及其互连关系的一种简图。 8、设备元件表: 把成套装置、设备和装置中各组成部分和相应数据列成的表格其用途表示各组成部分的名称、型号、规格和数量等。 9、端子功能图: 表示功能单元全部外接端子, 并用功能图、表图或文字表示其内部功能的一种简图。 10、接线图或接线表: 表示成套装置、设备或装置的连接关系, 用以进行接线和检查的一种简图或表格。 ⑴单元接线图或单元接线表: 表示成套装置或设备中一个结构单元内的连接关系的一种接线图或接线表。( 结构单元指在各种情况下可独立运行的组件或某种组合体) ⑵互连接线图或互连接线表: 表示成套装置或设备的不同单元之间连接关系的一种接图或接线表。( 线缆接线图或接线表) ⑶端子接线图或端子接线表: 表示成套装置或设备的端子, 以及接在端子上的外部接线( 必要时包括内部接线) 的一种接线图或接线
电脑横机的基本操作 电脑横机基本操作 一、开机:当机器正确接上电源后,按下起动开关,会听到三声“嘟”的声音,然后进入机器内存自检画面,正常的话将进入主画面。 二、磁盘管理:按下磁盘作业按键时,会进入磁盘作业菜单。 1.列磁盘目录:列出磁盘上所有的文件; 2.动作文件输入到内存:将CNT文件输入到内存; 3.花板文件输入到内存:将PAT文件输入到内存; 4.内存动作文件输入到磁盘:将内存中的CNT文件复制到磁盘; 5.内存花板文件输入到磁盘:将内存中的PAT文件复制到磁盘; 6.格式化1.44MB磁盘:将磁盘格式化; 7.磁盘文件删除:将磁盘中的某一个文件删除; 8.字库文件输入到内存:当系统升级后,需将新的字库文件输入到内存; 9.8位厂标照片输入到内存:将PIC文件输入在内存,可以跟改屏幕显示。 三、内存管理: 1.内存花样选择:选择所用的花板文件,按下C键还可以进行机器的文件参数复制; 2.内存程式编辑:可以查看和编辑每一页程式,当进入程式编辑画面后,可以对等行号,色代号,编织指令进行跳行编辑。F3为返回首行,F4最后一行,F5用于纱嘴交换(一系统和二系统交换)F6纱嘴替换,可以随意替换纱嘴;
3.内存花样编辑:进入此画面后我们可以清楚的看到花样的组织,同时可以作简单的修改,功能键F1用于跳行; 4.删除花样:删除指定的内存花样,输入文件编号即可。上下键选择“是”与“否”; 5.总清花样:按下此键,系统会有警告提示,如果“确定”将删除内存所有花样,即刷新内存,所有花板文件将丢失。 四、系统工作参数设定:设置机器辅助功能。 1.设定机器系统参数:按下此键会有密码提示输入显示,输入密码“1618”即可进入系统参数设定菜单: (1).针零位:设定读针的起始位置以及针距和机器总针数(设定此项参数前,应先将同步带齿校正),具体操作是先将机器左边对准第1枚针即可,然后按下F1就可设定针零位; (2).左系统纱嘴右行零位:将左系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(右行),按下F1即可确定; (3).左系统纱嘴左行零位:将左系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(左行),按下F1即可确定; (4).右系统纱嘴右行零位:将右系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(右行),按下F1即可确定; (5).右系统纱嘴左行零位:将右系统任意带上1枚纱嘴,然后用 手推到第1枚针的位置(左行),按下F1即可确定; (6).机头左限位:将机头推到左边限位开关处,按下F1即可。 (7).机头右限位:将机头推到右边限位开关处,按下F1即可。 (8).横机英寸针数:设置机器的针距,默认为14针。 (9).选针器右行补尝:当机器右行有乱针现象时,请补尝此参数,每次补尝的范围在0.2左右,机器高速乱针时,减小此参数,机器低速乱针时,增大此参数。
电气图纸制图规范及电气图纸的识读方法(二) 本篇共计七个章节: 九、图线、字体及其他: 1、图线:粗实线、细实线、波浪线、双折线、虚线、细点划线、粗点划线、双点划线,代号依次为A、B、C、D、F、G、J、K。 2、字体:如上图 3、箭头和指引线 开口箭头:用于电气能量、电气信号的传递方向(能量流、信息流流向) 实心箭头:用于可变性、力或运动方向,以及指引线方向。 指引线:指示注释的对象,应为细实线。 指引线末端加注标记:指向轮廓线内,用一黑点;指向轮廓线上,用一实心箭头;指向电气连接线上加一短划线。 4、围框:当需要在图上显示出图的某一部分,如功能单元、结构单元、项目组时,可用点划线围框表示。如在图上含有安装在别处而功能与本图相关的部分,这部分可加双点划线。 5、比例:图面上图形尺寸与实物尺寸的比值。通常采用的缩小比例系列:1:10、1:20、1:50、1:100、1:200、1:500。 6、尺寸注法 尺寸由尺寸线、尺寸界线、尺寸起止箭头(或45°短划线)、尺寸数字四个要素组成。 ⑴、尺寸注法的基本规则 ①、物件的真实大小应以图样上的尺寸数字为依据,与图形大小及绘图的准确度无关。 ②、图样中的尺寸数字,如没有明确说明,一律以mm为单位。 ③、图样中所标注的尺寸,为该图样所示机件的最后完工尺寸。 ④、物件的每一尺寸,一般只标注一次,并应标注在反映该结构最清晰的图形上。 ⑵、尺寸注法 ①、线性尺寸(长度、宽度、厚度)的尺寸数字一般注写在尺寸线的上方,也可注写在尺寸线的中断处。 ②、角度数字一律写成水平方向,注写在尺寸线的中断处,也可采用引出注写的方式。 ③、在没有足够的位臵画箭头或注写数字时也可移出标注。 ④、一些特定尺寸必须标注符号,如直径符号Φ、半径符号R、球符号S、球直径符号SΦ、球半径符号SR,厚度符号δ、用参考尺寸用()表示。正方形符号用□。 7、安装标高有绝对标高和相对标高之分。
