操作小型全自动数控弯管机时需注意的事项
1. 弯管机在使用前,必须安装平稳牢固,作业场所应设置栏杆。
2. 弯管前,应先空载运转,确认正常后,再套模弯管。不准载负荷试车。
3. 严禁弯制本机额定直径和壁厚外的管子。
4. 必须按加工管径选用管模,并按顺序放好。
5. 弯管时,不得在管子和管模之间加油或润滑剂。
6. 夹紧机件,导板支承机构应按弯管的方向及时进行更换。
7. 电气部分应按规定接地或接零。
8. 爱护机械,转动部分定期加油,定期保养
下面我们来认识下本文重点介绍恒生机械制造有限公司的“数控平台弯管机”。
数控平台弯管机是弯管机类型中的一类、属于弯管机家族中重要的一员,模具安装位置位于平台上而得名。主要针对家具制造行业、健身器材行业、输送管道行业、汽车配件制造行业、休闲娱乐设备行业等
行业的零部件加工。具有功能多、结构合理、操作简单、等优点。
本机采用智能数控可编程微电脑数控平台弯管机由弯曲工作装置(包括夹管装置、弯管卡具)、弯曲动力装置(电动机、独家研发的带离合齿轮变速箱)以及智能可编程数控控制装置等组成。由电动机顺时针方向旋转经三角带经带离合变速箱减速,再由变速箱上的主输出轴带动弯曲工作装置旋转到数控程序设置的指定位置时,电机自动反转,当弯曲工作装置回到停机位置时,数控程序切断电路,电机停止工作.
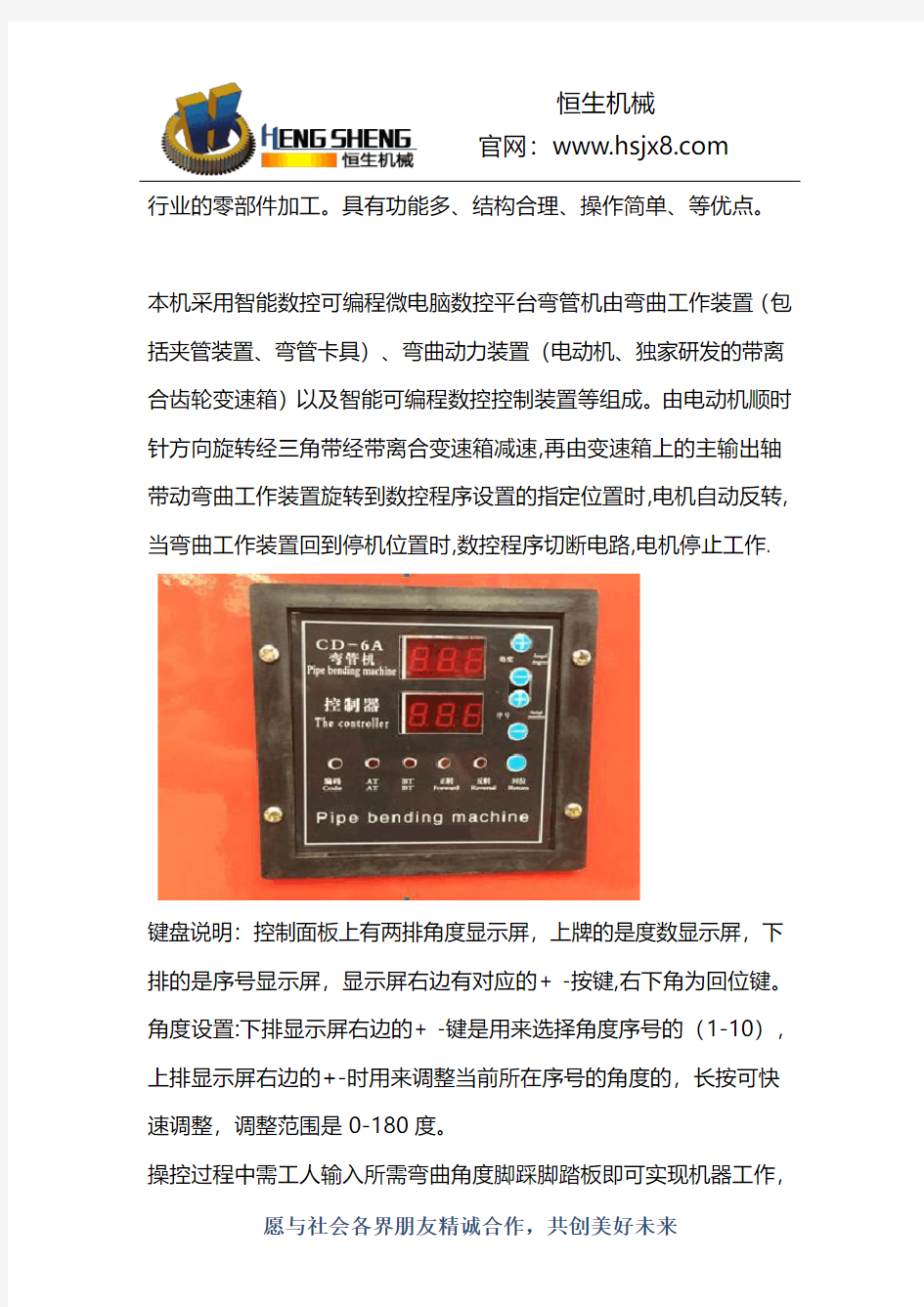
键盘说明:控制面板上有两排角度显示屏,上牌的是度数显示屏,下排的是序号显示屏,显示屏右边有对应的+ -按键,右下角为回位键。角度设置:下排显示屏右边的+ -键是用来选择角度序号的(1-10),上排显示屏右边的+-时用来调整当前所在序号的角度的,长按可快速调整,调整范围是0-180度。
操控过程中需工人输入所需弯曲角度脚踩脚踏板即可实现机器工作,
弯管一次成型,一个管件多个弯曲角度只需在数控面板上按照序号输入对应的角度即可实现,操作简单快捷,大大的节省人工。
为了方便大家买到对自己实用的机器,根据不用管材规格也有不同的型号供大家挑选。比如51#数控平台弯管机,顾名思义最大程度支持钢管外径51mm(圆管),根据管材类型这个数值也同样有差异,比如方管、矩形管、异型管等。
企业始终坚持“礼仪置信、以人为本、踏实严谨、怏速高效”的经营理念,质量可靠,服务、供货及时、价格合理,是我们对广大客户的承诺。务实高效是我们永远的目标,我们满怀真诚的期待,愿与社会各界朋友精诚合作,共创美好未来。
2018年长葛市恒生机械制造有限公司推出机型有26# 38# 51# 76# 76加重#下面是以上机型参数表及报价表。
恒生机械制造有限公司机器参数表
恒生机械制造有限公司2018年度机器报价表
注:以上价格仅为机器价格,不含模具,不含税运
选择弯管机要根据自己的经营需要选择不同的款式,要求规格高的价格也就高些,这个是正常合理的,但不能一味追求低价而忽略品质,前面提到的没有明确地址的,小加工部的,信息满天飞价格胡乱标的,无论多少钱都是不敢买的。
下面为大家展示机器图以供参考
全自动数控弯管机的使用方法在现今技术发展迅速的社会,为了供应人们的需求,市场上也出现了各种各样的建筑机械设备,使用起来方便、快捷,并且工作效率高。今天我们就来探讨一款26型数控平台弯管机的使用方法:适用范围:本机可加工方管、圆管、不锈钢管、矩形管、铜管。主要用于家具、健身器材、装饰材料、游乐设备、机械配件的制造。 工作展示:采用先进的嵌入式微电脑智能控制系统,角度输入实现数字化,可同时设置10组弯曲角度,多角度一次性完成,效率加倍;变速箱齿轮使用高强度合金钢配合压条一次性定性弯管,保证弯曲半径尺寸统一,适合小半径弯曲。 操作方法:根据所需要角度调整数控面板角度值,管材送入磨具,压紧压轮.独家带离合弯管机已获批国家专利,每次弯管后自动回位归零,重复弯管零偏差,全封闭减速箱,齿轮传动,维修保养简便。 下面我们来认识下本文重点介绍恒生机械制造有限公司的“数控平台弯管机”。 数控平台弯管机是弯管机类型中的一类、属于弯管机家族中重要的一员,模具安装位置位于平台上而得名。主要针对家具制造行业、健身器材行业、输送管道行业、汽车配件制造行业、休闲娱乐设备行业等行业的零部件加工。具有功能多、结构合理、操作简单、等优点。 本机采用智能数控可编程微电脑数控平台弯管机由弯曲工作装置(包括夹管装置、弯管卡具)、弯曲动力装置(电动机、独家研发
的带离合齿轮变速箱)以及智能可编程数控控制装置等组成。由电动机顺时针方向旋转经三角带经带离合变速箱减速,再由变速箱上的主输出轴带动弯曲工作装置旋转到数控程序设置的指定位置时,电机自动反转,当弯曲工作装置回到停机位置时,数控程序切断电路,电机停止工作. 键盘说明:控制面板上有两排角度显示屏,上牌的是度数显示屏,下排的是序号显示屏,显示屏右边有对应的+ -按键,右下角为回位键。 角度设置:下排显示屏右边的+ -键是用来选择角度序号的(1-10),上排显示屏右边的+-时用来调整当前所在序号的角度的,长按可快速调整,调整范围是0-180度。 操控过程中需工人输入所需弯曲角度脚踩脚踏板即可实现机器工作,弯管一次成型,一个管件多个弯曲角度只需在数控面板上按照序号输入对应的角度即可实现,操作简单快捷,大大的节省人工。
数控车床操作规程 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
