第24卷 第1期2003年 3月
材 料 热 处 理 学 报
TRANSACTIONS OF MATERIALS AND HEAT TREATMENT
Vol .24 No .1March 2003
异种金属摩擦焊后电场热处理组织与扩散行为
傅 莉, 杜随更, 介万奇
(西北工业大学材料科学与工程学院,陕西西安
710072)
摘 要:采用电子探针线扫描等试验技术研究了强电场对T2紫铜和1Cr18Ni9T i 不锈钢摩擦焊接头焊
后退火显微组织及其主要合金元素扩散行为的影响。结果表明:外加电场加快了焊合区金属的再结晶进程,提高了晶粒长大速度,增大了晶粒尺寸,且使退火孪晶数量增多,其中负电场(试件接电源负极)的作用最为明显;此外,紫铜与不锈钢摩擦焊接头焊后电场退火过程中,主要合金元素Cu 与Fe 在焊合区的扩散区比常规热处理时要宽,且扩散区宽度随电场强度数值的增大而增大。其中,负电场使摩擦焊接界面扩散区宽度增大更为明显。关键词:电场退火; 异种金属; 摩擦焊接头中图分类号:TG401, TG456 9, TG113 1
文献标识码:A
文章编号:1009 6264(2003)01 0073 05
收稿日期: 2002 08 19; 修订日期: 2002 12 10基金项目: 国家自然科学基金(50005017)
作者简介: 傅莉(1968 ),女,西北工业大学在职博士,副教授。主要研究方向为同种或异种金属摩擦焊接及其焊后热处理工艺,相关焊接及热处理设备的控制技术。发表论文20余篇,曾获省部级科技进步一等奖2项。联系电话:029-*******,Email:Fudi317@yahoo.co https://www.doczj.com/doc/15871541.html,
电场复合热处理技术是一种有效的强韧化热处理工艺。目前,国内外许多学者已开展过一些强电场
作用下材料行为的研究工作[1~4],相关研究表明[5]
,直流电脉冲可使铜在等温退火过程中的回复和再结晶速率提高,再结晶晶粒尺寸减小,晶粒长大速率增大,退火孪晶的形成受到抑制。其研究结果进一步证实,漂移电子对晶体缺陷有影响,从而影响到固态反应和微观组织结构。Conrad
[6]
等研究结果表明,强电
场可提高铜和铝的回复和再结晶温度,这一点与电流通过试样的作用相反。国内近年来的研究表明,电场和电场均能降低7475铝合金的再结晶温度和硬度,提高再结晶速度[7,8]
;而外加电场则会抑制冷轧IF 钢板再结晶进程,促进再结晶纤维织构的形成和发展[9]
。但将电场复合热处理工艺用于异种金属摩擦焊接头焊后热处理过程的研究还未见报道。在传统的摩擦焊接头焊后热处理中,若能减少热处理过程对焊接接头组织的热影响,而通过施加外电场来增强焊接接头两侧异种金属间合金元素的扩散能力,则可望进一步提高异种材料焊接接头的力学性能。因此,本研究尝试在外加电场条件下进行T2紫铜与1Cr18Ni9Ti 不锈钢摩擦焊接头的焊后退火热处
理,采用电子探针线扫描等试验技术探讨外加电场对异种金属摩擦焊接头热处理组织形态与分布、合金元素扩散行为的影响。
1 试验条件与方法
试件进行热处理之前,均采用常规摩擦焊接方法在C25型连续驱动摩擦焊机上施焊,摩擦副尺寸分别是:不锈钢为 20mm 70mm (旋转端)和紫铜为 20mm 120mm (移动端),焊前均为热轧态。焊接规范为:摩擦压力0 85MPa;顶锻压力1 25MPa;摩擦时间2s;顶锻时间6s,顶锻提前时间0 3s 。焊后将棒件铣成120mm 9m m 2mm 的板件,进行电场中的退火实验,热处理参数见表1。
表1 紫铜与不锈钢摩擦焊接头焊后热处理参数Table 1 Electric field and post weld heat treatment parameters
编号电场强度 V !mm -1
处理温度 ?
处理时间 h
P222006002P343006004P242006004P323006002N323006002N242006004N222006002N343006004Z206002Z406004Z0
注:编号P 表示工件接电源#正极?,N 表示工件接电源#负极?,Z 表示无电场作用,Z0为焊态试件
热处理设备采用SX 5 12型箱式电炉,配置自动恒温装置,实验采用自制不锈钢电极施加电场,通过倍压整流电路装置可调整输出电压在0~6kV 之间变化。实验时将试件置于U 型不锈钢极板的中间,使试件接电源的一极,
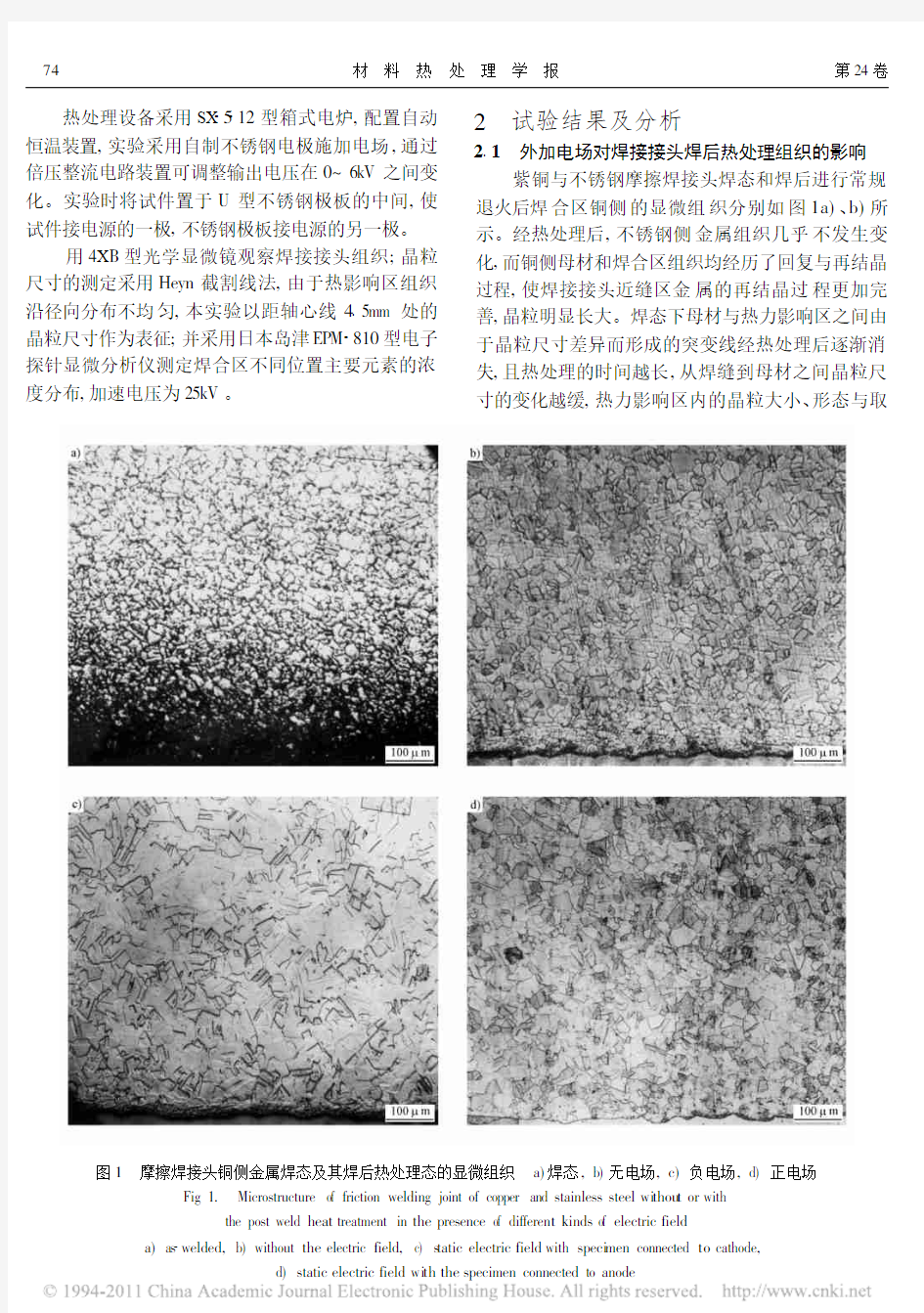
不锈钢极板接电源的另一极。图1 摩擦焊接头铜侧金属焊态及其焊后热处理态的显微组织 a)焊态,b)无电场,c)负电场,d)正电场
Fig 1. Microstructure of friction weldin g joint of copper and stainless steel wi thou t or with
the post weld heat treatment in the presence of differen t kinds of electric field
a)as welded,b)without the electric field,c)s tatic electric field with speci men connected to cathode,
d)static electric field wi th the specimen connected to anode
用4XB 型光学显微镜观察焊接接头组织;晶粒尺寸的测定采用Heyn 截割线法,由于热影响区组织沿径向分布不均匀,本实验以距轴心线4 5mm 处的晶粒尺寸作为表征;并采用日本岛津EPM 810型电子探针显微分析仪测定焊合区不同位置主要元素的浓度分布,加速电压为25kV 。
2 试验结果及分析
2 1 外加电场对焊接接头焊后热处理组织的影响
紫铜与不锈钢摩擦焊接头焊态和焊后进行常规退火后焊合区铜侧的显微组织分别如图1a)、b)所示。经热处理后,不锈钢侧金属组织几乎不发生变化,而铜侧母材和焊合区组织均经历了回复与再结晶过程,使焊接接头近缝区金属的再结晶过程更加完善,晶粒明显长大。焊态下母材与热力影响区之间由于晶粒尺寸差异而形成的突变线经热处理后逐渐消失,且热处理的时间越长,从焊缝到母材之间晶粒尺寸的变化越缓,热力影响区内的晶粒大小、形态与取
74材 料 热 处 理 学 报第24卷
向也逐渐趋于一致,且退火孪晶数量有所增加。由表2可见,摩擦焊接头焊合区铜侧在焊态下的平均晶粒尺寸最小;相同热处理规范下,电场退火焊件的焊合区铜侧金属平均晶粒尺寸比常规退火时略大,其中负电场作用(试件接电源负极)时晶粒尺寸增大较为明显。此外,如图1c)、d)所示,外加电场形式对焊接接头焊合区内铜侧组织形态有明显的影响:负电场作用时,焊合区铜侧金属热处理后的晶粒呈现出平直的晶界,再结晶晶粒尺寸较大、较均匀,且晶内退火孪晶数量最多;正电场(试件接电源正极)作用时,经热处理后铜侧金属的晶粒只部分呈现出平直的晶界,此时晶粒的长大不完全,晶粒尺寸不均匀,晶内退火孪晶数量较多;而常规再结晶退火后的摩擦焊接头焊合区铜侧晶粒尺寸较小,晶界较光滑,且晶内退火孪晶数量最少。由此可见,外加电场作用应能促使紫铜与不锈钢摩擦焊接头在退火过程中焊合区铜侧金属的再结晶进程,同时,电场的性质对摩擦焊接过程焊合区动态再结晶晶粒的形核和长大速度有着重要的影响。
表2 不同热处理条件下焊合区铜侧金属的平均晶粒尺寸Table 2 Average gra in size of copper in weld zone under
different heat treatment conditions
试件编号Z0Z2Z4P32P34Z32Z34晶粒尺寸 m
21 7
25 3
28 5
28 2
29 8
30 8
31 7
热处理的时间和电场形式对焊接接头焊合区铜侧金属再结晶晶粒尺寸的影响如图2所示。无论有无电场作用,随着热处理时间的增长,焊合区铜侧金属的再结晶过程越完善,再结晶晶粒尺寸越大;而外加电场作用下,紫铜与不锈钢摩擦焊接头在退火过程中,焊合区铜侧金属的晶粒长大速度先增大而后逐渐减缓。
2.2 电场退火对摩擦焊接界面合金元素扩散的影响