电脑横机调机步骤公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
调机步骤 一、开机:当机器正确接上电源后,按下起动开关,会听到三声“嘟”的声音,然后进入机器内存自检画面,正常的话将进入主画面。 二、磁盘管理:按下磁盘作业按键时,会进入磁盘作业菜单。 1、列磁盘目录:列出磁盘上所有的文件; 2、动作文件输入到内存:将CNT文件输入到内存; 3、花板文件输入到内存:将PAT文件输入到内存; 4、内存动作文件输入到磁盘:将内存中的CNT文件复制到磁盘; 5、内存花板文件输入到磁盘:将内存中的PAT文件复制到磁盘; 6、格式化磁盘:将磁盘格式化; 7、磁盘文件删除:将磁盘中的某一个文件删除; 8、字库文件输入到内存:当系统升级后,需将新的字库文件输入到内存; 9、8位厂标照片输入到内存:将PIC文件输入到内存,可以更改屏幕显示。 三、内存管理:按下C键还可以进行机器的工作参数复制。 1、内存花样选择:用于选择从磁盘输入的花板文件,; 2、内存程式编辑:可以查看和编辑每一页程式,当进入程式编辑画面后,可以对行号、色代号、编织指令等进入修改。机器画面也会有相应的提示。按下F2后可以进行跳行编辑,F3为返回首行,F4为最后一行,F5用于纱嘴交换(一系统和二系统交换)F6纱嘴替换,可以随意替换纱嘴。 3、内存花样编辑:进入此画面后,我们可以清楚的看到花样的组织,同时可以简单的修改。功能键F1用于跳行。 4、删除花样:删除指定的花样,输入内存号即可。 5、总清花样:按下此键,系统会有警示提示,如果确定将删除内存所有花样,即刷新内存。所有花板文件将丢失。 四、设置机器辅助功能 1、设定机器系统参数1:按下此键会有密码提示输入显示,输入密码“1618”即可进入系统参数设定菜单。 (1)针零位:设定读针的起始位置以及针距和机器总针数,(设定此项参数前,应先将同步带齿距校正)具体操作是先将机器左边对准第1枚针即可,然后按下F1就可设定针零位。(2)左系统纱嘴右行零位:将左系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(右行),按下F1即可确定。 (3)左系统纱嘴左行零位:将左系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(左行),按下F1即可确定。 (4)右系统纱嘴右行零位:将右系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(右行),按下F1即可确定。 (5)右系统纱嘴左行零位:将右系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(左行),按下F1即可确定。 (6)机头左限位:将机头推到左边限位开关处,按下F1即可。 (7)机头右限位:将机头推到右边限位开关处,按下F1即可。 (8)横机1英寸针数:设置机器的针距,。 (9)选针器右行补偿:当机器右行有乱针现象时,请补偿此参数,每次补偿的范围在左右。机器高速乱针时,减小此参数,机器低速乱针时,增大此参数。 (10)选针器左行补偿:当机器左行有乱针现象时,请补偿此参数。每次补偿的范围在左右,机器高速乱针时,增大此参数,机器低速乱针时,减小此参数.
电气图纸制图规范及电气图纸的识读方法(一) 前言: 本文来自于多个单位的电气工程技术人员,现场施工人员等与三峡十年的信息交流,意见反馈等方式取得的大量电气图第一手信息资料,以供大家在现实生活中参考学习! 本文共分为十九个章节,分三篇。第一篇共计九个章节介绍。 一、电气图定义: 用电气图形符号、带注释的围框或简化外形表示电气系统或设备中组成部分之间相互关系及其连接关系的一种图。广义地说表明两个或两个以上变量之间关系的曲线,用以说明系统、成套装置或设备中各组成部分的相互关系或连接关系,或者用以提供工作参数的表格、文字等,也属于电气图之列。 二、电气图分类: 1、系统图或框图:用符号或带注释的框,概略表示系统或分系统的基本组成、相互关系及其主要特征的一种简图。 2、电路图:用图形符号并按工作顺序排列,详细表示电路、设备或成套装置的全部组成和连接关系,而不考虑其实际位置的一种简图。目的是便于详细理解作用原理、分析和计算电路特性。 3、功能图:表示理论的或理想的电路而不涉及实现方法的一种图,其用途是提供绘制电路图或其他有关图的依据。 4、逻辑图:主要用二进制逻辑(与、或、异或等)单元图形符号绘制的一种简图,其中只表示功能而不涉及实现方法的逻辑图叫纯逻辑图。 5、功能表图:表示控制系统的作用和状态的一种图。 6、等效电路图:表示理论的或理想的元件(如R、L、C)及其连接关系的一种功能图。 7、程序图:详细表示程序单元和程序片及其互连关系的一种简图。 8、设备元件表:把成套装置、设备和装置中各组成部分和相应数据列成的表格其用途表示各组成部分的名称、型号、规格和数量等。 9、端子功能图:表示功能单元全部外接端子,并用功能图、表图或文字表示其内部功能的一种简图。 10、接线图或接线表:表示成套装置、设备或装置的连接关系,用以进行接线和检查的一种简图或表格。 ⑴单元接线图或单元接线表:表示成套装置或设备中一个结构单元内的连接关系的一种接线图或接线表。(结构单元指在各种情况下可独立运行的组件或某种组合体) ⑵互连接线图或互连接线表:表示成套装置或设备的不同单元之间连接关系的一种接图或接线表。(线缆接线图或接线表) ⑶端子接线图或端子接线表:表示成套装置或设备的端子,以及接在端子上的外部接线(必要时包括内部接线)的一种接线图或接线表。