数控车床操作规程 一、安全操作基本注意事项 1 、工作时请穿好工作服、安全鞋,戴好工作帽及防护镜,注意:不允许戴手套操作机床; 2 、注意不要移动或损坏安装在机床上的警告标牌; 3、注意不要在机床周围放置障碍物,工作空间应足够大; 4、某一项工作如需要俩人或多人共同完成时,应注意相互间的协调一致; 5 、不允许采用压缩空气清洗机床、电气柜及 NC 单元。 二、工作前的准备工作 l 、机床工作开始工作前要有预热,认真检查润滑系统工作是否正常(润滑油是否充足,冷却液是否充足),如机床长时间未开动,可先采用手动方式向各部分供油润滑; 2 、使用的刀具应与机床允许的规格相符,有严重破损的刀具要及时更换; 3 、调整刀具所用工具不要遗忘在机床内; 4 、大尺寸轴类零件的中心孔是否合适,中心孔如太小,工作中易发生危险; 5 、刀具安装好后应进行一、二次空行程试切削。 6 、检查卡盘夹紧工作的状态; 7 、机床开动前,必须关好机床防护门。 三、工作过程中的安全注意事项
l 、禁止用手接触刀尖和铁屑,铁屑必须要用铁钩子或毛刷来清理; 2 、禁止用手或其它任何方式接触正在旋转的主轴、工件或其它运动部位; 3 、禁止加工过程中测量工件、变速,更不能用棉丝擦拭工件、也不能清扫机床; 4 、车床运转中,操作者不得离开岗位,机床发现异常现象立即停车; 5 、经常检查轴承温度,过高时应找有关人员进行检查; 6 、在加工过程中,不允许打开机床防护门; 7 、严格遵守岗位责任制,机床由专人使用,他人使用须经实验管理人员同意; 8 、工件伸出车床 100mm 以外时,须在伸出位置设防护物。 9 、禁止进行尝试性操作。 10 、手动原点回归时,注意机床各轴位置要距离原点 -100mm 以上,机床原点回归顺序为:首先 +X 轴,其次 +Z 轴。 11 、使用手轮或快速移动方式移动各轴位置时,一定要看清机床 X 、 Z 轴各方向“+、-”号标牌后再移动。移动时先慢转手轮观察机床移动方向无误后方可加快移动速度。 12 、编完程序或将程序输入机床后,须先进行图形模拟,准确无误后再要进行机床试运行,并且刀具应离开工件端面 200 mm 以上。 13 、程序运行注意事项: ( 1 )对刀应准确无误,刀具补偿号应与程序调用刀具号符合。 ( 2 )检查机床各功能按键的位置是否正确。
1、概述 本三维数控弯管机采用CNC专用数控系统,能同时控制X、Y、Z 三个轴定量运动。根据加工要求编程,达到空间管路的成型。该机性能稳定,弯曲精度高,重复性好,寿命长,是一部全自动的高性能的弯管设备,特别适应家用空调配管、汽车空调管路,油管的弯制加工。 2、主要技术参数 3、机械结构 3.1、送料小车左右由横向丝杆通过专用工具旋转手动调节。 3.2、送料F轴 由AC伺服电机驱动,精密钢丝同步带传动,进口直线导杆副组件导向。 3.3、旋转R轴 由AC伺服电机通过减速机驱动。 3.4、弯曲B轴 由AC 伺服电机驱动,通过精密行星减速机驱动折弯臂。
3.5、夹模机构 由气缸驱动,型号:φ63×50 3.6、靠模机构 由气缸驱动,型号:φ40×35+15 3.7、芯轴进退机构 由气缸驱动,型号:φ100×10 3.8、料夹机构 由气缸驱动,型号:φ32×30 3.9、平移机构 由气缸驱动,型号:φ50×80 4.0、换模机构 由气缸驱动,型号:φ100×30 4、电气构造 4.1、电源:三相AC 380V±1% 50 HZ 4.2、伺服电机 4.2.1、弯曲驱动电机 电源:三相AC 220V 50 HZ 功率1.0 KW,2000转/分 4.2.2、送料伺服电机 电源:三相AC 220V 50 HZ 功率0.4 KW,3000转/分 4.2.3、旋转伺服电机 电源:三相AC 220V 50 HZ 功率0.2 KW,3000转/分 4.3、气压电磁方向控制阀 电压:DC24V 4.4、系统电源 电压:DC24V 5、床身上的限位开关、零点检测开关 a、行程开关是限位开关,弯曲臂正向超程保护 b、接近开关是零点开关,在回零时,当检测到此 开关时,座标清零。 c、行程开关属限位开关,弯曲臂负向超程保护
操作规程编号:LX-FS-A15748 液压弯管机安全操作规程标准范本 In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall Behavior Can Reach The Specified Standards 编写:_________________________ 审批:_________________________ 时间:________年_____月_____日 A4打印/ 新修订/ 完整/ 内容可编辑
液压弯管机安全操作规程标准范本 使用说明:本操作规程资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。资料内容可按真实状况进行条款调整,套用时请仔细阅读。 1.操作前,首先检查各润滑点是否缺油,运动机构是否松动,安全防护装置是否可靠,待确认后方可操作。 2.起动油泵,系统压力是否保持在规定范围内,若高,损伤液压元件,浪费电源,若过低,影响工作。 3.调整好零件所须位置及所需角度。 4.调整机件定位至所须长度。 5.调整立式升降导轨,使导模压紧缸前进能够夹紧紧铁管。 6.调夹模压紧缸能够夹紧铁管。
7.正常操作将工件放入弯曲模内,且前端接触定位,踏下脚踏开关,即可完成。 8.弯曲时,思想要集中,禁止将手或其他物品放入工作区,如遇紧急情况,按急停按钮,再将转扭开关转至手动位置,用手动复位,若发生故障,及时报修。 9.工作结束后,切断电源,做好清洁润滑工作。 请在该处输入组织/单位名称 Please Enter The Name Of Organization / Organization Here