不同外加电场形式下,铜与不锈钢摩擦焊接头经再结晶退火后,主要合金元素Cu 、Fe 沿轴向的电子探针线扫描结果如图3所示。由图3可见,在焊接接头焊缝及近缝区,Fe 和Cu 的浓度曲线是沿斜线逐渐过渡,在焊接界面上存在扩散层,扩散层的宽度与热处理时间、温度、外加电场形式以及测试位置等有关。
外加电场形式对铜与不锈钢摩擦焊接头经退火后主要合金元素Fe 沿轴向扩散区宽度的影响如图4所示。实验结果表明,在相同电场作用下,热处理时
间越长,焊接界面上各合金元素的过渡区宽度越大;
图2 热处理时间与电场形式对焊接接头焊合区铜侧金属再结晶晶粒尺寸的影响Fi g.2 Influence of the heat treatment time and the applying methods of electric field
on grain size of copper in WZ
而在相同热处理规范下,有关电场强度和形式对焊接接头扩散区宽度的影响可以观察到以下现象:
(1)焊后电场退火过程中,焊接接头焊合区主要合金元素Cu 与Fe 的扩散区比常规热处理时要宽,其中,负电场对摩擦焊接界面上合金元素扩散区宽度的影响更为明显。
(2)无论正电场作用,还是负电场作用,随着电场强度数值的增大,摩擦焊接头Fe 元素扩散区宽度随之增大。
(3)焊件经退火后,其近轴心部位的扩散区宽度仍小于焊件近外圆部位。这主要由于摩擦焊接过程中焊件轴心处的温度与变形程度均小于近外圆部位,使焊态下各元素沿焊件径向分布不均匀,并在焊后热处理接头中保留了这种不均匀分布。此外,摩擦焊缝组织沿径向分布的不均匀性对焊后热处理过程中各元素扩散系数的影响也会造成合金元素沿焊件径向的不均匀分布。
对于以 固溶体为基的紫铜来说,其面心立方晶格决定了其层错能较低,刃型位错难以实现攀移,而低层错能金属则有利于孪生形核。在摩擦焊接头的热力影响区存在大量的位错和空位等缺陷,因此紫铜与不锈钢摩擦焊接头焊后再结晶退火过程中,铜侧金属再结晶晶粒形核的主要机制为孪生形核和位错塞积形核,在再结晶过程中,无畸变晶粒的形成与长大、晶界迁移均取决于晶界两侧的能量差与晶界能
[10,11]
。
根据金属电子理论,电场作用对金属材料的影响是不同于热作用的影响。热作用是作为一种能量流,
75
第1期傅 莉等:异种金属摩擦焊后电场热处理组织与扩散行为
图3 焊合区近外圆部位(r=9m m)的电子探针
扫描图片及元素浓度曲线
a)无电场,b)负电场,c)正电场
Fig.3 Electronic probe test results on the weld zone
of the friction welding joints wi th and wi thout
external electric field(r=9mm)
a)without the electric field,b)static electric field
with specimen connected to cathode,c)static electric
field with the specimen connected to anode
增大正离子的热振动;而电场作用一方面作为能量流,主要改变价电子的动能、势能及其分布等;另一方面电开放则出现物质流,
即静电场的电作用涉及到能
图4 电场强度和热处理时间对摩擦焊接头不同半径处
Fe元素沿轴向扩散区宽度的影响
Fig.4 Influence of the heat treatment time and the intersi ty of electric field on the diffusion width of Fe element
on the friction interface at different radius
量流与物质流的综合效应[8]。常规的摩擦焊接头焊后退火过程中,研究对象 摩擦焊合区金属为电子孤立系统,电子总量作为研究对象的内禀参量是不变的。而静电场条件下,该电子孤立系统(电子总量恒定)转变为电开放系统(电子总量改变),改变了焊合区金属内的电子密度分布。因此,电子密度的改变是静电场作用机制的核心问题。静电场可以通过影响焊合区金属的价电子密度,导致金属中原子的扩散和原子间结合的改变[7,8],因此在实验中可以观察到电场对焊合区热处理组织,以及主要合金元素扩散区宽度的影响。
已有研究表明静电场作用可使合金价电子浓度下降,且费米能和电子间交互作用能均降低,从整体上降低金属内能[7],有关正电场作用机制的研究证实,当试件作为电源正极时,金属表面的大量自由电子会发生定向移动,使金属表面存在一个带电荷的表面层,而这个带电表面层对金属内部缺陷如位错等会产生作用,推动位错与空位的迁移,降低扩散所需的激活能,使扩散过程加强,而伴随有扩散过程的晶界滑动也显著增强,因此正电场无疑加快了再结晶的进程,从而促使焊接接头焊后退火过程中焊合区金属的再结晶形核与长大。但有关负电场促进再结晶过程的作用机制尚待进一步探讨。
3 结论
1)外加静电场作用能促使紫铜与不锈钢摩擦焊
76材 料 热 处 理 学 报第24卷
接头在退火中焊合区铜侧金属的再结晶进程,使晶内退火孪晶数量明显增多,其中负电场作用较明显。
2)紫铜与不锈钢摩擦焊接头在电场复合退火过程中,焊合区铜侧金属的晶粒长大速度先增加而后减缓。
3)紫铜与不锈钢摩擦焊接头焊后电场复合退火过程中,主要合金元素C u 与Fe 在焊合区的扩散区比常规热处理时要宽,Fe 元素的扩散区宽度随电场强度数值的增大而增大,且负电场使摩擦焊接界面扩散区宽度增大更为明显。
参
考
文
献
1 Liu W,Li ang K M ,Zheng Y K.Study of the diffusi on of Al Li alloys subjected to an electric field[J].Journal of M ateri als Science,1998,33:1043~
1047.
2 Baranov Y V.Effect of elec trostatic fields on mechanical characteristics and structure of metals and alloys[J].Materials Science and Engineering,2000,A287:288~300.
3 Cao W D,Lu X P ,Sprecher A F,Conard H.Superplastic deformation behavior of 7475aluminum alloy i n an elec tric field[J].M aterials Science and
Engineeri ng,1990,A129:157~166.
4 刘伟,崔建忠.电场均匀化对2091Al Li 合金时效过程中第二相析出的影响[J].稀有金属材料与工程,1997,26(1):31~34.
5 Conrad H,Karam N,M annan S.Effect of prior cold work on the influenve of electric current pulses on the recrystallization of copper [J ].Sripta Metallurgica,1984,18(3):275~280.
6 Conrad H,Guo Z,Sprecher A F.Effect of an electric field on the recovery and recrys talliz ation of Al and copper[J].Sripta Metallurgica,1989,23(6):
821~823.
7 刘兵,陈铮等.电场对含铈铝锂合金的改性作用及其机制[J].中国稀土学报,2001,19(1):58~61.8 陈铮,刘兵等.电场处理的强化晶界效应与唯象理论[J].稀有金属材料与工程,2001,30(5):331~334.9 王轶农,何长树等.电场退火(Ti+Nb)IF 深冲钢板再结晶及织构的研究[J].钢铁,2001,36(7):42~45.10 毛卫民,赵新宾.金属的再结晶与晶粒长大[M ].北京:冶金工业出版社,1998.
11 潘青旭.异种钢及异种金属焊接-显微结构特征及其转变机理[M ].北京:人民交通出版社,2000.