第四章机械设备投入计划及检测设备 4.1 主要施工机械设备投入计划 4.1.1 主要施工机械设备的选择 1、塔吊选择 为满足施工需要,决定选QTZ63塔吊1台,具体布置详见施工平面布置图。 2、垂直运输工具的选择及配备 垂直运输机械的布置主要是为施工人员提供上下交通及后期砌体和装饰等工程的垂直运输。 本工程布置1台施工电梯,2台施工龙门架,负责材料垂直运输。 3、混凝土输送泵的选择与配备 本工程根据单位工程混凝土在不同阶段、不同流水段、不同部位的施工情况来配备混凝土输送泵,地下室及底板混凝土浇筑阶段,由于地下室底板混凝土量大,必须配备足够数量的混凝土输送泵。但混凝土输送的高度要求低,因此,我们根据施工区域,浇筑时暂时考虑选用4台HBT80固定泵,考虑到工期要求和进度变化,则另由租赁公司为本工程配置输送泵随时调用。 地上结构施工时每功能区配置1台HBT80混凝土泵,同时配置一台布料机,用于混凝土浇筑时的布料。
4、主要钢筋、模板机械选择与配备 (1)本工程所采用的钢筋机械配备数量 本工程施工区配置2台钢筋弯曲机,2台钢筋切断机2台钢筋调直机,1台闪光对焊机;4台电渣压力焊机。 (2)模板加工设备选型及数量 本工程配备2台及4台木工圆锯机,以满足施工的木工压刨床需求。 机械设备投入计划4.1.2 表4.1.2 主要施工机械投入计划 序号种类型号功率数量备注 QTZ63 1×55.5kw 1台 1 塔式起重机 HBT80 4×90kw 42 台砼输送泵 JTV-1 1台 13 ×45kw 施工电梯 PK8Z-80 24 台2×龙门架7.5kw 350L 台5 11kw 22砼搅拌机×UJZ-325 6 25kw 台砂浆搅拌机×50H-6A4.5kw100扬程水7 HW-602.8kw蛙式打夯8PZ-5010.5kw平板式振动9 HZ6X-301插入式振动101.1kw1HZ6X-601插入式振动11.1kw11 BN-100100KvA闪光对焊12 KDZ-500电渣压力焊1332KvA 14电焊24KvA3-300-2153-500-230KvA电焊GJ1-40钢筋切断
电气图的绘制原则和方法: 1、电气图面的构成:边框线、图框线、标题栏、会签栏组成。 2、幅面及尺寸:边框线围成的图面啊图纸的幅面。 ⑴、幅面尺寸分五类:AO—A2号图纸一般不得加长;A3、A4号图纸可根据需要,沿短边加长。 ⑵、选择幅面尺寸的基本前提:保证幅面布局紧凑、清晰和使用方便。 ⑶、幅面选择考虑因素: ①、所设计对象的规模和复杂程度。 ②、由简图种类所确定的资料的详细程度。 ③、尽量选用较小幅面。 ④、便于图纸的装订和管理。 ⑤、复印和缩微的要求。 3、标题栏是用以确定图样名称、图号、张次、更改和有关人员签名等内容的栏目,相当于图样的“铭牌”。标题栏的位置一般在图纸的右下方或下方。标题栏中的文字方向为看图方向,会签栏是供各相关专业的设计人员会审图样时签名和标注日期用。 4、图幅的区分:在图的边框处,竖边方向用大写拉丁字母,横边方向用阿拉伯数字,编号的顺序从标题栏相对的左上角开始,分区数就是偶数。分区的代号为字母+数字。 5、图线的布置:表示导线、信号通路、连接线等的图线一般应为直线,即横平竖直,尽可能减少交叉和弯折。 ⑴、水平布置:将设备和元件按行布置,使得其连接线一般成水平布
⑵、垂直布置:将设备或元件按列排列,连接线成垂直布置。 ⑶、交叉布置:将相应的元件连接成对称的布局。 6、电路或元件的布局 ⑴、功能布局法:简图中元件符号的布置,只考虑便于看出他们所 表示的元件功能关系,而不考虑实际位置的一种布局方法。在此布局中,将表示对象划分为若干功能组,按照因果关系从左到右或从上到下布置;每个功能组的元件应 集中布置在一起,并尽可能按工作顺序排列。大部分电气图为功能图。布局时就遵守的原则: ①、布局顺序应是从左到右或从上到下。 ②、如果信息流或能量流从右到左或从上到下,以及流向对看图都不明显时,应在连接线上画开口箭头。开口箭头不应与其他符号相邻近。③、在闭合电路中,前向通路上的信息流方向应该是从左到右或从上到下。反馈通路的方向则相反。 ④、图的引入引出线最好画在图纸边框附近。 ⑵、位置布局法:指简图中元件符号的布置对应于该元件实际位置的 布局方法。此布局可以看出元件的相对位置和导线的走向。