操作规程编号:YTO-FS-PD303 数控车床安全操作规程通用版 In Order T o Standardize The Management Of Daily Behavior, The Activities And T asks Are Controlled By The Determined Terms, So As T o Achieve The Effect Of Safe Production And Reduce Hidden Dangers. 标准/ 权威/ 规范/ 实用 Authoritative And Practical Standards
数控车床安全操作规程通用版 使用提示:本操作规程文件可用于工作中为规范日常行为与作业运行过程的管理,通过对确定的条款对活动和任务实施控制,使活动和任务在受控状态,从而达到安全生产和减少隐患的效果。文件下载后可定制修改,请根据实际需要进行调整和使用。 1.工作前戴好防护眼镜,工作服要扎好袖口,长发应卷入工作帽中,不准戴手套及穿凉鞋工作。 2.开机前,应仔细查看车床各部分机构是否完好,须手动润滑的部位应先进行手动润滑;检查数控系统及各电器附件是否正常,各开关、按钮和按键是否正常、灵活;检查各坐标轴是否回零。 3.程序输入后,应仔细核对代码,数值、正负号及语法等;正确测量和计算坐标系,并请指导教师对结果进行检查,无误后方可上机操作。 4.未装工件前应先空运行一次程序,检验程序是否能顺利运行,刀具和卡具安装是否合理,有无超程现象。 5.每把刀首次使用时必须先验证刀补值是否合适,试切时,在刀具运行至工件表面20~30mm处,必须在进给保持下,验证Z轴和X轴坐标值与加工程序是否一致。 6.必须在确认工件夹紧后才能起动机床,严禁在工件转动工程中测量、触摸工件。
双头液压弯管机安全操作规程 1 注意事项: 1.1 操作人员必须熟悉安全注意事项及本机床工作性能,才可操作本机,其他人员不得操作机床; 1.2 机床开机后,操作工不应离开现场,以便于能接触紧急停止开关。一旦发生异常,可随时压下紧急停止开关; 1.3 夹模夹紧时,夹紧动作有高达10MPa以上压强的液压油驱动机械动力传输。因此运动中严禁操作手伸到运动区域,以免伤害人或发生人身事故。 1.4 本机床设脚踏开关,二次踩下为停止,以防万一有异常时能及时停止。 2 工作前认真做到: 2.1 按设备点检表上各项要求认真点检设备,务使每个旋转和磨擦部位得到充分润滑; 2.2操作前,首先检查各润滑点是否缺油,运动机构是否松动,安全防护装置是否可靠,待确认后方可操作; 2.3按下“电机启动”按钮,电机油泵工作,将选择开关拔至“手动”位置,测试各动作是否正常。 3 工作中认真做到: 3.1 调整好零件所须位置及所需角度,调整机件定位至所须长度,调整立式升降导轨,使导模压紧缸前进能够夹紧铁管,
调夹模压紧缸能够夹紧铁管; 3.2 模具的调整,在“手动”位置,根据成型模中心校对上下夹紧模中心,并保持一致,并使工件“夹紧”。如松动,可调整高溢流阀(调整最高压力的70%——75%)不能超过最高值; 3.3 弯曲时,思想要集中,禁止将手或其他物品放入工作区,如遇紧急情况,按急停按钮,再将转扭开关转至手动位置,用手动复位,若发生故障,及时报修; 3.4 不要靠近弯管臂动作区域,以防伤人,弯管机工作时,禁止身体任何部分进入模具和夹料装置的活动范围; 3.5 工作中一旦有异常出现,请即刻按下(带锁)“紧急停止”按钮,动作即刻停止。 3.6 二次上料加工,必须在完成第一根管料成品后方可再进行。 4 工作后认真做到: 4.1 作业结束后,应保证弯管机各部件处于动作的初使状态; 4.2 对弯管机各部件进行一次检查。离开工作岗位时,必须将电源关闭;
操作小型全自动数控弯管机时需注意的事项 1. 弯管机在使用前,必须安装平稳牢固,作业场所应设置栏杆。 2. 弯管前,应先空载运转,确认正常后,再套模弯管。不准载负荷试车。 3. 严禁弯制本机额定直径和壁厚外的管子。 4. 必须按加工管径选用管模,并按顺序放好。 5. 弯管时,不得在管子和管模之间加油或润滑剂。 6. 夹紧机件,导板支承机构应按弯管的方向及时进行更换。 7. 电气部分应按规定接地或接零。 8. 爱护机械,转动部分定期加油,定期保养 下面我们来认识下本文重点介绍恒生机械制造有限公司的“数控平台弯管机”。 数控平台弯管机是弯管机类型中的一类、属于弯管机家族中重要的一员,模具安装位置位于平台上而得名。主要针对家具制造行业、健身器材行业、输送管道行业、汽车配件制造行业、休闲娱乐设备行业等
行业的零部件加工。具有功能多、结构合理、操作简单、等优点。 本机采用智能数控可编程微电脑数控平台弯管机由弯曲工作装置(包括夹管装置、弯管卡具)、弯曲动力装置(电动机、独家研发的带离合齿轮变速箱)以及智能可编程数控控制装置等组成。由电动机顺时针方向旋转经三角带经带离合变速箱减速,再由变速箱上的主输出轴带动弯曲工作装置旋转到数控程序设置的指定位置时,电机自动反转,当弯曲工作装置回到停机位置时,数控程序切断电路,电机停止工作. 键盘说明:控制面板上有两排角度显示屏,上牌的是度数显示屏,下排的是序号显示屏,显示屏右边有对应的+ -按键,右下角为回位键。角度设置:下排显示屏右边的+ -键是用来选择角度序号的(1-10),上排显示屏右边的+-时用来调整当前所在序号的角度的,长按可快速调整,调整范围是0-180度。 操控过程中需工人输入所需弯曲角度脚踩脚踏板即可实现机器工作,