第八次全国热处理大会主题报告及邀请报告
2003年5月20日上午10:00~12:00 李 健 国家科技部高新司司长、热处理学会荣誉理事长 我国高新技术及其产业的发展
樊东黎 北京机电研究所研究员、热处理学会荣誉理事长 先进的材料热处理:更精、更省、更净5月20日下午2:00~6:00
徐祖耀 中国科学院院士、上海交通大学教授 马氏体相变研究的进展
雷廷权 中国工程院院士、哈尔滨工业大学教授、热处理学会理事长 Zr O 2中t m 相变动力学过程研究
与m 相形貌动态连续观察
崔 中国工程院院士、华中科技大学教授 模具材料热处理与表面改性陈蕴博 中国工程院院士、北京机电研究所研究员 超细化处理技术在钢铁材料中的应用潘健生 中国工程院院士、上海交通大学教授、热处理学会副理事长 热处理信息化若干问题的思考卢 柯 中科院沈阳金属研究所研究员、所长 金属材料表面纳米化过程与晶粒细化机制刘家浚 清华大学教授 硫化物固体润滑涂层研究的新进展5月21日下午1:30~3:30
陈国民 郑州机械研究所研究员 对我国齿轮感应淬火技术的评述罗德福 成都工具研究所研究员、副所长 QPQ 技术的现状与展望
蒋百灵 西安理工大学教授 轻合金微弧氧化处理的研究现状与应用前景邵光杰 上海大学教授 汽车用铝合金材料及热处理进展刘江龙 重庆大学教授 材料热处理与环境
77
第1期傅 莉等:异种金属摩擦焊后电场热处理组织与扩散行为
excellent adhesi on after thermal cycling100times between203K and 423K and there are no signs of delamination.Further,XRD confi rms that the T i layer reacts wi th the diamond substrates to form TiC and TiO species on the interface during post deposition annealing673K
2h in vacuum.The interface diffusion or reaction of Ti diamond depend on not only the temperature bu t also the surface condi tions of the diamond.
Key words:diamond;metallizati on;pre firing;adhesion;thermal management
Effect o f Conductivity of Solution on the Growth Rate and Com pact of M icro arc Oxidation Coating o f LY12Aluminum
LI Jun ming,JIANG Bai lin g,JING Xiao tian,WEN Xiao bin (College of Material,Xi%an University of Technology,Xi%an shaanxi 710048,China)
Trans Mater Heat Treat,2003,24(1):63~65,fig4,table0,ref9. Abstract:Effect of conductivi ty of solution on growing rate of micro arc ox idation ceramic coati ngs is studied.The relationship between the conductivity of solution and the insulating intensity that reflects the compact of the coatings is measured in terms of experi ment.The results show that there is a app roximately linear relationship between the growing rate and the conductivi ty of solution,and the insulating intensity of coatings,i.e,density of the coating,is i ncrease at beginni ng and then decrease as the i ncrease of conductivity of solution.
Key words:micr arc oxidation;conducti vity of solution;growth rate
Deposition of N ickel Films by Metal Organic Chemical Vapor Deposition and Study on the Relevant Factors
PENG Dong sheng,ZHAO Li feng,LIU Shi liang,XIE Chang sheng (Faculty of Materials Science and Engineering,Huazhong University of Science and T echnology,Hubei Wuhan430074,China)
Trans Mater Heat Treat,2003,24(1):66~69,fig8,table2,ref10. Abstract:Films of nickel are deposi ted by MOCVD technique from precursor Ni(CO)4.The factors that influenced the deposition rate of nickel films,such as deposition temperature and pressure,are discussed in the paper.The microstructure and morphologies of the films are examined by means of X ray diffraction(XRD),differential scanning calori meter(DSC),scanning electron microscope(SEM). The microstructure and morphologies of the films changed with the experi mental parameters,such as deposition temperature and deposition substrates.As a resul t,the better microstructured film and the rapid deposition rate are attained when the deposition temperature is about150?.The visi ble crystals is found on copper substrate, otherwise,the part amorphous film can be ob tained on glass substrate.The deposition rate is dropped as pressure in the reaction chamber is increased.Key words:metal orgnic chemical vapor depositian(MOCVD); nickle carbonyl;fil m
Effect of Ti Content on H
d
Escape Characteristic and M icrostructure o f Electrode Deposit Metal
WANG Xiao dong1,WEN Jiu ba1,WEI Jin shan2,ZHANG Jing hai2(1 Henan University of Science and Technology,Luoyang 471003,China;2 Luoyang Ship Materials Insti tute,Luoyang 471003,China)
Trans Mater Heat Treat,2003,24(1):70~72,fig3,table1,ref6. Abstract:Usin g alcohol hydrogen test,three point bending test, microstructure observation and fracture analysis,the effect of Ti
content on diffusion hydrogen H
d
escape characteristic,microstructure and fracture morphology of electrode deposi t metal were investigated. The results show that the diffusible hydrogen content and its escape veloci ty of the deposited metal decreased with increasing Ti content, acicular ferri te quantity and percentage of fibrous fracture also increased as well.
