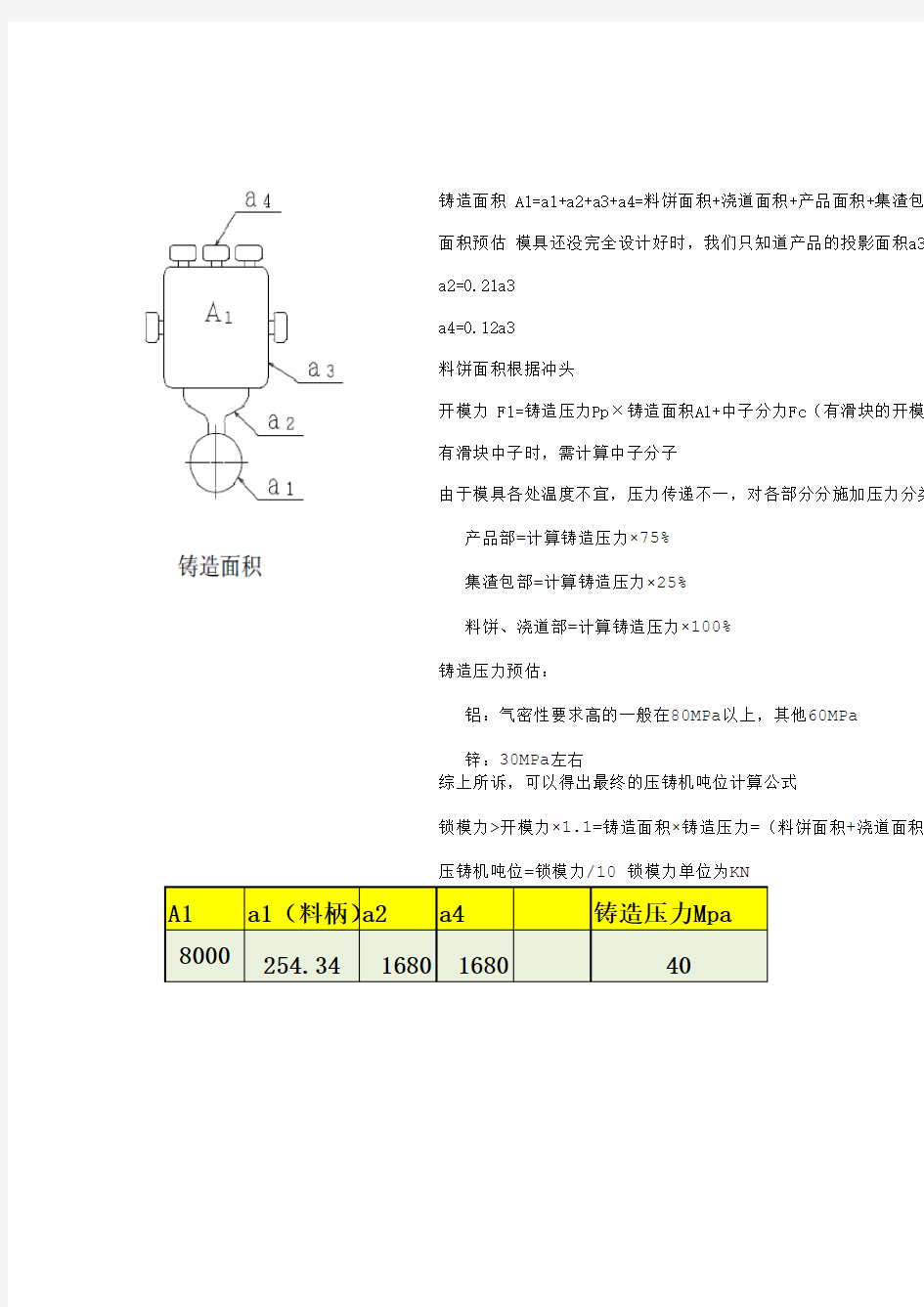
铸造面积 A1=a1+a2+a3+a4=料饼面积+浇道面积+产品面积+集渣包面
面积预估 模具还没完全设计好时,我们只知道产品的投影面积a3,
a2=0.21a3
a4=0.12a3
料饼面积根据冲头
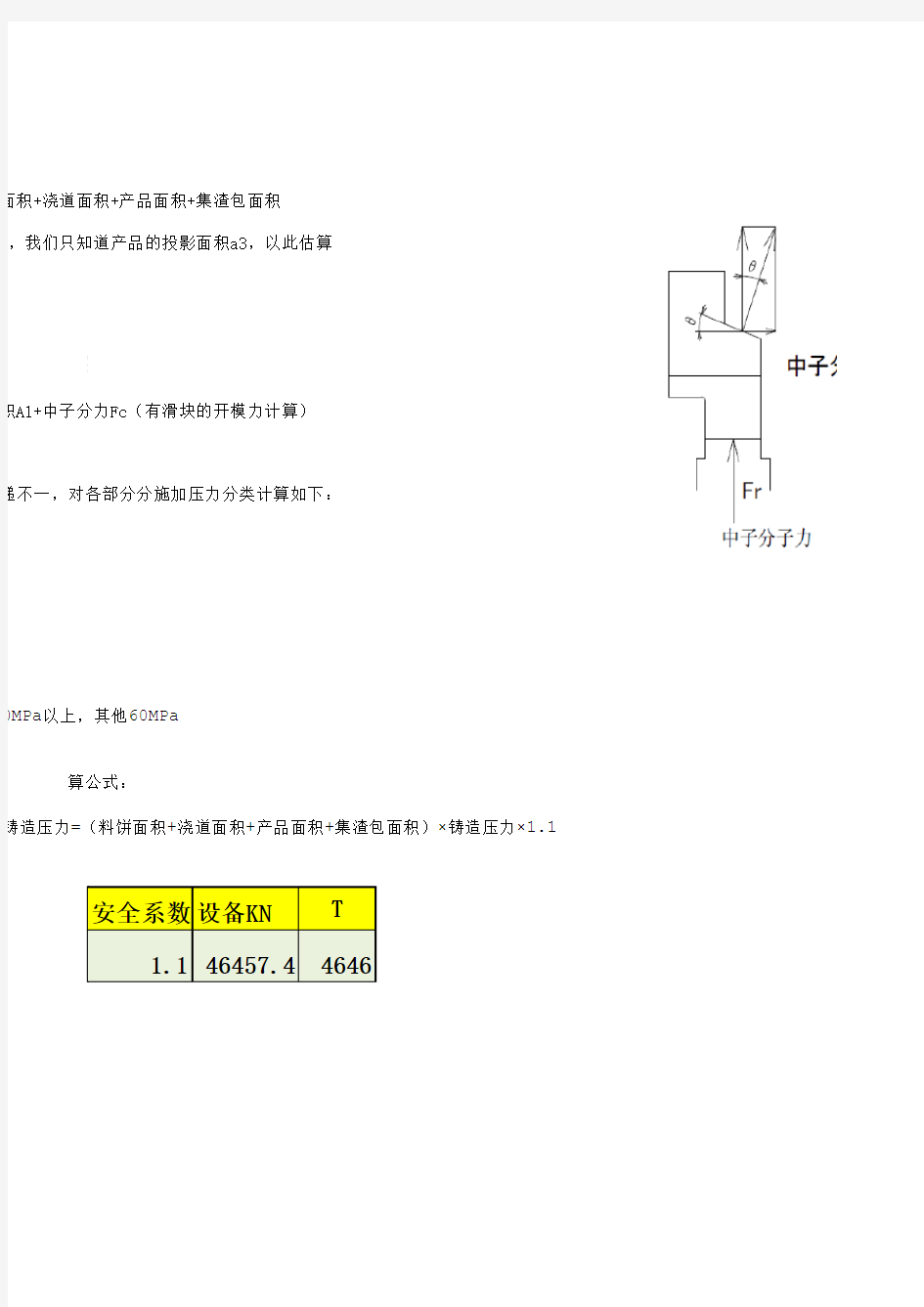
开模力 F1=铸造压力Pp×铸造面积A1+中子分力Fc(有滑块的开模力
有滑块中子时,需计算中子分子
由于模具各处温度不宜,压力传递不一,对各部分分施加压力分类
产品部=计算铸造压力×75%
集渣包部=计算铸造压力×25%
料饼、浇道部=计算铸造压力×100%
铸造压力预估:
铝:气密性要求高的一般在80MPa以上,其他60MPa
锌:30MPa左右
综上所诉,可以得出最终的压铸机吨位计算公式
锁模力>开模力×1.1=铸造面积×铸造压力=(料饼面积+浇道面积+
压铸机吨位=锁模力/10 锁模力单位为KN
A1a1(料柄)a2a4铸造压力Mpa
8000254.341680168040
面积+浇道面积+产品面积+集渣包面积
,我们只知道产品的投影面积a3,以此估算
积A1+中子分力Fc(有滑块的开模力计算)
递不一,对各部分分施加压力分类计算如下:
0MPa以上,其他60MPa
算公式:
铸造压力=(料饼面积+浇道面积+产品面积+集渣包面积)×铸造压力×1.1
安全系数设备KN T
1.146457.44646