第四章设施布置 教学目的:通过本章教学,使学生了解有关生产与运作系统设置的影响因素,设施布置的基本类型,掌握生产与运作系统设置的方法等。 内容结构: 一、生产与运作系统设置的影响因素 二、生产与运作系统过程的组织 三、生产与运作系统设置的基本类型 四、生产与运作系统的时间组织 五、生产与运作系统设置的方法 本章重点、难点: 生产与运作系统设置的方法 本章教学进度:8课时 主要讲授内容: 一、设施布置的概念及考虑的问题 1、概念:对车间、工作中心和设备进行布局,以确保系统中工作流(顾客或材料)的畅通。 2、考虑的问题: (1)有利生产(服务)──工厂布置要满足产品生产过程的要求,围绕基本生产车间进行安排 (2)方便运输──适应厂内外运输要求,避免货运路线与人流路线交叉 (3)节约用地──布置紧凑,立体布置 (4)良好环境──布局整齐、美观;色调配套;照明;音乐;香味 二、典型的布置形式 1、按产品原则布置 按产品原则布置就是按对象专业化原则布置有关机器和设施。 2、按工艺原则布置 按工艺原则布置,又称工艺专业化布置,就是按照工艺专业化原则将同类机器集中在一起,完成相同工艺加工任务。
3、定位布置 定位布置是指加工对象位置固定,生产工人和设备都随加工产品所在的某一位置而转移。由于某些产品体积庞大笨重,不容易移动,所以可保持产品不动,将工作地按生产产品的要求来固定布置。 4、单元化布置 按工艺专业化布置生产和服务设施,容易造成被加工对象在生产单位之间交叉往返运输,不仅引起费用上升,而且延长了生产周期。而单元化布置的基本原理是,首先根据一定的标准将结构和工艺相似的零件组成一个零件组,确定出零件组的典型工艺流程,再根据典型工艺流程的加工内容选择设备和工人,由这些设备和工人组成一个生产单元。单元化布置很类似于对象专业化形式,但它更适合于多品种的批量生产,因而比对象专业化形式具有更高的柔性。 三、设施布置的分类 1、工厂布置 ◆工厂布置的目标——“五最” (1)最短的运输路线——使未来的生产经营成本尽可能低; (2)最大的灵活性——灵活、富有弹性的布置对于企业未来的发展及适应变化的能力无疑具有重要意义,但这一目标的实现往往是困难的; (3)最有效的面积利用——在地价日益上涨的今天,为了节约成本,企业应尽可能的节省用地; (4)最良好的工作环境——不仅企业设施是配置在一定的厂区之内,企业职工也在这一环境中工作和生活,他们积极性的高低直接影响着企业的经营成果。所以,工厂布置应为他们提供良好的工作环境; (5)最合理的发展余地——合理的工厂平面布置应能为企业的发展提供适当的余地,那种不考虑远景发展的短视眼光在工厂布置中是十分有害的。 ◆工厂布置的方法 样片和模型布置法(S a m p l e s a n d M o d e l s) 这种布置方法就是把工厂中的某一厂房或某一车间、工段内所需要布置的各种机器设备、通道和其他设施,按1/100的比例,用硬纸板剪成样片,按照应该占用的面积,适当地试布置在同一比例的建筑蓝图上。对于工厂总平面布置图和
常用的针法和花型介绍大全 珠地——(单吊目)在衫身上直的一条一条,而每条又是一粒粒象珠一样帮称珠地(又称元宝针);双机板排针同四平;半转打花半转平;底右面左松,面右不动(特殊要求除外)。珠地要開面包針,留意花針與挂砣和面左字碼兩面有不相稱的外觀和結構,正面線圈大而圓,反面极為細小的條狀. 柳条——(双吊目)1X1罗纹,在衫身上也是直的一条一条,但没有珠状,故称柳条,双机板排针同四平;控制键全开,底左面右字码密(放高),底右面左字码松(放低)。(換一邊也可以)區別柳條字碼,要看是否條直,開針要開斜角,且針跟打花字碼靠由於每一行紋路包括多行線圈,所以衫身闊度向擅長程度很大,生產速度比較慢,然而厚度和重量及豐滿手感,是其它組織不可達到的 打鸡——双机板排针同四平,1转元同半转平,字码适当正面和反面相同,比三平和四平更穩定,因為織片線圈張力相稱,所以不會卷曲而特別適合需要結實,稠密和穩定的針織衫. 過令士——(桂花目),將機板的機針進行幾專面針,過底針幾專這樣達到的效果. 扭绳——又叫辫子花,分3支扭支,6支扭6支等,扭绳左右两边一定要1-2支底针,这样在才显出扭绳的主体感,(又称麻花)這里舉例,扭繩有一般扭繩,蝴蝶繩,鴛鴦繩.等.在多針扭繩時,可在扭繩位將底放幾支針以拉長線圈. 搬针——收针,同一组织单支针或多支针向多方向搬移也可以說是收針的一種,但是做法比較特別,故列出來.同一組織多支針整體移動. 谷波——排针同四平,织谷位时,关底边2个控制键,面针(单边)可织多几转后再与底针相连形成一个鼓起的波浪形和卷紋 单边——单机板满针,左右起针三角控制键全开,字码适当單邊織片是一排織針編織,單邊的針步是在同一的平面並排著的 四平——双机板满针,四个控制键全开,字码适当。四平是用兩排對角針板編織的雙面織片,兩面機板的織針全部操作而每排織針隨著各自方面, 交替牽拉編織而成.織片的底和面的外觀相同,織片有彈性. 元同——双机板满针,控制键面左及底右打开,字码适当。元同有一般元同,開口元同和通心元同之分.常見的有元同無縫骨做法., 首先是面機板吃線平編,然后底針平編,兩面有相同的橫列. 三平——双机板满针,控制键底右关闭,字码适当。上好梳,织好衫脚后,调好字码(主要元同字碼鬆,四平字碼結), 織片正面是拉長的橫列,背面是兩行橫列.正是由於背面兩位於正面因而朝向面卷曲,織片較平針紋路有更高的穩定和結實性. 坑條—又叫羅紋分2X1,3X2,4X3;10x2,4x1,6x1等.双机板按规定数间隔排针,控制键全开,字码适当。坑條收花,吐針有二種(底過面收,或分底面收吐).上梳,收花要漫波,兩面的縱行交錯配置形成縱向紋路或溝形效果. 1x1羅紋:英式羅紋,正面與背面的單行縱向線圈交替編成的組織.