Key words:microstructure;diffusible hydrogen;escape characteristic; fracture morphology;percen tage of fibrous fracture
Effect of External Electric Field on Microstructure And D iffusion Behavior o f Friction Welding Joint of Dissimlar Materials During Post Weld Annealing Treatment
FU Li,DU Shui geng,JIE Wan qi(Department of M aterials Science and Engineering,North western Polytechnical University,Xi%an 710072,China)
Trans Mater Heat Treat,2003,24(1):73~77,fig4,table1,ref11. Abstract:The friction welding joi nt of T2copper and1Cr18Ni9Ti stainless steel was employed to study the effect of post weld annealing treatmen t in the presence of electric field on the microstructure and diffusion behvior of the joint by electronic probe and optical microscope.The results show that electric field promotes the recrystallization of the weld metal,enhances the growth of recrystallization grains and increases the number of annealing twin.In addition,the diffusion zone of Fe and Cu widens in the presence of electric field.Moreover,the wider diffusion zone of the friction welding joint after annealing treatment with the increase of electric field intensi ty is found,and the electr ic field has greater influence on the diffusion distance when the specimen is connected to the cathode of the power supply.
Key words:annealing treatment with electric field;dissimilar material;friction welded joint
Numerical Simulation of the Quenching Process o f GCr15Steel Tube
YAO Xin,GU Jian feng,HU Ming juan,ZHANG Wei min(Public
异种材料焊接存在的八大问题 随着现代工业的发展和科学技术的进步,对焊接构件的性能提出了更高、更苛刻的要求,往往除通常的力学性能之外,还有如高温强度、耐磨性、耐蚀性、低温韧性、抗辐照性、磁性、导电性、导热性以及熔点等多方面的性能,在这种情况下,单靠任何一种金属材料都不可能完全满足使用要求,即使可能有某种金属相对比较理想一些,也常常由于十分稀贵而不能在工程实际中应用。现代焊接技术已经可以将具有不同性能的异种金属牢固地接合起来,既能满足各种性能要求,又可节约贵重金属,降低成本,做到“物尽其用”,因而日益受到人们的重视,并正在航天、航空、石油化工、电站锅炉、机械电子、造船及其他一些领域获得越来越广泛地应用。 异种金属是指那些不同元素的金属(如铝、铜等)或从冶金现点来看性质,如物理性能、化学性能等有显著差异的某些以相同基本金属形成的合金(如碳钢、不锈钢等)。它们可以用作母材、填充金属或焊缝金属。异种材料的焊接,是指两种或两种以上的不同材料(指化学成分、金相组织及性能等不同)在一定工艺条件下进行焊接加工的过程。在异种金属的焊接中,最常见的是异种钢焊接,其次是异种有色金属焊接和钢与有色金属的焊接。从接头形式看来也有三种基本情况,即两种不同金属母材的接头,母材金属相同而填充金属不同的接头(如用奥氏体焊接材料焊接中碳调质钢的接头等),以及复合金属板的焊接接头等。
异种材料的焊接 把不同的两种金属焊接在一起时,必定会产生一层性能和组织与母材不同的过渡层。由于异种金属在元素性质、物理性能、化学性能等方而有显著差异,与同种材料的焊接相比,异种材料的焊接无论从焊接机理和操作技术上都比同种材料要复杂得多。 异种材料焊接中存在的主要问题如下: 1、异种材料的熔点相差越大,越难进行焊接。 这是因为熔点低的材料达到熔化状态时,熔点高的材料仍呈固体状态,这时已经熔化的材料容易渗入过热区的晶界,会造成低熔点材料的流失、合金元素烧损或蒸发,使焊接接头难以焊合。例如焊接铁与铅时(熔点相差很大),不仅两种材料在固态时不能相互溶解,而且在液态时彼此之间也不能相互溶解,液态金属呈层状分布,冷却后各自单独进行结晶。 2、异种材料的线膨胀系数相差越大,越难进行焊接。 线膨胀系数越大的材料,热膨胀率越大,冷却时收缩也越大,熔池结晶时会产生很大的焊接应力。这种焊接应力不易消除,结果会产生很大的焊接变形。由于焊缝两侧材料承受的应力状态不同,容易导致焊缝及热影响区产生裂纹,甚至导致焊缝金属与母材的剥离。 3、异种材料的热导率和比热容相差越大,越难进行焊接。 材料的热导率和比热容会使焊缝金属的结晶条件变坏,晶粒严重粗化,并影响难熔金属的润湿性能。因此,应选用强力热源进行焊接,焊接时热源的位置要偏向导热性能好的母材一侧。 4、异种材料的电磁性相差越大,越难进行焊接。 因为材料的电磁性相差越大,焊接电弧越不稳定,焊缝越差。 5、异种材料之间形成的金属间化合物越多,越难进行焊接。 由于金属间化合物具有较大的脆性,容易导致焊缝产生裂纹、甚至断裂。
河北省技工学校表5—1 教师课时授课计划 学校:唐山劳动技师学院授课序号
●课时安排:2课时(90分钟) ●教学方法:讲授、举例、探究、提问●旧课复习:(3分钟) 1、钛及钛合金焊接接头脆化的解决途径。 2、提问:①钛及钛合金焊接产生气孔的原因及措施? ②钛及钛合金焊接产生裂纹的原因? ●引入新课:(2分钟) 随着科学技术发展,异种金属焊接越来越广泛。许多情况,要求构件,不同的部位承受不同的工作条件,如载荷、温度或介质。通常几种不同金属焊接起来,又能满足要求,又能发挥各种技术的作用,有经济效益。 ●新课内容: §2-1 异种金属焊接概述 一、异种金属焊接的概念(5分钟) 异种金属焊接:各种物理常数和金属组织等性质各不形同的母材金属之间的焊接。 从材料角度分类: 异种钢焊接 三类异种有色金属焊接 钢与有色金属焊接 从接头形式分类: 两种不同金属母材的接头 三种被焊母材金属相同采用不同焊缝金属的接头 复合金属板的接头 二、异种金属的焊接性(25分钟) 金属焊接性:金属是否适应焊接加工而形成完整的、具备检查上次课知识点的掌握情况 通过举例讲解异种金属的应用及焊接的意义 讲授异种金属的概念及分类
一定使用性能的焊接接头的特性。 焊接过程接头是否容易形成缺陷(结合性能)两方面 焊后满足使用条件的能力(使用性能)两种金属能够熔合或通过中间过渡层的填充材料熔合,都认为具有焊接性。差别在于焊接工艺的简单、复杂程度;焊后接头的性能好坏。 1、异种金属组合的金相结构 固溶体 合金结构 化合物 1)固溶体:是指二组元在液态相互溶解,结晶以一组元为基体保持原有晶格类型,另一组元是原子分布在基体组元晶格里,形成一致的固体合金。 特点:组织均匀,力学性能(主要塑性、韧性)好,理想的焊缝组织。 无限固溶体如:铜-镍铁-镍 分类 有限固溶体析出另一固溶体(两相)铁-铜 析出化合物铁-铝铝-铜 2)化合物:是指合金组元按一定的原子数量比,化合成一种完全不同于原来组元晶格的新相,且具有金属特性的固体合金。 特点:硬而脆,不能用于连接金属。 焊缝出现塑性、韧性下降。 2、异种金属间的热物理性能差异讲授焊接性的概念 提问金属材料有关金相结构的知识 借助板图讲解
