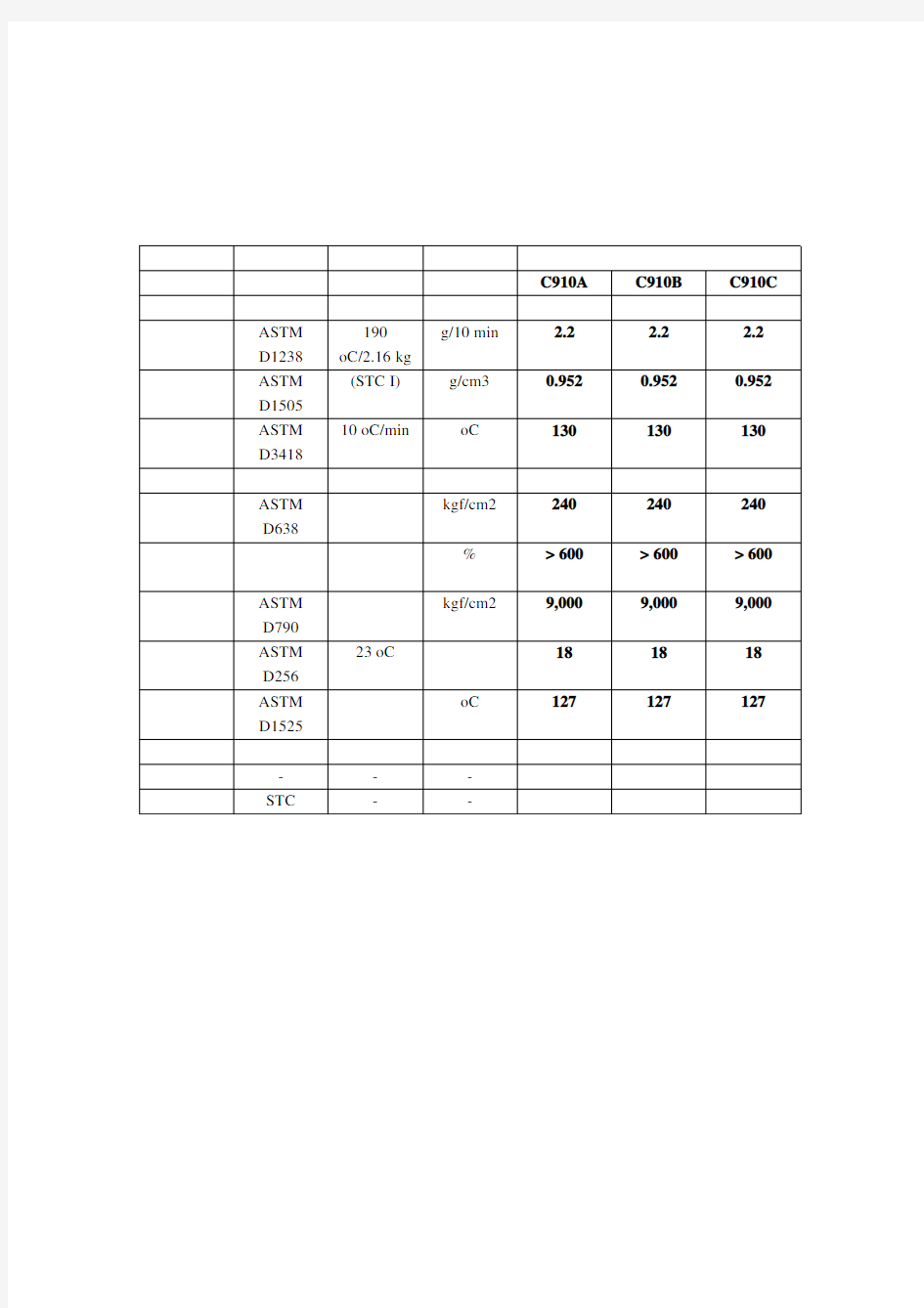
C910A C910B C910C
ASTM D1238
190
oC/2.16kg
g/10min 2.2 2.2 2.2
ASTM
D1505
(STC I)g/cm30.9520.9520.952
ASTM
D3418
10oC/min oC130130130
ASTM
D638
kgf/cm2240240240
%>600>600>600
ASTM
D790
kgf/cm29,0009,0009,000
ASTM
D256
23oC181818
ASTM
D1525
oC127127127
---
STC--
万联芯城主打三星,风华,国巨贴片电容,海量现货库存,价格优势明显。万联芯城主动类被动类电子元器件种类繁多,可进行一站式配单报价,满足用户物料需求,解决用户采购烦恼。点击进入万联芯城 点击进入万联芯城
贴片电容常见的质量问题 首先是贴片电容本体问题-断裂或微裂,这是最常见的问题之一。断裂现象较明显,而微裂一般出在内部,不容易观察到,涉及到贴片电容的材质、加工工艺和贴片电容使用过程中的机械、热应力等作用因素影响。 其次是贴片电容电性能问题。贴片电容使用一段时间后出现绝缘电阻下降、漏电。 以上两个问题往往同时产生,互为因果关系。电容器的绝缘电阻是一项重要的参数,衡量着工作中贴片电容漏电流大小。漏电流大,贴片电容储存不了电量,贴片电容两端电压下降。往往由于漏电流大导致了贴片电容失效,引发了对贴片电容可靠性问题的争论。 可靠性问题:贴片电容失效分为三个阶段。 第一阶段是贴片电容生产、使用过程的失效,这一阶段贴片电容失效与制造和加工工艺有关。贴片电容制造过程中,第一道工序贴片电容粉料、有机黏合剂和溶剂混合配料时,有机黏合剂的选型和在瓷浆中的比例决定了瓷浆干燥后瓷膜的收缩率;第三道工序丝印时内电极金属层也较关键,否则易产生强的收缩应力,烧结是形成瓷体和产生贴片电容电性能的决定性工序,烧结不良可以直接影响到电性能,且内电极金属层与贴片电容介质烧结时收缩不一致导致瓷体内部产生了微裂纹,这些微裂纹对一般电性能不会产生影响,但影响产品的可靠性。主要的失效模式表现为贴片电容绝缘电阻下降,漏电。
防范、杜绝微裂纹的产生:从原材料选配、瓷浆制备、丝网印刷和高温烧结四方面优选工艺参数,以达到贴片电容内部结构合理,电性能稳定,可靠性好。 第二阶段是贴片电容稳定地被用于电子线路中,该阶段贴片电容失效概率正逐步减小,并趋于稳定。分析贴片电容使用过程中贴片电容受到的机械和热应力,即分析加工过程中外力对贴片电容可能的冲击作用,并依据贴片电容在加工过程中受到的应力作用,设计各种应力实验条件,衡量作用在贴片电容上的外应力大小及其后果。也可具体做一些贴片电容可靠性实验以明确贴片电容前阶段是否存在可靠性隐患。 贴片电容在该过程中受到热和机械应力的作用,严重时出现瓷体断裂现象。若贴片电容受到的热和机械应力接近临界时,则不出现明显的断裂现象,而是表现为内部裂纹的出现或内部微裂纹的产生。用烙铁补焊时,明显裂纹则表现为断裂,微裂纹大多数表现为电性能恢复正常,漏电现象消失,但时间一长,贴片电容可靠性差的缺陷就体现出来。 第三阶段是贴片电容长时间工作后出现失效现象,这一阶段贴片电容失效往往由于老化、磨损和疲劳等原因使元件性能恶化所致。电子整机到消费者手中出现整机功能障碍,追溯原因,发现贴片电容漏电流大,失效。一般此类问题源自于第一阶段或第二阶段贴片电容可靠性隐患的最终暴露,该阶段出现的质量比前两个阶段严重得多。由于整
电容的型号命名 1)各国电容器的型号命名很不统一,国产电容器的命名由四部分组成: 第一部分:用字母表示名称,电容器为C。 第二部分:用字母表示材料。 第三部分:用数字表示分类。 第四部分:用数字表示序号。 2)电容的标志方法: (1)直标法:用字母和数字把型号、规格直接标在外壳上。 (2)文字符号法:用数字、文字符号有规律的组合来表示容量。文字符号表示其电容量的单位:P、N、u、m、F等。和电阻的表示方法相同。标称允许偏差也和电阻的表示方法相同。小于10pF的电容,其允许偏差用字母代替:B——±0.1pF,C——±0.2pF,D——±0.5pF,F——±1pF。 (3)色标法:和电阻的表示方法相同,单位一般为pF。小型电解电容器的耐压也有用色标法的,位置靠近正极引出线的根部,所表示的意义如下表所示: 颜色黑棕红橙黄绿蓝紫灰 耐压4V 6.3V 10V 16V 25V 32V 40V 50V 63V 15)安规电容是指用于这样的场合,即电容器失效后,不会导致电击,不危及人身安全. 安规电容安全等级应用中允许的峰值脉冲电压过电压等级(IEC664) X1 >2.5kV ≤4.0kV Ⅲ X2 ≤2.5kV Ⅱ X3 ≤1.2kV —— 16)安规电容安全等级绝缘类型额定电压范围 Y1 双重绝缘或加强绝缘≥250V Y2 基本绝缘或附加绝缘≥150V ≤250V Y3 基本绝缘或附加绝缘≥150V ≤250V Y4 基本绝缘或附加绝缘<150V Y电容的电容量必须受到限制,从而达到控制在额定频率及额定电压作用下,流过它的漏电流的大小和对系统EMC性能影响的目的。GJB151规定Y电容的容量应不大于0.1uF。Y电容除符合相应的电网电压耐压外,还要求这种电容器在电气和机械性能方面有足够的安全余量,避免在极端恶劣环境条件下出现击穿短路现象,Y电容的耐压性能对保护人身安全具有重要意义 安规电容的参数选择 X电容,聚苯乙烯(薄膜乙烯)电容,从上面的贴子里也可以看到,聚苯乙烯的耐电压较高,适合EMI 电路的高压脉冲吸收作用。 2.容量计算:一般两级X电容,前一级用0.47uF,第二基用0.1uF;单级则用0.47uF.目前还没有比较方便的计算方法。(电容容量的大小和电源的功率无直接关系) 电容的型号命名:
三星电容例:CL10B104KA8NNNC 规格说明:CL=积层陶瓷电容 03=0201(0603) 21=0805(2012) 42=1808(4520) 05=0402(1005) 31=1206(3216) 43=1812(4532) 10=0603(1608) 32=1210(3225) 55=2220(5750) 14=0504(1410) 01=0306(0816) 12=0508(1220) II类:A=X5R F=Y5V B=X7R X=X6S Y=X7S 电容容量用三位数表示,前面两位为有效数字,第三位为有效数字后"O"的位数如:104 = 10 0000 (单位pF)如果中间一位为R 则表示"." 如:3R3 = 3.3pF 误差: B=±0.1pf F=±1% K=±10% C=±0.25pf G=±2% M=±20% D=±0.5pf J=±5% Z=+80/-20% 承受的耐压: Q=6.3V P=10V O=16V A= 25V B= 50V C=100V D=200V E=250V G=500V H=630V 厚度: 3=0.30毫米 A=0.65毫米 M=1.15毫
米 I=2.00毫米 Q=1.25毫米 5=0.50毫米C=0.85毫米F=1.25毫米J=2.50毫米V=2.50毫米8=0.80毫米D=1.00毫米H=1.60毫米 L=3.20毫米 端头类别: A=常规产品钯/银/镍屏蔽/锡100% N=常规产品镍/铜/镍屏蔽/锡 100% G=常规产品铜/铜/镍屏蔽/锡 100% L=低侧面产品镍/铜/镍屏蔽/锡 100% 产品: A =阵列(2-元素) B =阵列(4-元素) C=高频 L =LICC N =常规 P =自动 预留的用途包装方式: B=散装 O=纸版箱料带,10英寸料盘 E=压花纸版箱,7英寸料盘P=散装箱D=纸版箱料带,13英寸料盘(10000ea) F=压花纸版箱,13英寸料盘 C=纸版箱料带,7英寸料盘 L=纸版箱料带,13英寸料盘(15,000ea) S=压花纸版箱
:余至彬专业:机械设计与制造班级:设计一班学号:2 设计题目:酒瓶盖塑料模 塑料件简图: 塑料件主要技术要求: 1.材料:ABS,米黄色 2.年产量:200万件 3.未注公差:φ30, φ44按MT2标注,其余按MT5计算,并且尺寸按入体原 则标注; 4.其他技术要求:型腔脱模斜度为1°,型芯脱模斜度为0.5°,外表面粗糙度 Ra<1.6,无缺陷,表面无特殊要求,所有过渡处有0.2圆角。
1 酒瓶盖塑件的工艺分析 1.1 塑件成形工艺分析 如图1-1为塑料酒瓶盖的二维工程图及实体图,单位mm。 图1-1 塑件图 产品名称:酒瓶盖 产品材料:丙烯ABS 塑件材料特性:ABS塑料(丙烯腈—丁二烯—苯乙烯共聚物)是在聚苯乙烯分子中导入了丙烯腈、丁二烯等异种单体后成为的改性共聚物,也可称改性聚苯乙烯,具有比聚苯乙烯更好的使用和工艺性能。ABS是一种常用的具有良好的综合力学性能的工程塑料。ABS塑料为无定型塑料,一般不透明。ABS无毒、无味,成形塑
件的表面有较好的光泽。ABS 具有良好的机械强度,特别是抗冲击强度高。ABS 还具有一定的耐磨性、耐寒性、耐油性、耐水性、化学稳定性和电性能。ABS 的缺点是耐热性不高,并且耐气候性较差,在紫外线作用下易变硬发脆。 塑件材料成形性能:使用ABS 注射成型塑料制品时,由于其熔体黏度较高,所需的注塑成型压力较高,因此塑件对型芯的包紧力较大,故塑件应采用较大的脱模斜度。另外熔体黏度较高,使ABS 制品易产生熔接痕,所以模具设计时应尽量减少浇注系统对料流的阻力。ABS 易吸水,成型加工前应进行干燥处理。在正常的成型条件下,ABS 制品的尺寸稳定性较好。 产品数量:年产量200万件 塑件颜色:米黄色 查文献得: 塑件材料物理性能: 密度:305.1~02.1cm g 收缩率:%7.0~%4.0 熔点: 60~93℃ 热变形温度:93℃ 材料力学性能: 拉伸强度:MPa 63 拉伸弹性模量:GPa 9.2 弯曲强度:MPa 97 弯曲弹性模量:GPa 0.3 缺口冲击强度:20.6m KJ
风华高科电容 多层片式陶瓷电容 0805CG104J500NT 1 23 4 5 6 7 1、尺寸 2、介质种类 3、标称电容量(PF ) 4、误差级别 5、工作电压 6、端头类别 7、包装方式 型号 英寸 毫米 代码 介质材料 表示方 法 实际值 代码 误差 表示方法 实际电压 标记 端头材料 标记 包装 0402 * * CG COG 和NPO 100 10*100 J ±5% 6R3 S 纯银 T 编带 0603 * * 101 10*101 G ±2% 100 10V C 纯铜 B 散装 0805 * * 102 10*102 C ± 250 25V N 三层电镀 1206 * * 500 50V 三星电容 多层片式陶瓷电容 CL10C101JB8NNNC 1 234 5 6 7 8 9 10 11 CL 表示:多层陶瓷贴片电容 2、尺寸 3介质种类 4、标称电容量(PF ) 5、误差级别 6、工作电压 7、厚度 8端头类别 型号 英寸 毫米 代码 介质材料 表示方 法 实际值 代码 误差 表示方法 实际电压 标记 尺寸(mm) 标记 端头材 料 0402 * * C P R S T U L COG P2H R2H S2H T2H U2J S2L 100 10*100 J ±5% R 4V 3 N 三层电镀 0603 * * 101 10*101 G ±2% Q 4 0805 * * 102 10*102 C ± P 10V 8 9 A C D 1206 * * O A L B 16V 25V 35V 50V A ? B ? Y F X X5R X7R X7S Y5V X6S K M Z ±10% ±20% +80/-20% C D E F G H I J K 100V 200V 250V 350V 500V 630V 1000V 2000V 3000V