电脑横机调机步骤 Prepared on 22 November 2020
调机步骤 一、开机:当机器正确接上电源后,按下起动开关,会听到三声“嘟”的声音,然后进入机器内存自检画面,正常的话将进入主画面。 二、磁盘管理:按下磁盘作业按键时,会进入磁盘作业菜单。 1、列磁盘目录:列出磁盘上所有的文件; 2、动作文件输入到内存:将CNT文件输入到内存; 3、花板文件输入到内存:将PAT文件输入到内存; 4、内存动作文件输入到磁盘:将内存中的CNT文件复制到磁盘; 5、内存花板文件输入到磁盘:将内存中的PAT文件复制到磁盘; 6、格式化磁盘:将磁盘格式化; 7、磁盘文件删除:将磁盘中的某一个文件删除; 8、字库文件输入到内存:当系统升级后,需将新的字库文件输入到内存; 9、8位厂标照片输入到内存:将PIC文件输入到内存,可以更改屏幕显示。 三、内存管理:按下C键还可以进行机器的工作参数复制。 1、内存花样选择:用于选择从磁盘输入的花板文件,; 2、内存程式编辑:可以查看和编辑每一页程式,当进入程式编辑画面后,可以对行号、色代号、编织指令等进入修改。机器画面也会有相应的提示。按下F2后可以进行跳行编辑,F3为返回首行,F4为最后一行,F5用于纱嘴交换(一系统和二系统交换)F6纱嘴替换,可以随意替换纱嘴。 3、内存花样编辑:进入此画面后,我们可以清楚的看到花样的组织,同时可以简单的修改。功能键F1用于跳行。
4、删除花样:删除指定的花样,输入内存号即可。 5、总清花样:按下此键,系统会有警示提示,如果确定将删除内存所有花样,即刷新内存。所有花板文件将丢失。 四、设置机器辅助功能 1、设定机器系统参数1:按下此键会有密码提示输入显示,输入密码“1618”即可进入系统参数设定菜单。 (1)针零位:设定读针的起始位置以及针距和机器总针数,(设定此项参数前,应先将同步带齿距校正)具体操作是先将机器左边对准第1枚针即可,然后按下F1就可设定针零位。 (2)左系统纱嘴右行零位:将左系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(右行),按下F1即可确定。 (3)左系统纱嘴左行零位:将左系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(左行),按下F1即可确定。 (4)右系统纱嘴右行零位:将右系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(右行),按下F1即可确定。 (5)右系统纱嘴左行零位:将右系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(左行),按下F1即可确定。 (6)机头左限位:将机头推到左边限位开关处,按下F1即可。 (7)机头右限位:将机头推到右边限位开关处,按下F1即可。 (8)横机1英寸针数:设置机器的针距,。 (9)选针器右行补偿:当机器右行有乱针现象时,请补偿此参数,每次补偿的范围在左右。机器高速乱针时,减小此参数,机器低速乱针时,增大此参数。
一、判断: 1.用电气图形符号、带注释的围框或简化外形表示电气系统或设备中组成部分之间相互关系及其连接关系的一 种图。() 2.电气图可以分成系统图或框图、电路图、功能图等几种形式。() 3.功能图是表示控制系统的作用和状态的一种图。() 4.等效电路图是表示理论的或理想的元件(如R、L、C)及其连接关系的一种功能图。() 5.程序图:详细表示程序单元和程序片及其互连关系的一种简图()。 6.端子功能图是表示功能单元全部外接端子,并用功能图、表图或文字表示其内部功能的一种简图。() 7.接线图或接线表是用来表示成套装置、设备或装置的连接关系,用以进行接线和检查的一种简图或表格。() 8.单元接线图表示成套装置或设备中一个结构单元内的连接关系的一种接线图或接线表。() 9.互连接线图表示成套装置或设备的不同单元之间连接关系的一种接图或接线表。() 10.电气图的作用是用来阐述电的工作原理,描述产品的构成和功能,提供装接和使用信息的重要工具和手段。 11.电气图的主要表达方式是简图。() 12.图形符号的用于图样或其他文件以表示一个设备或概念的图形、标记或字符。() 13.图形符号由一般符号、符号要素、限定符号等组成。() 14.电气设备用图形符号的用途:识别、限定、说明等。() 15.电气设备用图形符号是完全区别于电气图用图形符号的另一类符号。主要适用于各种类型的电气设备或电气 设备部件上。() 16.电气技术中的文字符号分基本文字符号和辅助文字符号。基本文字符号分单字母符号和双字母符号。() 17.项目代号由拉丁字母、阿拉伯数字、特定的前缀符号,按照一定规则组合而成的代码。() 18.位置代号指项目在组件、设备、系统或建筑物中的实际位置的代号。() 19.电气图面由边框线、图框线、标题栏、会签栏组成。() 20.在图的边框处,竖边方向用大写拉丁字母,横边方向用阿拉伯数字。() 21.开口箭头不表示电气能量、电气信号的传递方向(能量流、信息流流向)() 22.