中频弯管机安全操作规程 示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
中频弯管机安全操作规程示范文本使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1启动弯管机前,首先检查弯管机的主机、辅机、水 泵、油泵、空压机等应正常完好。 2检查中频电源,使各元件正常完好,处于备用状态。 3启动冷却水系统,将各水压调整到弯管所需要的压 力。 4启动油泵,检查油系统,将油量控制阀置于关闭位 置,其它各阀处于弯管位置。 5启动中频电源。 6中频电源投入后,待钢管加热温度到该弯管所要求的 最低温度,慢慢地调整油量,开始推管,推管开始时,应 密切注意推进速度和加热温度、功率升降,推速增减均要 与温度配合,确保加热温度不超温。
7厚壁合金管透热方法可先进行透热试验,一般可用下述方法进行: 7.1利用低功率,延长透热时间,使弯管外壁温度不大于800℃,钢管内壁温度达600℃左右慢慢推管进行弯管,推管过程中,边推管边升功率,严格监督弯管温度和推速,达到额定参数进行弯管。 7.2 管径大于300 mm和壁厚大于30mm的厚壁管,如一次透热不能成功(即外壁温度达850℃以上,而内壁不红时),应严格控制外壁温度,当外壁温度达950℃时,关断中频电源,待外壁温度降至750℃时(这时由于热传导作用,内壁升温到600℃左右),立即再次启动电源,并慢推弯管,如一次关闭中频电源,内壁温度达不到600℃左右,可重复一次上述方法,当第二次外壁温度仍达不到600℃,应停机研究原因,制定对策后方可能弯管。 8 弯管过程中应经常检查:
液压数控弯管机使用方法 在现今技术发展迅速的社会,为了供应人们的需求,市场上也出现了各种各样的建筑机械设备,使用起来方便、快捷,并且工作效率高。今天我们就来探讨一款26型数控平台弯管机的使用方法:适用范围:本机可加工方管、圆管、不锈钢管、矩形管、铜管。主要用于家具、健身器材、装饰材料、游乐设备、机械配件的制造。 工作展示:采用先进的嵌入式微电脑智能控制系统,角度输入实现数字化,可同时设置10组弯曲角度,多角度一次性完成,效率加倍;变速箱齿轮使用高强度合金钢配合压条一次性定性弯管,保证弯曲半径尺寸统一,适合小半径弯曲。 操作方法:根据所需要角度调整数控面板角度值,管材送入磨具,压紧压轮.独家带离合弯管机已获批国家专利,每次弯管后自动回位归零,重复弯管零偏差,全封闭减速箱,齿轮传动,维修保养简便。 下面我们来认识下本文重点介绍恒生机械制造有限公司的“数控平台弯管机”。 数控平台弯管机是弯管机类型中的一类、属于弯管机家族中重要的一员,模具安装位置位于平台上而得名。主要针对家具制造行业、健身器材行业、输送管道行业、汽车配件制造行业、休闲娱乐设备行业等行业的零部件加工。具有功能多、结构合理、操作简单、等优点。 本机采用智能数控可编程微电脑数控平台弯管机由弯曲工作装置(包括夹管装置、弯管卡具)、弯曲动力装置(电动机、独家研发
的带离合齿轮变速箱)以及智能可编程数控控制装置等组成。由电动机顺时针方向旋转经三角带经带离合变速箱减速,再由变速箱上的主输出轴带动弯曲工作装置旋转到数控程序设置的指定位置时,电机自动反转,当弯曲工作装置回到停机位置时,数控程序切断电路,电机停止工作. 键盘说明:控制面板上有两排角度显示屏,上牌的是度数显示屏,下排的是序号显示屏,显示屏右边有对应的+ -按键,右下角为回位键。 角度设置:下排显示屏右边的+ -键是用来选择角度序号的(1-10),上排显示屏右边的+-时用来调整当前所在序号的角度的,长按可快速调整,调整范围是0-180度。 操控过程中需工人输入所需弯曲角度脚踩脚踏板即可实现机器工作,弯管一次成型,一个管件多个弯曲角度只需在数控面板上按照序号输入对应的角度即可实现,操作简单快捷,大大的节省人工。
液压弯管机安全操作规程 示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
液压弯管机安全操作规程示范文本使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1.操作前,首先检查各润滑点是否缺油,运动机构是 否松动,安全防护装置是否可靠,待确认后方可操作。 2.起动油泵,系统压力是否保持在规定范围内,若 高,损伤液压元件,浪费电源,若过低,影响工作。 3.调整好零件所须位置及所需角度。 4.调整机件定位至所须长度。 5.调整立式升降导轨,使导模压紧缸前进能够夹紧紧 铁管。 6.调夹模压紧缸能够夹紧铁管。 7.正常操作将工件放入弯曲模内,且前端接触定位, 踏下脚踏开关,即可完成。 8.弯曲时,思想要集中,禁止将手或其他物品放入工
作区,如遇紧急情况,按急停按钮,再将转扭开关转至手动位置,用手动复位,若发生故障,及时报修。 9.工作结束后,切断电源,做好清洁润滑工作。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