1 塑件成型分析 1.1设计概述 随着中国当前的经济形势的高速发展,在“实现中华民族的伟大复兴”口号的倡引下,中国的制造业也蓬勃发展;而模具技术已成为衡量一个国家制造业水平的重要标志之一,模具工业能促进工业产品生产的发展和质量提高,并能获得极大的经济效益,因而引起了各国的高度重视和赞赏。在日本,模具被誉为“进入富裕的原动力”,德国则冠之为“金属加工业的帝王”,在罗马尼亚则更为直接:“模具就是黄金”。可见模具工业在国民经济中重要地位。我国对模具工业的发展也十分重视,早在1989年3月颁布的《关于当前国家产业政策要点的决定》中,就把模具技术的发展作为机械行业的首要任务。 近年来,塑料模具的产量和水平发展十分迅速,高效率、自动化、大型、长寿命、精密模具在模具产量中所战比例越来越大。注塑成型模具就是将塑料先加在注塑机的加热料筒,塑料受热熔化后,在注塑机的螺杆或柱塞的推动下,经过喷嘴和模具的浇注系统进入模具型腔,塑料在其中固化成型。 本次课程设计的主要任务是塑料圆盖注塑模具的设计,也就是设计一副注塑模具来生产圆盖塑件产品,以实现自动化提高产量。针对圆盖的具体结构,通过此次设计,使我对轮辐式浇口单分型面模具的设计有了较深刻的认识;同时,在设计过程中,通过查阅大量资料、手册、标准等,结合教材上的知识也对注塑模具的组成结构(成型零部件、浇注系统、导向部分、推出机构、侧抽机构、模温调节系统)有了系统的认识,拓宽了视野,丰富了知识,为将来独立完成模具设计积累了一定的经验。
1.2 塑件成型工艺性分析 1.2.1 塑件分析 塑件模型如图1-1所示(为计算需要仅标注几个重要尺寸本图见型中图) 图1-1 塑料盖子 1.2.2塑件的结构及成型工艺性分析 结构分析:该塑件为瓶子罐盖子,其结构应尽可能的简单且维度和钢管应满足需要,塑件的顶部没有两个对称的孔,用于安装提手,部有简单的螺纹,用于和罐子连接紧密。 线性工艺性分析: 1.精度等级:采用一班精度4级 2.脱模斜度:改塑件件壁厚1.5mm,其脱模斜度查表得到塑件材料为聚丙烯pp ,其型腔脱横斜度为:25~45.其型蕊脱横斜度为:20~45.由于该塑件没有狭
o Part Numbering (Part Number)Safety Standard Certified Ceramic Capacitors t Capacitance Expressed by three figures. The unit is pico-farad (pF). The first and second figures are significant digits, and the third figure expresses the number of zeros which follow the two numbers. o Individual Specification Code In case part number cannot be identified without "Individual Specification", it is added at the end of part number. Expressed by three-digit alphanumerics. three digits (q Product ID and w Series Category) express "Series Name". In case of Safety Certified Capacitors, first three digits express product code. The following fourth figure expresses certified type shown in r Safety Standard Certified Type column. t 102y M q DE u N3r KH e E3w 2i A o q Product ID w Series Category e Temperature Characteristics r Rated Voltage/Safety Standard Certified Type y Capacitance Tolerance u Lead Style i Packaging