空心箭头用于可变性、力或运动方向,以及指引线方向。() 23.指引线指示注释的对象,应为粗实线。() 24.尺寸由尺寸线、尺寸界线、尺寸起止箭头(或60°短划线)、尺寸数字四个要素组成。() 25.电气位置图均采用绝对标高。() 26.机械图不必严格按机件的位置进行布局,而简图的布局则可根据具体情况灵活进行。() 27.采用集中和半集中表示法绘制的元件,其项目代号不能在符号旁标注一次并与机械连接线对齐。() 28.概略图和框图是用符号或带注释的框,概略表示系统或分系统的基本组成、相互关系及主要特征的一种全功 能图。() 29.概略图与框图的共同点:都是用符号和带注释的框来表示。() 30.由于系统图和框图不具体表示项目的实际连接线和安装位置,所以一般都标注端子代号和位置代号。() 31.当采用带点划线框绘制时,其连接线接到该框内图形符号内,当采用方框符号或带注释的实线框时,则连接 线接到框的轮廓线上。() 32.数据单是对特定项目给出大概的信息资料。() 33.简图或位置图用来表示成套装置、设备或装置中各个项目的形式的一种简图。() 34.一般符号是表示一类产品或此类产品性的一种通常很复杂的符号。() 35.符号要素不具有确定意义的简单图形,必须同其他图形组合以构成一个设备或概念的完整符号。() 36.限定符号用以提供附加信息的一种加在其他符号上的符号。它可以单独使用,但一般符号有时也可用作限 定符号。() 37.单字母符号是用拉丁字母将各种电气设备、装置和元器件划分为45大类,每大类用一个专用单字母符号表 示。如R为电阻器,Q为电力电路的开关器件类等。() 38.双字母符号表示种类的双字母与另一字母组成。() 39.辅助文字符号表示电气设备、装置和元器件以及线路的功能、状态和性能的,通常也是由英文单词的前一两
实验九电脑横机花色织物上机实验 一、目的要求 1.掌握电脑横机的结构和工作原理 2.掌握结构花型织物的设计与上机方法 二、设备工具 1.电脑提花横机 2.纱线 三、方法步骤 1.在电脑辅助设计系统上设计一种单面或双面花色织物的意匠图和上机工艺并经检查后通过,步骤如下: (1)点击M1图标,进入程序设计界面; (2)点击文件菜单,选择新建或点击新建图标打开新建花型对话框,输入花型名称; (3)点击选择按钮,弹出选择机型对话框; (4)输入花宽、花高,选择基本花型、起头方式,完成后点击OK,回到设计窗口; (5)在工艺视图窗口或织物视图窗口中画图; (6)设计完成后,点击显示导纱器区域图标打开显示导纱器区域的窗口,排列导纱器; (7)单击工艺视图左侧的工艺数据线,选择线圈长度、牵拉值、机速等工艺参数,并设定相应的参数值; (8)设定完成后,按F10键进行工艺处理; (9)点击Sintral菜单的Sintral检验项,弹出检验窗口,点击检验窗口中的Start按钮,对程序进行检验; (10)检验完成后,点击Sintral菜单的“数据保存到软盘上…”,将程序存入软盘。 2.将存盘后的工艺输入电脑横机进行编织,具体步骤如下: (1)打开主电源后显示屏上显示主菜单; (2)点击主菜单上的读盘图标将软盘程序读入机器; (3)点击开关机图标进入开关机界面; (4)点击SP开机; 3.调整机器织出产品 (1)检查程序中所用的导纱器是否都穿上相应的纱线(注意导纱器不能位于夹线器正上方,夹线器必须退到位); (2)检查针床上不能有杂物、乱线,各成圈机件位于起始位置; (3)抬起手柄慢速开动机器; (4)在起底板起头后编织若干横列,机器编织正常后关闭护罩门,将手柄完全抬上,让机器正常编织; 4.注意! (1)在编织时不要离开机器,随时观察织物编织情况,出现问题及时停车;
慈星电脑横机专用调试步骤 慈星电脑横机调试操作说明简介 一、开机:当机器正确接上电源后,按下起动开关,会听到三声“嘟”的声音,然后进入机器内存自检画面,正常的话将进入主画面。 二、磁盘管理:按下磁盘作业按键时,会进入磁盘作业菜单。 1.列磁盘目录:列出磁盘上所有的文件; 2.动作文件输入到内存:将CNT文件输入到内存; 3.花板文件输入到内存:将PAT文件输入到内存; 4.内存动作文件输入到磁盘:将内存中的CNT文件复制到磁盘; 5.内存花板文件输入到磁盘:将内存中的PAT文件复制到磁盘; 6.格式化1.44MB磁盘:将磁盘格式化; 7.磁盘文件删除:将磁盘中的某一个文件删除; 8.字库文件输入到内存:当系统升级后,需将新的字库文件输入到内存; 9.8位厂标照片输入到内存:将PIC文件输入在内存,可以跟改屏幕显示。 三、内存管理: 1.内存花样选择:选择所用的花板文件,按下C键还可以进行机器的文件参数复制; 2.内存程式编辑:可以查看和编辑每一页程式,当进入程式编辑画面后,可以对等行号,色代号,编织指令进行跳行编辑。F3为返回首行,F4最后一行,F5用于纱嘴交换(一系统和二系统交换)F6纱嘴替换,可以随意替换纱嘴; 3.内存花样编辑:进入此画面后我们可以清楚的看到花样的组织,同时可以作简单的修改,功能键F1用于跳行; 4.删除花样:删除指定的内存花样,输入文件编号即可。上下键选择“是”与“否”; ; 5.总清花样:按下此键,系统会有警告提示,如果“确定”将删除内存所有花样,即刷新内存,所有花板文件将丢失。四、系统工作参数设定:设置机器辅助功能。