DW38数控弯管机机械设计说明书及CAD图纸资料全套设计(图纸)加 401339828 摘要 管的弯制方法有很多,相应的设备也有很多,但大多数都是用手动或机械弯管机加工生产出来的,而且多为冷弯。在实际中通常是根据生产对管的质量要求选择相应的弯管机进行加工。本课题旨在寻求一种新的弯管工艺,在保证弯管质量的前提下尽可能提高弯管的速度。 本着以上的目的,本课题研究设计了一款DW38液压全自动弯管机。它具有生产效率较高,制造成本低。整台机器共有以下几部分组成:送料夹紧和送料机构、弯曲夹紧机构、弯曲机构和切断机构四大部分组成。除了切断机构是由一台功率为0.37kw的小功率三相异步电动机带动之外,其它的机构均采用了液压传动。弯管方式采用辗压。在弯管的过程中,定模保持不动,固定在旋转平台上的动模进行靠模完成管子的加工。 由于主要采用了液压传动的传动方式,和其它的液压设备相同,该液压全自动弯管机在传动上大为简化,缩短了传动链,从而提高了动力的传动效率。本设备可以一次完成两根管料的同时加工,所以加工效率较高。 关键词:弯管机齿轮传动液压缸 专业论文设计图纸资料在线提供,优质质量,答辩无忧
毕业论文 ABSTRACT There are many bending method of tube, so the corresponding device is a lot. But most bending machine is manual or mechanical processing, and mostly is cold .In practice; the select of bending machine is usually based on the quality of the production requirements on tube. This topic seeks to find a new elbow technology, in ensuring the quality of pipe bends under the premise of improving the speed as much as possible. In the above purpose, the research design of a hydraulic automatic tube bending machine. It has higher production efficiency, low manufacturing cost. The whole machine is a total of the following components: Feeding clamping and feed mechanism, clamp body bending, bending bodies and cut off the bodies of four parts. In addition to cutting off body by a low-power power 0.37kw three phase induction motor drive, the other agencies are using a hydraulic transmission. Rolling Elbow is adopted. In the bending process, scheduled to die remain intact, fixed on the rotating platform, the dynamic model for the tube to complete the processing by the module. Since the main use of the hydraulic drive transmission, and other similar hydraulic equipment, automatic bending machine of the hydraulic drive on the greatly simplified, reducing the transmission chain, resulting in improved power transmission efficiency. The device at once, while two pipe materials processing, so the processing efficiency is
数控弯管机的使用方法 在现今技术发展迅速的社会,为了供应人们的需求,市场上也出现了各种各样的建筑机械设备,使用起来方便、快捷,并且工作效率高。今天我们就来探讨一款26型数控平台弯管机的使用方法:适用范围:本机可加工方管、圆管、不锈钢管、矩形管、铜管。主要用于家具、健身器材、装饰材料、游乐设备、机械配件的制造。 工作展示:采用先进的嵌入式微电脑智能控制系统,角度输入实现数字化,可同时设置10组弯曲角度,多角度一次性完成,效率加倍;变速箱齿轮使用高强度合金钢配合压条一次性定性弯管,保证弯曲半径尺寸统一,适合小半径弯曲。 操作方法:根据所需要角度调整数控面板角度值,管材送入磨具,压紧压轮.独家带离合弯管机已获批国家专利,每次弯管后自动回位归零,重复弯管零偏差,全封闭减速箱,齿轮传动,维修保养简便。 下面我们来认识下本文重点介绍恒生机械制造有限公司的“数控平台弯管机”。 数控平台弯管机是弯管机类型中的一类、属于弯管机家族中重要的一员,模具安装位置位于平台上而得名。主要针对家具制造行业、健身器材行业、输送管道行业、汽车配件制造行业、休闲娱乐设备行业等行业的零部件加工。具有功能多、结构合理、操作简单、等优点。 本机采用智能数控可编程微电脑数控平台弯管机由弯曲工作装置(包括夹管装置、弯管卡具)、弯曲动力装置(电动机、独家研发