瓶盖塑料模具设计 摘要 1 瓶盖塑料模具设计 1.1拟定模具的结构形式 1.1.1 塑件成型工艺性分析 该塑件是一塑料瓶盖,如图1所示 ,塑件壁厚属薄壁塑件,生产批量大,材料为聚乙烯(PE,在高密度聚乙烯中掺入了部分低密度聚乙烯,改善塑件的柔韧性),成型工艺性很好,可以注射成型。 1.1.2 分型面位置的确定 根据塑件结构形式,分型面选在瓶盖的底平面,如图2所示。 1.1.3 确定型腔数量和排列方式 (1)型腔数量的确定 该塑件精度要求不高,又是大批大量生产,可以采用一模多腔的形式。考虑到模具制造费用,设备运转费低一些,初定为一模八腔的模具形式。 (2) 型腔排列形式的确定 该塑件有两圈内螺纹,要使螺纹型芯从塑件上脱出,必须设计一套自动螺纹的齿轮传动结构,并且型腔的分布圆直径和齿轮分布圆直径相吻合,若采用一模八腔,型腔分布圆直径就相当大了,这样模具结构尺寸就比较大,加上齿轮传动系统,模具结构复杂,制造费用也很高。但该塑件螺纹的牙型不高,且呈圆弧形牙,内侧 突起与直径的比例约为5.26%( 6. 266. 26 28-?100% =5.26%)。因为所用材料为聚乙烯,材料弹性模量比较小,材质硬度不高,课采取强制脱模的方式,这也是注塑厂成型这种类型瓶盖的常用方法。因此本设计采用推件板推出的强制推脱方法,型腔的排列方式采用双列直排,如图2所示。 1.1.4 模具结构形式的确定 从上面分析中可知,本模具拟采用一模八腔,双列直排,推件板推出,流道采用平衡式,浇口采用潜伏式浇口或侧浇口,定模不需要设置分型面,动模部分需要一块型芯固定板和支撑板,因此基本上可确定模具结构形式为A型带推件板的单分型面注射模。 1.1.5 注射机型号的选定 (1) 注射量的计算 通过计算或Pro/E建模分析,塑件质量m 1为2.8g,塑件体积V 1 = ρ 1 m = 91 .0 8.2= 3.077cm3,流道凝料的 质量m 2 还是个未知数,课按塑件质量的0.6倍来估算。从上述分析中确定为一模八腔,所注射量为 M = 1.6nm 1 = 1.6 ?8?2.8 = 35.84g 。 (2)塑件和流道凝料在分型面上的投影面积及所需锁模力的计算 流道凝料(包括浇口)在分型面上的投影面积A 2 ,在模具设计前是个未知值,根据多型腔模的统计分析,
模具课程设计 饮料瓶瓶盖注射模设计 一塑料的工艺性分析 1.塑件的原材料分析 塑料的品种:PE(聚乙烯)。成型特征:结晶型塑料,吸湿性小,流动性较好,溢边值为0.02mm左右,流动性对压力变化敏感,加热时间长则易发生分解,冷却速度快,必须充分冷却。设计模具时要冷却料穴和冷却分流。收缩率大,方向明显,易变形,扭曲结晶度及模具冷却条件对收缩率影响大,应控制模温。易用变压注射,料温要均匀,否则会增加应力,使收缩不均匀和方向性明显。 2.塑料的尺寸精度分析 影响塑料制品的尺寸精度的主要因素是材料的收缩和模具的制造误差。查教材上表2-11得此材料的收缩率为1.5%~2%。塑料制品的公差也可通过教材上表2-12查得,塑料的精度等级选择7级精度。 3.塑件的表面质量分析
塑件外表面要求粗糙度较低,表面光滑,表面要求低点。 4.塑件结构的工艺性分析 结构简图如图所示 瓶盖主体外侧均匀分布120个增大摩擦力的防滑筋,瓶盖顶部有商标名称ZSM的字样。瓶盖下部有一防伪圈与瓶盖主体通过8个直径为1mm高1mm的小圆柱相连,防伪圈侧有8个均匀分布长为3mm直径为1.5mm的半圆形凸台。瓶盖部有螺呀为半圆形的螺纹及高为4mm截面直径为1mm的防伪圈与瓶子径严密配合,而高为1mm,截面直径1mm的防伪圈与瓶子外径严密配合防止漏水。 综上所述可采用注射成型加工。 二确定成型设备选择与模塑工艺规程编制 1.计算塑件体积和质量 V=3.05 M=2.9g 选择注射机为SZ-30
理论注射容积为373 cm,实际注射质量为33g,螺杆直径为26 mm,塑化能力 3.6g/s,注射压力170MPa 螺杆转速10~160r/min,螺杆行程70 mm,锁模力为320KN,拉杆有效间距300300 ?2 mm,模板行程110 mm,模具最小厚度80 mm,模具最大 ?,顶出行程厚度110 mm,最大开距220 mm,模扳尺寸400400 50 mm,喷嘴半径为12 mm,高为2 mm。 2.确定成型工艺参数 查教材表2-1得注射成型机类型为柱塞式,密度为 0.91~0.943 kg dm,计算收缩率S=1.5~3.6,预热温度为 / o 70~80C,时间为t为1~2h,料简温度:后段为o 140~160C,前段为170~200o C,模具温度35~55o C,注射压力为P为60~100 MP, a 注射时间为15~60s,保压时间为0~3s,冷却时间为15~60 s,成型总周期为40~130 s,使用注射机类型为螺杆,柱塞均可。 三.注射模的结果设计 1.分型面的选择 瓶盖沿圆周仅通过8个小圆柱防伪圈相连,采用两个半圆的哈夫块来成型防伪圈。结合素件结果特点,塑件,塑件成型后必然留在型芯上,故模具分型面设在防伪圈与瓶盖主体之间截面轮廓最大部位,与开模方向垂直 2.型腔数目的确定及型腔的排列 瓶盖作为包装容器大批量生产,宜采用一模多腔,考虑现有注射机的锁模力,注射量及瓶盖的精度和经济性目标,确定为模腔4,
贴片电容,贴片电阻,贴片电感基础知识--品牌大全 1、请列举您知道的电阻、电容、电感品牌(最好包括国内、国外品牌)。 电阻: 美国:AVX、VISHAY威世日本:KOA兴亚、Kyocera京瓷、muRata村田、Panasonic 松下、ROHM罗姆、susumu、TDK 台湾: LIZ丽智、PHYCOM飞元、RALEC旺诠、ROYALOHM厚生、SUPEROHM美隆、TA-I大毅、TMTEC泰铭、TOKEN德键、TYOHM幸亚、UniOhm厚声、VITROHM、VIKING 光颉、WALSIN华新科、YAGEO国巨新加坡:ASJ 中国:FH风华、捷比信 电容: 美国:AVX、KEMET基美、Skywell泽天、VISHAY威世英国:NOVER 诺华德国:EPCOS、WIMA威马丹麦:JENSEN战神日本:ELNA伊娜、FUJITSU 富士通、HITACHI日立、KOA兴亚、Kyocera京瓷、Matsushita松下、muRata村田、NEC、nichicon(蓝宝石)尼吉康、Nippon Chemi-Con(黑金刚、嘉美工)日本化工、Panasonic松下、Raycon威康、Rubycon(红宝石)、SANYO三洋、TAIYO