龙源期刊网 https://www.doczj.com/doc/15871541.html, 浅析异种金属材料物理性质对焊接的影响 作者:花雷生 来源:《中国高新技术企业》2016年第08期 摘要:异种的金属材料由于其物理性的不同对焊接的结果会产生不同的影响。在实际的工程焊接中,异种金属焊接的需求非常多,根据焊接金属材料的不同可以将焊接分为异种钢材料焊接、异种有色金属焊接、钢材料与有色金属的焊接。鉴于异种金属对焊接的影响,在进行异种金属的焊接过程中通常需要注意一些事项,文章对此进行了研究。 关键词:异种金属材料;物理性质;焊接质量;相溶性;焊接工艺文献标识码:A 中图分类号:TG453 文章编号:1009-2374(2016)08-0061-02 DOI:10.13535/https://www.doczj.com/doc/15871541.html,ki.11-4406/n.2016.08.032 异种金属材料焊接指的是两种或者多种金属材料进行的焊接工作,最为常见的是铜和铝的焊接。除了金属的物理性质不同,对同种金属材料而言,同种材料的不同种性质的存在,比如钢材料的Q235和16Mn焊接,物理性质的不同使得同种金属在焊接时也要采用不同的焊接技术,只有这样才会保障焊接的质量。 1 金属的物理性质不同对焊接的影响 1.1 金属的熔点 在两种金属焊接的过程中,要将两种金属融化。假如这两种金属的熔点相差较小,都在100℃之内的话,焊接就非常容易;但是如果金属的熔点相差很大,比如一种金属的熔点在100℃之内,另一种金属的熔点在100℃以上或是两种金属熔点温度差在100℃以上,在焊接的时候就会出现这样的情况:熔点温度低的金属在加热的过程中熔化成液体,而熔点高的金属由于没有达到熔点就没有熔合;熔点高的金属在焊接过程中会出现凝固收缩情况,对部分凝固的金属形成压力,导致在焊接的过程中出现裂缝。 1.2 热导率和比热容的差异 不同种金属的热导率和比热容存在着差异,当两种金属的热导率和比热容差异比较大的时候,会出现热输入不平衡的情况。在焊接的过程中金属熔化的不均匀,导致焊接的缝隙出现变化,两侧金属的结晶情况也会发生转变。比如热导率比较高的金属在焊接的过程中容易受到热的影响,在冷却的过程中也会迅速发生冷却出现淬硬现象,而热导率较低的金属在焊接的过程中会出现过热的情况。 1.3 线膨胀系数
异种金属焊接注意事项 一、异种金属焊接存在的问题 异种金属焊接所存在的一些固有问题也阻碍了它的发展,如异种金属熔合区的 构成和性能,异种金属焊接结构的破坏多半发生在熔合区,由于靠近熔合区各 段上焊缝结晶特点不同,又易形成性能不好的,成分变化的过渡层。 另外,由于处在高温的时间长,这一区域的扩散层会扩大,会进一步使金属的 不均匀性增加。而且异种金属焊接时或焊后经热处理或经高温运行后,经常发 现低合金一侧的碳通过焊缝边界向高合金焊缝中“迁移”的现象,分别在熔合 线两侧形成脱碳层和增碳层,在低合金一侧母材形成脱碳层,在高合金焊缝一 侧形成增碳层。 防碍和阻止异种金属结构的使用和发展主要表现在以下几个方面: (1)在室温下,异种金属焊接接头区的机械性能(如拉伸、冲击、弯曲等)一般优于被焊母材的性能,但高温下或高温长期运行后,接头区的性能劣于母材。 (2)在奥氏体焊缝与珠光体母材之间存在一个马氏体过渡区,该区韧性较低,是 一个高硬度脆性层,也是导致构件失效破坏的薄弱区,它会降低焊接结构的使 用可靠性。 (3)焊后热处理或高温运行过程中碳迁移会导致在熔合线两侧分别形成增碳层和 脱碳层。一般认为脱碳层由于碳的减少而导致该区域组织、性能发生较大变化
(一般是劣化),从而使得该区域容易在服役过程中发生早期失效。很多服役中的高温管线或者试验中的高温管线的失效部位都集中在脱碳层。 (4)失效与时间,温度和交变应力等条件有关。 (5)焊后热处理不能消除接头区的残余应力分布。 (6)化学成分的不均匀性。 异种金属焊接的时候,由于焊缝两侧的金属和焊缝的合金成分有着明显的差别,焊接过程中,母材和焊材都会熔化并相互混合,混合的均匀程度随着焊接工艺的改变而改变,而且焊接接头不同的位置,混合均匀程度也有很大差异,这就造成了焊接接头化学成分的不均匀性。 (7)金相组织的不均匀性。 由于焊接接头化学成分的不连续,经历了焊接热循环后,焊接接头各个区域出现不同的组织,往往在某些区域出现极其复杂的组织结构。 (8)性能的不连续性。 焊接接头的化学成分和金相组织的差异,带来了焊接接头力学性能的不同。沿焊接接头的各个区域强度、硬度、塑性、韧性、冲击性能、高温蠕变、持久性能都有很大差别。这种显著的不均匀性使得焊接接头不同区域在相同的条件下,表现出来的行为有很大的差异,出现弱化区域和强化区域,尤其是在高温的条件下,异种金属焊接接头在服役过程中经常出现早期失效。
异种金属激光焊接关键问题研究 现代工程结构要求对异种金属材料进行焊接。激光焊接具有密度高、焊缝深宽比大、热影响区窄以及变形小等特点,成为异种金属材料焊接的有效方法。异种金属激光焊接过程包含多种效应,机制复杂。比如,材料性能差异对焊缝微观组织与宏观性能的影响;焊接熔池的形成、演化机制;熔池凝固过程焊接缺陷及残余应力形成等。围绕异种金属激光焊接过程中的关键问题,国内外开展了诸多研究工作,对此进行了全面阐述。在此基础上,指出异种金属材料激光焊接研究中的不足及发展方向。 1 引言 异种金属材料焊接是解决构件同时满足多方面性能要求的有效途径。焊接方法有多种,比如氩弧焊(TIG)、电阻焊、摩擦焊、电子束焊以及激光焊等。与其他焊接方法相比,激光焊具有热源密度集中、焊缝深宽比大、热影响区小、可控性好等特点,而且相对电子束焊,激光焊接气压要求低,通常不需要真空环境。异种金属激光焊接始于20世纪70年代,目前成为航空航天、船舶制造、汽车制造诸领域重要的先进制造技术之一。 异种金属激光焊接过程包含多种物理效应。具体表现为:金属材料对激光的吸收;激光材料相互作用引起的材料相变;能量与动量的传递与转换;光致等离子体对激光的散射与吸收;熔池形成及演化;匙孔(keyhole)效应以及熔池凝固等。从复杂物理现象中提取科学问题,并对这些科学问题开展研究工作具有重大意义。 2 异种金属激光焊接关键问题 异种材料激光焊接机制复杂。比如,焊接材料热物性随温度变化差异;异种金属对于激光的吸收率差异及其随温度变化特性;熔池形成及演化机制;凝固过程焊缝熔化区与热影响区组织演化;激光焊接接头缺陷的形成、焊接残余应力与变形产生等。但其关键问题可归结为材料性能差异对焊缝微观组织与宏观性能的影响;焊接熔池的形成、演化机制和熔池凝固过程焊接缺陷及残余应力形成。 2.1 材料性能差异对焊接接头微观组织与宏观性能的影响 异种金属材料具有热物性差异(常见金属热物性见表1所示),这种差异是影响焊接过程的最主要因素。具体表现为:异种材料熔点不同,熔点低的材料达到熔化状态时,熔点高的材料仍呈固体状态,这时已经熔化的材料容易渗入过热区的晶界,造成低熔点材料的流失、合金元素烧损或蒸发,使焊缝的化学成分发生变化,力学性能难以控制,尤其是焊接异种有色金属时更为显著。异种材料线膨胀系数差异导致熔池结晶时产整较大焊接应力与焊接变形,由于焊缝两侧材料承受的应力状态不同,容易导致焊缝及热影响区产生裂纹,甚至导致焊缝金属与母材的剥离。材料的热导率和比热容差异使焊缝金属的结晶条件变坏,晶粒严重粗化,并影响难熔金属的润湿性能。异种材料焊接时易产生金属间化合搦,同时会发生组织变化,导致焊接接头力学性能下降,尤其是热影响区容易产生裂纹,甚至发生断裂。向时,材料膨胀系数、热导率和比热容等热物性参数随温度变化而变化,导致异种材料激光焊接过程更加复杂。 表1 部分常用金属热物性参数(室温) 点击图片查看大图
1 试验研究内容 紫铜是工业上重要的金属材料,具有极好的导热性、常温和低温塑性,对大气、海水、非氧化性酸及钙盐等有良好的耐腐蚀性。但由于它强度低,比重大,单独作为容器结构材料在大型化工装备上的应用受到限制。若采用加工硬化提高其强度,其塑性会大幅度降低,同时耐蚀性受损,因而它对某些介质的良好耐蚀性这一优点难以充分发挥。异种金属爆炸复合连接方法的出现,使铜能够真正大量应用于化工装备,但铜的焊接性差,铜—钢之间的焊接连接成为铜—钢化工装备制造中的一个主要难题。 随着经济的迅速发展和科学技术的不断进步,新材料、新工艺、新设备不断涌现,对零部件的性能提出了更高的要求。采用钢和铜复合零部件,因在性能与经济上优势互补,具有广阔的应用前景,如在转炉炼钢工程的氧气管道需要采用T2铜管和不锈钢管焊接,新一代航空发动机采用铬青铜与双相不锈钢电子束焊接,弹带上钢与纯铜的熔敷扩散焊等。 本实验以紫铜和Q235钢为主要材料,主要研究紫铜和钢在TIG氩弧钎焊焊接性,研究接头的力学性能,分析其接头的组织成分特点,找到相对合适的焊接工艺。 2 研究方案论证 2.1 铜-钢焊接分析 在铜-钢焊接中,铜与铁的熔点、导热系数、线膨胀系数和力学性能等都有很大的不同,容易在焊接接头中产生应力集中,导致各种焊接裂纹。 另一方面,铜与钢的原子半径、晶格类型、晶格常数及原子外层电子数目等都比较接近,且铜与铁属于在液态时无限固溶,在固态下,虽为有限固溶,但并不形成脆性金属间化合物,而是以(α+ε)的双相组织形式存在,这是二者实现焊接的基本依据。因此,只要克服前述的铜与铁在物理性能上存在差异的困难,是可以获得正常焊接接头的。 两种金属物化性能如表1-1。 表1-1 铁和铜的物理性能 钢与铜及铜合金的焊接主要存在下面几个问题: (1)焊缝易产生热裂纹 由于铜与钢会形成低熔点共晶,以及线膨胀系数相差较大,焊缝容易产生热裂纹和晶界偏析(即低熔点共晶合金或是铜的偏析),因而焊接时,在较大焊接应力作用下,呈现出宏观
