
【Maya】创建螺旋曲线的简易方法
螺旋曲线在建模和动画中用处不小,如植物沿着柱子向上攀爬,龙卷风效果,环形楼梯……但Maya2009还没现成的螺旋曲线基本图形――这点就没3dsMax那么舒服了,因此我们还是要拐些弯来创建。
【插件法】
1.使用Maya的官方插件BonusTools,在其中的Modeling菜单下就有CreateSpiralCurve (创建螺旋曲线)的命令。
2.不过因为创建后没有历史节点,因此我们需要在创建前设置好螺旋线的高度,半径和圈数(主要是圈数)。
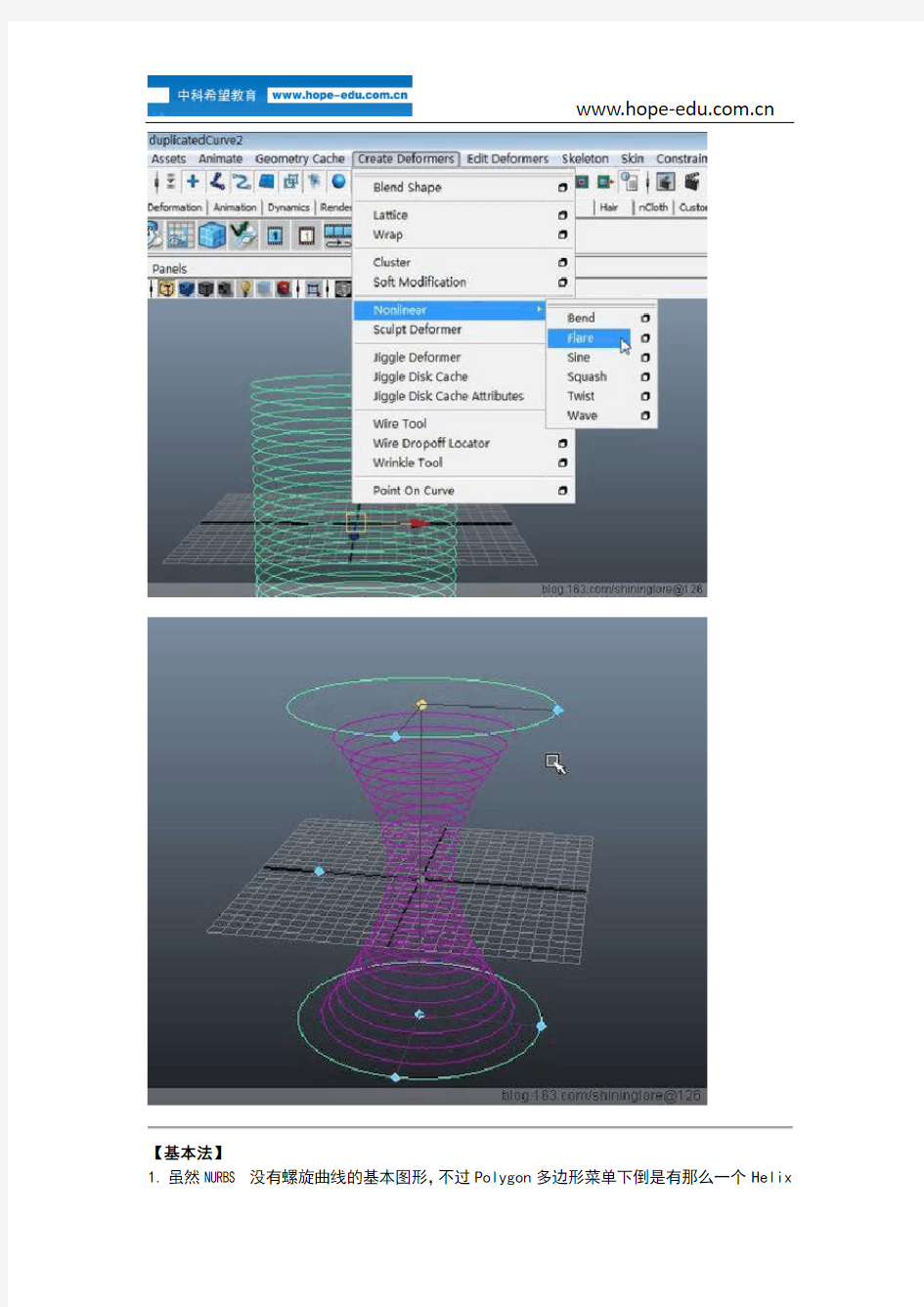
3.创建好曲线后,你可以使用动画模块下的变形器进行曲线变形,完成你所需要的螺旋线形态。
【基本法】
1.虽然NURBS没有螺旋曲线的基本图形,不过Polygon多边形菜单下倒是有那么一个Helix
(螺旋结构)基本物体。
2.创建好螺旋体后,设置好其半径,高度,圈数等属性后,进入Edge边线模式,选取一圈线;执行Modify->Convert->PolygonEdgesToCurve(转换多边形边线至曲线)――Maya2009新增的功能。
*Maya2009双击边线可选择一圈环形线
3.删除多边形螺旋体,螺旋曲线创建完毕。
【技巧法】
1.创建一个NURBS圆柱(根据需要可自定初始造型,如圆锥体,球体等)。
*强调一下,一定要是NURBS的基本图形,多边形和编辑一通之后的NURBS图形都不行。
2.删除两个圆面,只保留一个圆柱框,执行Modify->MakeLive,激活物体。
3.激活后物体变深绿色,然后创建CV曲线Create->CV CurveTool。
4.在圆柱框底部开始沿着曲面画线:默认情况下,第四个CV点的时候曲线将构成,此时按住鼠标中键,沿着圆柱套圈圈(你就当是在钓鱼收线……)。
5.绕圈圈完毕后,执行Modify->MakeNotLive,取消物体激活状态。
6.选择绕出的螺旋曲线,执行Surfaces模块下的EditCurves->DuplicateSurfaceCurves,复制曲线
7.清除历史,删除辅助的圆柱物体,螺旋曲线创建完毕。
*如果保留历史和辅助物体,可通过修改辅助物体形状来改变复制出的曲线形状,实现多种效果。
动画设计交流Q群181934611
更多好玩、免费资源、公开课请登录https://www.doczj.com/doc/1054267.html,
根据之前做项目的经验,将三维中的人物头发制作流程总结了一下,分为: 确定头发造型、头发设置、解算、渲染四个部分。四个部分又各细分为几个步骤,在确定好人物的造型之后,各部分的工作展开需要注意以下要点: 确定头发造型: 1.Nurbs管摆造型。采用多根Nurbs管摆出设定的发型,实际生成的头发没有管子这么密实,因此注意表层和里层的管子摆放,层次错开以避免漏出大片的头皮,也要避免管子的明显穿插。 2.从Nurbs管上提取曲线。从Nurbs管上提取曲线,生成maya hair ,若造型过程中对Nurbs管子进行了较大的拉伸,则需要按照管子的大小来重新整理管子的UV排布再提取线,以避免相同UV、大小不同的管子提取出的线密度不均匀。 3.查看修改。选取线生成头发,按照渲染部分的方法选取多角度渲染,调整头发的分布直至满意。 头发设置: 1. Create fxhair生成Fxhair 。 2. Constrain Hair CV创建头发约束点。这样做,即使在大幅度动作时,也能很好的保持发根的稳定。 3. Attach Goal创建头发目标曲线之。可以再解算前,或头发解算到合适的发型状态时候使用这个命令,来创建头发运动之后要恢复的状态。结合Root Length、Goal attction scale、Goal Damping、Goal attction scale曲线来控制头发的根部和尾部偏离设定曲线(即follicles 曲线)的程度。但是在大幅度动作时,保持根部造型的能力不及约束点。 4. Create Collider创建头发碰撞体。将头发分别与人物的头部、身体、衣服做碰撞,人物运动幅度较大时,容易与碰撞体发生穿插,为解决这个问题,还需要根据实际情况另外建立简单、UV分布均匀的几何体与头发做碰撞。 5.Fxhair转为maya hair。 头发解算(需要注意以下参数): 1. Resolution (relative resolution)不管由maya hair pfxhair还是由曲线转化成为的fxhair 系统,都会有造型上偏差,勾选relative resolution,或者提高Resolution值,能够提高fxhair 头发与原造型的吻合度,也可以减少碰撞穿插。 2. Frame Sample人物动作幅度过大,造成碰撞穿插时,可以提高这个来减少碰撞穿插,但是解算速度会变得很慢,注意使用。 3. Length scale场景中的长度尺寸与现实生活中的长度尺寸的比例。可以提高这个值来