YUDEN太诱、TDK、TK东信韩国:SAMSUNG三星、SAMWHA三和、SAMYOUNG 三莹台湾:CAPSUN、CAPXON(丰宾)凯普松、Chocon、Choyo、ELITE金山、EVERCON、EYANG宇阳、GEMCON至美、GSC杰商、G-Luxon世昕、HEC禾伸堂、HERMEI合美电机、JACKCON融欣、JPCON正邦、LELON立隆、LTEC辉城、OST奥斯特、SACON 士康、SUSCON 冠佐、TAICON台康、TEAPO智宝、WALSIN华新科、YAGEO国巨香港:FUJICON富之光、SAMXON万裕中国:AiSHi艾华科技、Chang常州华威电子、FCON深圳金富康、FH广东风华、HEC东阳光、JIANGHAI南通江海、JICON 吉光电子、LM佛山利明、R.M佛山三水日明电子、Rukycon海丰三力、Sancon 海门三鑫、SEACON深圳鑫龙茂电子、SHENGDA扬州升达、TAI-TECH台庆、TF南通同飞、TEAMYOUNG天扬、QIFA奇发电子 电感: 美国:AEM、AVX、Coilcraft线艺、Pulse普思、VISHAY威世德国:EPCOS、WE 日本:KOA兴亚、muRata村田、Panasonic松下、sumida胜美达、TAIYO YUDEN 太诱、TDK、TOKO、TOREX特瑞仕台湾:CHILISIN奇力新、https://www.doczj.com/doc/0a19227281.html,yers美磊、TAI-TECH台庆、TOKEN德键、VIKING光颉、WALSIN华新科、YAGEO国巨中国:Gausstek丰晶、GLE格莱尔、FH风华、CODACA科达嘉、Sunlord顺络、紫泰荆、肇庆英达 2、请解释电阻、电容、电感封装的含义:0402、060 3、0805。 表示的是尺寸参数。 0402:40*20mil;0603:60*30mil;0805:80*50mil。
电容的型号的命名: 1)各国电容器的型号命名很不统一,国产电容器的命名由四部分组成: 第一部分:用字母表示名称,电容器为C。 第二部分:用字母表示材料。 第三部分:用数字表示分类。 第四部分:用数字表示序号。 2)电容的标志方法: (1)直标法:用字母和数字把型号、规格直接标在外壳上。 (2)文字符号法:用数字、文字符号有规律的组合来表示容量。文字符号表示其电容量的单位:P、N、u、m、F等。和电阻的表示方法相同。标称允许偏差也和电阻的表示方法相同。小于10pF的电容,其允许偏差用字母代替:B——±0.1pF,C——±0.2pF,D——±0.5pF,F——±1pF。 (3)色标法:和电阻的表示方法相同,单位一般为pF。小型电解电容器的耐压也有用色标法的,位置靠近正极引出线的根部,所表示的意义如下表所示: 颜色黑棕红橙黄绿蓝紫灰 耐压4V 6.3V 10V 16V 25V 32V 40V 50V 63V 15)安规电容是指用于这样的场合,即电容器失效后,不会导致电击,不危及人身安全. 安规电容安全等级应用中允许的峰值脉冲电压过电压等级(IEC664) X1 >2.5kV ≤4.0kV Ⅲ X2 ≤2.5kV Ⅱ X3 ≤1.2kV —— 16)安规电容安全等级绝缘类型额定电压范围 Y1 双重绝缘或加强绝缘≥250V Y2 基本绝缘或附加绝缘≥150V ≤250V Y3 基本绝缘或附加绝缘≥150V ≤250V Y4 基本绝缘或附加绝缘<150V Y电容的电容量必须受到限制,从而达到控制在额定频率及额定电压作用下,流过它的漏电流的大小和对系统EMC性能影响的目的。GJB151规定Y电容的容量应不大于0.1uF。Y电容除符合相应的电网电压耐压外,还要求这种电容器在电气和机械性能方面有足够的安全余量,避免在极端恶劣环境条件下出现击穿短路现象,Y电容的耐压性能对保护人身安全具有重要意义 安规电容的参数选择 X电容,聚苯乙烯(薄膜乙烯)电容,从上面的贴子里也可以看到,聚苯乙烯的耐电压较高,适合EMI 电路的高压脉冲吸收作用。 2.容量计算:一般两级X电容,前一级用0.47uF,第二基用0.1uF;单级则用0.47uF.目前还没有比较方便的计算方法。(电容容量的大小和电源的功率无直接关系)
Page 1 of 10 Issued Date :2014. 01. 14Test Report No. F690101/LF-CTSAYAA14-01202 SAMSUNG ELECTRO-MECHANICS CO., LTD.314Maetan-dong,Yeoungtong-gu Suwon-si,Gyeonggi-do Korea The following sample(s) was/were submitted and identified by/on behalf of the client as:-SGS File No.: AYAA14-01202Product Name : MLCC A(X5R) TYPE_MLCC X (X6S) TYPE_MLCC J(JIS-B)TYPE Item No./Part No. :N/A Client Reference Data : CLxxAxxxxxxxxxx,CLxxXxxxxxxxxxx,CLxxJxxxxxxxxxx 2014. 01. 072014. 01. 14 to 2014. 01. 