异种钢焊接的特点及工艺 摘要:由于异种钢接头两侧的母材无论从化学成分上还是物理、化学性能上都存在着差异,因此,焊接时,要比同一种钢自身之间的焊接要复杂得多。正确地选用焊材是焊接异种钢的关键,焊接接头的质量和使用性能与所选用的焊材密切相关。本文通过对异种钢焊接的特点及工艺的描述,以供同行业参考。 关键词:异种钢焊接特点工艺 一、异种钢焊接概述及其焊接特点 1.异种钢焊接概述 两种牌号不同的钢之间的焊接称之为异种钢焊接,它是属于异种金属焊接中应用最为广泛的一类接头。对于异种钢焊接接头又可分为两种情况,第一类为同类异种钢组成的接头,这类接头的两侧母材虽然化学成分不同,但都属于铁素体类钢或都属于奥氏体类钢;第二类接头为异类异种钢组成,即接头两侧的母材不属于同一类钢,例如一侧为铁素体类钢,另一侧为奥氏体类钢(如奥氏体不锈钢)。对于母材都属于铁素体类钢,其焊缝采用奥氏体不锈钢焊条或镍基焊条焊接的接头,也属于第二类接头。 2.焊接特点 2.1预热、缓冷、焊后热处理,特别是针对中厚板、拘束力较大的焊接,采用一定温度的预热、缓冷以及焊后消应力热处理的措施,可以有效地减小焊接应力,降低冷裂倾向。 2.2焊缝金属化学成分的不均匀,熔焊时,焊缝是由局部熔化的母材和熔化的焊条金属形成,不同的坡口型式和焊接参数,熔合比也不同,为确保焊缝金属成分的稳定性,防止焊缝因熔合比过大在熔合区产生马氏体组织,因此在焊接时要控制焊接参数等,减小熔合比的影响。 2.3熔合区碳的迁移,异种钢焊接在焊后热处理后往往会在低合金钢侧母材上形成脱碳层,高合金钢侧形成增碳层,导致熔合区接头的塑性下降,硬度增加,可能在熔合区产生破坏,所以在异种钢焊接时,采用隔离层堆焊,防止碳迁移现象。 2.4熔合区应力的形成,由于异种钢焊接两种金属的线膨胀系数不一样,焊接时可产生较大的残余应力,这种应力即使通过消应力热处理也无法消除,而熔合区这个薄弱地带往往受到这个应力的影响,极易在此附近造成焊接接头的破坏,所以我们要控制这种异种钢的焊接接头,可采用隔离层堆焊后用同种钢焊条焊接则接头的性能可大为改善。 二、异种钢焊接工艺要点 1.焊材选择 正确地选用焊材是焊接异种钢的关键,焊接接头的质量和使用性能与所选用的焊材密切相关。异种钢接头的焊缝和熔合区,由于合金元素被稀释及碳的迁移等原因存在一个过渡区,过渡区中不但化学成分、金相组织不均匀,而且物理性能、力学性能等通常也有很大差异,可能会引起焊接缺陷(如裂纹等)或严重降低性能。为此必须按照母材的成分、性能、接头形式和使用要求等来正确选用焊材。其焊材选用的基本原则有以下几点: 1.1在焊接接头不产生裂纹等缺陷的前提下,若焊缝金属的强度和塑性不能兼顾时,则应选用塑性和韧性较好的焊材。
第二节异种金属焊接时的焊接材料和焊接方法选择 一、熔合区的特点 异种金属焊接时,在母材和焊缝之间有一个成分和母材或焊缝都不相同且往往介于两者之间,实际上形成了化学成分的过渡层(图3-2-1。如果焊条(或焊丝)成分和母材成分,或者两种母材的成分相差很大时,熔合区的性能将对焊接接头的性能有着很大的影响。所以,在选择焊接材料和确定焊接工艺时,不仅要考虑焊缝金属本身的成分和性能,还要考虑熔合区成分和性能。虽然熔合区的厚度极小,通常只有几个晶粒,或者更小,但它对接头的性能影响却是很大的。 实际上熔合区可分为未混合区和半熔化区。如果焊缝金属和母材金属化学成分差别愈大,愈不容易充分混合,则熔合区越明显。熔合比和稀释率高时,熔合区也更明显。熔合区金属液体存在时间越长,或液体金属流动性越好,则成分越均匀,熔合区会有所减小。熔合区成分的不均匀性,可通过调整焊接参数、热处理工艺来进行适当的改善。 图3-2-1化学元素的含量在过渡区的分布 1—化学元素在母材中的含 量大于在焊缝中的含量 时的理论分布曲线 2—化学元素在母材中的含量 小于在焊缝中的含量 时的理论分布曲线 3—实际分布曲线 二、异种钢焊接时焊接方法的选择原则 大部分的焊接方法都可以用于异种钢的焊接,只是在焊接参数及措施方面需适当考虑异种钢的特点。在选择焊接方法时,既要保证满足异种钢焊接的质量要求,又要尽可能考虑效率和经济。在一般生产条件下使用焊条电弧焊最为方便,.因为焊条的种类很多,便于选择,适应性强,可以根据不同的异种钢组合确定适用的焊条,而且焊条电弧焊熔合比小。堆焊可以降低熔合比。埋弧焊则生产效率高。焊接金相组织不同的钢,如珠光体钢和奥氏体钢焊接时,还应考虑尽量使金属熔化量降到最小限度,即尽可能地降低熔合比,以防止过渡区出现脆性的淬硬组织和裂纹等缺陷。不同的珠光体钢焊接以及珠光体钢与高铬马氏体钢焊接,采用二氧化碳气体保护焊,具有广泛实用性。高合金异种钢焊接一般采用惰性气体保护焊,一般薄件采用钨极氩弧焊,厚件采用熔化极惰性气体保护焊。电子束焊可以用于制造异种钢真空设备薄壁构件。小直径的异种钢管可用闪光对焊。形状
异种钢的焊接 第一节焊接接头的特点、成分、和组织的控制 一,焊接接头的特点 异种钢焊接接头和同种钢焊接接头有本质差异,主要是熔敷金属与两侧焊接热影响区和母材存在的不均匀性,主要有: 1.化学成分不均匀。这是因为在焊接加热过程中,两侧母材的熔化量,熔敷金属和母材熔化区的成分因“稀释”作用会发生变化。接头区的成分不均匀程度不仅取决于母材、填充金属各自的原始成分,也受焊接工艺的影响,易采用小电流、浅熔深。 2.组织的不均匀性。在焊接热循环的影响下,接头内的各区域组织是不同的,而且在个别区域内还会出现复杂的组织结构。 参见舍夫勒图Nieq-- 镍当量;Creq—铬当量 (学会看舍夫勒图) 熔合比(稀释率)θ-在焊缝金属中局部熔化的母材所占的比例称为熔合比。用实验测得的。 θ=A/A+B=A1+A2/A1+A2+B θ取决于焊接方法、规范、接头形式、坡口角度、药皮(焊剂)的性质以及焊条(焊丝)的倾角等因素 3.性能的不均匀性。由于组织、成分的变化,代来了性能上的不同,各种变化会呈倍数关系变化,特别是焊缝两侧的热影响区冲击值变化更大,同样高温性能如持久强度、蠕变强度变化也很大。
4.应力场分布不均匀。由于组织、成分的不同,接头的热膨胀系数和导热系数也不同,热膨胀系数不同引起塑性区域不同,残余应力不同;导热系数不同会引起热应力不同。在组织应力和热应力的共同作用下发生叠加后会产生应力峰值,导致接头发生断裂。 总之,对于异种钢焊接接头,其成分、组织、性能和应力场的不均匀是主要特点。 二,异种钢焊缝金属的成分、组织的控制 1.焊缝成分与舍夫勒组织图的关系。异种钢焊接时由于选择的焊材与母材不同,要推算焊缝金属的成分、组织及性能。舍夫勒组织图就有这个功能。(图2-3) 奥氏体形成元素的镍当量计算公式: Nieq=wNi+30wC+0.5wMn 铁素体形成元素的铬当量计算公式: Creq=wCr+wMo+1.5wSi+0.5wNb 也可以由母材、填充金属的成分和稀释率求出焊缝金属的成分。 2.影响稀释率的因素。 2.1预热的影响.预热温度高,稀释率大,因为熔深增加了;反之就小。要适中。 2.2焊接参数.电流大,稀释率大;焊接速度小,稀释率小。由于母材熔化的单位面积的大小的影响。见(图2-4) 2.3焊接方法.见(图2-5) 2.4接头形式.坡口大,稀释率小;坡口窄,稀释率变化不大。见
异种金属焊接问题及焊接工艺分析付贵 发表时间:2019-08-29T17:22:58.047Z 来源:《云南电业》2019年2期作者:付贵 [导读] 为确保能够更好满足工业发展需求,对异种金属焊接工艺技术进行研究。 (菏泽市特种设备协会山东菏泽 274000) 摘要:随着我国的科学技术的不断创新,各种新设备、新技术、新工艺应运而生,随之对我国的工程构件的质量提出了更高的要求。但是在进行工程施工时,不论是哪一种材料,都不可能全面满足施工的需求。为了能够满足施工的需求,人们开始将不同的材料进行有效融合,让这些材料的性能得到了充分的发挥。同时还能够有效替代贵重金属,减少不必要的经济投入,提升企业的经济效益。所以在社会的各个行业之中,经常可以看到异种金属焊接的广泛应用。但是,近几年我国经常发生异种金属焊接失效的情况,造成了一定的财产损失和人员伤亡。 关键词:异种金属;焊接问题;焊接工艺 引言 现代工程中大多数零件的工作环境都为高温、低温、电磁场、腐蚀介质或放射性环境,其中金属材料成为零件的主要原料之一。而随着技术的发展,对零件要求也不断提升,一种金属材料已经无法满足实际使用需求。因此在金属零件锻造中,不仅需要对同种材料进行焊接,同时需要对异种材料进行焊接。在焊接过程中,不仅需要满足不同工作条件对金属材料的不同需求,考虑到成本问题,同时需要节约金属资源,发挥不同金属材料的性能优势。焊接作为一种金属材料加工的重要技术,在特定情况下,异种金属构件的性能远远高于单一金属。异种材料目前已经在电子、机械、化工、航天、造船以及多种其他领域得到广泛应用,异种金属焊接已经成为工业发展的一种趋势。为确保能够更好满足工业发展需求,对异种金属焊接工艺技术进行研究。 1 异种钢焊接特点 1)焊缝金属会被珠光体母材稀释,易产生马氏体组织,恶化接头质量。2)奥氏体焊缝金属紧邻熔合线处存在一个窄的低塑性带,宽度一般为0.2~0.6mm,其化学成分和组织不同于焊缝的其它部分,通常称为熔合区脆性交界层,会降低冲击韧性。3)焊接接头在焊后热处理或在高温条件下工作时,焊缝的熔合线附近会出现碳的扩散迁移现象,即在熔合线的珠光体一侧产生脱碳层,而在相邻的铬镍奥氏体焊缝中产生增碳层,使接头变脆,会降低接头的高温持久强度和耐蚀性。4)由于存在线膨胀系数的差别(奥氏体钢的线膨胀系数比珠光体钢大30%~50%),会在焊后的冷却、热处理和使用过程中产生热应力。 2 异种金属焊接常见问题 2.1性能不连续 由于金相组织和化学成分的不同,造成了焊接接头位置的力学性能的差异性。在焊接接头的不同位置,其硬度、韧性、塑性、强度、持久性能、高温蠕变、冲击性能等都存在着差异性。由于这种不均匀性,使得在同样的环境条件之下,不同位置的性能也存在明显差异,也就是人们常说的强化区域和弱化区域。特别是在温度极高的环境之下,焊接接头经常会过早地失去使用价值。 2.2温度问题 如果是长时间呆在室内,接受的是比较正常的温度,那么焊接的接头位置的性能(比如弯曲、拉伸等)就比焊母材料高很多。但是如果长期在中温或者高温的环境下运行,那么接头位置的性能就要低于母材料。 2.3焊缝熔合区问题 焊接结构之所以会被破坏,主要是由于焊缝熔合区造成的。如果熔合区的性能无法得到保证,就会直接影响焊接结构的正常使用,减低其使用性能。 2.1焊接工艺 焊接异种金属并没有特殊的工艺需求,一般我们常见的焊接方法都可以用来进行焊接。