1、基本几何体的变换 Create-cube(立方体)-形状变换 复制:edit—duplicated 2、基本几何体元素变换操作:nurbes里创建—控制点(右击control vertex)—选中点—拉 伸—或者控制壳线(右击hull)—或者增加参数线(右击isoporm—在surfaces里面edit nurbs—insert isoporms—按住shift可以多选) 3、流程:创建曲线-编辑曲线-创建曲面-编辑曲面 建模不必定位选择CV曲线,有利于平滑度,点可以控制曲线的程度,创建完不要按回车,就可以进行改变,或右击进行修改。结束操作进行回车确认,参数中,曲线次数越高,越平滑,默认为3。若要精确创建编辑点,则选择EP曲线,若要删除点,选中,按backspace。铅笔曲线工具可以采用手写板来绘制,右击点很多,edit curves-rebuild curve 修改点的数量,curve degree里1为锯齿状的曲线,3为平滑的曲线,如书法字。Arc tool 三点成弧工具,两点成弧工具。Text为文本创建。 4、复制表面曲线edit curves-duplicate suface curves option ,提取出来表面线,U代表U方向 上的等位结构线,可以同时把等位线都提取出来。surfaces-loft,从而得到一个利用等位线构成的图形。移动的目的是有时利用其发光发亮。若只要选一个或多个指定的,可以右击-isoprom,比如灯罩的效果。 5、变换中心:modify-center pivot 6、链接曲线:创建两条曲线—edit curves—attach curves —参数选项中,blend为混合,平 滑程度,点击应用。链接起来的新的曲线有所变形。Keep original勾选掉,就是原始曲线关闭,则只剩一条曲线。 7、分离曲线:可以将曲线的任意位置断开,成两条曲线。方法一:右击—curve point曲线 点进行操作,shift多选断开多个点。Keep original勾选掉,则原始的曲线在outliner里就没有了。方法二:右击—edit point,自身的点可以断开。 8、对齐曲线:原来不重叠的曲线,也可以让它连接起来。参数选项,连续性tangent为两 条线的切线相互匹配;position为两个点的严密结合;curvature保证两条线的曲率相等。 勾选Attach为对其的时候进行连接。连接完以后历史清空。Edit—delete by type—history 9、打开和关闭曲线:封闭的曲线不封闭,或是打开的曲线封闭起来。Shape:lgnere不保存 原曲线形状,preserve保存原曲线,blend混合,控制平滑量。 10、转移接缝:edit curves—move seam,对齐了就不会扭曲。 11、剪切曲线:cut curves,2D 3D一切,都断开了。 12、相交曲线:将多条曲线相接,相接处定位,吸附到点的命令。交接的地方创建了定 位器,和剪切曲线常常合起来用。 13、曲线倒角:可以直接创建一个圆弧形倒角。Fillet curves,一个直角变成了圆弧形的 倒角。参数选项中可以控制半径。若想把多余的部分去掉,点选trim,只保留倒角部分。 但都是分离的,loin是连接,这个选项在修建曲线打开时才可以使用。 14、插入多节点:insert knot,可以按住shift插入多个点。右击—curve point—点击要添 加的位置,按住shift可以多添加几个。Insert location:between selection,在两个点中间插入,此时点对称。点多了,就非常容易的进行编辑项目。若要删除点,按backspace 就行了。 15、延伸曲线:extend curve:选distance扩张方式为长度。Point为扩展方式为点,可以 输入延伸的长度。Linear直线扩展类型,circular为弧度扩展曲线,exitapolate外插法。 16、延伸表面曲线:延伸曲线始终剪贴表面。Extend curve on surface. 17、平移曲线:与原曲线平行的曲线,等位结构线。Offset curve,选项中distance为偏
3.3 压力容器 3.3.1压力容器的分类 3.3.1.1按压力容器设计压力分类: 可分为:低压容器、中压容器、高压容器。 低压(L):0.1MPa≤p<1.6 MPa 中压(M):1.6MPa≤p<10 MPa 高压(H):10MPa≤p<100 Mpa 3.3.1.2按压力容器在生产工艺过程中的作用原理分类: 可分为:换热容器、分离容器、储存容器、反应容器。 换热容器:主要是用于完成介质的热量交换。 分离容器:主要是用于完成介质的流体压力平衡缓冲和气体净化分离的压力容器。 储存容器:主要用于储存、盛装气体、液体、液化气体等介质。 反应容器:主要是用于完成介质的物理、化学反应的压力容器。
3.3.2压力容器工作原理、结构形式 3.3.2.1气体冷却器 主要完成冷热流体的热量交换,降低压缩机人口处气体的温度,提高压缩机组的整体性能。 3.3.2.1.1浮头式气体冷却器 主要由壳体、管束、管箱、壳盖等部件组成。 其特点是管束可以抽出,便于清洗管间和管内;管束膨胀不受壳体约束,不会产生温差应力;管程可分成多程;能在较高的温度和压力条件下工作。适用与壳体与管束间壁温差较大或壳程介质易结垢的场合。结构见附图 2.1.1所示。 3.3.2.1.2U形管式气体冷却器 主要由壳体、管束、管箱等组成。其特点是管束可以自由伸缩,避免造成温差应力,管束可以抽出清洗管间;适用于管内走清洁而不易结垢的高温、高压、腐蚀性大的物料。适用压力范围大。结构见附图2.1.2所示。 3.3.2.1.3固定管板式气体冷却器 主要由壳体、管束、管箱等组成。其特点是结构简单、紧凑;管束不能抽出清洗和检查。适用于壳程介质清洁、不易结垢、温差不大的场