的带离合齿轮变速箱)以及智能可编程数控控制装置等组成。由电动机顺时针方向旋转经三角带经带离合变速箱减速,再由变速箱上的主输出轴带动弯曲工作装置旋转到数控程序设置的指定位置时,电机自动反转,当弯曲工作装置回到停机位置时,数控程序切断电路,电机停止工作. 键盘说明:控制面板上有两排角度显示屏,上牌的是度数显示屏,下排的是序号显示屏,显示屏右边有对应的+ -按键,右下角为回位键。 角度设置:下排显示屏右边的+ -键是用来选择角度序号的(1-10),上排显示屏右边的+-时用来调整当前所在序号的角度的,长按可快速调整,调整范围是0-180度。 操控过程中需工人输入所需弯曲角度脚踩脚踏板即可实现机器工作,弯管一次成型,一个管件多个弯曲角度只需在数控面板上按照序号输入对应的角度即可实现,操作简单快捷,大大的节省人工。
The prerequisite for vigorously developing our productivity is that we must be responsible for the safety of our company and our own lives. (安全管理) 单位:___________________ 姓名:___________________ 日期:___________________ 双头液压弯管机安全操作规程 (新编版)
双头液压弯管机安全操作规程(新编版)导语:建立和健全我们的现代企业制度,是指引我们生产劳动的方向。而大力发展我们生产力的前提,是我们必须对我们企业和我们自己的生命安全负责。可用于实体印刷或电子存档(使用前请详细阅读条款)。 1注意事项: 1.1操作人员必须熟悉安全注意事项及本机床工作性能,才可操作本机,其他人员不得操作机床; 1.2机床开机后,操作工不应离开现场,以便于能接触紧急停止开关。一旦发生异常,可随时压下紧急停止开关; 1.3夹模夹紧时,夹紧动作有高达10MPa以上压强的液压油驱动机械动力传输。因此运动中严禁操作手伸到运动区域,以免伤害人或发生人身事故。 1.4本机床设脚踏开关,二次踩下为停止,以防万一有异常时能及时停止。 2工作前认真做到: 2.1按设备点检表上各项要求认真点检设备,务使每个旋转和磨擦部位得到充分润滑; 2.2操作前,首先检查各润滑点是否缺油,运动机构是否松动,
安全防护装置是否可靠,待确认后方可操作; 2.3按下“电机启动”按钮,电机油泵工作,将选择开关拔至“手动”位置,测试各动作是否正常。 3工作中认真做到: 3.1调整好零件所须位置及所需角度,调整机件定位至所须长度,调整立式升降导轨,使导模压紧缸前进能够夹紧铁管,调夹模压紧缸能够夹紧铁管; 3.2模具的调整,在“手动”位置,根据成型模中心校对上下夹紧模中心,并保持一致,并使工件“夹紧”。如松动,可调整高溢流阀(调整最高压力的70%——75%)不能超过最高值; 3.3弯曲时,思想要集中,禁止将手或其他物品放入工作区,如遇紧急情况,按急停按钮,再将转扭开关转至手动位置,用手动复位,若发生故障,及时报修; 3.4不要靠近弯管臂动作区域,以防伤人,弯管机工作时,禁止身体任何部分进入模具和夹料装置的活动范围; 3.5工作中一旦有异常出现,请即刻按下(带锁)“紧急停止”按钮,动作即刻停止。 3.6二次上料加工,必须在完成第一根管料成品后方可再进行。
全自动电动弯管机的使用方法在现今技术发展迅速的社会,为了供应人们的需求,市场上也出现了各种各样的建筑机械设备,使用起来方便、快捷,并且工作效率高。今天我们就来探讨一款26型数控平台弯管机的使用方法:适用范围:本机可加工方管、圆管、不锈钢管、矩形管、铜管。主要用于家具、健身器材、装饰材料、游乐设备、机械配件的制造。 工作展示:采用先进的嵌入式微电脑智能控制系统,角度输入实现数字化,可同时设置10组弯曲角度,多角度一次性完成,效率加倍;变速箱齿轮使用高强度合金钢配合压条一次性定性弯管,保证弯曲半径尺寸统一,适合小半径弯曲。 操作方法:根据所需要角度调整数控面板角度值,管材送入磨具,压紧压轮.独家带离合弯管机已获批国家专利,每次弯管后自动回位归零,重复弯管零偏差,全封闭减速箱,齿轮传动,维修保养简便。 下面我们来认识下本文重点介绍恒生机械制造有限公司的“数控平台弯管机”。 数控平台弯管机是弯管机类型中的一类、属于弯管机家族中重要的一员,模具安装位置位于平台上而得名。主要针对家具制造行业、健身器材行业、输送管道行业、汽车配件制造行业、休闲娱乐设备行业等行业的零部件加工。具有功能多、结构合理、操作简单、等优点。 本机采用智能数控可编程微电脑数控平台弯管机由弯曲工作装置(包括夹管装置、弯管卡具)、弯曲动力装置(电动机、独家研发
的带离合齿轮变速箱)以及智能可编程数控控制装置等组成。由电动机顺时针方向旋转经三角带经带离合变速箱减速,再由变速箱上的主输出轴带动弯曲工作装置旋转到数控程序设置的指定位置时,电机自动反转,当弯曲工作装置回到停机位置时,数控程序切断电路,电机停止工作. 键盘说明:控制面板上有两排角度显示屏,上牌的是度数显示屏,下排的是序号显示屏,显示屏右边有对应的+ -按键,右下角为回位键。 角度设置:下排显示屏右边的+ -键是用来选择角度序号的(1-10),上排显示屏右边的+-时用来调整当前所在序号的角度的,长按可快速调整,调整范围是0-180度。 操控过程中需工人输入所需弯曲角度脚踩脚踏板即可实现机器工作,弯管一次成型,一个管件多个弯曲角度只需在数控面板上按照序号输入对应的角度即可实现,操作简单快捷,大大的节省人工。