但是,工作人员最好要结合金属的焊接特点,选择相应的焊接方法每以此来保障其焊接质量。1)焊接方式。在焊接异种金属时,最常见的焊接工艺就是熔焊,包括激光焊、电子焊、电渣焊、埋弧焊等。为了能够有效降低稀释,一般选择激光焊、电子束焊等工艺。为了能够有效降低熔深,工作人员一般借助摆动焊丝、间接电弧,带状电极等工艺。但是不管怎么样,只要有熔焊操作,那么就肯定会出现母材料溶入焊缝造成稀释的情况,可能还会产生共晶体、金属间化合物等。为了提升焊接质量,要合理减少金属在高温环境下的停留时间。和熔焊相比较而言,压焊具有着明显的优势,只要接头满足标准,且能够保障焊接质量,那么就可以选择压焊。2)焊接材料。选择焊接材料时,重点考虑的内容是焊缝金属的性能和成分。当接头没有明显缺陷时,最好选择韧性和塑性较高的材料;焊缝金属的性能比较一般时,可以选择不低于母材性能的焊材,同时还要考虑焊接的工艺性能;焊接异种钢时,可以选择低氢型的焊条,保持其干燥性。3)坡口角度。按照母材的融合比和厚度进行想应的选择。坡口的角度越大,熔合比就越小。4)焊接参数。为了能够有效降焊缝金属的稀释情况,可以选择小电流与高焊接速度焊接。5)焊前预热。焊缝金属合金化进程和母材的淬火倾向的大小,决定了预热的温度。6)氩弧焊打底层焊道施焊时,必须采用填充焊丝的焊接方法,不允许采用自熔的焊接方法。7)焊条电弧焊盖面焊道施焊时应采用较快焊接速度,以缩短焊接区在450~850℃温度区间的停留时间。8)尽可能选择较小的焊接电流,较快的焊接速度,以减少焊缝金属的熔合比和降低稀释率。9)严禁在焊件的非焊接部位引燃电弧,收弧时必须将弧坑填满。10)珠光体钢和奥氏体钢相焊时,可按珠光体钢的预热条件预热而焊后不进行热处理。11)焊后热处理。可以有效增强淬硬区的塑性,降低焊接的应力。 2.2 异种金属薄板的全自动焊接 异种金属薄板的全自动焊接目前主要使用焊接机器进行全自动焊接,焊接机器在实际应用中较为广泛,且都拥有预定焊接轨道。焊接机器的焊枪沿着预定轨道对金属薄板进行动作。焊接过程主要针对运用聚氨酯材料对薄板焊接处进行处理,确保接口不会出现裂痕。在进行焊接前,需要对金属材料表面进行处理。部分金属材料在焊接过程中容易在表面形成一层氧化膜,容易吸收水分的同时阻碍焊缝熔合。导致焊接后的金属薄板表面容易被污染。因此,对金属薄板在焊接前的表面清理主要采用脱脂去油清理、机械清理以及化学清洗等几种方
异种金属材料焊接接头常识 一、异种金属材料焊接接头的特点 异种金属材料焊接接头和同种金属材料焊接接头的本质差异和特点,在于熔敷金属两侧焊接热影响区和母材有如下诸方面的不均匀性。 1、化学成分的不均匀性 异种金属焊接时,由于焊缝两侧的金属和焊缝的合金成分有明显的差别。随着焊缝形状、母材厚度、焊条药皮或焊剂、保护气体种类的不同,焊接熔池的行为也不一样。因而,母材的熔化量也将随之而不同。熔敷金属与母材熔化区的化学成分由于相互稀释也将发生变化。由此可见,异种金属焊接接头各区域化学成分的不均匀程度,不仅取决于母材和填充材料各自的原始成分,同时也随焊接工艺而变化。例如异种金属施焊时所用的焊接电流要尽量小,熔深要浅则受稀释的影响就小。 2、组织的不均匀性 由于焊接热循环的作用,焊接接头各区域的组织也不同,而且,往往在局部的地方出现相当复杂的组织结构。根据舍夫勒组织图(见图1)和稀释率(见图2)可以确定异种金属焊接接头中焊缝区的组织结构。组织的不均匀性,决定于母材和填充材料的化学成分,同时也与焊接方法、焊道层次、焊接工艺以及焊后热处理过程有关。若能在工艺上适当调整,可以使焊接接头的组织不均匀程度得到一定的改善。
其中,θ按下式计算: 式中,B——填充材料的熔入量(用焊缝中填充材料熔化的截面面积表示);A——母材的熔入量,同样用焊缝中母材熔化的截面面积表示,A=A1+A2;A1、A2——分别为母材1、2熔入的截面面积。 3、性能的不均匀性 焊接接头各区域化学成分和组织的差异,带来了焊接接头力学性能的不同,沿接头各区域的室温强度、硬度、塑性、韧性都有很大的差别。有时在3~5个晶粒的范围内,显微硬度出现成倍的变化;在焊缝两侧的热影响区,其冲击值甚至有几倍之差。高温下的蠕变极限和持久强度也会因成分和组织的不同,相差极为悬殊。 物理性能对焊接接头影响最大的因素有热膨胀系数和热导率,它们的差异很大程度上决定着焊接接头在高温下的使用性能。 4、应力场分布的不均匀性
0Cr13/Q235异种金属焊接工艺 一、前言 毕业设计题目为“0Cr13/Q235异种金属焊接工艺与组织研究”,针对题目,设计焊接工艺。由于两种材料的热导率和线膨胀系数有很大差异,为了保证焊接质量,认真分析了两种材料的焊接性能及存在的问题,并据此制定了具体的焊接工艺措施。 二、焊接性能分析 0Cr13不锈钢和Q235碳钢的化学成分及物理性能如表1、2所示。 表1 Q235碳钢和0Cr13不锈钢的化学成分表 表2 Q235碳钢和0Cr13不锈钢的物理性能表 0Cr13不锈钢的Cr含量在11.5%~13.5%,同时匹配有不大于0.08%的C,Cr 本身能增加钢的奥氏体稳定性,加入碳后经固熔再空冷会发生马氏体转变,因此0Cr13不锈钢焊缝和热影响区焊后状态的组织为硬脆的马氏体组织。另外,0Cr13的碳当量约为2.76%,因此它的焊接性较差。由于0Cr13不锈钢的导热性较Q235碳钢差,焊接残余应力较大,所以从高温直接冷却到100~120℃以下时很容易产生冷裂纹。由于焊接热循环的作用,0Cr13不锈钢有较大的过热倾向,晶粒易粗化,热影响区会出现粗大的铁素体和
炭化物组织,塑性降低,冷却时能引起脆化,如果再有氢的作用,冷裂纹的倾向就更加明显。 三、焊接中的主要问题 由于0Cr13不锈钢和Q235碳钢化学成分差异很大,因此它们的焊接属于异种钢焊接,在熔焊的条件下获得的焊接接头存在许多问题。 1、热导率和比热容的差异 金属的热导率和比热容强烈地影响着被焊材料的熔化、熔池的形成,以及焊接区温度场和焊缝的凝固结晶。0Cr13不锈钢热导率约为Q235碳钢的一半,这么大的差异可使两者的熔化不同步,熔池形成和金属结合不良,导致焊缝结晶条件变坏,焊缝性能和成形不良。 2、线膨胀系数的差异 由于0Cr13不锈钢与Q235碳钢的线膨胀系数不同,造成它们在形成焊接连接之后的冷却过程中,焊缝两侧的收缩量不同,导致焊接接头出现复杂的高应力状态,进而加速裂纹的产生。 3、0Cr13不锈钢和Q235碳钢焊接时同样存在焊缝稀释和形成过渡层的问题,导致Q235碳钢一侧焊缝形成脱碳层而0Cr13不锈钢一侧形成增碳层,随着扩散的持久,使Q235碳钢一侧的含碳量降低,变成了铁素体组织,并使焊接接头的焊缝组织成为奥氏体加铁素体。 四、焊接工艺措施 为了获得无裂纹的焊接接头,应尽量避免焊接接头熔合线组织与焊缝金属的不一致性,使0Cr13不锈钢一侧没有显著的稀释现象,在工艺上应采用以下措施: 1、正确选择焊接材料 0Cr13不锈钢与Q235碳钢焊接接头的焊缝金属化学成分主要取决于填充金属。为了保证结构使用性能的要求,焊缝金属的成分应尽力接近于其中一种钢的成分。为了尽量减小构件的焊接变形,应采用对称焊接的手工电弧焊方法,焊条选用E5015(或E309),焊缝
采用机器人M IG焊工艺对多构件高强度铝合金型材组成的座椅底架焊接进行了探索和研究,经过多次实践和优化,得到了较佳的焊接工艺参数,保证了产品的焊接质量,减小了产品的变形,并应用于生产实践。图2表1参2 20094224 铝合金2A16的激光焊接工艺研究/李建莉 //热加工工艺. 2009,38(1):139~140,143以1.2mm厚2A16铝合金薄板为对象,研究了工作电流、焊接速度、离焦量、保护气体流量对焊缝成形的影响。焊后进行金相观察、显微硬度测定以及对焊缝组织中出现的弯曲状形貌进行研究和分析。结果表明:离焦量是影响是否焊透的主要参数。焊缝组织的弯曲状形貌是由于受到焊接热循环影响所得到的等温面与晶粒成长方向正交形成。焊缝为细晶组织,焊缝窄,热影响区小。图3参4 20094225 7A52超硬铝合金焊接参数与人工时效参数的优化/何 静 //热加工工艺. 2009,38(3):91~92采用自动双丝M IG焊焊接7A52超硬铝合金,保护气体为纯氩气,焊后进行人工时效。通过正交试验分析,得出最优的工艺参数为时效温度120 、时效时间20h、摆动频率40t imes/min、焊接电流240A,在此工艺条件下所得焊接接头的冲击韧度为21.3J/ cm2,拉伸强度为269.2M Pa。图2表3参2 20094226 铝合金搅拌摩擦焊与熔化极氩弧焊接头组织性能比较/刘雪梅 //热加工工艺. 2009,38 (3):93~94 搅拌摩擦焊和熔化极氩弧焊是航空航天领域两种常用的铝合金焊接工艺方法。以70mm厚5A06铝合金作为试验材料,研究比较了用这两种方法得到的焊接接头的微观组织和性能。结果表明,搅拌摩擦焊接头晶粒细化,合金元素烧损减少,具有较高的力学性能和抗腐蚀性能。比较结果有利于根据要求选择合适的焊接方法。图1表2参3 20094227 人工时效后2816铝合金电子束焊接接头的组织与性能/黄 锐 //金属热处理. 2009,34 (1):43~45 通过金相分析、室温拉伸试验对人工时效2816铝合金电子束焊接接头组织和性能进行了研究.结果表明,电子束焊接2816铝合金薄板和厚板接头分别呈"漏斗形"及"典型钉形";焊缝区及热影响区由基体 (Al)相及 (Al) (CuAl2)等共晶相组成;人工时效后21 mm厚2816铝合金电子束焊接接头室温强度系数达到母材的77.8%.图3表2参7 20094228 脉冲固体激光器焊接铝合金工艺研究/徐 劼 //新技术新工艺. 2009(2):23~24 利用平均功率400W的脉冲固体激光器,对材料为6A02铝合金的一种焊接结构件护套进行了激光焊接工艺研究。