1.设定机器系统参数:按下此键会有密码提示输入显示,输入密码“1618”即可进入系统参数设定菜单: (1).针零位:设定读针的起始位置以及针距和机器总针数(设定此项参数前,应先将同步带齿校正),具体操作是先将机器左边对准第1枚针即可,然后按下F1就可设定针零位; (2).左系统纱嘴右行零位:将左系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(右行),按下F1即可确定; (3).左系统纱嘴左行零位:将左系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(左行),按下F1即可确定; (4).右系统纱嘴右行零位:将右系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(右行),按下F1即可确定; (5).右系统纱嘴左行零位:将右系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(左行),按下F1即可确定; (6).机头左限位:将机头推到左边限位开关处,按下F1即可。 (7).机头右限位:将机头推到右边限位开关处,按下F1即可。 (8).横机英寸针数:设置机器的针距,默认为14针。 (9).选针器右行补尝:当机器右行有乱针现象时,请补尝此参数,每次补尝的范围在0.2左右,机器高速乱针时,减小此参数,机器低速乱针时,增大此参数。 (10). 选针器左行补尝:当机器右行有乱针现象时,请补尝此参数,每次补尝的范围在0.2左右,机器高速乱针时,增大此参数,机器低速乱针时,减小此参数。 2.设定机器参数: (1).纱嘴停放修正值:设定机器高速和低速时纱嘴停放的位置(1-14); (2).电磁铁高压:用于高速各种电磁铁的通电时间,一般不需要调整; (3).选针器高压:设定选针器刀片工作时的电流,一般调在2,太大有可能烧坏选针器(1-9); (4).选针器低压:此项不用调; (5).度目马达复位速度:设定此项参数可以调整度目马达在复位时速度,数字越大,马达复位速度就越快(1-10); (6).度目马达最高复位速度:设定此项参数可以调整度目马达在工作时的速度,数字越大,马达复位速度就越快,(1-10);
一、电路的多线表示法和单线表示法 1、多线表示法:每根连接线或导线各用一条图线表示的方法。 特点:能详细地表达各相或各线的容,尤其在各相或各线容不对称的情况下采用此法。 2、单线表示法:两根或两根以上的连接线或导线,只用一条线的方法。 特点:适用于三相或多线基本对称的情况。 3、混合表示法:一部分用单线,一部分用多线。 特点:兼有单线表示法简洁精炼的特点,又兼有多线表示法对描述对象精确、充分的优点,并且由于两种表示法并存,变化、灵活。 二、电气元件的集中表示法和分开表示法
1、集中表示法:将设备或成套装置中一个项目各组成部分的图形符号在简图上绘制在一起的方法。 适用围和特点:简单的图。各组成部分用机械连接线(虚线)互相连接起来。连接线必须为直线。 2、半集中表示法:为了使设备和装置的电路布局清晰,易于识别,将一个项目中某些部分的图形符号,在简图上分开布置,并用机械连接符号表示他们之间关系的方法。 机械连接线可以弯折、分支和交叉。 3、分开表示法:为了使设备和装置的电路布局清晰,易于识别,把一个项目中某些部分的图形符号,在简图上分开布置,并仅用项目代号表示他们之间关系的方法。 分开表示法与采用集中表示法或半集中表示法的图给出的信息量要等量。 4、三种方法的比较见图
5、项目代号的标注方法 (1)采用集中和半集中表示法绘制的元件,其项目代号只在符号旁标注一次并与机械连接线对齐。 (2)采用分开表示法绘制的元件,其项目代号应在项目的每一部分的符号旁标注。 (3)项目代号的标注位置应尽量靠近图形符号的上方,尤其是项目代号的第3段(种类代号)就靠近符号的中心。 (4)当电路水平布置时,项目代号标在符号的上方,当电路垂直布置时,项目代号标注在符号的左方。项目代号就水平书写,从上到下或从左到右。 (5)项目代号中的端子代号就标在端子或端子位置的旁边。 (6)对于画有围框的功能单元和结构单元,其项目代号就标注在围框的上方或左方。 (7)大多数情况,项目代号中的高层代号可以标注在标题栏或图纸的上方简化符号旁项目
电气图的基本表示方法 一、电路的多线表示法和单线表示法 1、多线表示法:每根连接线或导线各用一条图线表示的方法。 特点:能详细地表达各相或各线的内容,尤其在各相或各线内容不对称的情况下采用此法。 2、单线表示法:两根或两根以上的连接线或导线,只用一条线的方法。 特点:适用于三相或多线基本对称的情况。 3、混合表示法:一部分用单线,一部分用多线。 特点:兼有单线表示法简洁精炼的特点,又兼有多线表示法对描述对象精确、充分的优点,并且由于两种表示法并存,变化、灵活。 二、电气元件的集中表示法和分开表示法 1、集中表示法:将设备或成套装置中一个项目各组成部分的图形符号在简图上绘制在一起的方法。适用范围和特点:简单的图。各组成部分用机械连接线(虚线)互相连接起来。连接线必须为直线。 2、半集中表示法:为了使设备和装置的电路布局清晰,易于识别,将一个项目中某些部分的图形符号,在简图上分开布置,并用机械连接符号表示他们之间关系的方法。机械连接线可以弯折、分支和交叉。