爆破片的安装和维护 摘要:简述爆破片的适用范围,泄放量的计算,爆破片的选用和安装。 关键词:爆破片泄压安全阀 1 概述 爆破片是石油化工、化工装置的压力容器、管道或其它密闭系统防止超压的重要安全装置。它能在规定的温度和压力下爆破,泄放压力,保障人民生命和国家财产的安全。广泛用于石油、化工、化肥、医药、冶金、空调等大型装置和设备上。爆破片又称防爆片、爆破膜、爆破板。是一种断裂型的安全泄压装置。当爆破片两侧压力差达到预定温度下的预定值时,爆破片即刻动作(爆破片上的膜片破裂或脱落),泄放出压力介质。与安全阀相比较,爆破片的优点是密封性能良好,气体一般不会渗漏;泄压反应较快,达到爆破压力后膜片立即破裂,气体即可大量排出;对介质中所含的污物不太敏感,气体中即使含有少量的粘稠物或粉状晶体一般不会影响它的动作与排放。爆破片装置是断裂型安全泄压装置,由爆破片和夹持器两部分组成。爆破片是在标定爆破压力及温度下爆破泄压的元件,夹持器则是在容器的适当部位装接夹持爆破片的辅助元件。夹持器的作用:一是提供一个与容器安全泄放量相当的介质泄放管口;二是保证爆破片周边夹持牢靠、密封严密;三是与爆破片元件匹配,使之在标定爆破压力爆破泄压。 2 适用范围 由于爆破片是利用膜片的断裂来泄压的,所以泄压以后即不能继续使用,容器或系统内的气体被全部排放,容器或密闭系统也被迫停止运行。爆破片的爆破压力最高不大于35MPa,它适用在以下几种情况: 2.1 爆破片在不宜装设安全阀的压力容器中使用,包括工作介质为不洁净气体的容器,因为用安全阀有可能发生堵塞或粘结。 2.2 物料起化学反应、压力急剧升高的反应容器,安全阀有滞后作用,不能迅速排放。 2.3 泄放介质含有颗粒、易沉淀、易结晶、易聚合和介质粘度较大。 2.4 泄放介质有强腐蚀性,使用安全阀时其价格很高。 2.5 工艺介质十分贵重或介质为剧毒气体的容器,在工作中不允许有任何泄漏(安全阀密封性能差,有可能使剧毒气体渗漏),应与安全阀串联使用。 2.6 工作压力很低或很高时,选用安全阀其制造比较困难。 2.7 使用在温度较低的情况,而此温度会影响安全阀的工作特性。 2.8 需要较大泄放面积的情况。 2.9 气体排放口小于12nm或大于150mm,要求全量泄放或全量泄放时要求毫无阻碍的场合。 3 爆破片与安全阀的组合使用 3.1 爆破片与安全阀串联使用 3.1.1 爆破片安装在安全阀的入口为了避免因爆破片的破裂而损失大量的工艺物料,在安全阀不能直接使用的场合(如物料腐蚀、严禁泄露等)一般在安全阀的入口处安装一个爆破片,爆破片的标定爆破压力与安全阀的设定压力相同,爆破片的公称直径不小于安全阀的入口管径。 3.1.2 爆破片安装在安全阀出口如果泄放总管有可能存在腐蚀气体的环境,爆破片应安装在安全阀的出口,以保护安全阀不受腐蚀。爆破片的最大设计爆破压力不超过弹簧式安全阀设定压力的10%。爆破片的公称直径与安全阀出口管径相同。 3.2 爆破片与安全阀并联使用为防止在异常工况下,压力容器内的压力迅速升高,或增
第一章服装制作工艺基础知识 第一节服装术语 服装术语是指服装用语,比如某一个品种,服装上的某个部位,服装制作每一种操作过程和服装成品质量要求等,都有专用语,它有利于指导生产,有利于传授和交流技术知识,也有利于管理,在服装生产中起着十分重要的作用。 (一)服装成品部件名词术语 1、上主装部位(衣服) 前身:门襟、里襟、驳头、小肩、串口、底边止口、驳口、止口圆角、省位。 后身:背缝、背衩、后肩省、过肩。 领子:倒挂领、领上口、领下口、领里、立领、袖子、一片袖、圆装袖、中缝圆袖、连袖。 口袋:有盖贴袋、风琴袋、暗裥袋、明裥袋。 2、下装部(裤子) 烫迹线、侧缝、腰头、腰里、后袋、门襟、里襟、侧缝直袋、侧缝斜袋、串带袢。 (二)服装操作术语 1、缉缝, 2、缉明线, 3、缉省缝, 4、坐缉缝, 5、分缉缝, 6、坐倒缝, 7、坐缉缝, 8、分缉缝, 9、环针,10、擦针,11、内包缝,12、外包缝。 第二节服装专用符号
服装专用符号是一种用符号代替汉字说明,即简洁又明了,比文字表示更形象标准,也便于国际间的技术交流,下面是部分专用符号。 (一)服装熨烫工艺符号及名称 服装面料在工业生产中熨烫也是一道重要的工序,熨烫符号表示了熨烫方式和熨烫温度的要求。下面是这些符号表示熨烫温度。 (二)服装缝纫工艺符号及名称 服装在各部位设计了不同的工艺结构,工艺造型,服装缝纫工艺用比较形象的符号,明确地表达所要采用的缝纫方式,工艺流程各道工序的操作人员必须按照缝纫工艺符号所表示的方式进行操作。 1、手缝工艺符号及名称
2、服装机缝符号及名称 第三节电动平缝机介绍 随着市场经济的迅速发展,工业平缝机的种类和型号也不断增加。现在工业平缝机虽然种类繁多,外观各有不同,但从机械结构传动原理和过程上来看基本上相似。 一、高速平缝机的性能 1、缝纫速度:9000针/分 2、最大针距:5毫米 3、能缝厚度:缝料在自然情况下4毫米 4、电动机功率:0.37千瓦 二、使用工业平缝缝纫机应注意的事项
爆破片装置是非闭合的压力泄放装置,一般由爆破片和夹持器两部分组成。爆破片是在标定爆破压力及温度下爆破泄压的元件,夹持器则是在容器的适当部位装接夹持爆破扦的辅助元件。夹持器的作用:一是保证爆破片周边夹持牢靠、密封严密;二是与爆破片元件匹配,使之在标定爆破压力下准确爆破泄压。 爆破片装置适用于下列场合: 1、工作介质具有粘性或易于结晶、聚合,容易将安全阀阀瓣与阀座粘住或堵塞安全阀; 2、由于化学反应或其他原因,器内压力可瞬间急剧上升,用安全阀由于惯性影响不能及时 开启及泄放压力; 3、工作介质为剧毒气体或昂贵气体,用安全阀难免泄漏造成环境污染或浪费; 4、要求全量泄放或全量泄放时要求毫无阻碍的场合; 5、其他不适用安全阀而适用爆破片的场合。 爆破片的各种类型及适用场合:(什么正拱、反拱、平板等,个人认为这部分东西可以由供货商来推荐选择,我们没必要花费时间来讨论这个。) 爆破片的使用与检验方法:1、容器介质有腐蚀性、易燃性或剧毒性而装设爆破片装置时,应在图纸上注明爆破片的材料和设计时所确定的爆破压力。 2、爆破片与容器的连接管应为直管,阻力要小,管路通道截面积不得小于爆破片泄 放面积。 3、爆破片的泄放管线应尽可能垂直安装,应避开邻近设备及操作人员所能接近的空间。介质为易燃、有毒或剧毒时,应将其引至安全地点妥善处理。泄放管内径应不小于爆破 片泄放口径,并有不被爆破片碎片堵塞的措施。 4、爆破片一般应与容器气相空间相连,装夹应牢固,夹紧装置和密封垫表面不得有 油污,夹持螺栓应拧紧。 5、运行中应经常检查爆破片装置有无渗漏和异常。 6、爆破片应定期更换,更换期限由使用单位根据本单位的实际情况决定。超过爆破 片标定爆破压力而未爆破的,应予以更换。 爆破片有哪些优、缺点: 爆破片优点: (1)泄压装置的动作与介质的状态无关,因此能适用于工作介质为高粘度的液体,