08 Test Period :Received Date : Test Comments :By the applicant's specific request, the sampling and testing was performed only for the part indicated in the photo without disassembly. By the applicant’s request, item No.s/part No.s & client reference information are stated/added on report. Report Comments :For further details, please refer to following page(s)Test Results : Jeff Jang / Chemical Lab Mgr SGS Korea Co., Ltd. The results shown in this test report refer only to the sample(s) submitted by the client, not cover the quality of the whole batch. This report should be used as intended, and shall not be used for advertisement and lawsuit. This document is issued by the Company subject to its General Conditions of Service printed overleaf, available on request or accessible at
电容的型号命名: 1、各国电容器的型号命名很不统一,国产电容器的命名由四部分组成: 第一部分:用字母表示名称,电容器为C。 第二部分:用字母表示材料。 第三部分:用数字表示分类。 第四部分:用数字表示序号。 2、电容的标志方法: (1)直标法:用字母和数字把型号、规格直接标在外壳上。 (2)文字符号法:用数字、文字符号有规律的组合来表示容量。文字符号表示其电容量的单位:P、N、u、m、F等。和电阻的表示方法相同。标称允许偏差也和电阻的表示方法相同。小于10pF的电容,其允许偏差用字母代替:B——±0.1pF,C——±0.2pF,D——±0.5pF,F——±1pF。 (3)色标法:和电阻的表示方法相同,单位一般为pF。小型电解电容器的耐压也有用色标法的,位置靠近正极引出线的根部,所表示的意义如下表所示: 颜色黑棕红橙黄绿蓝紫灰 耐压4V 6.3V 10V 16V 25V 32V 40V 50V 63V (4)进口电容器的标志方法:进口电容器一般有6项组成。 第一项:用字母表示类别: 第二项:用两位数字表示其外形、结构、封装方式、引线开始及与轴的关系。 第三项:温度补偿型电容器的温度特性,有用字母的,也有用颜色的,其意义如下表所示: 序号字母颜色温度系数允许偏差字母颜色温度系数允许偏差 1 A 金+100 R 黄-220 2 B 灰+30 S 绿-330 3 C 黑0 T 蓝-470 4 G ±30 U 紫-750 5 H 棕-30 ±60 V -1000 6 J ±120 W -1500 7 K ±250 X -2200 8 L 红-80 ±500 Y -3300 9 M ±1000 Z -4700 10 N ±2500 SL +350~-1000 11 P 橙-150 YN -800~-5800 备注:温度系数的单位10e -6/℃;允许偏差是% 。 第四项:用数字和字母表示耐压,字母代表有效数值,数字代表被乘数的10的幂。 第五项:标称容量,用三位数字表示,前两位为有效数值,第三为是10的幂。当有小数时,用R或P表示。普通电容器的单位是pF,电解电容器的单位是uF。 第六项:允许偏差。用一个字母表示,意义和国产电容器的相同。 也有用色标法的,意义和国产电容器的标志方法相同。 3、电容的主要特性参数: (1) 容量与误差:实际电容量和标称电容量允许的最大偏差范围。一般分为3级:I级±5%,II级±10%,III级±20%。在有些情况下,还有0级,误差为±20%。
电容器(capacitor)简称电容,也是组成电子电路的主要元件。它可以储存电能,具有充电、放电及通交流、隔直流的特性。从某种意义上说,电容器有点像电池。尽管两者的工作方式截然不同,但它们都能存储电能。电池有两个电极, 在电池内部,化学反应使一个电极产生电子,另一个电极吸收电子。而电容器则要简单得多,它不能产生电子——它只是存储电子。它是各类电子设备大量使用的不可缺少的基本元件之一。各种电容器在电路中能起不同的作用,如耦合和隔直流、旁路、整流滤波、高频滤波、调谐、储能和分频等。电容器应根据电路中电压、频率、信号波形、交直流成分和温湿度条件来加以选用。 发展简况 傻瓜相机的闪光灯电容器 最原始的电容器是1745年荷兰莱顿大学P.穆森布罗克发明的莱顿瓶,它是玻璃电容器的雏形。1874年德国M.鲍尔发明云母电容器。1876年英国D.斐茨杰拉德发明纸介电容器。1900年意大利L.隆巴迪发明瓷介电容器。30年代人们发现