3、分开表示法:为了使设备和装置的电路布局清晰,易于识别,把一个项目中某些部分的图形符号,在简图上分开布置,并仅用项目代号表示他们之间关系的方法。分开表示法与采用集中表示法或半集中表示法的图给出的信息量要等量。 4、三种方法的比较见图 5、项目代号的标注方法: ⑴、采用集中和半集中表示法绘制的元件,其项目代号只在符号旁标注一次并与机械连接线对齐。 ⑵、采用分开表示法绘制的元件,其项目代号应在项目的每一部分的符号旁标注。 ⑶、项目代号的标注位置应尽量靠近图形符号的上方,尤其是项目代号的第3段(种类代号)就靠近符号的中心。 ⑷、当电路水平布置时,项目代号标在符号的上方,当电路垂直布置时,项目代号标注在符号的左方。项目代号就水平书写,从上到下或从左到右。 ⑸、项目代号中的端子代号就标在端子或端子位置的旁边。
一、电气图定义: 用电气图形符号、带注释的围框或简化外形表示电气系统或设备中组成部分之间相互关系及其连接关系的一种图。广义地说表明两个或两个以上变量之间关系的曲线,用以说明系统、成套装置或设备中各组成部分的相互关系或连接关系,或者用以提供工作参数的表格、文字等,也属于电气图之列。 二、电气图分类: 1、系统图或框图:用符号或带注释的框,概略表示系统或分系统的基本组成、相互关系及其主要特征的一种简图。 2、电路图:用图形符号并按工作顺序排列,详细表示电路、设备或成套装置的全部组成和连接关系,而不考虑其实际位置的一种简图。目的是便于详细理解作用原理、分析和计算电路特性。 3、功能图:表示理论的或理想的电路而不涉及实现方法的一种图,其用途是提供绘制电路图或其他有关图的依据。 4、逻辑图:主要用二进制逻辑(与、或、异或等)单元图形符号绘制的一种简图,其中只表示功能而不涉及实现方法的逻辑图叫纯逻辑图。 5、功能表图:表示控制系统的作用和状态的一种图。 6、等效电路图:表示理论的或理想的元件(如R、L、C)及其连接关系的一种功能图。 7、程序图:详细表示程序单元和程序片及其互连关系的一种简图。 8、设备元件表:把成套装置、设备和装置中各组成部分和相应数据列成的表格其用途表示各组成部分的名称、型号、规格和数量等。 9、端子功能图:表示功能单元全部外接端子,并用功能图、表图或文字表示其内部功能的一种简图。 10、接线图或接线表:表示成套装置、设备或装置的连接关系,用以进行接线和检查的一种简图或表格。 ⑴单元接线图或单元接线表:表示成套装置或设备中一个结构单元内的连接关系的一种接线图或接线表。(结构单元指在各种情况下可独立运行的组件或某种组合体)
电气图纸制图标准及看图方法 一、电气图定义: 用电气图形符号、带注释的围框或简化外形表示电气系统或设备中组成部分之间相互关系及其连接关系的一种图。广义地说表明两个或两个以上变量之间关系的曲线,用以说明系统、成套装置或设备中各组成部分的相互关系或连接关系,或者用以提供工作参数的表格、文字等,也属于电气图之列。 二、电气图分类:
1、系统图或框图:用符号或带注释的框,概略表示系统或分系统的基本组成、相互关系及其主要特征的一种简图。 2、电路图:用图形符号并按工作顺序排列,详细表示电路、设备或成套装置的全部组成和连接关系,而不考虑其实际位置的一种简图。目的是便于详细理解作用原理、分析和计算电路特性。 3、功能图:表示理论的或理想的电路而不涉及实现方法的一种图,其用途是提供绘制电路图或其他有关图的依据。 4、逻辑图:主要用二进制逻辑(与、或、异或等)单元图形符号绘制的一种简图,其中只表示功能而不涉及实现方法的逻辑图叫纯逻辑图。 5、功能表图:表示控制系统的作用和状态的一种图。 6、等效电路图:表示理论的或理想的元件(如R、L、C)及其连接关系的一种功能图。 7、程序图:详细表示程序单元和程序片及其互连关系的一种简图。 8、设备元件表:把成套装置、设备和装置中各组成部分和相应数据列成的表格其用途表示各组成部分的名称、型号、规格和数量等。 9、端子功能图:表示功能单元全部外接端子,并用功能图、表图或文字表示其内部功能的一种简图。 10、接线图或接线表:表示成套装置、设备或装置的连接关系,用以进行接线和检查的一种简图或表格。 ⑴单元接线图或单元接线表:表示成套装置或设备中一个结构单元内的连接关系的一种接线图或接线表。(结构单元指在各种情况下可独立运行的组件或某种组合体) ⑵互连接线图或互连接线表:表示成套装置或设备的不同单元之间连接关系的一种接图或接线表。(线缆接线图或接线表) ⑶端子接线图或端子接线表:表示成套装置或设备的端子,以及接在端子上的外部接线(必要时包括内部接线)的一种接线图或接线表。