服装宝典:服装样板制作 一.款式样 我们公司接到订单以后,提供图纸样或者参考实样,供工厂制作样办---款式样,以便供客人的设计师观察款式效果。这时应注意的几个问题:1.打款式样的时候,面料用相似的面料,但必需有相似的布性能,例如:摇煤粒绒衣须用克重基本上一样的摇粒绒布却不可以用没有摇粒或者说用其它种类的布,这就使整个服装的性能发生变化。 2.要考虑到做工上的一致性,整个服装看起来与原样相似,做这件款式样时还应考虑做工上的更进,衣服的做工要能适用大批流水作业。一些做工复杂的地方应把它改掉,但做工上的更改不可以影响服装的外观。 3.辅料上的使用应改虑将来的采购以及成衣的成本 4.主、辅料颜色要与图纸样或者参考实样相似。 二.批办样 款式样完成以后送到客人手里经常性地进行更改,这种更改不仅仅是差错更改,而是客人的设计师要根据市场行情发生变动。同时根据工厂的做式提出相应的变动。根据客人的更改,原则上,用正式主辅料制作样衣---批办样,根据提供的款式样和样品规格表中具体要求逐项进行操作。 三.大货产前样(封样) 完成了上几个步以后。主、辅料生产厂方可进行原辅材料的大批生产。成衣生产厂待所有的主辅料生产出来以后,用正确的主辅料,所有的主敷料都必须用以后生产中要用的料再次进行打样。这个样品必须是百分之百的正确材料,正常情况下是不允许再用代用
品,对于大货产前样必须非常的慎重,一旦大货产前样(封样)被客户批准合格后,方可大批开裁,大货的生产就按此样衣。 四.推销样(船样) 大货生产完成以后。 面料检查 一.检查记录 就整个的成衣操作程序来讲,在此之前还涉及到面料生产质量控制问题,一般情况下面料采用10分、4分评定法,布料检查一般以随机抽样形式进行,从整批来布中,任意挑选一定数量的样本,用视觉审察以决定整批的品质。对面料大货10%进行抽查,当面料大货数少于1000码时做100%。检查面料时,验布者保持约3英尺的距离,以40W加罩日光灯3~4只,布面照度不低于750lx为准。光源与布面距离为1m~1.2m。面料背面应有照明设施的验布台,拉伸时无张力。布的走动速度要适合验布者的检查和记录,以便检查人员能够清楚审察布料上的瑕疵,然后在另一端将滑过验布台的布料重新卷上。检查的结果表格应放在工厂,但必须包括下面这些内容:1)用此布的款号(STYLE,客人用的非工厂自编),2)面料来源(目的在于区分,并非要详细的地址),3)染缸号,每缸布的颜色会有所差异,因此必须区分缸号,颜色名称或代号,4)布料检查者签名,并写上疵点的数量。 二.检定标准 直至现在为止,国际间还没有任何认可布料检定标准,但西欧和美国等地均有其常用十分制评法、四分制评法以控制处理布料疵点,这两个是最常用的制度。
手工缝衣服的方法(图文详解)(转载) 不知针线如何打结。转载以下文章,权做备忘。说起手工缝纫,相信大家不管技术熟练与否,都能拿起针线实际操作一番,毕竟谁没有补个袜子,钉个纽扣的经历。在服装学院,手工缝纫针法是服装专业学生首要掌握的缝纫知识,因为在服装制作的过程中,除了采用缝纫机外,手工缝纫也是完成服装整体造型所不可缺的一项技能。并且不同缝制情况下所采用的针法也有讲究。其实这一点与其他手工艺品制作是相同的。为此,小编特意搜集整理了各种不同手工缝纫针法的详细图解,希望能够为服装DIY或者手工艺DIY爱好者提供帮助。31. 平针(Running stitch )这是最常用最简单的一种手缝方法,通常用来做一些不需要很牢固的缝合,以及做褶裥、缩口等。可以一次多挑几针然后一起拉紧线头。平针的针脚距离一般保持在0.5厘米左右。 2.疏缝、假缝(Tacking Stitch / Basting ) 和平针的针法一样,但针距较大,这种手缝方法通常用来做正式缝合前的粗略固定,为的是方便下一步的缝合,作用类似于珠针。 3. 回针、倒针(Backstitch)针尖后退式的缝法,这是类似于机缝而且最牢固的一种手缝方法。为了防止面料开县,在起始或者总之以及希望缝得结实时所使用的方法。有返回到
一个针眼的全回缝,还有返回到前一个针距一半的半回缝。常用来缝合拉链、裤裆、等牢固度要求较高的地方。4. 锁边缝(Oversewing Stitch / Overcasting ) 这种方法一般用来缝制织物的毛边,以防织物的毛边散开。 5. 包边缝(Blanket & Buttonhole Stitch)扣眼缝: 6. 藏针缝(Drawing Stitch) 这是针法在布艺制作中相对用得比较多,能够将线迹完美地隐藏起来,常用于不易在反面缝合的区域。 打结法:
?Maya 5分钟学会做布料 ?https://www.doczj.com/doc/1054267.html,2007-08-14跟节点SRCSKY责编字体:[大中小]阅读:0我要评论(0)内容摘要:Maya5分钟学会做布料 从插件管理中调入SYFLEX 创建多边形物体,上面那块是用来做布的,所以“格子”的密度高点,如果接下来的步骤不能创建出布料的话,请删除构造历史。(如果没问题那就不必了)