在陶瓷中添加钛酸盐可使介电常数成倍增长,因而制造出较便宜的瓷介电容器。1921年出现液体铝电解电容器,1938年前后改进为由多孔纸浸渍电糊的干式铝电解电容器。1949年出现液体烧结钽电解电容器,1956年制成固体烧结钽电解电容器。50年代初,晶体管发明后,元件向小型化方向发展。随着混合集成电路的发展,又出现了无引线的超小型片状电容器和其他外贴电容器。 基本原理 电容器是由两个电极及其间的介电材料构成的。介电材料是一种电介质,当被置于两块带有等量异性电荷的平行极板间的电场中时,由于极化而在介质表面产生极化电荷,遂使束缚在极板上的电荷相应增加,维持极板间的电位差不变。这就是电容器具有电容特征的原因。电容器中储存的电量Q等于电容量C与电极间的电位差U的乘积。电容量与极板面积和介电材料的介电常数ε成正比,与介电材料厚度(即极板间的距离)成反比。 电容量的单位是法。容量为1法的电容器可以在1伏特的电压下存储1库仑的电量。1库仑为6.25e18(6.25*10^18,即625 亿亿)个电子。1安培表示每秒钟流过1库仑电子的电子流动速率,因此,容量为1法的电容器可以在1伏特的电压下存储数量为1安培-秒的电子。1法的电容器通常相当大。根据电容器的电压承受能力的不同,它可能会有金枪
四川理工学院成人教育学院 毕业设计(论文) 题目―塑料瓶盖注塑模具设计 教学点重庆科创职业学院 专业机械设计制造及自动化 年级 2011级 姓名姚爽 指导教师唐建敏
定稿日期: 2013年4月 25 日
四川理工学院成人教育学院毕业设计(论文)任务书
设计(论文)要求(1)了解中国塑料模具的进展 (2)塑件分析及行腔数目的决定和排布(3)注塑机的选着及注射量的计算 (4)了解XS-ZY-125型注射机的要紧参数(5)成型零件的设计及推出机构的设计(6)冷却系统设计及后期的校核 参考资料(1)王树勋.注塑模具设计与制造有用技术[M].华南理工大学出版社,1996.78-99. (2)王孝培.塑料成型工艺及模具简明手册[M]. 北京:机械工业出版社,2000.56-67. (3)唐志玉.塑料挤塑模与注塑模优化设计[M]. 北京:机械工业出版社,2004.78-87. (4)万林.有用塑料注射模设计与制造[M]. 北京:机械工业出版社,2000.45-65 注:此表由指导教师填写后发给学生,学生按此表要求开展毕业设计 (论文)工作。
塑料瓶盖注塑模具设计 摘要 塑料制品具有原料来源丰富,价格低廉,,性能优良等特点。它在电脑、手机、汽车、电机、电器、仪器仪表、家电和通讯产品制造中具有不可替代的作用,应用极其广泛。注射成形是成形热塑件的要紧方法,因此应用范围专门广。 注射成形是把塑料原料放入料筒中通过加热熔化,使之成为高黏度的流体,用柱塞或螺杆作为加压工具,使熔体通过喷嘴以较高压力注入模具的型腔中,通过冷却、凝固时期,而后从模具中脱出,成为塑料制品。 本产品是日常应用的塑料瓶盖,且有用性强。该产品设计为大批量生产,故设计的模具要有较高的注塑效率,浇注系统要能够自动脱模,此外为保证塑件表面质量采纳侧浇口,因此选用单分型面注射模,侧浇口自动脱模结构。模具的型腔选择一模四腔结构,浇注系统采纳侧浇口成形,推出形式为推件板推出机构完成塑件的推出。塑件的工艺性能要求注塑模中有冷却系统,因此在模具设计中也进行了设计。本次的设计查阅了大量的专业资料和书籍,丰富了设计过程。 关键词:注射成型,侧浇口,型芯
1 塑料的成型基础 1.1 聚乙烯的特征、性能分析及结构设计 1.1.1 聚乙烯的特征 LDPE中文名:低密度聚乙烯 英文名:Low density polyethylene 低密度聚乙烯是一种高分子的直链烷烃,外观上是白色蜡状固体,微显角质状。无毒、无味、呈乳白色。密度为0.94~0.965g/cm3,有一定的机械强度,具有较好的柔软性、耐冲击性及透明性,但和其他塑料相比机械强度低,表面硬度差。聚乙烯的绝缘性能优异,常温下聚乙烯不溶于任何一种已知的溶剂,并耐稀硫酸、稀硝酸和任何浓度的其他酸以及各种浓度的碱、盐溶液。聚乙稀有高度的耐水性,长期与水接触其性能可保持不变。其透水气性能较差,而透氧气和二氧化碳以及许多有机物质蒸气的性能好。在热、光、氧气的作用下会产生老化和变脆。一般使用温度约在80 o C左右。能耐寒,在-60 o C时仍有较好的力学性能,-70 o C时仍有一定的柔软性。它质轻,吸水性小,电绝缘性优良,延伸性、透明性好,适用于薄膜,日用品等。 表1-1 低密度聚乙烯各项性能参数表 力学、热性能 成型条件 1.1.2 聚乙烯的成型特性 结晶形塑料,吸湿性小,成型前可不预热,熔体粘度小,成型时不易分解,流动性极好,溢边值为0.02mm左右,流动性对压力变化敏感,加热时间长则易发生分解。冷却速度快,必须充分冷却,设计模具时要设冷料穴和冷却系统。收缩率大,方向性明显,易变形、翘曲,结晶度及模具冷却条件对收缩率影响大,应控制模温。宜用高压注射,料温要均匀,填充速度应快,保压要充分。不宜采用直接浇口注射,否则会增加内应力,使收缩不均匀和方向性明显。应注意选择浇口位置。质软易脱模,塑件有浅的侧凹时可强行脱模。聚乙烯的收缩率绝对值及其变化范围很大,在塑料材料中很突出,
各大品牌电容的命名规则 图1 SAMSUNG电容的命名 图2 MURATA电容的命名
图3 TDK电容的命名 图4 KYOCERA电容的命名 图5 TAIYO-YUDEN电容的命名 图6 KEMET电容的命名
图7 PANSONIC电容的命名
图8 YAGEO/国巨电容的命名 图9 华新(Walsin)电容的命名 图10 风华电容的命名
图11 宇阳电容的命名 SOD/SOT系列产 品1 产能:400kk/月 品种: 开关二极管、稳压二极管、肖特基二极管、ESD保护二极 管、达林顿三极管、高压三极管、普通三极管、数字三极管、 稳压电路等。 封装: SOD-123 、SOD-323、SOD-523、SOT-23 、SOT-323、 SOT-363 、 SOT-523、SOT-89 、SOT-143、DFN 表面安装器件