HP-75
目录 安全注意事项………………………………………………………….. . 3 一、基本介绍 (4) 1.电器安装说明 2.机械本体安装说明 3.机械特色简介 二、功能及构造说明 (4) 1.功能简介 2.外型尺寸 3.使用能源及规格 4.适用规格 三、调整设定及操作说明 (5) 1.电控箱操作面板说明 2.操作解说 A:手动操作步骤 B:自动操作步骤 四、尺寸调整及注意事项 (6) 五、电控互锁注意事项 (8) 六、紧急停止注意事项 (8) 七、机械保养 (8) 八、主要液压元件附录 (9) 九、易损件表 (9)
安全注意事项 1.安装时请注意电源电压是否正确。 2.机械动作前,请详读操作说明。 3.机械动作中,严禁身体各部位接近机械运动部分。 4.更换模具时,请确实切断电源。 5.机械做保养时,请确实切断电源。 6.尺寸调整时,请依照操作说明进行。
半自动长U 型管弯管机是热交换器生成线上把退火矫直铜管切断料铜管弯制成长U 型弯管的一种专用设备. 该设备全部采用液压传动,手动上下料,具有手动、自动二种操作程序可供选择。自动工作程序为:手工上料到位→夹紧→弯曲前进→芯轴后退→夹紧松→退料→退料复位→弯曲后退(复位)→芯轴前进。弯曲前润滑为弯曲芯轴前端自动加油/人工给油(建议用挥发油) (一)机械构造:本机由穿管导向、翻转弯曲、自动退料等部分组成。 (二)设备配置: 1) φ9.0×25 弯曲模一套; 2) φ9.0 弯曲芯轴4 件; 3) φ9.0 用导向管一套; (三)U 型管的弯管质量: 1. 管口应平齐,直边长度误差≤1.0mm(直管长度误差除外) 2. 弯曲部分椭圆度≤8%。 3. 直管夹紧部分不圆度<0.3mm。 (四)HP-75 型管半自动弯管机主要特点: 采用可编程序控制器,具有自动和手动控制两种操作功能; 每个工作循环可以同时加工四个工件; 通过装换相关零部件,可以弯制不同规格长U 形管. (注:本机供货时,只按合同提出供一种规格加工部件,用户如需要弯制一种以上规格时,必须另行订购附件.) 1.电器安装说明: A:电源接通之前,请先确认电压是否正确,以免烧毁电控系统。 B:接线:本机要求使用三相五线制交流电,包括三根相线(L1、L2、L3),一根中性线(N 线),一根接地保护线(PE 线)。 正确接入交流电,使L1、L2、L3 三根相线接入接线板的三个L1、L2、L3 输入端, N 线接入接线板的N 端,PE线接入控制柜的接线螺丝上。 C:将控制箱内的所有开关关闭,并检查设备外壳接地是否良好。 D:接完电源线后,开启油压马达按钮,确认马达转向.正确检视方法如下:操作者面对油压马达后方排风扇处,确认马达旋转方向须顺时针。 2.机械本体安装说明:
信捷科技电子有限公司
目录 一、控制系统概述 (3) 1-1.系统简介 (3) 1-2.控制原理 (4) 1-3.系统配置 (4) 1-4.操作说明 (4) 1-5.外观尺寸及安装 (5) 二、操作说明 (7) 2-1.操作流程 (8) 2-2.文本画面介绍 (9) 2-2-1.帮助画面 (9) 2-2-2.手动模式画面 (10) 2-2-3.自动模式画面 (11) 2-2-4.试机模式画面 (13) 2-2-5.报警提示画面 (14) 2-2-6.画面编号表 (15) 三、电气图说明 (16) 3-1.输入输出配置表 (16) 3-2.电气接线图 (17) 图A:PLC本体接线图 (17) 图B:电磁阀接线图 (17) 图C:油泵电机、文本显示器接线图 (18)
一、控制系统概述 此控制方案是采用我公司OP320-A(文本显示器)和XC3-24R-E(PLC控制器),组成多角度高速自动液压弯管机控制系统。此系统的功能与特点如下: 多种工作模式可选 分手动、自动、试机多种操作方式,并可满足有芯棒和无芯棒,有辅助和无辅助,全循环和半循环,单角度和多角度选择不同控制要求场合的特定需要; 高速计数频率高达200KHz 采用AB相计数,最高频率可达到200KHz。且PLC控制器计数器可设为四倍频计数模式,使编码角度更加精确。 强大的档案功能 可存储400种产品型号,每种型号可设定10个弯管角度参数,可满足多种复杂、多角度的要求,并可对工作进度进行实时监控显示; 参数修改方便 可自由调整设定“夹紧时间”、“退夹时间”、“进芯时间”、“取管时间”、“修正角度”,满足实际工艺要求,以及防止机械上的动作延时造成的次品; 试机模式 可选择试机模式,用于机械的磨合,符合权限的人才可选择试机模式,对不同的用户进行不同的操作从而保证系统安全; 密码功能 可设定机械的使用期限,应用密码限制功能,符合权限的人才可对机械的进行使用和设定; 完善的报警系统 完善的报警系统,在操作不当或机械故障时能在屏幕上作提示,并停机报警。