选择平面把它指定为布料。在大纲窗口你会看到新增了2个节点(我认为这个设计不好,应该把shape节点放在syCloth1Trs下做为它的造型节点)。在大纲窗口右键点击--选择打开造型节点(show shapes)你可看到原来的平面其实已经被隐藏了(其实应该隐藏平面本身,而不是平面造型节点,不知道的还以为没隐藏),原始平面隐藏了,它的造型可以影响布料的造型(因为它的的mesh是连接的)。 选择2个物体,让它们碰撞(在大纲窗口会多一个碰撞节点) 播放动画,没有反应,是因为布料处于无重状态,你必须给它加个地心引力才行啊:)重新选择布料,加个重力。对于添加力场,无论你选择的是衣服节点或是衣服造型节点,其结果都是一样的。
好,现在来真正的原创了-------------你也许会碰到以下问题: 1。布料“烂”了,物体穿过了布料,那么你要增大这个参数(我戏称为结实参数),注意:不要在视图中选,很难选到这个节点,它是个小小的衣服形状。
2. 布料滑落-----因为它和物体之间的摩擦力为0,选择碰撞节点---增大摩擦力。 3. 出现了相互渗透现象,增大这2个参数(我把它们理解为衣服与身体之间的最小和最大空隙),因为计算是需要立体空间的,同时也可防止布料自身的相互穿透的错误。
产品选型 一、爆破片安全装置设计爆破压力及允差的确定: GB567.1-2012《爆破片安全装置第1部分:基本要求》6规定:爆破片安全装置中爆破片的设计爆破压力应由被保护承压设备的设计单位根据承压设备的承载能力、工作条件和相关安全技术规范的规定确定。爆破片安全装置的设计单位应根据被保护承压设备的承载能力、工作条件、结构特点、使用单位的要求、相应类似工程试验结果、相关安全技术规范的规定及与制造单位商定的制造范围和爆破压力允差等因素综合考虑,合理地确定爆破片的最小爆破压力和最大爆破压力。被保护承压设备装有爆破片安全装置时,对于每一种类型的爆破片,设备的工作压力与爆破片最小爆破压力之间的关系应参照下表的规定,以防止由于疲劳或蠕变而使爆破片过早失效。 爆破片最小爆破压力与容器工作压力关系 爆破片型式载荷性质最小爆破压力Pbmin ( Mpa) 正拱普通型静载荷≥1.43 Pw 正拱开缝(带槽)型静载荷≥1.25 Pw 正拱型脉动载荷≥1.7 Pw 反拱型静载荷、脉动载荷≥1.1 Pw 平板型静载荷≥2.0 Pw 石墨静载荷≥1.25 Pw 注:Pbmin ─最小爆破压力 Pw ─工作压力
图a 通过确定温度下最大和最小爆破压力确定爆破压力范围
图b 通过温度下最大和最小爆破压力确定爆破压力及允差 爆破片安全装置的制造范围及爆破压力允差: 制造范围是一个批次爆破片标定爆破压力相对于设计爆破压力差值的允许分布范围。G B567-2012规定正拱型爆破片的制造范围分为全范围、1/2范围、1/4范围、0范围;反拱性爆破片制造范围按设计爆破压力的百分数计算,分为:-10%、-5%和0。见下表: 正拱形爆破片制造范围 设计爆破压力Mpa 全范围1/2范围1/4范围0范围 上限 (正) 下限 (负) 上限 (正) 下限 (负) 上限 (正) 下限 (负) 上限 (正) 下限 (负) 0.30~0.40 0.045 0.025 0.025 0.015 0.010 0.010 0 0 >0.40~0.70 0.065 0.035 0.030 0.020 0.020 0.010 0 0
制作衣服流程 1准备工具 准备的工具如下: 打版用 长尺、粉片、铅笔、橡皮擦、剪刀 剪布用 锋利的剪刀、珠针(大头针) 缝合用 手缝针(或是缝纫机)、线、珠针 特别要注意的是,剪布和剪纸用的剪刀最好分开,这样才能维持剪刀的寿命。 正式流程 大致的流程如下: 打版→裁布→部分复杂图案设计→接合→整烫→试穿补正 首先是打版的部分。所谓打版,便是将衣服的原型样版画出来,这将会决定了衣服的样式及线条;是很重要且专业的一门学问。 推荐去看一些坊间出版的打版书,有许多现成的版型可以参考,这里用文字是绝对讲不清楚的。有些店家可以帮忙代工,不过价钱可不便宜喔!比较起来,制服的打版较容易,而礼服和一些特殊造型的衣服,难度就高了许多。 打版要有清楚的立体观念;人是「立体」的,所以绝对不是像纸娃娃剪两片粘起来就可以了。将画好的版型要裁下来时,记得在实际的完成线之外围,预留一截「缝份」,否则当缝衣服的时候,会发现越缝越往内,结果比原来画的小。不论车缝还是手缝,都是缝在你当初决定的完成线上。. 在打版完成之后,就是裁布的工作了;这个步骤很简单,便是依照打版的形状将所需的布裁剪下来。 另外一种替代打版的方法,叫做立体裁剪。这种方法需要两个人以上一起进行,若一个人的话就需要人台来辅助;这是一种所见即所得的方式.,直接将布置於身上,去抓所要的形状,做好记号后再把布料摊开,将多余的布料剪掉.;这样就会跟使用打版的步骤到剪布得到相同的东西,叫做裁片。 衣服上的许多花样或是变化,外面都有可以代工的店家。例如说开扣眼、绣花边,或是做百褶裙的店家,(百褶裙是用瞬间高温定型的方法烫出来的,所以