产能:200kk/月 品种: 贴片整流二极管、快恢复二极管、超高速开关二极管、肖特基二极管、瞬态电压抑制二极管、固态放电管、双向触发二极管、贴片整流桥等。 封装: SOD-123FL 、 DO-213AA 、 DO-213AB 、 SMAJ 、 SMA 、 SMB 、 SMC 、DB-1、 DB-S 、TBS 、MBM 、 MBS 、SMAFL 、TO-277A 塑封二极管 Plastic Diode 产能:600kk/月 品种: 全系列塑封整流二极管 、 快恢复开关二极管 、 超高速二极管 各类电器专用二极管 、 肖特基系列二极管、固态放电管二极管 瞬态电压抑制二极管 、 双向触发二极管 、 变阻器二极管 高反压二极管 封装: R-1、A-405、A-405F 、DO-41、DO-15、DO-15L 、DO-15B R-3、DO-27、DO-27S 、R-6 汽车整流器 Automotive Rectifier
目录 框架图 ............................................................................................ 错误!未定义书签。引言 ......................................................................................................................... - 3 - 1.塑件工艺性分析及其成型工艺 ............................................................................. - 5 - 2.模具总体结构设计 ................................................................................................. - 6 -2.1型腔数目的确定. (6) 2.2分型面的确定 (6) 2.3浇注系统结构的确定 (7) 2.3.1主流道设计 ............................................................................................... - 7 - 2.3.2 分流道设计 .............................................................................................. - 7 - 2.3.3 浇口的设计 .............................................................................................. - 8 -2.4推出及复位方式的确定 . (8) 2.4.1推杆斜顶的位置设置 ............................................................................... - 8 - 2.4.2推杆和斜顶的结构形状 ........................................................................... - 9 - 2.4.3推杆的复位 ............................................................................................... - 9 -2.5导向机构的确定 . (9) 2.5.1 定位结构的确定 .................................................................................... - 10 - 2.5.2导柱的结构确定 ..................................................................................... - 10 - 2.5.3导套的结构确定 ..................................................................................... - 10 -2.6成型零件的确定 .. (11) 2.6.1型腔型芯的结构设计 .............................................................................. - 11 - 2.6.2配合部分的结构设计 .............................................................................. - 11 -2.7冷却系统的确定 .. (12) 2.7.1冷却系统的结构形式 ............................................................................. - 12 - 2.7.2 冷却水道的布置 .................................................................................... - 12 - 2.8排气系统的确定 (13) 3.注塑机选用与校核 ............................................................................................... - 14 -