结果表明:N d:YAG激光器可以用于铝合金护套的焊接,但应采用自动焊,要配备自动变心转动夹具或机械手及自动送丝系统。还应充气压保护,以提高焊接质量及稳定性。图1表2参1 20094229 含Nd钛合金中富Nd第二相颗粒在电子束焊接过程中的演化及其对拉伸断裂行为的影响/蔡建明 //航空材料学报. 2009,29(1):27~31采用光学金相显微镜(O M)和扫描电子显微镜(SEM)等手段,研究了一种含稀土元素N d的T i60钛合金在电子束焊接过程中富,N d第二相颗粒的演化及室温拉伸时的断裂特征。经过电子束焊接过程的快速熔化和凝固,T i60钛合金中富N d第二相颗粒经历了回溶和重新形核析出的过程,由原来的分散分布变为与凝固方向平行的断续串状分布,尺寸由原来的约10 m细化至约0.3 m。电子束焊接的焊缝及焊缝与母材的连接部位在室温拉伸时表现出了明显的沿晶脆性断裂特征。图8表2参12 20094230 TA15钛合金电子束焊平行焊缝的获得方法/赵明书 //新技术新工艺. 2009(2):105~107截面平行的焊缝是保证中大厚度焊接结构熔合区组织均匀性及力学性能连续性的重要条件,在工程中有着重要应用。在对焊缝形貌进行观察及分析的基础上,研究获得平行焊缝的工艺方法。结果表明,对焊接速度、电子束流及聚焦电流等焊接参数进行综合调节,可以有效改变焊缝形貌,使焊缝逐步趋于平行。增加偏摆扫描并控制扫描的频率和幅度,可以获得一系列具有不同熔宽的平行焊缝。图7表3参6 异种金属和镀层金属的焊接 20094231 异种金属的钎焊/庄鸿寿//焊接. 2009 (2):22~25 34
第8章异种材料的焊接 本章教学目的: 1.了解异种材料焊接存在的问题和特点 2.掌握异种钢的焊接 本章课时安排:2H 本章重点难点:异种钢的焊接 现代工程结构中不仅需要对大量的同种材料进行焊接,也需要对相当数量的异种材料进行焊接。采用异种材料制造的焊接结构,不仅能满足不同工作条件对材质提出的不同要求,而且可节约大量的优质贵重材料,降低成本,充分发挥不同材料的性能优势。近年来,异种材料焊接结构在机械、化工、电力及核工业等行业得到广泛应用,对异种材料的焊接也越来越受到重视。异种材料焊接的种类很多,本章主要阐述异种钢和典型的异种有色金属焊接的基本概念。 第1节异种材料的分类、组合及焊接性特点 一、异种材料的分类、组合 材料种类繁多,性能各异,按工程实际需要,异种材料的分类和组合在工程中是多种多样的。从材料角度看,异种材料焊接的分类和组合主要包括三大类: 1. 不同金属材料之间的组合 (1)异种钢铁材料的组合,又称为异种黑色金属的组合,如珠光体钢与奥氏体钢的焊接等。 (2)钢铁材料与有色金属的组合。如钢与铝的焊接等。 (3)异种有色金属的组合。如铜与铝的焊接等。 (4)金属材料与非金属材料的组合。如钢与石墨、金属与陶瓷。 2. 不同组织或合金系的异种钢焊接构件 各种类型的钢铁材料是现代工业中应用最广泛的金属材料,工程结构中应用较多的是不同金相组织的异种钢焊接,这类结构件主要分以下两种情况:(1)母材金相组织相同,但焊缝金属与母材基体合金系及组织性能不同的异种
钢焊接构件,例如1Cr18Ni9Ti与高镍奥氏体钢之间的焊接结构件。 (2)母材金相组织不同的异种钢组合。最常见的有珠光体钢与铬镍奥氏体钢、珠光体钢与高铬铁素体钢的焊接结构件等。 3. 不同用途的异种材料焊接构件 (1)用于耐磨的异种金属组合。如高碳钢、各种合金钢、超合金、碳化钨等硬质合金,这些材料主要用于制造建筑机械、发动机、炼钢机械、刀具等。 (2)用于耐热的异种金属组合。如铬钼钢、不锈钢、耐热钢、镍基合金等各种耐热超合金、复合材料、金属间化合物等。这些材料主要用于制造锅炉、发动机、炼钢、各种机械、汽轮机、核电站等。 (3)用于耐腐蚀的异种金属组合。如各种不锈钢、镍基合金、铝等。这些材料主要用于制造石油化工、轻工、原子能、海洋工程装备及医疗器械等。 (4)用于减轻装备重量的异种金属组合。如钛、铝、镁及其合金等,主要用于航空航天、运载火箭、导弹、运输设备等。 (5)提高电磁性能的异种金属组合。如银、铜、铍及其合金等,主要用于制造电器、计算机、电子工业零件等。 二、异种材料的焊接性特点 异种材料的焊接性取决于两种材料的组织结构、物理化学性能等,两种材料的这些性能差异越大,焊接性越差。 1. 异种材料焊接存在的问题 异种材料的焊接与同种材料焊接相比,有很大的不同,前者一般要比同种材料焊接困难。异种材料焊接时,因为材料的物理、化学性能及化学成分等有显著差异,从焊接性和操作技术上都比同种材料难焊。异种材料焊接时,存在如下主要问题:(1)异种材料之间不能形成合金。如焊接铁与铅时,不仅两种材料在固态时不能相互溶解,而且在液态时彼此之间也不能相互溶解,液态金属呈层状分布,冷却后各自单独进行结晶。在这类异种材料的结合部位,不能形成任何中间相结构。 (2)异种材料的热膨胀系数不同,容易引起热应力,而且这种热应力不易消除,结果会产生很大的焊接变形。 (3)异种材料焊接过程中,由于金相组织的变化或新生成的组织,都可使焊接
异种金属焊接技术 何康生、曹雄夫编著机械工业出版社1986年10月第一版 随着现代工业的发展,对结构和材料的要求越来越高,如造船和海洋工程要求解决大面积拼板、大型立体框架结构自动焊及各种低合金高强钢的焊接问题;石油化学工业要求解决各种耐低温及耐各种腐蚀性介质压力容器的焊接问题;航空航天工业中要求解决铝、钛等轻合金结构的焊接问题;重型机械工业中要求解决大截面构件的拼接问题;电子及精密仪表制造工业要求解决微精密焊件的焊接问题。工业产品的结构调整及技术进步对焊接技术提出了更高的要求,同时也促进了传统焊接工艺的变革与新型焊接技术的开发与应用。优质、高效、节能的现代焊接技术正逐步取代能耗大、效率低和工作环境差的传统焊条电弧焊焊接工艺,焊接技术结构性的转变必将对装备制造业技术水平与生产能力的提升发挥更加重要的作用。 现代化动力机械、化工和石油加工设备以及多种食品的许多零部件,都要在高温、巨大的载荷、强烈浸蚀性介质、电磁场或放射性环境中长期工作。因此,用来制造这些零部件的材料,必须是满足上述要求的特殊材料,如高合金钢、有色金属以及专用合金等。 显然,如果整个设备和仪器都采用贵重材料制造,不但会使生产工艺过程大为复杂化、显著提高设备和仪器的造价、更重要的是满足不了使用要求。此外,运载火箭、航天器、超音速飞机、现代化的潜艇等部门的发展更与材料性能紧密相关,这些部门要求使用的材料在低温和高温下有很高的比强度,以及在振动和高速运行时,具有足够的强度和寿命,以保证长期工作的可靠性。目前对所有材料的性能分析表明,单独使用任何一种材料都不能同时满足上述的全部要求。 通常,任何一种构件在使用过程中,其各部分所承受的载荷并不一致,一部分零件的工作条件较差,可能接近许用应力的极限值,而另一部分零件的工作条件可能只承受很小的应力。显然,在这种场合下,应用异种金属焊接结构就比较合理。 把异种金属零件连接成一个整体部件,焊接常常是最好的方法。有时也可以采用钎焊,但接头的强度和耐腐蚀等性能往往受到钎料性能的限制,不容易满足较高的使用要求。现有的机械连接法不但连接工艺复杂,而且在使用过程中多半不能满足可靠性要求。
异种钢的焊接第一节焊接接头的特点、成分、和组织的控制 一,焊接接头的特点 异种钢焊接接头和同种钢焊接接头有本质差异,主要是熔敷金属与两侧焊接热影响区和母材存在的不均匀性,主要有: 1.化学成分不均匀。这是因为在焊接加热过程中,两侧母材的熔化量,熔敷金属和母材熔化区的成分因“稀释”作用会发生变化。接头区的成分不均匀程度不仅取决于母材、填充金属各自的原始成分,也受焊接工艺的影响,易采用小电流、浅熔深。 2.组织的不均匀性。在焊接热循环的影响下,接头内的各区域组织是不同的,而且在个别区域内还会出现复杂的组织结构。 参见舍夫勒图Nieq -- 镍当量;Creq—铬当量 (学会看舍夫勒图) 熔合比(稀释率)θ-在焊缝金属中局部熔化的母材所占的比例称为熔合比。用实验测得的。 θ=A/A+B=A1+A2/A1+A2+B θ取决于焊接方法、规范、接头形式、坡口角度、药皮(焊剂)的性质以及焊条(焊丝)的倾角等因素 3.性能的不均匀性。由于组织、成分的变化,代来了性能上的不同,各种变化会呈倍数关系变化,特别是焊缝两侧的热影响区冲击值变化更大,同样高温性能如持久强度、蠕变强度变化也很大。
4.应力场分布不均匀。由于组织、成分的不同,接头的热膨胀系数和导热系数也不同,热膨胀系数不同引起塑性区域不同,残余应力不同;导热系数不同会引起热应力不同。在组织应力和热应力的共同作用下发生叠加后会产生应力峰值,导致接头发生断裂。 总之,对于异种钢焊接接头,其成分、组织、性能和应力场的不均匀是主要特点。 二,异种钢焊缝金属的成分、组织的控制 1.焊缝成分与舍夫勒组织图的关系。异种钢焊接时由于选择的焊材与母材不同,要推算焊缝金属的成分、组织及性能。舍夫勒组织图就有这个功能。(图2-3)奥氏体形成元素的镍当量计算公式: Nieq=wNi+30wC+0.5wMn 铁素体形成元素的铬当量计算公式: Creq=wCr+wMo+1.5wSi+0.5wNb 也可以由母材、填充金属的成分和稀释率求出焊缝金属的成分。 2.影响稀释率的因素。 2.1预热的影响.预热温度高,稀释率大,因为熔深增加了;反之就小。要适中。 2.2焊接参数.电流大,稀释率大;焊接速度小,稀释率小。由于母材熔化的单位面积的大小的影响。见(图2-4) 2.3焊接方法.见(图2-5) 2.4接头形式.坡口大,稀释率小;坡口窄,稀释率变化不大。见(图2-6)(从母材熔化大小的角度理解) 三,不同焊接方法焊接异种金属的特点(优缺点)