一般手工无弄得很漂亮)可以充份利用这些店家来辅助完成作品。建议到传统市场、或是夜市去逛逛,会发现此类的店家不少喔! 将裁好的布接合、整烫后试穿,就接近完工了;要相当注意服装各部分的配合度,再加以整修。 订做cosplay服 关於做衣服的店家,网路上都有不少评价与讨论了,在这里就不多做介绍呢。有一些店家是专门制作cosplay的衣服,而像一般的女装店以及制服店,师傅可能有拿手及不拿手的衣服种类,可以多多斟酌选择。面料的种类: (1)闪光缎:最常用的面料,它手感较细但有一定重量!经纬织度较密(织度:经纬的密度)!幅宽:一米半!市价一般在每米10元 (2)素光缎:这种面料大体看与闪光缎类似,但用手团抓后易有印而且经纬度粗糙不易裁剪.幅宽:一米2到一米5不等!市价:每米8元左右. (3)里子绸:料子以薄轻为特点.看似光滑但粗糙度较大且单薄!易挂丝易破!幅宽:一米到一米半不等!市场价:每米3-5元左右.(注意:一些人会用用这种料子充当闪光缎) (4)美丽绸:看上去光滑摸起来的手感也不错!但裁剪时容易抽丝易走型!幅宽:一米半!市价:每米4-5元左右.(注意:一些人会用这种料子充当闪光缎!!!!) (5)真丝缎:比闪光缎手感更轻柔更轻巧!经纬织度更细密!很飘逸!幅宽:一米半!市价:每米18元左右. (6)弹力真丝缎:顾名思义它痹绘丝缎有弹力.比四面弹有光泽,更轻柔!幅宽:一米半!市价:每米28元左右 (7)丝绸:真正的丝绸轻且有特殊的如珍珠般的光泽,在阳光下有不同层次的光感!幅宽:不等!市价:48-108不等PS;一般很少有人用的说 (8)华服素锻:舞台光感效果极强!表面光滑且具有韧性不宜挂丝!幅宽:2尺7!市价:28元左右PS;可惜可选择的颜色太少 以上是光滑类的面料(无花纹素面料)下面介绍的是光滑类的面料(有花纹素面料) (1)普通华服:面料光滑,花纹均为机绣.这类面料容易挂丝!长时间磨擦表面抽丝!幅宽:2尺7市价:18元左右 (2)机绣华服:相比一般华服织度更为紧密花纹采用机绣.背面为多种颜色成行!幅宽:2尺7!市场价:22元左右 (3)手绘华服:华服的花纹有明显的突起质感!不易挂丝!幅宽:2尺7 !市价:48元左右布类面料: (1)棉布:柔软舒适但比较单薄会起球而且会缩水!幅宽:2尺4市场价格:6元左右 制服类: (1)制服昵(学生昵):是一种单一平纹布面料较硬也较薄!幅宽:一米半市价:12元左
第5章nCloth 本章主要讲解如何在场景中设置和添加布料效果,如何解算和输出布料效果。 本章主要内容: ●nCloth的概述,初步认识nCloth ●nCloth插件的命令以及应用 ●nCloth的属性以及应用 ●nCloth的碰撞及约束的应用 ●案例实训,将以上学习的知识应用到案例中 ●掌握nCloth的创建和属性调节 ●掌握nCloth约束应用 ●掌握nCloth的碰撞应用 ●熟练掌握和制作nCloth的解算以及缓存的编辑 ●能熟练运用nCloth为动画角色制作衣服 1.1.nCloth简介 图5-1是摘自Maya help文档中的一张截图,描叙了nCloth的节点关系。Maya nCloth 在Maya 8.5版本第一次推出,使以前的Maya Cloth因其繁琐复杂的控制属性并没有带来高效率的解算结果,而完全变成鸡肋,故而相对于以前的Maya Cloth,新的布料系统称为Maya nCloth,本书为方便说明,将统一称nCloth为布料。
图5-1nCloth的节点关系 Maya nCloth是建立在Maya Nucleus(布料解算器)这套动力学系统框架内的第一个应用。作为首个Maya Nucleus 技术应用,Maya nCloth 使艺术家能够以全新的方式快速支配和调控衣料和其他材质模拟。nCloth不只用于衣物和标记之类的东西,还可以创造能够破裂、撕裂、弯曲、变形的刚性及半刚性物体,此外还有用于空气动力学特效的上升模型。下面便简单介绍一下Maya Nucleus与nCloth的优点。 1.Autodesk Maya Nucleus Nucleus(布料解算器)是为了满足通用的Maya动力学解算器的运算需求而产生的。通过使用通用解算器,不同的动态特效能够以独立解算器不可能实现的复杂方式进行交互。该核心解算器是一个独立的组件,对Maya剩余部分没有任何依赖。Maya具有几个充当Nucleus解算器接口的节点,以建立关系和自制Nucleus转换数据。这不仅有助于支持不同实体之间更好地交互,而且Nucleus内在的稳定解算和碰撞功能还能得到更合理化的利用。 2.nCloth的优点 (1)创建任何质地、任何款式 Maya nCloth 生成于建模后的多边形网格,是在创建标准衣板工作流程中产生的卓越方法。任意多边形网格模型(开放或封闭式网格)均可快速转变为Maya nCloth对象,衣料属性可通过Paint Effects基于画笔的易用型界面进行操作。物体可以是僵硬的、粘性的或流动的,或者是用户所希望的紧密或宽松的织物。动画师能够以逼真的衣料间的相互作用和碰撞效果创建多个衣料的模拟,如披风搭夹克或衬衫下搭短裤。Maya nCloth织物可被弯曲、伸展、修剪、凹陷甚至撕毁。独立于拓扑的约束可被用于使服饰符合角色外形,影响Maya nCloth对角色设置的方式,或调控Maya nCloth在动画中作用的方式。它们还可用于安装纽扣、撕毁衣料以及和不同的Maya nCloth 对象融合。 (2)受控性 即使在模拟进行时,艺术家也可以塑造和改变有关手动建模的目标(姿势)的结果。模拟可保存在Maya工程目录下的缓存文件夹中,因此多个模拟可使用Window(窗口)>Animation Editors(动画编辑器)>Trax Editor(非线性编辑器)命令,在非线性编辑器中通过调节Trax时间线进行编辑,并融合在一起,以取得单一模拟通常无法达到的效果。 (3)碰撞 艺术家和技术总监能够轻松建立和操纵逼真的衣服碰撞效果,碰撞可完全实现自动化,
爆破片装置安装使用说明书Installation and Operation Manual of Bursting Disk Devices 成都成航工业安全系统有限责任公司Chengdu Chenghang Industrial Safety Systems Co.,Ltd.