最新整理双头液压弯管机安全操作规程1注意事项: 1.1操作人员必须熟悉安全注意事项及本机床工作性能,才可操作本机,其他人员不得操作机床; 1.2机床开机后,操作工不应离开现场,以便于能接触紧急停止开关。一旦发生异常,可随时压下紧急停止开关; 1.3夹模夹紧时,夹紧动作有高达10MPa以上压强的液压油驱动机械动力传输。因此运动中严禁操作手伸到运动区域,以免伤害人或发生人身事故。 1.4本机床设脚踏开关,二次踩下为停止,以防万一有异常时能及时停止。 2工作前认真做到: 2.1按设备点检表上各项要求认真点检设备,务使每个旋转和磨擦部位得到充分润滑; 2.2操作前,首先检查各润滑点是否缺油,运动机构是否松动,安全防护装置是否可靠,待确认后方可操作; 2.3按下“电机启动”按钮,电机油泵工作,将选择开关拔至“手动”位置,测试各动作是否正常。 3工作中认真做到: 3.1调整好零件所须位置及所需角度,调整机件定位至所须长度,调整立式升降导轨,使导模压紧缸前进能够夹紧铁管,调夹模压紧缸能够夹紧铁管; 3.2模具的调整,在“手动”位置,根据成型模中心校对上下夹紧模中心,并保持一致,并使工件“夹紧”。如松动,可调整高溢流阀(调整最高压力的70%——75%)不能超过最高值;
3.3弯曲时,思想要集中,禁止将手或其他物品放入工作区,如遇紧急情况,按急停按钮,再将转扭开关转至手动位置,用手动复位,若发生故障,及时报修; 3.4不要靠近弯管臂动作区域,以防伤人,弯管机工作时,禁止身体任何部分进入模具和夹料装置的活动范围; 3.5工作中一旦有异常出现,请即刻按下(带锁)“紧急停止”按钮,动作即刻停止。 进行。 状态; 4.2对弯管机各部件进行一次检查。离开工作岗位时,4工作后认真做到: 4.1作业结束后,应保证弯管机各部件处于动作的初使3.6二次上料加工,必须在完成第一根管料成品后方可再必须将电源关闭;
文件编号:TP-AR-L5614 There Are Certain Management Mechanisms And Methods In The Management Of Organizations, And The Provisions Are Binding On The Personnel Within The Jurisdiction, Which Should Be Observed By Each Party. (示范文本) 编制:_______________ 审核:_______________ 单位:_______________ 液压弯管机安全操作保养规程正式样本
液压弯管机安全操作保养规程正式 样本 使用注意:该操作规程资料可用在组织/机构/单位管理上,形成一定的管理机制和管理原则、管理方法以及管理机构设置的规范,条款对管辖范围内人员具有约束力需各自遵守。材料内容可根据实际情况作相应修改,请在使用时认真阅读。 1. 设备必须有良好的保护接地. 2. 机器工作时,禁止一切人与物进入其工作区域 内. 3. 操作者要站在能触及急停开关范围内. 4. 设备必须专人操作,机器有故障时请立即关掉 电源请专业人员检查. 5. 机器及周围环境必须清洁,以延长该设备的使 用时间. 6. 机器自动状态时,请确认输入资料的准确性. 7. 安装模具时,请关掉电源,机器使用中机器压
力不可超过12Mpa 8. 使用前检查油标的油面高度,保持液压油在油标的2/3以上位置. 9. 机器必须安置在坚固的地面上,并校正水平,使机器更稳定. 10. 开机前检查电机转向,如转向错误,调整电源接线. 11. 保持需润滑部位,适时注油润滑,保持油冷却系统正常运作. 12. 下班前关机后,以干油布擦试机器. 此处输入对应的公司或组织名字 Enter The Corresponding Company Or Organization Name Here
设备操作指导书 一.设备名称:数控弯管机 二.设备操作前的基本点检 1)电压标准(380V±10%) 2)液压油的油表指数应在合理的区间 3)启动液压马达,检查液压表的读数是否在3.5±3Mpa之间 4)启动空压机,把数控弯管机的气压压力调为3.5±0. 3Mpa(注:当空气 压力≤2.7 Mpa时,机器会自动报警。) 5)把机器调为手动状态,检查每一个按钮和机器的基本功能是否完好(Y、 B、C、夹模、导模、机头的上下、左右及穿心) 三.模具的安装与调试。 1)首先应该确定生产的管件是否需要穿心(≤φ12的管件一般不要穿心)2)如果需要穿心,则应先安装穿心,后装束管夹上的夹具。 3)在安装穿心时应使穿心的最前端超出轮模中心2—3mm,这样较容易调整弯管处的“饱和”度。 4)安装轮模时应确定轮模的大小和外形,以免安装不当造成模具的损坏,(一般情况下双层轮模需要松开上面和下面的两个螺栓,因为双层模具在设计上面不同于单层模具,它为了避免模具撞裂,所以在下面多了一个椎体,当把下面的那个螺栓松开时,上面就会有一个与之相连的椎体出来。 这两个椎体的大小是相同的。)单层模具只要松开和锁紧上面的螺栓,双层模具则要松开和锁紧下面的螺栓。 5)调整夹模时,先把夹模安装在机头固定的夹模点,取一个和要加工管件管径一样的直管废料,套入穿心(有穿心的情况下,没有则不要)松开夹模后面的螺栓,使夹模向后移动5-10mm左右,然后稍微锁住,手动按住夹紧按钮,直到夹模不再动为止,松开螺栓,顺时针拧动,直到夹模与轮模之间的管件只可以轻微的晃动后,再拧紧1/4圈即可。 6)导模调整前,把其放在固定的燕尾槽中,松开导模后面的螺栓,使其向后移动5-10mm左右,然后稍微锁住,用与模具相同规格的管件套入穿心(有穿心的情况下,若没有则直接放在模具的半圆槽中即可)手动按住导模的前进按钮,直到导模不再动为止,用左手按住离轮模较远的那一端,右手水平晃动管件,使管件在导模和轮模间有1mm左右的间隙即可。 四.生产前的调试 1)对于有穿心的管件,在加工时要经常向穿心头部注油,(产品不同,频率