一、组成及用途 Composite and Application 爆破片装置主要由爆破片和夹持器组成,是适用于各种压力容器和压力系统的一种安全保护装置。当容器或系统超压时,爆破片发生爆破泄压,从而保护容器和系统的安全。Bursting disc device mainly consists of bursting disc and holder. It is a kind of safety protection equipment, which is applicable to pressure vessels and systems under pressure. It will rupture and release pressure to ensure the safety of vessels and systems as the pressure exceeds the set value. 特点:Features 爆破片作为压力容器的安全保护装置,与安全阀相比,具有可靠、灵敏、经济、无泄漏、适应性强等优点,并可作为高压、超高压容器的泄压保护装置。 As a kind of protection device for pressure containers, bursting discs is highly reliable, highly sensitive, economic, non-leakage and highly adaptable, compared to safety valves. They can be used in pressure relief systems under high-pressure or super-high-pressure. 二、组装Assembly ①正拱型爆破片装置的安装方式: Installation for forward acting bursting disc devices 1.将夹持器上的螺钉拧松,取下连接片。 1. Unscrew the cap screw of the holder and take off the side clips. 2.将夹持器放在平面上,将爆破片接触面(凹面)朝上并擦洗干净(如图(一)、图(二))。Place the holder on a plane workbench or ground. Make sure that the groove of the baseholder faces upward , and clean them with brush or other tools(as pic(1)、pic(2)). LJ型夹持器LJB型夹持器 图(一)Picture(1)图(二)Picture(2) 3.将爆破片放在凹槽内,拱面朝上。将标牌上写有“泄压侧”的一面朝上,如果下夹持器带标牌定位槽,应将标牌位于定位槽内。 Place the bursting disc in the groove of the holder and let the arch face upward.
第3章简单道具的制作 Maya提供了三种强大的建模工具:多边形(Polygon),细分(Subdiv)和NURBS。 相较于NURBS来说,多边形建模易于上手,不会有接缝问题,UV贴图坐标易于解决,加之可以转化为细分,无疑是初学者的最佳选择。下面本书就先讲解一些多边形常识。 多边形(Polygon)建模早期主要用于游戏中,到现在被广泛应用于影视动画(包括电影)里,多边形建模已经成为现在CG行业主要使用的建模方式。在电影《最终幻想》中,多边形建模完全有能力把握复杂的角色结构,以及解决其他模块的相关问题,如图3-1所示。 图3-1最终幻想 本章主要内容: ●多边形建模简述 ●利用多边形创建简单的道具模型 通过简单道具制作,学会合理运用Maya多边形编辑命令,达到制作简单模型的水平。
3.1.多边形建模简述 多边形(Polygon)就是由多条边围成的一个闭合路径形成的面。一个多边形包含了四种元素:即点、线(也称为边)、面和法线。点与点之间的连接形成了线,而线与线之间形成了面。所以多边形中最小的元素是点,次之为线,再次为面。面与面之间有规律的衔接构成模型。而在三维空间中每个面都是有正和反的,那么法线就代表了面的方向。 3.1.1.多边形四个元素的概念 1.顶点 Vertex 线段的端点,构成多边形的最基本元素。 2.边 Edge 就是一条连接两个多边形顶点的直线段。 3.面 Face 是由多边形的边所围成的一个面。Maya允许由三条以上的边构成一个多边形的面。 4.法线 Normal 表示面的方向。法线朝外的是正面,反之是背面。 可参考图3-2,加强对多边形各种元素的理解。 图3-2多边形立方体 3.1.2.多边形的常用命令 在Maya的工具架上,我们可以使用一些常用命令的快捷按钮方便地进行操作,下面介绍关于多边形的几个命令。
服装制作工艺流程 1,原材料检查工艺 2,裁剪工艺 3,缝纫制作工艺 4,锁钉工艺 5,后整理工艺 以文字表达方式阐述制作过程可能会遇到的难点,疑点进行解剖,指出重点制作要领,以前后顺序逐一进行编写,归纳。 原材料检查工艺: (1)验色差——检查原辅料色泽级差归类。 (2)查疵点,查污渍——检查辅料的疵点,污渍等。 (3)分幅宽——原辅料门幅按宽窄归类。 (4)查纬斜——检查原料纬纱斜度。 (5)复米——复查每匹原辅料的长度。 (6)理化实验——测定原辅材料的伸缩率,耐热度,色牢度等。 裁剪工艺: (1)首先检查是否要熨烫原辅料褶皱印,因为褶皱容易放大缩小裁片。 (2)自然回缩,俗称醒料,把原辅料打开放松,自然通风收缩24小时。 (3)排料时必须按丝道线排版,排出用料定额。 (4)铺料——至关重要的是铺料人手法一致,松紧度适中,注意纱向,不要一次铺得太厚,容易出现上下层不准等现象,需挂针定位铺料的挂针尖要锋利,挂针 不宜过粗,对格对条的务必挂针,针定位时要在裁片线外0.2cm,针织面料铺
料时更应注重松紧度,最容易使裁片出现大小片,裁片变形等。 (5)划样,复查划样,在没推刀之前,检查是否正确,做最后确认。 (6)裁剪推刀,要勤磨刀片,手法要稳,刀口要准,上下层误差不允许超0.2cm,立式推刀更应勤换刀片,发现刀口有凹凸现象及时更换,会导致跑刀,刀口不准等。 (7)钻眼定位和打线钉定位,撒粉定位三种方法,首先要测试钻眼是否有断纱,走纱等,通常 用打线钉解决这一块,打线钉时也要注意针不能太粗,针尖要锋利,另外就是撒粉定位虽 费时不容易造成残次。 (8)打号——打号要清晰,不要漏号,错号,丢号等。 (9)验片——裁片规格准确,上下皮大小一致,瑕疵片,有无错号,漏打刀口,可提前把残此片更换,注意按原匹料进行更换,注意整洁,无色差,然后分包打捆待发生产线。 缝纫制作工艺 A.上衣类按前后序制作 所有缝分1cm,机针用DB75/11# 针距3cm12针用顺色细棉线明线按样衣规格做0.6cm,特殊要求另示 1.修边—修剪毛坯裁片,去除画粉等毛边,参照样板的大小修边,注意净板和毛版的区分。 2.打线丁—用白棉纱线在裁片上做出缝制标记.用撞色线为宜。 3.剪省缝—把省缝剪开,线丁里0.5cm为止,也不能过长和偏短。 4.环缝—剪开的省缝用环形针法绕缝,用纤边机嵌缝也可以,不透针透线为宜。 5.缉省缝—根据省的大小,将衣片的正面相对,按照省中缝线对折,省根部位上下层眼刀对准,由省根缉至省尖,在省尖处留线头4cm左右,打结后剪短,或空踏机一段,使上下线自然交织成线圈,收省后省量的大小不变,缉线要顺,直,尖。另还应注意省根处出现亏欠变形6.烫省缝——省缝坐倒熨烫或分开熨烫,烫省时要把缝合片放在布馒头上,烫出立体感,在衣片的正面不可出现皱褶,酒窝的现象。 7.推门——将平面前衣片推烫成立体衣片,最好用版划样推烫。 8 烫衬——熨烫缉好的胸衬。,袖口,下摆衬。 9.压衬——用粘合机将衣片和粘合衬进行热压粘合,一般按照衬布和面料的耐热度粘合度去操作。 10.纳驳头——手工或机扎驳头,驳头按照净样版去做。 11 敷止口牵条——牵条布敷上驳口部位。 12.敷驳口牵条——牵条布敷上驳口部位。 13.拼袋盖里——袋盖里拼接,一般通用1cm做缝。
爆破片装置安全技术监察规程 Safety Technical Supervision Regulations for Bursting Disc Devices (征求意见稿) 中华人民共和国国家质量监督检验检疫总局颁布 年月日 前言 2008年1月,国家质量监督检验检疫总局(以下简称国家质检总局)特种设备安全监察局(以下简称特种设备局)向中国特种设备检测研究院(以下简称中国特检院)下达了《爆破片装置安全技术监察规程》起草任务书。2009年3月,中国特检院于组织有关专家成立了起草组并在北京召开第一次起草组工作会议。对起草组组长提交的初稿进行了讨论,提出了修改意见。2009年6月和11月,起草组在北京召开了二次起草组工作会议对初稿讨论修改,形成了征求意见稿。2009年12月月,特种设备局以质检特函号文征求基层、有关部门、单位和专家及公民的意见。年月,根据征求到的意见,起草组召开会议,研究处理征求到的意见并形成送审稿。年 月,将送审稿提交国家质检总局特种设备局特种设备安全技术委员会审议,根据审议 意见修改后形成报批稿,年月本规程的报批稿报国家质检总局批准颁布。 本规程起草工作在充分吸取爆破片装置事故教训和大量的调研工作以及试验数据的基础上,提出了对爆破片装置的基本安全要求。对爆破片装置的安全监察工作进行了规定,明确了爆破片装置的设计、材料、制造、检验、安装、使用等过程以及制造许可 、型式试验、监督检验工作的要求。 本规程主要起草人员如下: 沈阳市特种设备检测研究院张志毅、宋绪鲜 中国特种设备检测研究院甘晓东 辽宁省质量技术监督局周震 沈阳航天新光安全系统有限公司金志伟
大连理工安全装备有限公司喻健良 上海华理安全装备有限公司吴全龙 苏州贝斯安贝安全系统有限公司顾雪铭 上海工业气体协会周伟明 上海市特种设备监督检验技术研究院徐维普 中国成达工程有限公司曾志中 目录 爆破片装置安全技术监察规程 (1) 附件A术语 (3) 附件B 爆破片装置安全技术要求 (7) 附件C 爆破片装置制造许可条件……………………………………………………… (16) 附件D 爆破片装置型式试验…………………………………………………………… (20) 附件E 爆破片装置制造监督检验规则 (39) 爆破片装置安全技术监察规程 第一条为了加强爆破片装置的安全监察工作,保障特种设备的爆破片装置安全性能 ,根据《特种设备安全监察条例》(以下简称《条例》),制定本规程。 第二条本规程适用《条例》所规定特种设备使用的爆破片装置。 爆破片装置由爆破片和夹持器等零部件组成,本规程所涉及有关爆破片装置术语见附 件A。 第三条本规程规定了爆破片装置设计、材料、制造、检验、安装、使用等过程以及制造许可、型式试验、监督检验工作的基本安全要求。相关技术标准、管理制度等规 定不得低于本规程的要求。 爆破片装置安全技术要求见附件B。 第四条爆破片装置制造单位应当取得特种设备制造许可。国家质量监督检验检疫总